
Feeder Accuracy And Design: Critical
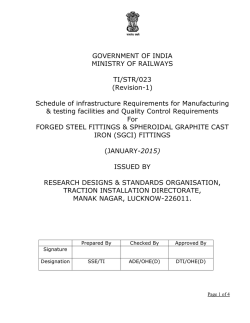
Implementing Technology ❚❚❚❚ Feeder Accuracy And Design: Critical Parameters In Continuous Pharmaceutical Operations By Sharon Nowak Global Business Development Manager: Food and Pharmaceutical, K-Tron International Inc. T The manufacturing sector of the pharmaceutical industry is currently undergoing a radical change. The need to improve process and product quality while controlling overall process costs is growing. Continuous processing offers a chance to achieve these goals. The implementation of PAT (process analytical technology) tools further aids in the support of the continuous operation, as the tools give real-time indication and assurance of product quality throughout the process. A variety of batch processes in the industry are currently undergoing continuous evaluation, including continuous direct compression or blending, continuous wet and dry granulation, and continuous granulation via hot-melt extrusion. At the heart of each of these continuous operations is the feeder which is used to proportion raw ingredients into the process. Feeder technology and accuracy is paramount in the overall continuous process. Feeder Accuracy Defined To fully define feeder accuracy, it is necessary to address three separate and distinct areas of feeder performance: repeatability, linearity, and stability. Repeatability reports how consistent the feeder’s discharge rate is at a given operating point; linearity assesses how accurately the feeder discharges at the requested average rate over its full operating range; and stability gauges performance drift over time. Repeatability is the performance statistic most familiar to feeder users. It quantifies the short-term level of consistency of discharge rate. Repeatability is important to quality assurance because it measures the expected variability of the discharge stream and of the product itself. The repeatability measurement is made by taking a series of carefully timed, consecutive catch samples from the discharge stream, weighing them, and then calculating the +/- standard deviation of sample weights 20 The Pharmaceutical Solutions Update expressed as a percentage of the mean value of the samples taken. While repeatability measures variability of flow rate, linearity reports how well the feeder delivers the desired average rate throughout the feeder’s operating range. Perfect linearity is represented by a straight-line correspondence between the set point and the actual average feed rate throughout the feeder’s specified turndown range from its designed full-scale operating point. To perform a linearity measurement, several groups of timed catch samples must be taken from the feeder’s discharge stream. Typically, 10 consecutive catch samples are obtained and weighed at each of the following flow rates: 5%, 25%, 50%, 75%, and 100% of full scale. (The smallest tested flow rate should be at the feeder’s maximum turndown.) A perfectly performing feeder is worth little if it cannot maintain its performance over the long haul. Many factors can potentially contribute to performance drift, including feeder type, control and weigh system stability, the handling characteristics and variability of the material, the feeder’s mechanical systems maintenance, and the operating environment itself. Drift is detected by calibration checks and is typically remedied by a Feeder technology and accuracy is paramount in overall continuous evaluation, simple weight including continuous direct compression or span adjustment. blending, and continuous wet and dry granuThe user will ulti- lation process. www.pharmaceuticalonline.com Implementing Technology ❚❚❚❚ mately determine the appropriate frequency of calibration checks based on operational experience. For accuracy requirements in the 1% to 5% range, volumetric feeders will usually suffice, while gravimetric feeders are used for performances in the .25% to 1% range. way of knowing the out-of-control condition. Since the feed rate in a volumetric feeder is purely a function of speed, the feeder and the Gravimetric Versus Volumetric process below Feeding For Continuous Operations By definition, gravimetric feeders measure the have no way of flow’s weight in one fashion or another and detecting this then adjust feeder output to achieve and mainupset condition. tain the desired set point. Volumetric feeders Oftentimes, even do not weigh the flow; they operate by deliv- Loss-in-weight feeders are typically either the use of level ering a certain volume of material per unit mounted on weigh scales or suspended from load sensors in the feed time from which a weight-based flow rate is cells and offer good material containment. hopper may not inferred by the process of calibration. alert the process of The feeders described below incorporate the twinthis upset in a timely fashion. Most gravimetric feeders screw design. Twin screws are often used in the pharcan automatically detect and alarm to these conditions. maceutical industry because they are much better suitUnderstandably, the highest accuracy in a screw feeded for non-free-flowing or cohesive materials. The use er can be attained on free-flowing materials that fill the of two co–rotating screws allows for a constant “self screw consistently and whose density is reasonably conwiping” effect of one screw against another, thus helpstant regardless of hopper level. Volumetric screw feeding to maintain constant flow without buildup in the ers represent an economical solution to many process screw tube. feeding applications, as opposed to the higher costs of equivalent gravimetric or loss-in-weight designs. Volumetric Feeding As mentioned earlier, volumetric feeders operate by delivering a certain volume of material per unit time. The Loss-In-Weight Principle The most popular type of gravimetric feeder used in Flow rate changes are accomplished by altering screw continuous pharmaceutical processes is the loss-inspeed. In the case of a screw feeder, three factors affect weight feeder. Loss-in-weight feeders directly measure volumetric screw feeder accuracy: the consistency of and control the flow rate to the process. Loss-in-weight delivered volume per screw revolution, the accuracy of feeders are typically either mounted on weigh scales or screw speed control, and material density variability. suspended from load cells and offer good material conTypically, volumetric feeders are open-loop devices tainment. and cannot detect or adjust to variations in the materiA loss-in-weight feeder consists of a hopper and a al’s density. Due to the feeder that are isolated from the process so the entire open-loop concept, headsystem can be continuously weighed. As the feeder disload variations and matericharges material, system weight declines. The speed of al buildup on the feed the metering device is controlled to result in a per-unitdevice change the volumetime loss of system weight equal to the desired feed rate. per-revolution relationship, A typical loss-in-weight feeder controller adjusts feeder throwing off calibration speed to produce a rate of weight loss equal to the without any outward sign. desired feed rate set point. Gravimetric feeders autoIn the plot of weight vs. time, feed rate set point is repmatically detect and adjust resented as a downward sloping line. The negative to these conditions. In cases of screw feeding of mathematical slope ( W/ T) indicates the desired loss cohesive materials, it is of system weight per unit time. The feeding cycle begins possible in volumetric with a fully loaded hopper where weight is at a maximode to have relatively no mum. As feeding proceeds, the measured weight is conmaterial discharging while tinually compared against the set point line’s target Volumetric feeders operate by the screws are running. weight. Any difference between the two values triggers delivering a certain volume of Similarly, flood-through can a change in feeder speed. For example, if an overfeed material per unit time. Flow rate condition occurs due to an abrupt increase in material changes are accomplished by also remain undetected since the feeder has no density, sensed weight falls below desired (set point) altering screw speed. 22 The Pharmaceutical Solutions Update www.pharmaceuticalonline.com Implementing Technology ❚❚❚❚ weight, triggering a reduction in screw speed to return to the se point value. Additionally, since the integrated error associated with the overfeed is known, screw speed may be further reduced to immediately and A typical loss-in-weight feeder controller adjusts precisely compenfeeder speed to produce a rate of weight loss sate for the overequal to the desired feed rate set point. feed condition. The opposite occurs with an underfeed condition. Refill Operations For Continuous Processing In continuous processes, the design of the refill device is also critical to the feeder’s performance. The design of this upstream component, as well as the additional options available for overall feeder design, will affect not only process efficiency but also operation, safety of the process, and end product quality. When the feeder hopper’s charge of material becomes low, it must be resupplied. However, since feeding accuracy relies on the ability to continuously weigh the feeding system, direct gravimetric control during this period is not possible. Even though refill may occur quickly, it is important that feeder performance be maintained during refill. Lacking any basis for gravimetric control during these brief but periodic refill phases, flow control is achieved volumetrically. Traditionally, a constant metering — a speed corresponding to the metering speed associated with gravimetric control just prior to entering the refill phase speed — is maintained throughout the refill phase. If, for example, metering speed averaged 60 rpm just prior to the system sensing the need to refill the supply hopper, screw speed would be maintained at that 60 rpm for the duration of the refill operation. After refill is completed, material has settled, and the feeder senses an appropriately declining system weight, the feeder is returned to gravimetric operation where metering speed once again becomes the parameter of control. To minimize feed rate errors during refill, another approach is required that enables metering speed to be gradually lowered during refill to precisely counterbalance the effects of increasing material density occurring within the metering zone as hopper weight increases. The slower rate is determined by storing an array of indices called feed factors in the controller’s memory. These values correspond largely to material density and 24 The Pharmaceutical Solutions Update its mechanical behavior within the feeder, and are computed during the entirety of the gravimetric feeding cycle. As net hopper weight declines, the controller also determines and stores a set of up to 100 feed factors, each of which is an index of the average density of material discharged at the hopper weight associated with the feed factor. For example, a low feed factor indicates that a higher number of screw revolutions were required to discharge a given weight, implying a reduced material density. Then, on the basis of sensed hopper weight at each array point during refill, material density within the metering zone may be inferred, and a metering speed corresponding to its feed factor array value may be invoked. In this way, gravimetric feeding accuracy during the brief refill may be maintained. Typical components of a refill system for a feeder often include a vacuum loader located above the refill hopper. NOTE: An integrated refill system which controls the operation of the loader and the refill request of the feeder is a critical requirement to control overall process accuracy. Other Design Parameters To Consider In addition to choosing the proper feed technology, care must also be taken in the overall configuration and design of the feed system components. For example, in the case of loss-in-weight feeding, in-plant shock and vibration act to corrupt the weight measurement, destroying the basis for feed rate control. Flexible connections and the possible use of shock mounts help isolate the feeding system. In addition, both the weighing and control systems must be designed to discriminate between meaningful weight readings and the spurious forces associated with residual shock and vibration. In the case of feeder design for the pharmaceutical industry, overall sanitary design and cGMP construction, as well as safety considerations for active ingredient handling must be considered. Additionally, the material being fed as well as the cleaning materials that will be utilized should be considered. When working with potent compounds, consideration must be given to the containment of the feeder, as well as the method of delivery of the material both to the feeder and from the feeder to the process below. In many installations, space and ergonomics of design are important factors in the overall feeder design chosen. Such options as slide bases or diverter valves at the feeder outlet for online feeder calibration can be included. In addition, alternate portability designs, such as modified feeder mounts and the use of lift mechanisms, should be considered, in order to provide for easier access during all phases of production, maintenance, and cleaning. When selecting any feeder technology, these requirements should be addressed with the feeder manufacturer in question. ● www.pharmaceuticalonline.com


© Copyright 2026