
Dime Cómo Vibra y te Diré qué Tiene - Revista Metal Actual
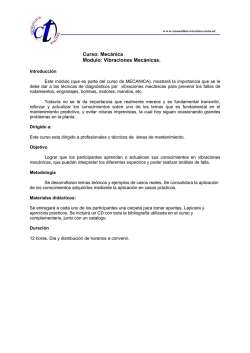
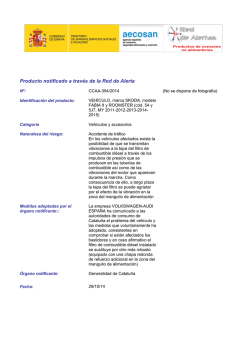
MANTENIMIENTO 48 Foto: www.euedocs.emersonprocess.co.uk Dime Cómo Vibra y te Diré qué Tiene Metal Actual 85% de las fallas se pueden anticipar. Las vibraciones tienen efectos negativos sobre los componentes de una máquina. El monitoreo de éstas permite identificar la mayoría de las fallas primarias como el desbalanceo, desalineación, holgura mecánica, fricciones abrasivas y el desgaste en engranajes y rodamientos. El 8 de septiembre de 1989, el vuelo chárter 304 de Partnair, que viajaba de Noruega a Alemania, se estrelló en las costas danesas. Inicialmente, se planteó la hipótesis de un atentado terrorista; sin embargo, y tras exhaustivas pruebas, los investigadores concluyeron que la aeronave sufrió un exceso de vibración que debilitó los anclajes y provocó una falla en el timón de cola. Como consecuencia de un error en el plan de mantenimiento de esta aeronave, murieron 55 personas y la aerolínea salió de negocio poco tiempo después. El nivel de responsabilidad que se le exige a las empresas aeronáuticas, para efectuar el mantenimiento de sus activos, debería ser aplicable en general al sector productivo pues todas aquellas empresas que utilizan maquinaria, están expuestas a que sus equipos fallen en cualquier momento y, por esa vía, a perder mucho más que dinero. WWW.METALACTUAL.COM MANTENIMIENTO Nada se Detiene, Todo Vibra Foto: azimadli.com La pregunta es: ¿cuál es la razón de analizar las vibraciones? Pues bien, se ha demostrado a lo largo de estudios que la forma de vibración de una máquina en operación entrega más información acerca del funcionamiento interno del equipo que cualquier otra clase de prueba no destructiva. El análisis de vibraciones reduce al mínimo los tiempos muertos y garantiza que la maquinaria trabaje a su máxima capacidad, sin sobre esfuerzos. Lo que poco se conoce, es que la gran mayoría de las fallas en las máquinas no se presentan de manera brusca; en general, son el resultado de un periodo de desgaste progresivo. Por lo que, establecer una cadena de confiabilidad y realizar un plan de mantenimiento correcto puede llevar a detectar y cuantificar las probables fallas, además de predecir el momento del colapso con semanas, meses o años de anticipación. De esto se trata el mantenimiento predictivo, una de las herramientas más importantes para registrar, monitorear, cuantificar y evaluar el estado de las máquinas de una planta. Entre mayor y mejor sea la información que posee un operador acerca del funcionamiento de su equipo de trabajo; mejor será el aprovechamiento del mismo. Actualmente, existen diferentes tipos de ensayos para el diagnóstico predictivo. Entre otros: el análisis de vibraciones, análisis espectográfico, de aceites, termografía, análisis de energía y tintas penetrantes. Es WWW.METALACTUAL.COM normal recurrir a más de uno de los métodos para establecer las causas de las fallas o predecirlas. Aunque todas estas técnicas constituyen herramientas muy útiles a la hora de ejecutar el plan de mantenimiento, en este caso se abordará el tema a partir de uno de los métodos qué más aplicación tiene en la metalmecánica: el análisis de vibraciones, ya que éste se utiliza sobre todo para monitorear el estado de las máquinas rotativas, entre otras los tornos, fresadoras, taladros, pulidoras y prensas, muy comunes en el procesamiento de los metales. Al respecto, el ingeniero Andrés Mendoza, experto de Diteinco Ltda, compañía bogotana prestadora de servicios de mantenimiento, explica que el objetivo del análisis de vibraciones es establecer las fallas de una máquina al momento de su revisión; además, predecir problemas a corto y mediano plazo, a partir de las vibraciones inherentes a su funcionamiento y, de esta manera, anticiparse a los riesgos. En general, la vibración en una máquina es perjudicial; puede causar desalineamientos, fisuras en los componentes, desgaste de rodamientos, desbalanceo, rotura de aislantes y exceso de ruido, entre otros graves problemas. Pero, al mismo tiempo, es el mejor indicador de la condición mecánica de las máquinas y la evolución del problema. Cuando las vibraciones superan los rangos establecidos para la máquina, le sirven al analista para descubrir la causa de la falla y plantear soluciones. Se estima que cerca del 90 por ciento de las fallas en maquinarias están precedidas por un cambio en sus vibraciones y el 85 por ciento de éstas, pueden identificarse con el estudio de las variables vibratorias. Básicamente, las vibraciones están directamente relacionadas con la vida útil de los equipos de dos maneras: por un lado un bajo nivel de vibraciones es una indicación de que la máquina funcionará correctamente durante un largo período de tiempo, mientras que un aumento en sus niveles constituye un síntoma de que se encamina hacia algún tipo de falla. Una vibración es un movimiento oscilatorio de pequeña amplitud. De acuerdo a esto, las máquinas presentan su propia señal de vibración y en ella se encuentra la información de cada uno de sus componentes. Según aclara el ingeniero Mendoza, no se trata de eliminar las vibraciones, ya que esto es físicamente imposible. De hecho, si un equipo no vibra, no está en funcionamiento y, por ende, es un activo improductivo. 49 MANTENIMIENTO Una vez termina la recopilación de los datos, el experto transfiere la información obtenida al PC, y a través de un software especial, grafica la señal para un mejor análisis. El valor global obtenido es comparado con los datos recomendados por el fabricante, para hallar las diferencias entre ambos registros. Además de los datos del fabricante, existen tablas normalizadas que pueden utilizarse para tal efecto, las más conocidas y aplicadas en Colombia son la norma ISO y las tablas de Charlotte1. Foto: www.a-maq.com 50 El esquema muestra cómo sería la captura de la información desde una máquina para luego ser analizada. Los picos altos son característicos de diferentes tipos de fallas. Así las cosas, este análisis se concentra en evaluar aquellas vibraciones que deben ser corregidas y en determinar un nivel adecuado, para que el sistema se desempeñe bien hasta el próximo mantenimiento programado. O para realizarlo inmediatamente, según los problemas encontrados o las necesidades de la gerencia. En últimas, el análisis de las vibraciones minimiza los tiempos muertos de la máquina y optimiza la producción. Ahora bien, este diagnóstico no puede realizarse en cualquier parte de la máquina, ya que hay partes que pueden mostrar un dato más exacto y confiable que otras. Por esto, el analista debe ubicar los llamados puntos de prueba en tres direcciones: vertical, horizontal y axial. Después, con ayuda del transductor (dispositivo que transforma la vibración física en una señal eléctrica), hay que tomar los datos colocando el sensor lo más cerca posible de los puntos de rodamiento. Los colectores de datos están basados en tecnología de Procesamiento Digital de Señales (DSP). Típicamente hay cuatro tipos de sensores, transductores o colectores de vibraciones: • Sensor de desplazamiento relativo sin contacto. • Sensor de desplazamiento relativo con contacto. • Sensor de velocidad o velocímetro. • Sensor de aceleración o acelerómetro. El acelerómetro tiene la ventaja respecto al velocímetro de ser más pequeño, tener mayor rango de frecuencia, y poder integrar la señal para obtener velocidad o desplazamiento vibratorio. El sensor de desplazamiento se utiliza para medir directamente el movimiento relativo del eje de una máquina respecto a su descanso. En general, son instrumentos que registran el comportamiento de las vibraciones en términos de su amplitud –el máximo valor que presenta una onda–. A su vez, la amplitud de una vibración se puede medir bajo diferentes variables, para vibraciones mecánicas (maquinaria rotativa) lo más común es hacerlo en unidades de desplazamiento (mm), velocidad (mm/s) y de aceleración (mG, G o mm/s). Cada valor muestra amplitudes características asociadas un problema mecánico particular. Por ejemplo, la medida en desplazamiento es importante para reconocer patrones que están a muy baja frecuencia, que indican anormalidades en chumaceras de aceite. Por su parte, el registro en velocidad permite identificar la mayoría de las fallas primarias como el desbalanceo, desalineación, holgura mecánica, fricciones abrasivas, resonancias, pulsaciones, y engranajes de pocos dientes. La medida en aceleración permite reconocer patrones asociados a contactos metal-metal y fricciones abrasivas, problemas en engranajes, cavitación, entre otros. La toma de los datos en todas las direcciones y unidades de medida, es necesaria debido a que algunos problemas de las máquinas rotativas se manifiestan más en una dirección y unidad que en otras. Esta predicción requiere corroboración para mayor seguridad. Este análisis debe realizarse periódicamente, cada dos o tres meses, según los requerimientos y las características de la maquinaria y de la producción. El monitoreo frecuente contribuye a establecer tendencias más precisas. Cuando la tendencia respecto al tiempo permanece estable, el equipo se encuentra trabajando correctamente y el riesgo de falla disminuye; por el contrario, si llega a presentarse un crecimiento grande, acercándose a una elevación exponencial de la vibración, en la mayoría de los casos es porque se acerca una falla de la máquina. WWW.METALACTUAL.COM MANTENIMIENTO Es importante mencionar que las normas ISO y las tablas de Charlotte1, sólo entregan valores de referencia. El nivel de vibraciones depende de la energía total entregada a la máquina, al igual que de los parámetros de operacionales, que incluyen factores como la velocidad de trabajo, potencia, presión, tiempo del proceso y voltajes recibidos, entre otros. La máquina a analizar deberá estar en condiciones de operación normal, debido a que si no lo estuviere así, los resultados serían irreales, además que no podría identificarse si existe una tendencia. Posiblemente existan niveles de vibración que no procedan de la máquina a estudiar, sino de máquinas vecinas; es por ello que deberán también estar en funcionamiento los equipos, es decir, repetir las operaciones habituales para encontrar resultados más exactos, sin modificar nada. Una máquina de gran tamaño tendrá obviamente mayores valores globales de vibraciones que, por ejemplo, un motor de 1.0 HP. Por ello, además de las tablas y la norma, como en un buen médico, la experiencia y el conocimiento del analista influye en lo acertado del diagnóstico. avisoAGO.pdf 1 7/10/13 2:27 PM Valores de referencia de amplitud de vibración para analizar la condición mecánica de una máquina, según su clasificación. 51 52 MANTENIMIENTO Los distintos niveles recomendables de vibración según el tipo de máquina están en las normas. Por ejemplo, la ISO 1086-1 que clasifica los equipos en grupos según la potencia y robustez, así: • Grupo K: máquinas con motores eléctricos hasta 15 kW. • Grupo M: maquinaria con motores eléctricos de 15 a 75 kW. • Grupo G: máquinas con motores superiores a 75 kW, también denominados grandes motores. • Grupo T: turbomáquinas. Ventajas del Análisis de Vibraciones • La recopilación de los datos se realiza cuando la máquina está en funcionamiento, así que no hay paradas ni tiempos muertos por esta razón. • Reducción de los costos de mantenimiento correctivo. • Reducción en inventarios en cuanto a repuestos. • Mayor calidad en las reparaciones. • Mejores condiciones de seguridad. • Reducción de tiempos muertos inesperados. • Extensión de la vida útil del equipo. • Puede incrementar la velocidad de la producción y producir a buen tiempo las órdenes de producción. Causas más Comunes de Fallas • Desbalanceo: una pieza se encuentra desbalanceada cuando su centro de masa (centro de gravedad) no coincide con su centro geométrico. Esta condición es causada por una distribución desigual del peso del rotor alrededor de su centro geométrico. Por ejemplo, las piezas que han sido fundidas presentan diversos niveles de porosidad, razón por la que su centro geométrico no coincide con el centro de masa, por lo cual, la pieza se encontrará inherentemente desbalanceada. Existe cierto grado de desbalance en todas las máquinas rotativas. Por ello, los diseñadores de máquinas las especifican con tolerancias de diseño, maquinado y ensamblaje, tales tolerancias pueden producir algún tipo de desequilibrio o desbalance. Adicionalmente, se puede presentar desbalance debido a pequeñas variaciones dentro de la composición metalúrgica del rotor. Aun cuando, la mayoría de los rotores son balanceados por el fabricante después del proceso de manufactura y antes de ser utilizados ya armados en sus respectivas máquinas. El paso del tiempo y ciertas condiciones en el proceso de montaje, inciden en que la máquina vibre y que sus componentes deban ser re-equilibrados • Desalineamiento: Se dice que dos piezas o componentes de máquina se encuentran desalineadas cuando los ejes de la parte conductora (motriz) y conducida no tienen la misma línea de centros. El desalineamiento puede ser paralelo, angular o una combinación de ambos. • Reduce la pérdida de materia prima. • Aumenta la probabilidad de calidad en los productos. Foto: i28.ph Foto: alliedreliabilityblog.com otobucket.c om • La reducción de costos de mantenimiento pueden aumentar las ganancias de la empresa o la posibilidad de inversión. El 90% de las fallas por desgaste de piñones y rodamientos se pueden anticipar con el análisis de vibraciones. WWW.METALACTUAL.COM MANTENIMIENTO El desalineamiento angular ocurre cuando el eje del motor y el eje conducido unidos en el acople, no son paralelos. Por su parte, en el paralelo los ejes del motor y del rotor conducido están paralelos, pero no son colineales. Muchas veces los ejes no se encuentran desalineados, pero si el acople está torcido, debido a esfuerzos de trabajo o por fallas de construcción, esto llevará inevitablemente a sufrir problemas de desalineamiento. • Partes Flojas: Como su nombre lo indica es causada cuando la unión mecánica entre dos o más componentes de un sistema falla. Por ejemplo, cuando una parte o estructura de una máquina se encuentra floja (pernos de anclaje flojos o rotos), el grafico del análisis de vibraciones presenta picos a la frecuencia de rotación y a múltiplos de ella, incluso en los casos en que la vibración es severa pueden aparecer picos (armónicos) a la mitad de la frecuencia de giro del equipo. Una vez que la máquina es empotrada firmemente al piso los picos desaparecen. • Fallas en rodamiento: Los rodamientos de elementos rodantes tienen muchos usos en la maquinaria moderna, se los puede encontrar en motores, turbinas a gas, bombas y muchas otras máquinas. La mayoría de los programas de mantenimiento predictivo que emplean análisis de vibraciones son puestos en marcha con la finalidad inicial de conocer el estado de los rodamientos. La tecnología moderna permite lograr este objetivo con mucha certeza. • Holgura mecánica: Esta puede ser rotativa o no, una holgura rotativa es causada por un juego excesivo entre las partes rotativas y estacionarias de la máquina, y la no rotativa es una holgura entre dos partes que normalmente son estacionarias, como una pata de la máquina y su base. • Soltura estructural: Ablandamiento o desplazamiento del pie de la máquina, por holgura en los pernos de la base o por deterioro de los componentes de la sujeción. • Excentricidad: Fácilmente confundible con desbalanceo. Ocurre cuando el centro de rotación no coincide con el centro geométrico en una polea o engranaje. • Desgaste de engranajes: Ocurre por operación más allá del tiempo de vida del engranaje, contaminación de la grasa lubricante, elementos extraños circulando en la caja del engrane o montaje erróneo. Sólo resta destacar que en general los gastos del mantenimiento correctivo pueden llegar a representar entre un 15 y 40 por ciento de los costos totales de producción2, tanto en industrias manufactureras como de servicios, y que resulta posible obtener ahorros de entre el 20 y 50 por ciento de esos costos de mantenimiento al realizar mantenimientos predictivos y preventivos, entre otros un análisis de vibraciones oportuno. Los beneficios van desde evitar comprar partes innecesarias, aumentar la vida útil de las máquinas y disminuir Foto: www.ikvlubricants.com 54 La confiabilidad busca asegurar el óptimo desempeño de los equipos bajo condiciones previamente establecidas.. el consumo de energía como resultado de la reducción de las vibraciones y el ruido. Todo esto puede lograrse a través de un plan integral de confiabilidad. El concepto de confiabilidad va más a allá de calcular las paradas inesperadas de un sistema o máquina. Ya que, además busca asegurar y mejorar la competitividad de las empresas al determinar cuando se es ineficiente, inseguro, costoso y con alto nivel de rechazos. El análisis de vibraciones, en conjunto con otros ensayos, hacen parte del plan de confiabilidad, que busca producción a tiempo y de alta calidad; clientes y usuarios satisfechos; riesgos reducidos; mínima afectación al medioambiente y costos controlados. Así, los propietarios, empleados y clientes interactúan en un entorno empresarial de confianza. La diferencia entre tomar las decisiones teniendo en cuenta la probabilidad de falla y no hacerlo, es similar a la que hay entre un jugador que le ruega a su suerte para ganar en el póquer y un empresario que está debidamente preparado, mide y controla sus riesgos. Ambos, toman decisiones valientes con cierto grado de incertidumbre, pero sólo uno sabe lo que está haciendo. Citas 1)Normas de severidad de vibración. Normas ISO Normas de referencia Charlotte Niveles de alarmas Normas de Referencia Entex IRD. 2)Wowk, Victor. “Machinery Vibration”, ed. McGraw-Hill, Inc, 1991 Fuentes • Ingeniero. Andrés Mendoza. Diteinco Ltda. [email protected] • Pedro Nelson Saavedra: La medición y análisis de las vibraciones como técnica de inspección de equipos y componentes, aplicaciones, normativas y certificación. Facultad de Ingeniería - Universidad de Concepción, Casilla 160 - Concepción – Chile [email protected] • Kulichevsky, R.; Sacchi, M.; Martín Ghiselli, A. Medición y análisis de vibraciones: una herramienta para la predicción y evaluación de fallas en maquinarias • Curso análisis de vibraciones, categoría III, ISO 18436-2 Relator: Dr. Ing. Pedro Saavedra G Universidad de Concepción, Casilla 160 - Concepción – Chile WWW.METALACTUAL.COM




© Copyright 2026