
Información - LeanSis Productividad
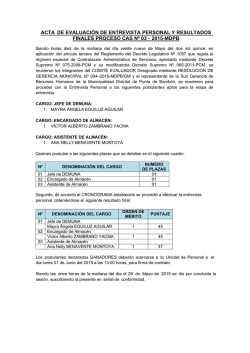
Caso de éxito Berioska An tecedentes Objetivos del pro ye cto Berioska, es una empresa familiar radicada en Cheste (Valencia), dedicada a la fabricación de productos de cosmética y propietaria de la marca BABARIA. Berioska no solo se posiciona en ventas a nivel nacional, sino que cuenta con una fuerte presencia de sus productos en distintos merca- dos y basa su expansión en la firme independencia de intereses económicos externos y en la constante reinversión de sus recursos generados. Además de Babaria, la compañía elabora un 8% de sus productos para marcas blancas y en torno al 12% en acuerdos de co-manufacturing para otras marcas internacionales El proyecto se centra en el área de Picking, donde se pone manifiesto la necesidad de: • Optimizar el almacén para dar cabida a todas las referencias. • Incrementar la productividad en la preparación de pedidos para ofrecer una respuesta más ágil a sus clientes. • Establecer un sistema que permita cuantificar la carga de trabajo y evite fallos en las entregas por falta de capacidad. • Enfocar al equipo de trabajo hacia la Mejora Continua para centrarse en la consecución de objetivos. • Sector : Cosmética • Localización: Cheste • Facturación media: 50M€ • Nº empleados: 200 aprox • Año de fundación: 1982 Solución planteada 3. Leansis plantea las siguientes etapas para la transformación del de- 4. partamento en un modelo más eficiente y basado en la reducción del 5. desperdicio: 1. 2. Comunicación global del nuevo sistema productivo basado en la Mejora Continua y formación de todo el personal. Desarrollo de la OHP (Organización Humana de la Producción). Formación del GAP (Grupo Autónomo de Producción), identificación de los departamentos soporte y lanzamiento de la gestión visual. Estudio para una distribución del 6. almacén más eficiente. Desarrollo de un nuevo estándar de trabajo. Incremento de la productividad en la preparación de pedidos. Lanzamiento del Tablero de marcha. Desarrollo de una herramienta que permita planificar y cuantificar la carga de trabajo del departamento. L e a n S i s E x p e r to s e n P r o d u c ti vi d a d S . L. E d i f i c i o S o r o l l a C e n t e r A vd a . C o r t e s Va l e n c i a n a s , 5 8 P l a n ta 0 Lo c a l 5 , 4 6 0 1 5 - Va l e n c i a Te léfono: 9 6 / 13 1 87 55 Fax: 9 6 /13 1 87 94 w w w . l e a n s i s p r o d u c t i vi d a d . c o m Herramientas aplicadas OHP/Gestión Visual TOP5 Estandarización Redistribución del almacén Tablero de marcha Caso de éxito Berioska Implantación El proceso de cambio hacia la Mejora Continua, toma como punto de partida la formación de todo el personal y de un modo más específico, la formación de los puestos clave de la organización (Dirección, coordinadores y funciones soporte). Seguidamente, puesta en marcha de las herramientas para la Organización Humana de la Producción (OHP): Creación del GAP (Grupo Autónomo de Producción), gestión visual a través del tablero de comunicación y puesta en marcha de reuniones diarias de 5 minutos denominadas TOP5. Paralelamente al desarrollo de las herramientas de la OHP, se inicia el análisis para la nueva distribución del almacén de picking. El almacén consta de estanterías convencionales a tres alturas, sin embargo el número de referencias es aproximadamente un 40 % mayor a la capacidad en huecos del almacén. Como no se dispone de suficiente espacio para colocar todas las referencias en estantería, parte de ellas se tienen que ubicar aleatoriamente en tierra. Se realiza un análisis ABC para identificar la rotación de los productos y su demanda. Por otra parte, el peso es un factor clave para la conformación de pedidos y la distribución de los bultos que conforman el pallet, debe ir progresivamente de más a menos peso en altura, de lo contrario se podría dañar el género. Con todas estas condiciones, se diseña un almacén en el que se distinguen dos zonas según la tipología del producto y cada zona se ordena por peso, demanda y rotación del producto. Como no se dispone de suficientes ubicaciones, en aquellas referencias de muy baja rotación, se opta por dividir el hueco de las estanterías en dos mitades para colocar dos referencias. Asimismo, estas referencias se almacenarán en medios pallets para poderlas ubicar directamente en la estantería con la ayuda de una traspaleta eléctrica y evitar así la reposición manual de las mismas. Esta nueva distribución del almacén, minimiza el recorrido durante el proceso de picking, elimina desplazamientos innecesarios e incrementa la eficiencia en la preparación de pedidos. Una vez reubicadas todas las referencias, se define el nuevo método de trabajo. El procedimiento hasta entonces vigente, establece que todas las operaciones: Reposición de material en estantería, flejado, realización de albaranes y preparación de pedidos son realizadas por todos los operarios de Picking. Incremento de la Productividad Gestión Visual de la producción Enfoque hacia la mejora continua de toda la organización Sistema jeraraquizado de comunicación Incremento del rendimiento L e a n S i s E x p e r to s e n P r o d u c ti vi d a d S . L. E d i f i c i o S o r o l l a C e n t e r A vd a . C o r t e s Va l e n c i a n a s , 5 8 P l a n ta 0 Lo c a l 5 , 4 6 0 1 5 - Va l e n c i a Te léfono: 9 6 / 13 1 87 55 Fax: 9 6 /13 1 87 94 w w w . l e a n s i s p r o d u c t i vi d a d . c o m Caso de éxito Berioska Implantación conclusiones de aquellos contratiempos que han impedido al GAP alcanzar las cotas de productividad objetivo. Sin embargo, se opta por especializar los puestos de trabajo y hacer un reparto de las tareas más específico. Los operarios de Picking solo se dedicarán a la preparación de pedidos y el líder de GAP se encargará del resto de operaciones. Este modo operatorio, evita la aparición de interferencias entre Finalmente se desarrolla una herramienta de gestión que permita calcular los recursos (operarios picking) que son necesarios en función de la carga de trabajo (pedidos pendientes de ser preparados). Este sistema no solo evita fallos en las entregas por falta de capacidad, sino que además permite anticiparse y desviar recursos a otros departamentos en caso de que haya un exceso de capacidad en el Almacén. los trabajadores y como consecuencia reduce las esperas y las bajadas de productividad. El siguiente paso es el lanzamiento del Tablero de marcha. Esta herramienta potencia la consecución de resultados porque establece unos objetivos teóricos de producción hora a hora. Pero al mismo tiempo, también permite extraer Ajuste de los stocks Incrementar la flexibilidad Resultados servicio con los clientes y ayudará a reforzar la imagen de Babaria. bultos x op x h mes 140 120 100 80 60 40 20 0 bultos equiv. /hora El éxito de la implantación del sistema de Mejora Continua ha sido el resultado de un trabajo metódico, basado en las personas y centrado en la consecución de los objetivos. Gracias a la implantación del proyecto, se ha conseguido incrementar la productividad de los bultos por persona y hora . Ha favorecido la renovación del departamento y posibilitará en un futuro la sostenibilidad del mismo gracias a la generación de ideas de mejora y a la resolución sistemática de anomalías y de fallos en los procesos. Asimismo gracias a la correcta estimación de los recursos que son necesarios, se mejorará el 130 107 78 1 118 112 83 2 3 4 5 6 0 0 0 0 0 0 7 mes 8 9 10 11 12 L e a n S i s E x p e r to s e n P r o d u c ti vi d a d S . L. E d i f i c i o S o r o l l a C e n t e r A vd a . C o r t e s Va l e n c i a n a s , 5 8 P l a n ta 0 Lo c a l 5 , 4 6 0 1 5 - Va l e n c i a Te léfono: 9 6 / 13 1 87 55 Fax: 9 6 /13 1 87 94 w w w . l e a n s i s p r o d u c t i vi d a d . c o m Adaptación de la capacidad a la demanda




© Copyright 2026