
View/Open - Tesis Institucionales
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS “INCREMENTO DE LA PRODUCTIVIDAD EN UNA EMPRESA QUÍMICA MEDIANTE LA TÉCNICA DE MANUFACTURA ESBELTA Y UN SISTEMA INFORMÁTICO” T E S I N A Q U E PA R A O B T E N E R E L T Í T U L O D E I N G E N I E R O I N D U S T R I A L P R E S E N T A N MÓNICA CECILIA GONZÁLEZ ZACAULA ROSA MARÍA HERNÁNDEZ SANTOS Q U E PA R A O B T E N E R E L T Í T U L O D E I N G E N I E R O E N I N F O R M Á T I CA P R RAÚL E S E N AVA R R E T E CIUDAD DE MÉXICO N T A RODRÍGUEZ 2016 ÍNDICE Resumen……………………………………………………………………………………………….. i Introducción…………………………………………………………………………………………… ii Capítulo I Marco metodológico …………………………………………………………………… 1 1.1 Planteamiento del problema…………………………………………………………………….. 1 1.2 Objetivo General………………………………………………………………………………….. 1 1.3 Objetivos Específicos………………………………………………………………………….…. 1 1.4 Técnicas e instrumentos de medición………………………………………………………….. 2 1.5 Universo y/o muestra…………………………………………………………………………….. 2 1.6 Justificación……………………………………………………………………………………….. 2 1.7 Hipótesis…………………………………………………………………………………………… 3 Capítulo II Generalidades de la empresa………………………………………………………… 4 2.1 Datos Generales de la empresa…………………………………………………………………. 4 2.2 Aspectos filosóficos…………………………………………………………………………….…. 6 2.3 Organigrama……………………………………………………………………………………….. 8 2.4 Descripción de puestos…………………………………………………………………………… 9 2.5 Principales productos……………………………………………………………………………... 15 2.6 Principales proveedores y clientes………………………………………………………………. 15 Capítulo III Marco Teórico…………………………………………………………………………... 18 3.1 Lean Manufacturing y su metodología………………………………………………………….. 18 3.2 Análisis de procesos……………………………………………………………………………… 24 3.3 Calidad Total………………………………………………………………………………………. 29 3.4 Sistemas de Información…………………………………………………………………………. 34 3.5 Actividades básicas de un sistema de información……………………………………………. 38 Capítulo IV Diagnóstico del estado actual de la empresa……………………………………. 43 4.1 Estado Actual de la empresa……………………………………………………………………. 43 4.2 Metodología para la recopilación y análisis de información…………………………………. 43 4.3 Recopilación y análisis de información………………………………………………………… 43 Capítulo V Propuestas de mejora…………………………………………………………………. 89 5.1 Objetivo de la propuesta………………………………………………………………………….. 89 5.2 Justificación………………………………………………………………………………………… 89 5.3 Optimización del proceso…………………………………………………………………………. 91 5.4 Resultados esperados…………………………………………………………………………….. 116 Conclusiones…………………………………………………………………………………………… 118 Bibliografía……………………………………………………………………………………………… 121 Glosario……..………………………………………………………………………………………….. 123 Anexos…………………………………………………………………………………………………. 126 Resumen Este proyecto de investigación se centra en la importancia de las empresas de giro Químico Industrial, debido a que éstas tienen gran participación en la economía Mexicana por lo que es de gran interés demostrar que, en una empresa de éste giro, aplicando técnicas y métodos de calidad se ayuda a optimizar, evaluar y controlar los resultados, esto abrirá paso a nuevos mercados y afianzará a los clientes actuales. El objetivo principal del proyecto es elaborar una propuesta de mejora de la productividad y Calidad en productos sulfatados para lograr así los puntos antes mencionados. El proyecto también tiene el propósito de convertirse en referente teórico-práctico sobre el manejo de la información como recursos de análisis y comprensión de los procesos tanto en las áreas de Producción, Mantenimiento y Calidad. Se realizó una revisión de la literatura relevante para los puntos de investigación que fueron: Técnicas y herramientas de la Manufactura Esbelta, Control de Calidad, y los Sistemas Informáticos .Cada uno de los temas fue expuesto de manera detallada, pero limitando la información únicamente con la relación directa con el tema del estudio, de forma que se obtuviera una comprensión clara de los puntos que se tratan y para poder alcanzar los objetivos que se establecieron. Se aplicó una serie de encuestas y entrevistas a determinada muestra de operarios y gerencias, tanto de las área de Producción, Calidad y Mantenimiento, con el fin de conocer cuál es el interés y los principales motivos que ocasionaban que los productos sulfatados se encontraban fuera de especificación o presentaban desviaciones en los niveles de dioxano durante los primeros tres lotes producidos después del cambio de alcohol graso. Gracias a los análisis de resultados, se puede observar cual fue el punto de vista de los operarios y gerencias en cada una de las preguntas, se realizaron gráficas que permitieron observar a simple vista los resultados de las preguntas, resaltando las respuestas más significativas. Así se permitió realizar las conclusiones que apoyaban o rechazaban las hipótesis establecidas. Esta tesis se plantea como un estudio que puede otorgar la pauta para realizar otros estudios relacionados con este tema; ya que la Productividad y Calidad en las empresas de éste giro, además de ser muy importante, permite extender el estudio a todo el mundo de empresas de cualquier giro. i Introducción El trabajo de investigación que a continuación se presenta, tiene por objetivo conocer y analizar los factores que influyen en la fabricación de productos sulfatados que se encuentran fuera de especificación o presentan desviaciones en los niveles de dioxano durante los primeros tres lotes producidos después del cambio de alcohol graso, impactando en el tiempo de entrega de los productos al cliente, causando el pago de multas por no cumplir con el plazo establecido, perdiendo así la confianza del cliente y disminuyendo el volumen de venta, además de generar costos por reproceso en los lotes que podían recuperarse y los lotes desviados sean destruidos, esto también impacta en el mundo actual de las empresas de giro químico industrial, una de las razones principales es que, además de participar en el producto interno bruto (PIB) con un estimado de 34 mil millones de pesos anuales tienen gran participación en la economía mexicana tan solo éste sector genera 3 millones de empleos anuales, es decir, un 8% del total. En la investigación para efectos de la presente tesina, además de elaborar el marco teórico, se da a conocer la evidencia empírica basada en el trabajo de campo con el apoyo de diferentes instrumentos de recolección de datos, entre ellos 2 cuestionarios y 2 entrevistas y el empleo de otras técnicas de recaudación de datos como la observación. Los cuestionarios se han aplicado a una muestra de gerencias y operarios de las áreas de Producción, Calidad y Mantenimiento por ser las áreas directamente involucradas en el proceso de sulfatación y las entrevistas a una muestra de las 3 gerencias involucradas en el proceso antes mencionado. La tesina en su conjunto comprende los siguientes capítulos: Capítulo I, contiene el Marco metodológico en donde se da a conocer el planteamiento del problema, el objetivo general, los objetivos específicos, las técnicas e instrumentos de medición, universo y/o muestra, además de la justificación e hipótesis. Capítulo II, contiene las generalidades de la empresa en donde se da a conocer los antecedentes de la misma, misión, visión y valores, su organigrama, descripción de puestos, así como los principales productos y proveedores. Capitulo III contiene el marco teórico de los temas sobre Lean Manufacturing y su metodología, análisis de procesos, Calidad Total, Sistemas de información, así como actividades básicas de un sistema de información. ii Capítulo IV, contiene el diagnóstico de la empresa en donde se da conocer el estado actual de la misma, la metodología, población y muestra, así como el diseño de la investigación, y los instrumentos de recaudación de datos, con el respectivo análisis estadístico de validez y confiabilidad, sobre la que descansa toda la recolección de información. Capítulo V , en este capítulo se expone la discusión de los resultados, que nos permitirán demostrar o rechazar la hipótesis general y objetivos de la investigación, se dan a conocer las propuestas de mejora, el objetivo de la misma, la justificación, alcance de la propuesta, optimización de proceso y resultados esperados. Finalmente, se incluyen las conclusiones, bibliografía y glosario, seguido de los respectivos anexos que permiten conocer y aclarar aspectos metodológicos llevados a cabo en la ejecución de la investigación, en especial los cuadros complementarios más importantes, producto de la tabulación de datos. iii Capítulo I Marco Metodológico 1.1 Planteamiento del problema En el transcurso del año 2015 se detectó que el 82% de los productos sulfatados se encontraban fuera de especificación o presentaban desviaciones en los niveles de dioxano durante los primeros tres lotes producidos después del cambio de alcohol graso; lo cual se refleja en constantes paros de proceso, en donde el reactor tubular tiene que ser desarmado y lavado químicamente, adicionalmente durante éstas limpiezas se ha observado que el reactor tubular presenta carbonizaciones y quemaduras en su interior, por causas desconocidas, esto ha impactado en el tiempo de entrega de los productos al cliente, causando el pago de multas por no cumplir con el plazo establecido, perdiendo así la confianza del cliente y disminuyendo el volumen de venta, además de generar costos por reproceso en los lotes que podían recuperarse y los lotes desviados son destruidos. 1.2 Objetivo General Propuesta de mejora de la Productividad y Calidad en productos sulfatados que permita mantener la confianza y estabilidad de los clientes, así como el costo de producción dentro de los estándares establecidos, a través de las herramientas de la Manufactura Esbelta y un Sistema Informático. 1.3 Objetivos Específicos a) Identificar la posible causa raíz de la problemática y relacionar las actividades que intervienen en el proceso b) Desarrollar y repasar listas de verificación para validar el diseño del producto. c) Crear un Sistema informático para el registro y control de los procesos y así facilitar el manejo y uso de la información dentro de la organización. d) Procesar los datos capturados para convertirlos en información necesaria y crear una base de datos. e) Difundir la información a los integrantes de la organización de forma periódica. f) Estandarizar aquellas actividades que sean de valor agregado para el proceso mediante la manufactura esbelta. 1 1.4 Técnicas e instrumentos de medición Las técnicas de investigación que se emplearán son: documental y de campo Documental: La investigación documental permitirá la recopilación de datos a través de diagramas y mapeos, complementando con el marco teórico para fundamentar la investigación y la propuesta de mejora. De campo: Con el apoyo de visitas, entrevistas y cuestionarios durante el proceso se determinará la causa raíz de la problemática. 1.5 Universo y/o muestra El universo de estudio será la empresa EGETSA S. A. de C.V., la cual tiene un giro químico industrial, dentro de ella existen tres diferentes áreas de producción: Etoxilación, Reactores Multipropósito y Sulfatación (𝑆𝑂3 ), la muestra será tomada del área de sulfatación (𝑆𝑂3 ). 1.6 Justificación El tema fue seleccionado por la importancia de las empresas de giro químico industrial, éstas tienen gran participación en la economía Mexicana debido a que tan solo éste sector genera 3 millones de empleos anuales, es decir, un 8% del total y, participa en el producto interno bruto (PIB) con un estimado de 34 mil millones de pesos anuales. Por lo que es de gran interés demostrar que, en una empresa de éste giro, aplicando técnicas y métodos de calidad se ayuda a optimizar, evaluar y controlar los resultados, esto abrirá paso a nuevos mercados y afianzará a los clientes actuales. Hoy en día la calidad y el aumento de la productividad es de gran importancia, los clientes buscan que un producto o servicio cumpla con sus necesidades, pero no se toma en cuenta el proceso por el que pasó para llegar a sus manos, pues de ello depende, si éste producto cumple con lo requerido. Actualmente la industria química está en crecimiento por lo que cada día tiene que enfrentarse a nuevos requerimientos y mayor competencia. Una de las razones principales de toda organización empresarial que es eficiente y exitosa, se debe a la fusión de los conceptos de Productividad y Calidad de sus productos, donde el mercado es sumamente competitivo y donde el consumidor tiene infinitas opciones de elegir entre una gran gama, es ahí donde la productividad y la mejora de la calidad son factores vitales para garantizar la supervivencia de las empresas en los mercados y para lograrla se debe ofrecer al público servicios y productos que resulten siempre aceptables. Considerando que uno de los aspectos más importantes es que la mayoría de los costes se calculan en la etapa de diseño de un producto para 2 eso se hace necesario analizarlos de forma crítica y propositiva, se desarrollan y repasan listas de verificación para validar el diseño de dicho producto siguiendo procesos que conforman los sistemas industriales como fuente principal para el logro de los resultados esperados, se realiza un análisis crítico para diagnosticar los problemas y desarrollar planes de acción para la solución. El papel importante que desempeña la Ingeniería Industrial en el sector químico industrial, es que mediante técnicas y herramientas de control y proceso, como lo son: 5’S, estandarización de actividades, controles de gestión visual, entre otros; se generen prácticas, que permitan un ahorro económico y de recursos durante la elaboración de los productos, eliminando cualquier desperdicio. Además de contribuir al desarrollo e implementación de sistemas, que significan un control riguroso en la cadena de abastecimiento e inventarios elevando la rentabilidad, generando productos a bajo costo y así ofrecer un producto más competitivo. La aportación de la Ingeniería en Informática será la creación de un sistema de información de registro, captura y consulta de datos (CONPRO3), que contribuirá a la organización para facilitar el análisis y generación de información que aporte valor y de sustento a la toma de decisiones, comprendiendo, aplicando y sintetizando los datos recabados en reportes, gráficos de control y estadísticas, que emitan una perspectiva de los indicadores de proceso y de esta forma implementar actividades de mejora. Es por ello que la Ingeniería en Informática en éste sector, encuentra en los procesos de manufactura un lugar idóneo para aportar ventajas competitivas que las industrias de cualquier tipo requieren, ya que actualmente la recopilación de información para toda organización es de vital importancia para la toma de decisiones; saber qué demanda el mercado, contar con lo necesario para satisfacer esos requerimientos, definir los precios, la distribución y la manufactura misma, entre muchos otros aspectos que intervienen en el diseño, la fabricación y la comercialización de un producto. 1.7 Hipótesis Mediante la aplicación de herramientas de Manufactura Esbelta y la creación de un Sistema de Gestión de Información, se optimizará el proceso de fabricación de productos sulfatados logrando disminuir el porcentaje de productos fuera de especificación y reduciendo los costos de producción. 3 Capítulo II Generalidades de la empresa 2.1 Datos Generales de la empresa La empresa EGETSA S.A. de C.V. se ubica en Condominio concepción MZ. 26 LT. 17 casa 14-B Colonia Las Américas, Ecatepec Estado de México C.P 55076, como se muestra en la figura 2.1 Figura 2.1 Ubicación EGETSA S.A. DE C.V. Fuente: Gómez L., 2013 Antecedentes Los antecedentes de EGETSA S.A. de C.V. comienzan, iniciando sus operaciones en septiembre de 1987 manufacturando y comercializando con éxito el “Desengrasante Industrial HD 1000”. Año y medio más tarde se decidió incursionar en la investigación de los productos químicos con el objetivo 4 de lograr independencia en nuestros procesos llevando a cabo investigaciones de mercado para conocer las necesidades de los clientes y las tendencias de consumo. (Gómez L., 2013) Desde los inicios de la empresa la estrategia ha sido ofrecer soluciones integrales a las empresas mediante una entrega inmediata brindándoles asesoría técnica relacionada con el uso y aplicación de los productos, como parte de nuestro valor agregado. A principios de los noventas no existía en el sureste mexicano una competencia real en el área de especialidades químicas, como el tratamiento de aguas de operación y residuales; debido a que las empresas establecidas en la región atendían a los clientes desde el centro del país, situación que incrementaba el costo de los productos motivo por el cual se decidió incursionar en estas áreas, tomando en cuenta el auge que tendrían estos productos en un futuro no muy lejano. En octubre de 1990 se adquirió un nuevo reto buscando siempre estar a la vanguardia del mercado: producir envases de plástico hasta 4 litros teniendo como proyección el envasado de nuestros productos a futuro para un mercado de consumo. Al no encontrar los canales de distribución y comercialización adecuados en estos productos, la empresa de plásticos tuvo un desarrollo independiente con clientes del área de jugos, concentrados y salsas entre otras cosas, mientras que los químicos, de los cuales ya se formulaban y fabricaban varios, estos siguieron enfocados al área industrial. A principios de 1995 se comenzó con un proyecto novedoso de fabricación de productos promociónales en la división de plásticos. Se trabajó muy de cerca con el GRUPO ANDERSON’S para la fabricación de yardas y otros producto. Actualmente contamos con presencia Internacional, nuestros productos llegan a los mercados de: Estados Unidos, Cuba, Belice y eventualmente Sur América. A nivel regional somos proveedores de la mayoría de las más grandes e importantes empresas industriales, ofreciendo productos que abarcan prácticamente cualquier necesidad institucional, de mantenimiento industrial, de limpieza grado sanitario, de tratamientos de aguas y de lavandería industrial con, además de producción de envases de plásticos para la industria alimenticia y promociónales. Cabe mencionar que nuestros productos químicos especializados son 100% biodegradables y amigos de la naturaleza. 5 2.2 Aspectos filosóficos Misión EGETSA S.A. de C.V es una empresa de servicios que tiene como misión la de distribuir productos químicos de primera calidad en las principales plazas del país, que cumplan y excedan las expectativas de sus clientes. Dichos productos son proporcionados siempre de forma eficiente y puntual por parte de la empresa y en las condiciones que resulten ser una ventaja competitiva para nuestros clientes; quienes son esencialmente nuestra razón de ser. Visión Llegar a ser la empresa distribuidora de productos químicos líder en su ramo, proporcionando siempre sus productos y servicios de manera que éstos excedan las expectativas de nuestros clientes. Y lograr además consolidarse como el distribuidor número uno de las marcas que representamos, excediendo de esta manera las expectativas de nuestros proveedores. Política de calidad En EGETSA S.A. de C.V., contribuimos al éxito de nuestros clientes, ofreciendo productos de calidad mundial y soluciones integrales, con base en la comprensión y satisfacción de sus expectativas cumpliendo igualmente los requerimientos corporativos y legales. La orientación de todos nuestros procesos hacia el mercado y la mejora continua son tareas permanentes para nosotros. Con la participación de todos logramos el liderazgo y el crecimiento sustentable de nuestros negocios, creando el valor de una sola empresa. Las consideraciones económicas no prevalecen sobre aspectos de Seguridad Salud y de Protección al Medio Ambiente. En EGETSA S.A. de C.V., el enfoque a la calidad, excelencia e innovación es constante creación de valor. Política Ecología Higiene y Seguridad Una mentalidad de “Cero incidentes es la base de nuestra cultura. Creemos que todos los accidentes, incidentes y enfermedades ocupacionales pueden ser prevenidos. Reportar cualquier incidente o accidente es la responsabilidad de todos. Una cultura interdependiente es nuestra meta, donde cada colaborador se sienta responsable por su bienestar y el de sus compañeros, la excelencia en Ecología Higiene y Seguridad es el resultado de creencias y actitudes. 6 Nuestro compromiso es ser la empresa líder en Ecología, Higiene y Seguridad, nuestras operaciones se rigen bajo los principios de responsabilidad integral, participando activamente con las estancias gubernamentales y con nuestra comunidad, de manera que el Desarrollo sustentable es parte integral de nuestra estrategia de negocios. Elaboramos productos seguros de producir, almacenar, transportar y usar. Asesoramos a nuestros clientes en su manejo y disposición final de una manera responsable. Estrategia de mercado Lograr nuestras metas a largo plazo a través de nuestra estrategia 2025 a nivel Norteamérica con nuestros planes de “Primero el cliente” y “Ganando juntos” si cada empleado comprende su papel en la creación de una experiencia superior para el cliente, es ágil para cumplir con las necesidades cambiantes del cliente y del mercado y está empoderado para tomar acción y se esfuerza para alcanzar la excelencia en lo que debe hacer. Debemos enfocarnos en el crecimiento con clientes estratégicos, agregando valor con soluciones industriales, mejorando nuestros procesos para cumplir con las entregas de acuerdo con nuestras promesas y optimizando nuestros activos para permitir un crecimiento con los clientes. En la figura 2.2 se ilustra la estrategia de mercado. Figura 2.2 Estrategia de mercado. Fuente: Lorenzo G, 2013 7 2.3 Organigrama La constitución general de la empresa está ilustrado en los siguientes organigramas, En la figura 2.3 se ilustra el organigrama general el cual indica la línea de autoridad y responsabilidad, así como también los canales de comunicación y supervisión que acoplan las diversas partes de la empresa. En la figura 2.4 se muestra el organigrama del área de producción y del área de sulfatación en la cual será basada este proyecto. Organigrama general Figura 2.3 Organigrama general Fuente: Gómez L, 2013 8 Organigrama del área Figura 2.4 Organigrama del área. Fuente: Gómez L, 2013 2.4 Descripción de puestos A continuación se muestra la descripción de puestos de gerentes y líderes de EGETSA S.A. de C.V. Título del Puesto: Reporta a (puesto): GERENTE DE SITIO ECATEPEC DIRECTOR DE NEGOCIO EM MX, CA & C Departamento Dirección (Área Funcional): NEGOCIO EM Objetivo General Administrar y asegurar el plan de producción para satisfacer las necesidades de los clientes, de acuerdo con los requerimientos de seguridad, calidad costo y tiempo de la compañía y alineado con la estrategia del negocio. Principales Funciones 1. Asegurar la manufactura de los productos requeridos por el plan de producción mediante el manejo eficiente de los costos, inversiones, tiempo y recursos humanos del sitio. 9 2. Asegurar la operación del Sitio Ecatepec dando dirección y alineado con los objetivos locales, regionales y globales del negocio. 3. Asegurar la implementación de todas las iniciativas con respecto a EHS, GMP’s, ISO9001, ISO14001, etc. Título del Puesto: Reporta a (puesto): Líder de Almacén Gerente de Compras y Logística Departamento Dirección (Área Funcional): Almacén Compras y Logística Objetivo General Lograr que las actividades del almacén cumplan con los planes de seguridad, disposiciones oficiales, políticas y procedimientos de la empresa, administrando los Recursos Humanos y Materiales que garanticen un servicio adecuado para los clientes y la planta en general. Principales Funciones 1. Apoyar el desarrollo, implementación, mantenimiento y la mejora del sistema de Gestión de Calidad, seguridad, higiene y Medio Ambiente, asegurando la disponibilidad de recursos humanos y materiales. 2. Administrar las actividades de los supervisores, para mantener un control sobre los inventarios y activos del almacén. 3. Controlar y optimizar el presupuesto del área a su cargo. Departamento Dirección (Área Funcional): Título del Puesto: Reporta a (puesto): Líder de laboratorio Gerente de sitio Ecatepec Control de calidad Objetivo General Determinar y dirigir una estructura funcional en el departamento de Calidad, a través de una planeación estratégica de grupo de trabajo, con el fin de garantizar calidad, servicio y cumplimiento del Plan Maestro de Producción. Principales Funciones 1. Determinar y coordinar la estrategia de trabajo del Laboratorio de Control de Calidad, con el objetivo de garantizar la liberación del producto de acuerdo a plan. 2. Autorizar los procesos y procedimientos del Laboratorio de Control de Calidad, con el objetivo de asegurar la liberación de productos de acuerdo a los requerimientos del cliente. 10 3. Autorizar y dirigir sistemas de mejora continua, de acuerdo a las necesidades del negocio y del mercado, con la finalidad de optimizar tiempos y costos en los procesos. Título del Puesto: Reporta a (puesto): Líder de Planeación y Control Gerente Controlling Corporativo Departamento Dirección (Área Funcional): Controlling Objetivo General Planear las operaciones económicas del negocio, a través del análisis de impacto de factores externos y el control de factores internos, considerando la estrategia operativa y financiera definida para el negocio, con el fin de contribuir al logro de resultados rentables. Generar información para las áreas operativas, a través de estudios de precios, costos, análisis de alternativas rentables, entre otras con el objetivo de determinar un escenario rentable para el negocio. Principales Funciones 1. Realizar y coordinar el Plan Operativo de la división, con la finalidad de determinar metas rentables que garanticen el cumplimiento de los objetivos financieros 2. Realizar el Forecast de la división, con la finalidad de proporcionar información que garanticen el cumplimiento de los objetivos financieros. 3. Analizar y controlar la información financiera del negocio, considerando las ventas por cliente, la rentabilidad por producto y el estatus de la Compañía en relación al Plan Operativo y al Forecast, con el objetivo de informar el resultado a las áreas operativas y contribuir con los resultados financieros de la Compañía. Título del Puesto: Reporta a (puesto): Líder de Ecología, Higiene y Seguridad Gerente de Ecología, Higiene y Seguridad Departamento Dirección (Área Funcional): Ecología, Higiene y Seguridad (EHS) Objetivo General Administrar todos los recursos, operaciones procedimientos y trámites legales en materia de Ecología, Higiene y Seguridad del sitio Ecatepec, proporcionando el soporte necesario a áreas del sitio y grupos de negocios relacionados con las operaciones del sitio basado en los requerimientos gubernamentales, corporativos y de asociaciones relacionadas con la materia. Administrar los programas para la identificación, documentación, eliminación y seguimiento de riesgos en instalaciones, procesos y productos químicos, así como la respuesta a emergencia necesaria para las instalaciones del sitio. 11 Principales Funciones 1. Administrar y coordinar el cumplimiento de los programas de EHS, así como de prevención y respuesta a emergencias, a fin de salvaguardar la integridad física del personal y las instalaciones del sitio Ecatepec. 2. Supervisar al staff de EHS del sitio de Ecatepec, para garantizar el seguimiento a los programas de gestión en materia de ecología, higiene y seguridad, proporcionando las directrices necesarias junto con el staff del sitio. 3. Administrar el proceso de Investigación de Incidentes AIMs y Manejos del Cambio MOC para su aplicación dentro del sitio. Título del Puesto: Reporta a (puesto): Coordinador de Gestión de Calidad Gerencia de Gestión de Calidad Departamento Dirección (Área Funcional): Gestión de Calidad Objetivo General Promueve el uso de Herramientas de Calidad y Metodología de Mejora Continua para impulsar el crecimiento de la compañía, de tal forma que se logre el propósito de Ayudar a nuestros clientes a ser más exitosos, generar un excedente sobre el costo de capital, lograr el desarrollo sustentable y formar el mejor equipo de la industria. Principales Funciones 1. Coordinar la atención, realización y seguimiento de auditorías de clientes, auditorías a proveedores, auditorías internas y auditorías de certificación. Asegurar que la Planeación, Ejecución y Retroalimentación sobre la auditoría se realicen de forma óptima. Dar seguimiento a los planes de acción derivados de las auditorías. 2. Promover el enfoque financiero mediante la medición y el monitoreo de los costos de no calidad y proponer el uso de herramientas de calidad que apoyen a la reducción de fallas y de costos. 3. Promover la participación del personal en el Sistema de Manejo de Ideas a fin de captar el talento Operativo y el seguimiento e implementación de opciones de mejora orientadas a la reducción de costos, la optimización de procesos y el reforzamiento de cuestiones de seguridad. Título del Puesto: Reporta a (puesto): Líder de Mantenimiento y Energías Gerente de Sitio Ecatepec Departamento Dirección (Área Funcional): Mantenimiento 12 Objetivo General Administrar y ejecutar el mantenimiento de equipos de producción e infraestructura de la planta Puebla, que permita mantener la operación de las instalaciones en forma confiable y eficientemente, mediante el uso de los recursos humanos y materiales, permitiendo reducir los costos de mantenimiento por fallas repetitivas, así como extender la vida útil de los equipos. Administrar y asegurar que los recursos disponibles en el área de energías, se usen adecuadamente, para asegurar la operación continua del sitio, con apego al cumplimiento de los lineamientos Gubernamentales y los lineamientos BASF, y con ello garantizar: el abastecimiento oportuno de Energías en calidad y costo. Principales Funciones 1. Coordinar y priorizar los recursos humanos y materiales en la ejecución de los mantenimientos predictivos, preventivos, reparaciones planeadas y correctivos, manteniendo el control sobre reportes de actividades y aplicando criterios para abatir costos durante su ejecución. 2. Coordinar el Mantenimiento preventivo y predictivo con los Ingenieros de unidad de producción, para tener una buena confiabilidad en el funcionamiento y desempeño de los equipos. 3. Realizar análisis de causa raíz de fallas en los equipos de proceso, así como de la implementación de las soluciones propuestas, para eliminar problemas repetitivos, que causen costos altos de mantenimiento y paros no programados de producción. Título del Puesto: Reporta a (puesto): Gerente de Manufactura Gerente de Sitio Ecatepec Departamento Dirección (Área Funcional): Manufactura Objetivo General Garantizar la manufactura de los productos en la planta, de acuerdo a los requerimientos del cliente, con el fin de cumplir con los objetivos del negocio. Principales Funciones 1. Dirigir la operación del área de Manufactura (personal, insumos y equipos) con el objetivo de cumplir con la demanda del negocio. 2. Coordinar y controlar la investigación de las causas raíces de los problemas que se presenten en la planta, con el objetivo de evitar su recurrencia, optimizando tiempos y costos. 3. Autorizar las modificaciones a los procedimientos e instructivos del área con el fin de optimizar el proceso de manufactura. Título del Puesto: Reporta a (puesto): Líder de Proyectos Gerente E&M Hub Altamira 13 Departamento Dirección (Área Funcional): Proyectos Objetivo General Coordinar las actividades del Departamento de Ingeniería hacia el desarrollo e implementación de proyectos para el sitio Ecatepec que garanticen la continuidad de los procesos, la optimización de las operaciones con apego a las regulaciones de EHS, cumpliendo al mismo tiempo con el plan de inversiones de capital del sitio y con base a las políticas de inversiones de la compañía. Principales Funciones 1. Establecer el plan anual y a 5 años de las inversiones del sitio Ecatepec, con base a las solicitudes de las áreas de Producción e Infraestructura de tal forma que se satisfagan las necesidades de estas áreas. 2. Recabar la documentación requerida para la autorización de proyectos de capital en coordinación con el representante del área solicitante para asegurar que se cumpla con los procedimientos y se logre el plan de inversiones de capital en tiempo y forma. 3. Coordinar actividades del personal del Departamento de Ingeniería, así como la relación con otros departamentos involucrados (EHS, Automatización, Mantenimiento) para realizar modificaciones requeridas. Título del Puesto: Reporta a (puesto): Gerente de Recursos Humanos Director de Recursos Humanos de México, Centro América y El Caribe Departamento Dirección (Área Funcional): Recursos Humanos Ecatepec Objetivo General Desarrollar un ambiente laboral armónico y productivo, promoviendo una comunicación efectiva con el sindicato y los Gerentes de todas las áreas del Sitio Ecatepec, así como ofrecer los servicios de Reclutamiento, Selección, Contratación, Desarrollo, Capacitación, Organización y en general, las actividades relacionadas con la administración de personal del Sitio, basándose en las políticas y procedimientos con la finalidad de que se cumplan en tiempo y en forma los requerimientos del Sitio y se brinde satisfacción a nuestros clientes internos. Principales Funciones 1. Atender los requerimientos de personal, tanto empleado como sindicalizado del Sitio con la finalidad de promover el desarrollo de los colaboradores. 2. Administrar el presupuesto y programa de capacitación de los colaboradores del Sitio vigilando su funcionamiento, con la finalidad de facilitar los recursos para que dicho programa se lleve a cabo. 14 3. Participar activamente en la negociación del contrato colectivo. 2.5 Principales productos A continuación se enlistan los principales productos fabricados en EGETSA S.A. de C.V IRGACARE MP - 30480531 PLURACARE F127 NF PR - 30164505 TINOPAL CBS SP SLURR - 30475200 FLAMENCO ULTRA SPA.4 - 30302057 TINOGARD TL - 30483522 Texapon MLS-CP 200KG 1H2 Texapon T 42 Euperlan PK 3000 AM 195KG 1H2 Texapon S 2 200KG 1H2 Dehyton G 200KG 1H2 D-PANTHENOL USP - 30035141 VIT.EA - 30041054 Texapon SC _Fatty Alcohol C16-18 10KG DUM SODIUM ASCORBYL PHOS - 30222192 TINOGARD TT - 30483790 UVINUL MS 40 - 30035116 Lanette D 20KG 5H4 Lanette 18 Deo 20KG 5H4 Lanette 18 Deo 20KG 5H4 LUVISKOL K30 PLV - 30035086 PLURAFLO L1220 F - 30453285 Lanette 18 Deo 20KG 5H4 Cetiol HE 190KG 1H1 En la figura 2.5 se muestran algunos productos que se pueden encontrar en el mercado. Figura 2.5 Productos en el mercado. Fuente: Gómez L, 2013 2.6 Principales proveedores y clientes A continuación se enlistan los principales proveedores de EGETSA S.A. de C.V. 15 Empresa Contacto Brenntag Lorena Silis Peroxiquimicos Ernestina Vargas Clariant Claudia Lima Distribuidora Quimitex Rebeca Becerril Mardupol Claudia Ortiz DicQuimTex Calinca Cortes Química Occidental Leticia Méndez Aquaquim Ramiro Ángel Blantex Alejandro Motoya Alvi Sandra de los Ríos Canamex Químicos Rosa María Quiroz Quimikao Carlos Blancas 16 Los principales clientes se ilustran en la figura 2.6 a continuación Figura 2.6 Clientes. Fuente: Gómez L, 2013 17 Capítulo III Marco Teórico 3.1 Lean Manufacturing y su metodología Es una filosofía de trabajo, basada en las personas, que define la forma de mejora y optimización de un sistema de producción focalizándose en identificar y eliminar todo tipo de “desperdicios”, definidos éstos como aquellos procesos o actividades que usan más recursos de los estrictamente necesarios. Identifica varios tipos de “desperdicios” que se observan en la producción: sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimiento y defectos. Lean mira lo que no deberíamos estar haciendo porque no agrega valor al cliente y tiende a eliminarlo. Para alcanzar sus objetivos, despliega una aplicación sistemática y habitual de un conjunto extenso de técnicas que cubren la práctica totalidad de las áreas operativas de fabricación: organización de puestos de trabajo, gestión de la calidad, flujo interno de producción, mantenimiento, gestión de la cadena de suministro. (Madriaga, 2013) Antecedentes Las técnicas de organización de la producción surgen a principios del siglo XX con los trabajos realizados por F.W. Taylor y Henry Ford, que formalizan los conceptos de fabricación en serie que habían empezado a ser aplicados a finales del siglo XIX y que encuentran sus ejemplos más relevantes en la fabricación de fusiles (EEUU) o turbinas de barco (Europa). Taylor estableció las primeras bases de la organización de la producción a partir de la aplicación de método científico a procesos, tiempos, equipos, personas y movimientos. Posteriormente Henry Ford introdujo las primeras cadenas de fabricación de automóviles en donde hizo un uso intensivo de la normalización de los productos, la utilización de máquinas para tareas elementales, la simplificación-secuenciación de tareas y recorridos, la sincronización entre procesos, la especialización del trabajo y la formación especializada. En ambos casos se trata conjuntos de acciones y técnicas que buscan una nueva forma de organización y que surgen y evolucionan en una época en donde era posible la producción rígida en masa de grandes cantidades de producto. La ruptura con estas técnicas se produce en Japón, en donde se encuentra el primer germen recocido con el pensamiento esbelto (Lean). Ya en 1902, Sakichi Toyoda, el que más tarde fuera fundador con su hijo Kiichiro de la Corporación Toyota Motor Company, inventó un dispositivo que detenía el telar cuando se rompía el hilo e indicaba con una señal visual al operador que la maquina necesitaba atención. Este sistema de “automatización con un toque humano” permitió separar al hombre la máquina. Con esta simple y efectiva medida un único operario podía controlar varias máquinas, lo que supuso una tremenda mejora de la productividad que dio paso a una preocupación permanente por mejorar los métodos de trabajo. Por 18 sus contribuciones al desarrollo industrial del Japón, Sakiichi Toyoda es conocido como el “Rey de los inventores Japoneses”. Comenzaron a estudiar los métodos de producción de Estados Unidos, con especial atención a las prácticas productivas de Ford, a el control estadístico de procesos desarrollado por W. Shewart, a las técnicas de calidad de Edwards Deming y Joseph Moses Juran, junto con las desarrolladas en el propio Japón por Kaoru Ishikawa. A partir de estas reflexiones, Ohno estableció las bases del nuevo sistema de gestión JIT/Just in Time (Justo a tiempo), también conocido como TPS (Toyota Manufacturing System). El sistema formulaba un principio muy simple: “producir solo lo que se demanda y cuando el cliente lo solicita”. Las aportaciones de Ohno se complementaron con los trabajos de Shigeo Shingo, también ingeniero industrial de Toyota, que estudió detalladamente la administración científica de Taylor y teorías de tiempos y movimientos de Gilbreth. Entendió la necesidad de transformar las operaciones productivas en flujos continuos, sin interrupciones, con el fin de proporcionar al cliente únicamente lo que requería, focalizando su interés en la reducción de los tiempos de preparación. Sus primeras aplicaciones se centraron en la reducción radical de los tiempos de cambio de herramientas, creando los fundamentos del sistema SMED. Al amparo de la filosofía JIT (Justo a tiempo), fueron desarrollándose diferentes técnicas como el sistema Kanban, Jidoka, Poka–Joke que fueron enriqueciendo el sistema Toyota. Con la extensión del sistema a otros sectores y países se ha ido configurando un modelo que se ha convertido en el paradigma de los sistemas de mejora de la productividad asociada a la excelencia industrial. De forma resumida puede decirse que Manufactura Esbelta consiste en la aplicación sistemática y habitual de un conjunto de técnicas de fabricación que buscan la mejora de los procesos productivos a través de la reducción de todo tipo de “desperdicios”, definidos éstos como los procesos o actividades que usan más recursos de los estrictamente necesario. En la última década, industrias de los sectores de la alimentación, farmacéutica o bienes de equipo han adoptado con éxito el modelo. Actualmente las experiencias señalan que es aplicable a cualquier tipo de industria, incluso a los servicios. Cultura de Manufactura Esbelta La difusión de las técnicas de gestión de manufactura esbelta ha venido acompañada de los conceptos de “excelencia en fabricación” o “empresa de clase mundial”. El conocimiento de los objetivos que implican estos conceptos es muy conveniente en las nuevas técnicas, clave para la competitividad de las empresas. (Posada, 2013) Desde el punto de vista de “excelencia” las empresas que desean competir con éxito en el mercado actual deben plantearse los siguientes objetivos: Diseñar para “fabricar”. 19 Reducir los tiempos de preparación de máquinas para incrementar la flexibilidad y disminuir los plazos de ejecución. Lograr una distribución de la planta que asegure un bajo inventario, minimice recorridos y facilite el control directo por visibilidad. Usar la tecnología para disminuir la variabilidad del proceso. Conseguir que sea fácil fabricar el producto sin errores. Organizar el lugar de trabajo para eliminar tiempos de búsquedas. Formar a los trabajadores para facilitar la motivación, polivalencia y multidisciplinariedad. Garantizar que el personal de línea sea el primero en intentar solucionar los problemas. Conservar y mejorar el equipo existente antes de pensar en nuevos equipos. Usar intensivamente el mantenimiento preventivo implicando a todos los empleados. Incrementar la frecuencia de entregas de los productos. Conseguir que la detección de fallos se realice en la fuente creando mecanismos sencillos que detecten inmediatamente los problemas. Garantizar que todas las personas estén regularmente informadas sobre las necesidades de los clientes, su grado de satisfacción y de los métodos a utilizar para su satisfacción. Las técnicas Manufactura Esbelta constituyen la hoja de ruta idónea para conseguir convertir una empresa en competitiva y de excelencia dentro del mercado actual. • Las 5’S • Control Total de Calidad • Círculos de Control de Calidad • Sistemas de sugerencias • SMED • Disciplina en el lugar de trabajo • Mantenimiento Productivo Total • Kanban • Nivelación y equilibrado • Justo a tiempo (Just in Time) • Mejoramiento de la Productividad • Autonomación (Jidoka) • Técnicas de gestión de calidad • Detección, prevención y eliminación de desperdicios • Orientación al cliente • Control Estadístico de Procesos • Benchmarking • Análisis e ingeniería de valor • TOC (Teoría de las restricciones) • Coste Basado en Actividades • Seis Sigma • Mejoramiento de la calidad • Sistema Matricial de Control Interno • Cuadro de Mando Integral • Despliegue de la Función de Calidad • Análisis modo falla efecto (AMFE) • Ciclo de Deming • Función de Pérdida de Taguchi • Un día en la vida de (DILO) • Estandarización de actividades 20 De forma tradicional se ha recurrido al esquema de la “Casa del Sistema de Producción Toyota” para visualizar rápidamente la filosofía que encierra el Lean y las técnicas disponibles para su aplicación. Se explica utilizando una casa porque ésta constituye un sistema estructural que es fuerte siempre que los cimientos y las columnas lo sean; una parte en mal estado debilitaría todo el sistema. (Manosalvas, 2014) Figura 3.1 Casa del Sistema de Producción Toyota. Fuente: Hernández& I.A., 2013 El techo de la casa está constituido por las metas perseguidas que se identifican con la mejor calidad, el más bajo costo, el menor tiempo de entrega o tiempo de maduración (Lead-time). Sujetando este techo se encuentran las dos columnas que sustentan el sistema: Justo a tiempo (JIT) y Jidoka. El Justo a tiempo (JIT), tal vez la herramienta más reconocida del sistema Toyota, significa producir el artículo indicado en el momento requerido y en la cantidad exacta. Jidoka consiste en dar a las 21 máquinas y operadores la habilidad para determinar cuándo se produce una condición anormal e inmediatamente detener el proceso. Ese sistema permite detectar las causas de los problemas y eliminarlas de raíz de manera que los defectos no pasen a las estaciones siguientes. La base de la casa consiste en la estandarización y estabilidad de los procesos: el heijunka o nivelación de la producción y la aplicación sistemática de la mejora continua. A estos cimientos tradicionales se les ha añadido el factor humano como clave en la implantación de la Manufactura Esbelta, factor éste que se manifiesta en múltiples facetas como son el compromiso de la dirección, la formación de equipos dirigidos por un líder, la formación y capacitación del personal, los mecanismos de motivación y los sistemas de recompensa. La figura 3.1 representa una adaptación actualizada de esta “Casa”. Los siete desperdicios Uno de los pasos claves en Manufactura Esbelta es la identificación de cuales pasos agregan valor y cuáles no. Al clasificar las actividades del proceso en estas dos categorías es posible emprender acciones para mejorar las primeras y eliminar las segundas. (Magalhaes 2015). Una vez que el trabajo de valor agregado ha sido separado del residuo, el residuo puede ser subdividido en residuo “necesita realizarse, pero no añade valor” y residuo puro. La identificación clara de “trabajo sin valor agregado”, distinto de residuo o trabajo, es crítica para identificar los supuestos y las creencias detrás del proceso actual de trabajo y para desafiarlos en su momento. La expresión “aprender a ver” proviene de una capacidad que se desarrolla para ver el residuo donde no había sido percibido antes. Los siguientes “siete residuos” identifican los recursos que son comúnmente desperdiciados. Fueron identificados por el Ingeniero en Jefe de Toyota, Taiichi Ohno como parte del Sistema de Producción Toyota. Transportación: Cada vez que un producto es movido, tiene el riesgo de ser dañado, perdido, tener retraso, etc. Además de ser un costo de no valor añadido. La transportación no hace ninguna transformación al producto que el cliente está dispuesto a pagar. Inventario: Inventario, ya sea en forma de materias primas, productos en proceso o también conocido como WIP, o productos terminados, representa un desembolso de capital que aún no ha producido un ingreso ya sea por el productor o para el consumidor. Cualquiera de estos tres elementos no están activamente procesados para añadir valor es desperdicio. Movimiento: En contraste con el transporte, que se refiere a los daños a los productos y los costos de transacción asociados con el movimiento de ellos, el movimiento se refiere a los daños que ocasiona el proceso de producción de la entidad que crea el producto, ya sea a través del tiempo 22 (desgaste de los equipos y las lesiones por esfuerzo repetitivo para los trabajadores) o durante eventos discretos (accidentes daños al equipo y / o lesionar a los trabajadores). Espera: Siempre que los bienes no se encuentran en el transporte o en trámite, están esperando. En los procesos tradicionales, una gran parte de la vida de un producto individual que se gasta en espera de ser trabajado. Reproceso: Durante el procesamiento se produce cada vez que se realiza más trabajo en una pieza de lo requerido por el cliente. Esto también incluye el uso de herramientas que son más precisas, un complejo o caro de lo absolutamente necesario. Sobre Producción: La sobreproducción se produce cuando se produce más producto de lo que se requiere en ese momento por sus clientes. Una práctica común que conduce a esta muda es la producción de grandes lotes. La sobreproducción es considerada la peor muda porque oculta y / o genera todos los demás. La sobreproducción conduce a exceso de inventario, el cual requiere el gasto de los recursos de espacio de almacenamiento y conservación, actividades que no benefician a los clientes. Defectos: Cada vez que aparecen imperfecciones, se incurre en costos adicionales reelaboración de la parte, reprogramación de producción, etc. Los defectos en la práctica a veces puede duplicar el costo de un solo producto. Esto no debe ser transmitido al consumidor y debe ser tomado como una pérdida. Ver figura 3.2 Figura 3.2 Los siete desperdicios. Fuente: Magalhaes 2015 23 3.2 Análisis de procesos ¿Porque adoptar un enfoque basado en procesos? En las organizaciones se gestionan numerosos procesos relacionados con la producción del producto destinado a los clientes. Cuando las interrelaciones que existen entre los procesos no están apropiadamente definidas y gestionadas, éstos se ven afectados en su desempeño debido a la falta del suministro oportuno de un insumo proveniente de otro proceso. (Ojeda,2015) Un proceso es un conjunto de actividades que convierten elementos de entrada en elementos de salida. Un análisis de proceso describe los distintos tipos de pasos que se asocian a un proceso en particular. Identifica los pasos que le agregan valor (es decir, trabajo) y los que no lo hacen (desperdicio).Cuando se tiene un proceso productivo y se busca obtener mayor productividad, se estudian las diversas operaciones para encontrar potenciales o reales “cuellos de botella” (Utilizando diagramas de proceso y de flujo) y dar soluciones obteniendo un producto dentro de especificación cumpliendo las necesidades del cliente. Diagrama de procesos El diagrama de proceso es una forma gráfica de presentar las actividades involucradas en la elaboración de un bien y/o servicio terminado. Es importante tener presente las normas o consideraciones al momento de realizar un diagrama de proceso según el comité de la ASME (American Society of Mechanical Engineers). (Salazar, 2013). 1. Los diagramas comienzan con la entrada de materiales la cual se representa mediante una línea horizontal donde se debe describir las características del material. 2. A la derecha de la línea horizontal (entrada de materiales) debe iniciar una línea vertical hacia abajo, línea en la cual se ubicarán los símbolos de las actividades de un proceso. 24 3. Ensamble: En el punto del proceso que se necesite un material para continuar; se debe indicar la entrada de este material, y se pueden presentar dos casos puntuales: 3.1 Material sea comprado (se utiliza la línea horizontal al lado izquierdo de la línea vertical). 3.2 Material sea procesado dentro de la planta, se debe indicar hacia la izquierda todo el proceso que se aplica al material. 4. En un diagrama siempre debe existir una línea principal, esta línea corresponde al componente o parte más importante del producto y es la que tiene el mayor número de actividades. 25 5. Después de la entrada de un material siempre hay una operación, nunca otra actividad. 6. Desmontaje: Cuando un producto se divide en su componente este se indica como una salida de material posterior a la operación de desmontaje y se representa con una línea horizontal a la derecha de la línea vertical de flujo; por esta línea van las partes más pequeñas del material desmontado. 6.1 Material desmontado no vuelve a entrar al proceso de producción. 6.2 Material desmontado vuelve a integrarse al proceso de producción. Se debe representar el proceso que se hace al material desmontado a la derecha de la línea vertical de flujo. Luego la línea vertical del proceso de producción de la cual se desmontó el material se desvía a la derecha hasta encontrar la otra línea vertical del proceso desmontado y se continúa el proceso en la dirección de esta línea. 26 7. En caso de intersección en la línea de flujo, interrumpir la línea horizontal y trazar un semicírculo en la intersección. 8. Varias alternativas. Después de una actividad, generalmente de inspección, se puede presentar: 8.1. Productos que se aceptan sin trabajo adicional. 8.2. Productos que se aceptan después de un trabajo adicional que se deben representar a la derecha de la línea vertical de flujo. 8.3. Productos rechazados totalmente que nunca vuelven al proceso y se representan a la izquierda de la línea vertical de flujo. 9. Cambio de unidad: Cuando se está realizando una inspección de un proceso puede ocurrir un cambio en la unidad de producción, esto se representa interrumpiendo la línea vertical de flujo colocando dos líneas horizontales y entre estas dos líneas se debe colocar la descripción de la unidad. Diagrama de flujo. El diagrama de flujo es una herramienta fundamental para la elaboración de un procedimiento, ya que a través de ellos podemos ver gráficamente y en forma consecutiva el desarrollo de una actividad 27 10. Todo diagrama debe llevar una numeración, las actividades se enumeran utilizando una serie para cada una de las actividades (operaciones, inspecciones, transportes), se enumera en el orden que van apareciendo, comenzando por la línea principal, que es la más cercana a la derecha. Se debe enumerar hasta encontrar la línea de entrada de material (ensamble) se enumera esta y luego se continúa por la vertical. determinada, representan en forma gráfica la secuencia que siguen las operaciones de un determinado procedimiento y/o el recorrido de las formas o los materiales, muestran las unidades administrativas (procedimiento general) o los puestos que intervienen (procedimiento detallado) para cada operación descrita, y puede indicar además, el equipo que se utilice en cada caso. (Pleguezuelos, 2015). En efecto, de esta manera es fácilmente esquematizable un determinado proceso lógico que puede ser de utilidad para algún tipo de tarea, permite la visualización de las actividades innecesarias y verifica si la distribución del trabajo esta equilibrada, es decir, bien distribuida en las personas. Se les llama diagramas de flujo porque los símbolos utilizados se conectan por medio de flechas para indicar la secuencia de operación. Para hacer comprensibles los diagramas a todas las personas, los símbolos se someten a una normalización; es decir, se hicieron símbolos casi universales, ya que, en un principio cada usuario podría tener sus propios símbolos para representar sus procesos en forma de Diagrama de flujo. Esto trajo como consecuencia que sólo aquel que conocía sus símbolos, los podía interpretar. 28 No existe una simbología convencional totalmente aceptada que satisfaga todas las necesidades, sin embargo hay dos grupos de símbolos comúnmente aceptados dentro de las organizaciones que son los que describiremos a continuación. 3.3 Calidad Total Estamos frente a un mundo competitivo, los clientes son cada vez más exigentes. Es por ello que las organizaciones deben trabajar en pro de la satisfacción total de sus clientes, mediante un proceso de mejora continua e implementar normas estandarizadas para lograr la calidad máxima de los productos o servicios que ofrecen. Es importante la plena colaboración de todo el personal de la organización o empresa, para que sea efectivo el servicio realizado, y que de esta manera se obtengan excelentes resultados para la empresa. (Talavera,2015) 29 Se conoce que las ventajas de la calidad son innumerables, entre los que se puede resaltar que como resultado de la calidad, la empresa se ahorra los costos de los defectos y mejora los niveles de producción aumentando la productividad. Los responsables de control de calidad de los productos tienen la responsabilidad de identificar los problemas en un tiempo adecuado y asegurar un tratamiento de los mismos por los sistemas de gestión de calidad, así reducirían los costos de las acciones correctivas y serán asertivos en las soluciones simples e inmediatas. La filosofía de la Calidad Total proporciona una concepción global que fomenta la Mejora Continua en la organización y la involucración de todos sus miembros, centrándose en la satisfacción tanto del cliente interno como del externo. Podemos definir esta filosofía del siguiente modo: Gestión (el cuerpo directivo está totalmente comprometido) de la Calidad (los requerimientos del cliente son comprendidos y asumidos exactamente) Total (todo miembro de la organización está involucrado, incluso el cliente y el proveedor, cuando esto sea posible). La calidad total es una sistemática de gestión a través de la cual la empresa satisface las necesidades y expectativas de sus clientes, de sus empleados de los accionistas y de toda la sociedad en general, utilizando los recursos de que dispone: personas, materiales, tecnología, sistemas productivos, etc. (Moreira, 2015) Como se ilustra en la imagen 3.3 Figura 3.3 Evolución de la calidad. Fuente: Moreira, 2015 Cada uno de estos autores, con su visión particular, enfatiza un aspecto diferente de la calidad, marcando la evolución del concepto. (Bernal, 2013) WALTER SHEWHART: Su aportación es el Ciclo PDCA (Plan-Do-Check-Act). Es un proceso metodológico básico para realizar las actividades de mejora y mantener lo mejorado. Como se muestra en la figura 3.4. 30 Figura 3.4 Ciclo PDCA (Plan-Do-Check-Act).Fuente: Bernal, 2013. EDWARD DEMING: Entre las diferentes aportaciones de este autor a la calidad cabe destacar dos: Los catorce puntos de Deming y la divulgación del ciclo PDCA de Shewart. Deming pretende mostrar la importancia del papel de las personas, en especial de la dirección en la competitividad de las empresas. Los 14 puntos Deming: 1. Crear constancia en el propósito de mejorar el producto y el servicio. 2. Adaptar la empresa a la nueva economía en que vivimos. 3. Evitar la inspección masiva de productos. 4. comprar por calidad, no por precio y estrechar lazos con proveedores. 5. Mejorar continuamente en todos los ámbitos de la empresa. 6. Formar y entrenar a los trabajadores para mejorar el desempeño del trabajo. 7. Adoptar e implantar el liderazgo. 8. Eliminar el miedo, para que las personas trabajen seguras y den lo mejor de sí mismas. 9. Rompen las barreras entre departamento. 10. Eliminar eslogan y consignas para los operarios, sustituyéndolos por acciones de mejora. 11. Eliminar estándares de trabajo, incentivos y trabajo a destajo, pues son incompatibles con la mejora continua. 12. Eliminar las barreras que privan a la gente de estar orgullosa de su trabajo. 13. Estimular a la gente para su mejora personal. 14. Poner a trabajar a todos para realizar esta transformación, aplicando el método PDCA. JOSEPH JURAN: La trilogía de Juran sobre la gestión de la calidad se basa en tres aspectos que se muestran en el siguiente gráfico: planificación de la calidad, control de la calidad y mejora de la calidad. 31 En paralelo va aplicando la mejora de la calidad sistemáticamente para reducir el nivel de coste de mala calidad. Como se muestra en la figura 3.5. Figura 3.5. Coste de mala calidad. Fuente: Bernal, 2013. KAORU ISHIKAWA: Después de trabajar durante una década en la aplicación de la gestión de la calidad en la dirección y niveles intermedios, en Japón se vio la necesidad de involucrar también a los operarios. Por ello, en 1962, Ishikawa desarrollo los círculos de calidad. Definición.-“un circulo de calidad es un pequeño grupo compuesto por personas voluntarias, que resuelve los problemas de los niveles más operativos de la empresa. Los círculos de calidad persiguen como objetivo último la obtención de mejoras en el seno de la empresa. Adicionalmente, cumplen otras dos funciones: FUNCIONES DESCRIPCIÓN Involucrar y aumentar el compromiso de las Herramienta para involucrar a las personas en la personas con su empresa obtención de mejoras en su entorno de trabajo, a través del análisis de problemas y propuestos de cambios. Canal de comunicación ascendente y A través de los círculos se pueden transmitir descendente sugerencias de mejora a los niveles superiores de la organización y recibir información de la dirección. 32 Una de las principales condiciones que debe darse en los círculos de calidad es que estén apoyados desde la dirección de la empresa. TAIICHI OHNO: Desarrolla el sistema de gestión de la producción de JUST-IN-TIME(JIT) o justo a tiempo. La utilización del JIT está orientada a mejorar los resultados de la empresa con la participación de los empleados a través de la eliminación de todas las tareas o actividades que no aporten valor (despilfarro), especialmente la reducción de inventarios. MASAAKI IMAI: Es el difusor del KAIZEN, una estrategia de mejora continua, que sintetiza algunas de las principales teorías sobre la calidad, aplicándolas a todos los ámbitos de la empresa. “kaizen significa mejora KAI y ZEN, bondad” Los principios básicos que diferencian la estrategia KAIZEN (mejora) de la KAIRU (innovación) se muestran a continuación. Como se muestra en la figura 3.6. PRINCIPIOS KAIRU PRINCIPIOS KAIZEN (innovación) (mejora continua) Cambios importantes. Pequeños cambios o mejoras graduales. Orientado a especialistas. Orientado a todas las personas Atención a grandes temas. Todo es mejorable. Información cerrada. Información abierta, compartida. Búsqueda de nuevas tecnologías. Uso de la tecnología existente. Figura 3.6. Principios Kaizen. Fuente: Bernal, 2013. 33 GENICHI TAGUCHI: Para Genichi Taguchi, la no calidad es la perdida generada a la sociedad por un producto, desde el momento de su concepción hasta el reciclado, por no haber hecho lo correcto. El objetivo de la empresa debe ser minimizar la no calidad, pues las pérdidas que los productos originan a sus usuarios a corto, medio o largo plazo, sin duda, revierten el perjuicio para la empresa que los fabrica, y otro tanto ocurre con los daños que puedan originar a la sociedad (medio ambiente, etc). También ha desarrollado lo que se conoce como ingeniería de la calidad, métodos para el diseño de productos y desarrollo de procesos de industrialización. Estos métodos buscan la robustez de los productos, es decir, hacerlos insensibles: La variabilidad debida a las diferencias condiciones de uso que puedan tener. La variabilidad que incorporan las materias primas que se utilizan para fabricarlos. La variabilidad propia del proceso de fabricación. FUNCIONES DESCRIPCION Diseño de experimentos Uso de los conceptos estadísticos para reducir el número de experimento a realizar para la obtención de los mismos resultados. Robustez del proceso Uso de los conceptos estadísticos para reducir el número de controles del producto y proceso, mediante el diseño de un proceso que cubra fácilmente (de forma robusta) las especificaciones del producto. KIYOSHI SUZAKI: Una de las principales aportaciones de este autor es su teoría sobre la gestión visual, que destaca la importancia de la disponibilidad de la información necesaria para cada persona en su proceso de trabajo. Asimismo, definió un octavo tipo de despilfarro, el principal, a los siete de Taiichi Ohno, la no utilización del recurso inteligente de todas las personas de la empresa. 3.4 Sistemas de Información Un sistema de información es un conjunto de elementos que interactúan entre sí con el fin de apoyar las actividades de una empresa o negocio, así como el conjunto total de procedimientos, operaciones, funciones y difusión de datos o información en una organización. es decir, un conjunto 34 formal de procesos que, operando sobre una colección de datos estructurada según las necesidades de la empresa, recopilan, elaboran y distribuyen la información o parte de ella necesaria para sus operaciones y para las actividades de dirección y control correspondientes para desempeñar sus actividades de acuerdo a su estrategia de negocio. (Jackson, 2014). Las tres partes fundamentales de un sistema de procesamiento electrónico de datos son el sistema de computación, el sistema de numeración y el sistema Operativo. Estos elementos son de naturaleza diversa y normalmente incluyen: El equipo computacional, es decir, el hardware es necesario para que el sistema de información pueda operar. Lo constituyen las computadoras y el equipo periférico que puede conectarse a ellas. El recurso humano que interactúa con el Sistema de Información, el cual está formado por las personas que utilizan el sistema, alimentándolo con datos o utilizando los resultados que genere. Los datos o información fuente que son introducidos en el sistema, son todas las entradas que necesita él sistema de información para generar como resultado la información que se desea. Los programas que son procesados y producen diferentes tipos de resultados, son la parte del software del sistema de información que hará que los datos de entrada introducidos sean procesados correctamente y generen los resultados que se esperan. El SI tiene como propósito fundamental organizar el flujo de la información que generan las diferentes dependencias dentro de las instituciones; un sistema de información está compuesto de elementos que son de naturaleza diversa y normalmente incluye. Como se muestra en la figura 3.7. - Infraestructura tecnológica, (Hardware) - El recurso humano - Los datos, o información. - Las aplicaciones para producir diferentes tipos de resultados, (Software) Figura 3.7 Sistemas de información Fuente: Jackson, 2014. 35 Los Sistemas de Información que logran automatización de procesos operativos dentro de una organización, son llamados frecuentemente Sistemas Transaccionales, ya que su función primordial consiste en procesar transacciones tales como pagos, cobros, pólizas, entradas, salidas, etcétera. Por otra parte, los Sistemas de Información que apoyan el proceso de toma de decisiones son los Sistemas de Soporte a la Toma de Decisiones (DSS), Sistemas para la Toma de Decisiones de Grupo (GDSS), Sistemas Expertos de Soporte a la Toma de Decisiones (EDSS) y Sistemas de Información para Ejecutivos (EIS). El tercer tipo de sistemas, de acuerdo con su uso u objetivos que cumplen, es el de los Sistemas Estratégicos, los cuales se desarrollan en las organizaciones con el fin de lograr ventajas competitivas, a través del uso de la tecnología de información. Sistemas transaccionales Sus principales características son: A través de éstos suelen lograrse ahorros significativos de mano de obra, debido a que automatizan tareas operativas de la organización. (Cohen,2013) Con frecuencia son el primer tipo de Sistemas de Información que se implanta en las organizaciones. Se empieza apoyando las tareas a nivel operativo de la organización para continuar con los mandos intermedios y posteriormente con la alta administración conforme evolucionan. Son intensivos en entrada y salida de información; sus cálculos y procesos suelen ser simples y poco sofisticados. Estos sistemas requieren mucho manejo de datos para poder realizar sus operaciones y como resultado generan también grandes volúmenes de información. Tienen la propiedad de ser recolectores de información, es decir, a través de estos sistemas se cargan las grandes bases de información para su explotación posterior. Estos sistemas son los encargados de integrar gran cantidad de la información que se maneja en la organización, la cual será utilizada posteriormente para apoyar a los mandos intermedios y altos. Son fáciles de justificar ante la dirección general, ya que sus beneficios son visibles y palpables. El proceso de justificación puede realizarse enfrentando ingresos y costos. Esto se debe a que en el corto plazo se pueden evaluar los resultados y las ventajas que se derivan del uso de este tipo de sistemas. Entre las ventajas que pueden medirse se encuentra el ahorro de trabajo manual. Son fácilmente adaptables a paquetes de aplicación que se encuentran en el mercado, ya que automatizan los procesos básicos que por lo general son similares o iguales en otras organizaciones. Ejemplos de este tipo de sistemas son la facturación, nóminas, cuentas por 36 cobrar, cuentas por pagar, contabilidad general, conciliaciones bancarias, inventarios, etcétera. Sistemas de Apoyo a las Decisiones Las principales características de estos sistemas son las siguientes: Suelen introducirse después de haber implantado los Sistemas Transaccionales más relevantes de la empresa, ya que estos últimos constituyen su plataforma de información. La información que generan sirve de apoyo a los mandos intermedios y a la alta administración en el proceso de toma de decisiones. Suelen ser intensivos en cálculos y escasos en entradas y salidas de información. Así, por ejemplo, un modelo de planeación financiera requiere poca información de entrada, genera poca información como resultado, pero puede realizar muchos cálculos durante su proceso. No suelen ahorrar mano de obra. Debido a ello, la justificación económica para el desarrollo de estos sistemas es difícil, ya que no se conocen los ingresos del proyecto de inversión. Suelen ser Sistemas de Información interactivos y amigables, con altos estándares de diseño gráfico y visual, ya que están dirigidos al usuario final. Apoyan la toma de decisiones que, por su misma naturaleza son repetitivas y de decisiones no estructuradas que no suelen repetirse. Por ejemplo, un Sistema de Compra de Materiales que indique cuándo debe hacerse un pedido al proveedor o un Sistema de Simulación de Negocios que apoye la decisión de introducir un nuevo producto al mercado. Estos sistemas pueden ser desarrollados directamente por el usuario final sin la participación operativa de los analistas y programadores del área de Informática. Este tipo de sistemas puede incluir la programación de la producción, compra de materiales, flujo de fondos, proyecciones financieras, modelos de simulación de negocios, modelos de inventarios, etcétera. Sistemas Estratégicos Sus principales características son: Su función primordial no es apoyar la automatización de procesos operativos ni proporcionar información para apoyar la toma de decisiones. Sin embargo, este tipo de sistemas puede llevar a cabo dichas funciones. Suelen desarrollarse in house (en casa), es decir, dentro de la organización, por lo tanto no pueden adaptarse fácilmente a paquetes disponibles en el mercado. Típicamente su forma de desarrollo es con base a incrementos y a través de su evolución dentro de la organización. Se inicia con un proceso o función en particular y a partir de ahí se van agregando nuevas funciones o procesos. 37 Su función es lograr ventajas que los, competidores no posean, tales como ventajas en costos y servicios diferenciados con clientes y proveedores. En este contexto, los Sistemas Estratégicos son creadores de barreras de entrada al negocio. Por ejemplo, el uso de cajeros automáticos en los bancos es un Sistema Estratégico, ya que brinda ventaja sobre un banco que no posee tal servicio. Si un banco nuevo decide abrir sus puertas al público, tendrá que dar este servicio para tener un nivel similar al de sus competidores. Apoyan el proceso de innovación de productos y procesos dentro de la empresa, debido a que buscan ventajas respecto a los competidores y una forma de hacerlo es innovando o creando productos y procesos. Un ejemplo de estos Sistemas de Información dentro de la empresa puede ser un sistema MRP (Manufacturing Resource Planning) enfocado a reducir sustancialmente el desperdicio en el proceso productivo, o bien, un Centro de Información que proporcione todo tipo de información; como situación de créditos, embarques, tiempos de entrega, etcétera. En este contexto los ejemplos anteriores constituyen un Sistema de información Estratégico sí, y sólo si, apoyan o dan forma a la estructura competitiva de la empresa. 3.5 Actividades básicas de un sistema de información Un Sistema de Información realiza cuatro actividades básicas: almacenamiento, procesamiento y salida de información. A continuación se definirán cada una de estas actividades . Como se muestra en la figura 3.8. (Murdicck, 2014) Figura 3.8. Actividades de un sistema de información. Fuente: Murdicck, 2014. 38 Entrada de Información. La entrada es el proceso mediante el cual el Sistema de Información toma los datos que requiere para procesar la información. Las entradas pueden ser manuales o automáticas. Las manuales son aquellas que se proporcionan en forma directa por el usuario, mientras que las automáticas son datos o información que provienen o son tomados de otros sistemas o módulos. Esto último se denomina interfaces automáticas. Las unidades típicas de entrada de datos a las computadoras son las terminales, las cintas magnéticas, las unidades de disquete, los códigos de barras, los escáner, la voz, los monitores sensibles al tacto, el teclado y el ratón, entre otras. Almacenamiento de información. El almacenamiento es una de las actividades o capacidades más importantes que tiene una computadora, ya que a través de esta propiedad el sistema puede recordar la información guardada en la sesión o proceso anterior. Esta información suele ser almacenada en estructuras de información denominadas archivos. Procesamiento de Información. Es la capacidad del Sistema de Información para efectuar cálculos de acuerdo con una secuencia de operaciones preestablecida. Estos cálculos pueden efectuarse con datos introducidos recientemente en el sistema o bien con datos que están almacenados. Esta característica de los sistemas permite la transformación de datos fuente en información que puede ser utilizada para la toma de decisiones, lo que hace posible, entre otras cosas, que un tomador de decisiones genere una proyección financiera a partir de los datos que contiene un estado de resultados o un balance general de un año base. Salida de Información. La salida es la capacidad de un Sistema de Información para sacar la información procesada o bien datos de entrada al exterior. Las unidades típicas de salida son las impresoras, terminales, disquetes, cintas magnéticas, la voz, los graficadores y los plotters, entre otros. Es importante aclarar que la salida de un Sistema de Información puede constituir la entrada a otro Sistema de Información o módulo. Como se muestra en la figura 3.9. Figura 3.9 Estructura de un sistema de información. Fuente: Zamora, 2012. 39 Ciclo de vida de los Sistemas de Información Es un sistema, automatizado o manual, que engloba a personas, máquinas y/o métodos organizados para recopilar, procesar, transmitir datos que representan información. Un sistema de información engloba la infraestructura, la organización, el personal y todos los componentes necesarios para la recopilación, procesamiento, almacenamiento, transmisión, visualización, diseminación y organización de la información. (Joyanes, 2013) Cualquier sistema de información va pasando por una serie de fases a lo largo de su vida. Su ciclo de vida comprende una serie de etapas entre las que se encuentran las siguientes: Planificación: Realizar una serie de tareas previas que influirán decisivamente en la finalización con éxito del proyecto. Análisis: Averiguar qué es exactamente lo que tiene que hacer el sistema. La etapa de análisis en el ciclo de vida del software corresponde al proceso mediante el cual se intenta descubrir qué es lo que realmente se necesita y se llega a una comprensión adecuada de los requerimientos del sistema. Diseño: Se han de estudiar posibles alternativas de implementación para el sistema de información que hemos de construir y se ha de decidir la estructura general que tendrá el sistema (su diseño arquitectónico). El diseño de un sistema es complejo y el proceso de diseño ha de realizarse de forma iterativa. Implementación: Seleccionar las herramientas adecuadas, un entorno de desarrollo que facilite nuestro trabajo y un lenguaje de programación apropiado para el tipo de sistema que vayamos a construir. La elección de estas herramientas dependerá en gran parte de las decisiones de diseño que hayamos tomado hasta el momento y del entorno en el que nuestro sistema deberá funcionar. Pruebas: Tiene como objetivo detectar los errores que se hayan podido cometer en las etapas anteriores del proyecto (y, eventualmente, corregirlos). La búsqueda de errores que se realiza en la etapa de pruebas puede adaptar distintas formas, en función del contexto y de la fase del proyecto. Instalación o despliegue: Debemos de planificar el entorno en el que el sistema debe funcionar, tanto hardware como software: equipos necesarios y su configuración física, redes de interconexión entre los equipos y de acceso a sistemas externos, sistemas operativos y bibliotecas. Estas etapas son un reflejo del proceso que se sigue a la hora de resolver cualquier tipo de problema. Uso y mantenimiento: La etapa de mantenimiento consume típicamente del 40 al 80 por ciento de 40 los recursos de una empresa de desarrollo de software. De hecho, con un 60% de media, es probablemente la etapa más importante del ciclo de vida del software. Eliminar los defectos que se detecten durante su vida útil, lo primero que a uno se le viene a la cabeza cuando piensa en el mantenimiento de cualquier cosa. Adaptarlo a nuevas necesidades cuando el sistema ha de funcionar sobre una nueva versión del sistema operativo o en un entorno hardware diferente. Añadirle nueva funcionalidad, cuando se proponen características deseables que supondrían una mejora del sistema ya existente. Como se muestra en la figura 3.10. Figura 3.10. Ciclo de vida de los Sistemas de Información Fuente: Joyanes, 2013. Delimitación del ámbito del proyecto: Determinar los aspectos abarcados por el proyecto como fijar aquéllos aspectos que no se incluirán en el proyecto. Estos últimos han de indicarse explícitamente. Si es necesario, se puede especificar todo aquello que se posponga hasta una versión posterior del sistema. Estudio de viabilidad: Con recursos ilimitados (tiempo y dinero), casi cualquier proyecto se podría llevar a buen puerto. Por desgracia, en la vida real los recursos son más bien escasos, por lo que no todos los proyectos son viables. Análisis de riesgos: Siempre se produce algún contratiempo que eche por tierra la mejor de las planificaciones. Es algo inevitable con lo que hemos de vivir y para lo cual disponemos de una 41 herramienta extremadamente útil: la gestión de riesgos, que tradicionalmente se descompone en evaluación de riesgos y control de riesgos. Ciclo de vida clásico: El modelo de ciclo de vida clásico, también denominado “modelo en cascada”, se basa en intentar hacer las cosas bien desde el principio, de una vez y para siempre. Se pasa, en orden, de una etapa a la siguiente sólo tras finalizar con éxito las tareas de verificación y validación propias de la etapa. Si resulta necesario, únicamente se da marcha atrás hasta la fase inmediatamente anterior. Este modelo tradicional de ciclo de vida exige una aproximación secuencial al proceso de desarrollo del software. Los proyectos reales raramente siguen el flujo secuencial de actividades que propone este modelo. Normalmente, es difícil para el cliente establecer explícitamente todos los requisitos al comienzo del proyecto (entre otras cosas, porque hasta que no vea evolucionar el proyecto no tendrá una idea clara de qué es lo que realmente quiere). No habrá disponible una versión operativa del sistema hasta llegar a las etapas finales, por lo que la rectificación de cualquier decisión tomada erróneamente en las etapas iniciales del proyecto supondrá un coste adicional significativo, tanto económico como temporal. 42 Capítulo IV Diagnóstico del estado actual de la empresa 4.1 Estado Actual de la empresa La empresa EGETSA S.A. de C.V. se encuentra con una gran área de oportunidad para su desarrollo y crecimiento; en el 2015 se detectó que el 82% de los productos sulfatados se encontraban fuera de especificación o presentaban desviaciones en los niveles de dioxano durante los primeros tres lotes producidos después del cambio de alcohol graso; lo cual se refleja en constantes paros de proceso, con la resolución de estas problemáticas internas se puede cumplir con la demanda actual con un óptimo funcionamiento. Por lo anterior el presente diagnóstico, permitirá examinar las características específicas de la empresa, su entorno y las variables que pudieran representar una oportunidad o un riesgo para el proceso, detectando el origen de la problemática podremos enfocar los esfuerzos en buscar medidas para la mejora, y así aumentar la calidad y la productividad. 4.2 Metodología para la recopilación y análisis de información La recolección de información es parte fundamental del diagnóstico; mediante el análisis documental, y la observación así como cuestionarios y entrevistas referentes a la metodología de Manufactura esbelta, métodos informáticos y controles estadísticos de calidad, se busca detectar las variables que provocan un mayor impacto dentro de la empresa, para identificar las condiciones en las que se realiza el proceso, las carencias, las fortalezas y oportunidades, con el objetivo de obtener una propuesta de mejora para el área de estudio llevando a cabo los siguientes puntos: 4.3 Recopilación y análisis de información La recolección de datos se realizó a través de las tres áreas que intervienen en la problemática: Producción, Control de Calidad y Mantenimiento. A continuación se muestra la información y datos obtenidos en la empresa así como el análisis de la misma. Recopilación de datos históricos Inicialmente se realizaron visitas a la empresa para una recopilación de datos visual y de campo, de ésta manera se generó una proyección de la empresa a nivel general y se obtuvieron fundamentos concisos para el diagnóstico. Se tomó en consideración la documentación existente en la empresa tal como procedimientos, manuales, formatos e instructivos para conocer a detalle la operación. 43 Dentro de la recopilación de datos históricos se descubrió lo sucesivo, en la siguiente gráfica se muestran la cantidad de lotes producidos y la decisión de empleo correspondiente, aquellos que son marcados con decisión A0 son los aceptados a la primera y no requieren de ningún ajuste; AD son aceptados con desviación y requieren por lo menos un ajuste adicional; R1 son aquellos lotes rechazados y son enviados a destrucción. RESULTADOS DE CONTROL DE CALIDAD 2015 1200 1000 800 600 400 200 0 DRUMM ENVASA ETHOXIL ING DO 1 ATION RAW MAT. SURF. R1 5 2 15 4 4 3 3 SANDVI CK BAND 1 AD 4 1 122 55 15 80 64 5 640 20 A0 109 131 872 436 263 246 305 260 473 1001 6 REACTO R 12 REACTO R3 REACTO R5 REACTO R8 SO3AJUS SO3SULF 77 58 REACTO R 10 SO3AJU2 12 10 7 Figura 4.1 Decisión de empleo de producción 2015 De acuerdo a la gráfica anterior podemos observar que la tecnología con mayor producción es la 𝑆𝑂3 , sin embargo es la que tiene mayor número de lotes con decisión AD y R1. Adicionalmente se indagó en aquellas especificaciones en las que era principalmente afectada la producción del área de estudio, dando como resultado la gráfica que se muestra a continuación. 44 Desviado por característica Anual 2015 SO3 350 300 311 283 250 200 163 160 150 152 106 100 67 50 51 23 0 4 3 2 2 2 2 1 1 Figura 4.2 Desviados por característica anual 2015 SO3 En la figura anterior podemos observar que las principales especificaciones desviadas son el Dioxano y el porcentaje de activo, cabe mencionar que de acuerdo a la información obtenida durante las entrevistas con el personal operativo y analistas de calidad son las especificaciones que requieren de mayor cantidad de recursos para ajustar y solo el 50% de los desviados por ésta se pueden recuperar. Recopilación de datos en campo Para realizar un diagnóstico adecuado de la empresa es necesario conocer a detalle el proceso además de la referencia documental, por ello se requiere la recopilación de datos en campo, desarrollando así lo siguiente. Diagrama de flujo Otro de los factores a analizar es el flujo del proceso ya que de ésta manera se pueden identificar aquellas actividades que generan valor agregado y cuales representan un desperdicio, para ello es importante considerar la interacción que tiene el área de estudio con las demás áreas productivas, dando como resultado el diagrama siguiente. 45 Figura 4.3 Diagrama de interacción de áreas Como se observa en la figura 4.3 el 50% del volumen de los productos que son fabricados en la planta pertenecen al área de 𝑆𝑂3 , sin embargo representan el 80% del ingreso económico, en la cual la materia prima proviene de la planta de Etoxilación. A su vez es necesario conocer detalladamente el proceso de producción en la fabricación de los productos sulfatados, a continuación se muestra en la figura 4.4. El proceso comienza con el acondicionamiento del aire del medio ambiente, éste pasa a través de un compresor y condensador de humedad para retirarle la mayor cantidad de agua posible, posteriormente pasa por unas secadoras donde por medio de la adsorción aseguran que el nivel de humedad en el aire sea mínimo, una vez que el aire tiene las condiciones necesarias pasa al horno, donde es adicionado el azufre y se realiza una combustión formando el 𝑆𝑂2 , consecutivamente pasa a la torre catalítica en el cual reacciona con pentóxido de vanadio formando el 𝑆𝑂3 , a continuación pasa hacia los reactores tubulares donde es añadido el alcohol graso (el cual dependerá del producto a fabricarse) y en conjunto con el gas 𝑆𝑂3 forman el éster acido, el cual pasa a módulos de neutralización donde se le dan las características finales de color, pH, aroma, entre otros, después pasa a los reactores de ajuste donde se le dan ajustes específicos en caso de requerirlo y finalmente se almacena en la granja de tanques en depósitos específicos para cada producto. 46 Figura 4.4 Diagrama de bloques de planta de 𝑆𝑂3 De acuerdo a lo anterior se puede identificar que el cuello de botella se encuentra en los reactores tubulares, a su vez es la parte del proceso donde se ejecutan las actividades más importantes y son las determinantes para las características finales del producto. Análisis mediante diagrama Ishikawa Una vez identificado el flujo del proceso se realizó un análisis con apoyo de un diagrama Ishikawa para visualizar de manera sencilla y agrupar todas aquellas causas que dan origen a la problemática. 47 Cuestionarios Se realiza una visita guiada a la empresa EGETSA S. A. de C.V., para la recopilación de información mediante la observación de los procesos de Producción, Mantenimiento y Control de Calidad con la finalidad de tener un panorama general sobre el mismo utilizando documentación existente y con la aplicación de cuestionarios y entrevistas tanto gerenciales como operativos elaborados conforme a las técnicas de Manufactura Esbelta enfocado en los 7 desperdicios, el Mantenimiento Total Productivo y la Calidad. Para la aplicación del cuestionario se seleccionó una muestra no probabilística de trabajadores del área de estudio, contando con 9 operarios y 3 gerencias de los 3 diferentes departamentos Producción, Control de calidad y Mantenimiento sumando un total de 12 trabajadores, lo que no representa dificultades para la aplicación de éstas técnicas. El cuestionario está conformado por 16 preguntas, divididas en 8 partes, cada parte corresponde a los 7 tipos de desperdicios que se presentan desde la recepción del pedido hasta el producto terminado, adicionalmente se considera un octavo tipo de desperdicio, el talento humano (Ver figura 4.5) 48 Figura 4.5 Los 7 desperdicios en la Manufactura esbelta La distribución de las preguntas en el cuestionario queda de la siguiente manera (Tabla 1) 7 Desperdicios + 1 Total de preguntas 2 2 2 2 2 2 2 2 Sobreproducción Transporte Tiempo de espera Sobre procesamiento o procesos inapropiados Exceso de inventario Defectos Movimientos Innecesarios Talento humano Folios 1-2 3-4 5-6 7-8 9-10 11-12 13-14 15-16 Tabla 1.Distribución de preguntas Las preguntas se han elaborado con 3 posibles respuestas, valoradas de la siguiente manera (Tabla 2) Respuesta Valoración Siempre 1 A veces 2 Nunca 3 Tabla 2. Valoración A continuación se da a conocer la serie de preguntas elaboradas para la aplicación del cuestionario, cada una clasificadas con base a los 7+1 desperdicios que la manufactura esbelta nos muestra, para que de una forma relevante se logre la interpretación y el análisis de los resultados obtenidos. 49 Sobreproducción 1.- ¿Considera usted que producen más de lo demandado ó producen antes de que sea necesario? a) Siempre b) a veces c) nunca 2.- ¿Producen de más por lo que "llegue a salir mal"? a) Siempre b) a veces c) nunca Transportación 3.- ¿Con qué frecuencia el producto no fluye continuamente? a) Siempre b) a veces c) nunca 4.- ¿Se le facilita manejar o transportar material de un área a otra, de acuerdo a la secuencia del proceso y a la distancia que existe entre cada área? a) Siempre b) a veces c) nunca Tiempo de espera 5.- ¿Con qué frecuencia las máquinas que opera presentan fallos retrasando su producción? a) Siempre b) a veces c) nunca 6.- ¿Tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales? a) Siempre b) a veces c) nunca Sobre procesamiento o procesos inapropiados 7.- ¿Hace más de lo requerido por las especificaciones/programación del producto? a) Siempre b) a veces c) nunca 8.- ¿Los estándares de producción y la programación son desconocidos o no son claros para ustedes como operarios? 50 a) Siempre b) a veces c) nunca Exceso de inventario 9.- ¿El producto final sale del almacén fuera del tiempo establecido? a) Siempre b) a veces c) nunca 10.-¿Cree usted que no tener claridad en el proceso administrativo trae como consecuencia resultados como: Altos niveles de inventarios e Inventarios obsoletos ? a) Siempre b) a veces c) nunca Defectos/ Retrabajo 11.- ¿Considera que cuenta con la formación suficiente del uso y cuidado que se le debe dar al material y equipo utilizado para su operación? a) Siempre b) a veces c) nunca 12.- ¿Considera que en su área se tienen retrabajos, reparación o corrección realizada al producto por problemas de calidad? a) Siempre b) a veces c) nunca Movimientos innecesarios 13.- ¿Cuenta con todo su equipo y herramientas a la mano para la actividad que desempeña? a) Siempre b) a veces c) nunca 14.- ¿Cree que falta orden, limpieza y organización y existe una mala distribución en su área dificultando la accesibilidad para hacer todo lo necesario? a) Siempre b) a veces c) nunca Talento humano 51 15.- ¿Están en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades? a) Siempre b) a veces c) nunca 16.- ¿Al término de su jornada queda usted satisfecho con el trabajo realizado? a) Siempre b) a veces c) nunca Análisis de resultados Para el caso del proyecto, se trabajó discriminando y atendiendo los análisis de acuerdo a las valoraciones y resultados registrados en los diferentes instrumentos: observación participante, cuestionarios y entrevistas. El análisis de cuestionarios se hace en función a los datos cuantitativos (cuadros de frecuencia y porcentajes) obtenida de la aplicación del mismo enfocado a los 7+1 desperdicios de Manufactura Esbelta y las entrevistas se hace en función de la herramienta FODA para el estudio de la situación actual de la empresa que nos permita analizar sus características internas y su situación externa enfocadas al Mantenimiento Total productivo (TPM) y la Calidad. La cantidad aplicada de cuestionarios ha sido la misma para las 3 diferentes áreas obteniendo un total de 12 cuestionarios realizados y la cantidad aplicada de entrevistas dirigidas a las gerencias de dichas áreas nos dan un total de 3 entrevistas realizadas. Los diferentes resultados que presentamos a continuación muestran rasgos que demarcan las características generales y específicas, en lo que respecta a aspectos vinculados a nuestra investigación, referente a la población seleccionada. Se da a conocer las tabulaciones con base a las respuestas obtenidas analizando y evaluando cada una para así, establecer los porcentajes correspondientes considerando los siguientes puntos: Se selecciona la valoración más alta por cada uno de los desperdicios correspondientes a las 3 áreas. Se determina el porcentaje de eficiencia en cada uno de los desperdicios. Se muestra el cálculo de los resultados obtenidos Se muestra el porcentaje de eficiencia máximo de las 3 áreas correspondientes que son: producción, Mantenimiento y Control de Calidad. Resultados de los cuestionarios enfocados a los 7 Desperdicios + 1. Desperdicio 1.- Sobreproducción Pregunta 1.- ¿Considera usted que se producen más de lo demandado o producen antes de que sea necesario? (Tabla 3) 52 Sobreproducción Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 1 1 0 0 2 A veces 2 2 3 3 10 Nunca 0 0 0 0 0 Tabla 3. Sobreproducción A Sobreproducción 100% 90% 80% 70% 60% 50% 83% 40% 30% 20% 17% 10% 0% 0% Siempre A veces Nunca Gráfica 1. Porcentaje de frecuencia con que el personal considera que producen más de lo demandado o antes de que sea necesario. El 17% del personal consideran que siempre se produce más de lo demandado o producen antes de que sea necesario, mientras que el 83 % consideran que a veces se produce más de lo demandado o producen antes de que sea necesario. Pregunta 2.- ¿Producen de más por lo que "llegue a salir mal"? (Tabla 4) Sobreproducción Siempre A veces Nunca Operarios de producción 3 0 0 Operarios de mantenimiento 2 1 0 Operarios de Calidad 3 0 0 Gerencias Sumatoria 3 11 0 1 0 0 Tabla 4. Sobreproducción B 53 Sobreproducción 100% 50% 92% 8% 0% A veces Nunca 0% Siempre Gráfica 2.Porcentaje de frecuencia con que el personal considera que producen de más por lo que "llegue a salir mal". El 92 % consideran que siempre producen de más por lo que "llegue a salir mal", mientras el 8% del personal consideran que a veces producen de más por lo que "llegue a salir mal". Desperdicio 2.-Transportación Pregunta 3.- ¿Con qué frecuencia el producto no fluye continuadamente? (Tabla 5) Transportación Siempre A veces Nunca Operarios de producción 3 0 0 Operarios de mantenimiento 2 1 0 Operarios de Calidad 3 0 0 Gerencias 2 1 0 Sumatoria 10 2 0 Tabla 5. Transportación A Transportación 100% 80% 60% 83% 40% 20% 17% 0% 0% Siempre A veces Nunca Gráfica 3.Porcentaje de frecuencia con que el personal indica que el producto no fluye continuadamente. 54 El 17% del personal indican que siempre el producto no fluye continuadamente, mientras que el 83% indican que a veces el producto no fluye continuadamente. Pregunta 4.- ¿Se le facilita manejar o transportar material de un área a otra, de acuerdo a la secuencia del proceso y a la distancia que existe entre cada área? (Tabla 6) Transportación Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 1 1 3 1 6 A veces 2 2 0 2 6 Nunca 0 0 0 0 0 Tabla 6. Transportación B Transportación 100% 80% 60% 40% 50% 50% 20% 0% 0% Siempre A veces Nunca Gráfica 4.Porcentaje de frecuencia sobre la facilidad del manejo o transportación de material de un área a otra, de acuerdo a la secuencia del proceso y a la distancia que existe entre cada área. El 50% del personal indica que siempre se le facilita manejar o transportar material de un área a otra, de acuerdo a la secuencia del proceso y a la distancia que existe entre cada área y el otro 50% indica que a veces se le facilita manejar o transportar material de un área a otra, de acuerdo a la secuencia del proceso y a la distancia que existe entre cada área y el otro. Desperdicio 3.-Tiempo de espera Pregunta 5.- ¿Con qué frecuencia las máquinas que opera presentan fallos retrasando su producción? (Tabla 7) Tiempo de espera Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 2 0 2 2 6 A veces 1 1 1 1 4 Nunca 0 2 0 0 2 Tabla 7. Tiempo de Espera A 55 Tiempo de espera 100% 80% 60% 40% 50% 33% 20% 17% 0% Siempre A veces Nunca Gráfica 5. Porcentaje de frecuencia con que las maquinas que operan presentan fallos retrasando la producción. El 50% del personal indica que las máquinas que opera siempre presentan fallos retrasando su producción, el 33% indica que a veces las maquinas que opera presentan fallos retrasando su producción y el 17% indica que las maquinas que opera nunca presentan fallos. Pregunta 6.- ¿Tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales? (Tabla 8) Tiempo de espera Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 1 0 1 1 3 A veces 2 2 2 2 8 Nunca 0 1 0 0 1 Tabla 8. Tiempo de Espera B Tiempo de espera 70% 60% 50% 40% 67% 30% 20% 25% 10% 8% 0% Siempre A veces Nunca Gráfica 6. Porcentaje de frecuencia con que el personal indica que tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales. 56 El 25% del personal indica siempre tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales, el 67% indica que a veces tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales y el 8% indica que tiene que esperar para recibir soporte por problemas de equipo, información y/o materiales. Desperdicio 4.-Sobre procesamiento o procesos inapropiados Pregunta 7.- ¿Hace más de lo requerido por las especificaciones/programación del producto? (Tabla 9) Sobre procesamiento o procesos inapropiados Siempre A veces Nunca Operarios de producción 1 2 0 Operarios de mantenimiento 1 2 0 Operarios de Calidad 0 3 0 Gerencias 0 3 0 2 10 0 Sumatoria Tabla 9. Sobre procesamiento o procesos inapropiados A Sobre procesamiento o procesos inapropiados 100% 80% 60% 83% 40% 20% 17% 0% 0% Siempre A veces Nunca Gráfica 7. Porcentaje de frecuencia con que el personal hace más de lo requerido por las especificaciones/programación del producto. El 17% del personal indica que siempre hace más de lo requerido por las especificaciones/programación del producto, mientras que el 83% indica que a veces hace más de lo requerido por las especificaciones/programación del producto. Pregunta 8.- ¿Los estándares de producción y la programación son desconocidos o no son claros para ustedes como operarios? (Tabla 10) 57 Sobre procesamiento o procesos inapropiados Siempre A veces Nunca Operarios de producción 1 2 0 Operarios de mantenimiento 1 2 0 Operarios de Calidad 0 3 0 Gerencias 0 3 0 2 10 0 Sumatoria Tabla 10. Sobre procesamiento o procesos inapropiados B Sobre procesamiento o procesos inapropiados 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% 83% 17% 0% Siempre A veces Nunca Gráfica 8. Porcentaje de frecuencia con que el personal indica que los estándares de producción y la programación son desconocidos o no son claros. El 17% del personal indica que siempre los estándares de producción y la programación son desconocidos o no son claros, mientras que el 83% indica que a veces los estándares de producción y la programación son desconocidos o no son claros. Desperdicio 5.-Exceso de inventario Pregunta 9.- ¿El producto final sale del almacén fuera del tiempo establecido? (Tabla 11) Exceso de inventario Siempre A veces Nunca Operarios de producción Operarios de mantenimiento 3 2 0 1 0 0 Operarios de Calidad Gerencias Sumatoria 3 2 10 0 1 2 0 0 0 Tabla 11. Exceso de inventario A 58 Exceso de inventario 100% 80% 60% 40% 83% 20% 17% 0% 0% Siempre A veces Nunca Gráfica 9. Porcentaje de frecuencia con que el personal indica que el producto final sale del almacén fuera del tiempo establecido. El 83% del personal indica que siempre el producto final sale del almacén fuera del tiempo establecido, mientras que el 17% indica el producto final sale del almacén fuera del tiempo establecido. Pregunta 10.-¿Cree usted que no tener claridad en el proceso administrativo trae como consecuencia resultados como: Altos niveles de inventarios e Inventarios obsoletos ?(Tabla 12) Exceso de inventario Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre A veces Nunca 3 2 3 3 11 0 1 0 0 1 0 0 0 0 0 Tabla 12. Exceso de inventario B Exceso de inventario 100% 80% 60% 92% 40% 20% 8% 0% Siempre A veces 0% Nunca Gráfica 10. Porcentaje de frecuencia con que el personal indica no tener claridad en el proceso administrativo trae como consecuencia resultados como: Altos niveles de inventarios e Inventarios obsoletos. 59 El 92% del personal indica que no tiene claridad en el proceso administrativo por lo que considera que trae como consecuencia resultados como: Altos niveles de inventarios e Inventarios obsoletos, mientras que el 8% indica a veces que no tiene claridad en el proceso administrativo por lo que considera que trae como consecuencia resultados como: Altos niveles de inventarios e Inventarios obsoletos. Desperdicio 6.- Defectos/ Retrabajo Pregunta 11.- ¿Considera que cuenta con la Formación suficiente del uso y cuidado que se le debe dar al material y equipo utilizado para su operación? (Tabla 13) Defectos/ Retrabajo Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 1 1 1 0 3 A veces 2 2 2 3 9 Nunca 0 0 0 0 0 Tabla 13. Defectos / Retrabajo A Defectos/ Retrabajo 80% 60% 75% 40% 20% 25% 0% 0% Siempre A veces Nunca Gráfica 11. Porcentaje de frecuencia con que el personal considera que cuenta con la formación suficiente del uso y cuidado que se le debe dar al material y equipo utilizado para su operación. El 25% del personal considera que siempre cuenta con la formación suficiente del uso y cuidado que se le debe dar al material y equipo utilizado para su operación, mientras que el 75% del personal considera que a veces cuenta con la formación suficiente del uso y cuidado que se le debe dar al material y equipo utilizado para su operación. Pregunta 12.- ¿Considera que en su área se tienen retrabajos, reparación o corrección realizada al producto por problemas de calidad? (Tabla 14) 60 Defectos/ Retrabajo Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 3 3 3 3 12 A veces 0 0 0 0 0 Nunca 0 0 0 0 0 Tabla 14. Defectos / Retrabajo B Defectos/ Retrabajo 100% 90% 80% 70% 60% 50% 100% 40% 30% 20% 10% 0% 0% Siempre A veces 0% Nunca Gráfica 12. Porcentaje de frecuencia con que el personal considera que en su área siempre se tienen retrabajos, reparación o corrección realizada al producto por problemas de calidad. El 100% del personal considera que en su área siempre se tienen retrabajos, reparación o corrección realizada al producto por problemas de calidad. Desperdicio 7.-Movimientos innecesarios Pregunta 13.- ¿Cuenta con todo su equipo y herramientas a la mano para la actividad que desempeña? (Tabla 15) Movimientos innecesarios Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 2 2 2 2 8 A veces 1 1 1 1 4 Nunca 0 0 0 0 0 Tabla 15. Movimientos innecesarios A 61 Movimientos innecesarios 80% 60% 40% 67% 33% 20% 0% 0% Siempre A veces Nunca Gráfica 13. Porcentaje de frecuencia con que el personal considera que en su área se tienen retrabajos, reparación o corrección realizada al producto por problemas de calidad. El 67% del personal indica que siempre cuenta con todo su equipo y herramientas a la mano para la actividad que desempeña, mientras que el 33% del personal indica que siempre cuenta con todo su equipo y herramientas a la mano para la actividad que desempeña. Pregunta 14.- ¿Cree que falta orden, limpieza y organización y existe una mala distribución de su área dificultando la accesibilidad para hacer todo lo necesario? (Tabla 16) Movimientos innecesarios Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 1 1 1 1 4 A veces 2 2 2 2 8 Nunca 0 0 0 0 0 Tabla 16. Movimientos innecesarios B Movimientos innecesarios 100% 80% 60% 67% 40% 20% 33% 0% 0% Siempre A veces Nunca Gráfica 14. Porcentaje de frecuencia con que el personal cree que falta orden, limpieza y organización y existe una mala distribución de su área dificultando la accesibilidad para hacer todo lo necesario. 62 El 33% del personal indica que siempre falta orden, limpieza y organización y existe una mala distribución de su área dificultando la accesibilidad para hacer todo lo necesario, mientras que el 67% del personal indica que a veces falta orden, limpieza y organización y existe una mala distribución de su área dificultando la accesibilidad para hacer todo lo necesario. Desperdicio 8.-Talento humano Pregunta 15.- ¿Están en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades? (Tabla 17) Talento humano Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 0 1 0 1 2 A veces 2 2 2 2 8 Nunca 1 0 1 0 2 Tabla 17. Talento humano A Talento humano 100% 90% 80% 70% 60% 50% 40% 67% 30% 20% 10% 17% 17% 0% Siempre A veces Nunca Gráfica 15. Porcentaje de frecuencia con que el personal indica que está en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades. El 17% del personal indica que siempre están en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades, mientras que el 67% del personal indica que a veces están en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades y el 17% indica que nunca están en constante actualización sobre el manejo de equipos y herramientas para llevar a cabo sus actividades. Pregunta 16.- ¿Al término de su jornada queda usted satisfecho con el trabajo realizado? (Tabla 18) 63 Talento humano Operarios de producción Operarios de mantenimiento Operarios de Calidad Gerencias Sumatoria Siempre 0 1 0 1 2 A veces 2 2 2 2 8 Nunca 1 0 1 0 2 Tabla 18. Talento humano B Talento humano 80% 60% 67% 40% 20% 17% 17% 0% Siempre A veces Nunca Gráfica 16. Porcentaje de frecuencia con que el personal indica que queda satisfecho con el trabajo realizado, y el 17% indica que nunca queda satisfecho con el trabajo realizado. El 17% del personal indica que al término de su jornada siempre queda satisfecho con el trabajo realizado, mientras que el 67% del personal indica que a veces queda satisfecho con el trabajo realizado, y el 17% indica que nunca queda satisfecho con el trabajo realizado. Valoración sobre los resultados con base a los 7+1 Desperdicios para el porcentaje de eficiencia: Sobreproducción 12 cuestionarios*2 preguntas = 24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Transportación 12 cuestionarios*2 preguntas = 24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Tiempo de espera 12 cuestionarios*2 preguntas = 24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia 64 Sobre procesamiento o procesos inapropiados 12 cuestionarios*2preguntas=24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Exceso de inventario 12 cuestionarios*2 preguntas=24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Defectos/ Re trabajo 12 cuestionarios*2preguntas=24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Movimientos innecesarios 12 cuestionarios*2preguntas=24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia Talento humano 12 cuestionarios*2preguntas=24 resultados 24 resultados*3 valor máximo= 72 puntos máximos a obtener 72 puntos máximos a obtener=100% eficiencia A continuación se muestra la tabla de los resultados totales de cada uno de los 7+1 Desperdicios con base a la frecuencia. (Tabla 19) Respuestas Desperdicio Siempre A veces Nunca Total Sobreproducción Transportación Tiempo de espera Sobre procesamiento o procesos inapropiados Exceso de inventario 13 16 9 11 8 12 0 0 3 24 24 24 4 20 0 24 21 3 0 24 Defectos/Retrabajos Movimientos innecesarios Talento humano Total 15 12 4 73 9 12 16 96 0 0 4 23 24 24 24 180 Tabla 19. Resultados Con base a los resultados obtenidos procedemos a calcular la puntuación y el porcentaje de cada uno de los 7+1 desperdicios. (Tabla 20) 65 Fórmula utilizada: P= (Siempre*1)+(A veces*2)+ (Nunca*3) E= (Puntuación / 72)*100= Porcentaje de eficiencia en cada desperdicio Desperdicio Sobreproducción Transportación Tiempo de espera Sobre procesamiento o inapropiados Exceso de inventario Defectos/Retrabajos Movimientos innecesarios Talento humano Puntuación 35 32 42 procesos 44 27 33 36 48 % Porcentaje 48.61% 44.44% 58.33% 61.11% 37.5% 45.83% 50% 66.66% Tabla 20. Resultados de puntuación Enseguida se muestra la tabla de resultados obtenidos de menor a mayor porcentaje de eficiencia obtenido en cada tipo de desperdicio y su representación gráfica. (Tabla 21, Gráfica 1). Desperdicio Exceso de inventario Transportación Defectos/Retrabajos Sobreproducción Movimientos innecesarios Tiempo de espera Sobre procesamiento o inapropiados Talento humano Puntuación 27 32 33 35 36 42 procesos 44 48 % Porcentaje 37.5% 44.44% 45.83% 48.61% 50.00% 58.33% 61.11% 66.66% Tabla 21. Porcentaje Se establecen los porcentajes de eficiencia correspondientes: (Tabla 22, Grafica 1). Desperdicio Exceso de inventario Transportación Defectos/Retrabajos Sobreproducción Movimientos innecesarios Tiempo de espera % Porcentaje 37.5% 44.44% 45.83% 48.61% 50.00% 58.33% Sobre procesamiento o procesos inapropiados 61.11% Talento humano 66.66% Tabla 22. Porcentaje de eficiencia 66 % EFICIENCIA 70.00% 66.66% 60.00% 58.33% 61.11% 50.00% 44.44% 40.00% 45.83% 48.61% 50.00% 37.50% 30.00% 20.00% 10.00% 0.00% Grafica 1. Porcentaje de eficiencia de cada desperdicio En una siguiente grafica se da a conocer cuánto representa del 100% de eficiencia cada tipo de desperdicio (Tabla 23, Grafica2) Desperdicio % Eficiencia Exceso de inventario 10.5960265 Transportación Defectos/Retrabajos Sobreproducción Movimientos innecesarios Tiempo de espera 10.5960265 10.9271523 11.589404 11.9205298 13.9072848 Sobre procesamiento o procesos inapropiados 14.5695364 Talento humano 15.8940397 Tabla 23. Porcentaje de eficiencia 67 % Eficiencia Talento humano 16% Exceso de inventario 9% Transportación 11% Sobre procesamiento o procesos inapropiados 15% Defectos/Retrabajos 11% Sobreproducción 12% Tiempo de espera 14% Movimientos innecesarios 12% Grafica 2. Porcentaje de eficiencia de cada desperdicio Entrevista A continuación se da a conocer la serie de preguntas elaboradas para la aplicación de la entrevista a las 3 gerencias Producción, Mantenimiento y Calidad, cada pregunta enfocada en la herramienta de Mantenimiento Total Productivo y la Calidad, para que, de una forma notable se logre la interpretación y el análisis de los resultados obtenidos en función de la herramienta FODA para el estudio de la situación actual de la empresa que nos permita analizar sus características internas y su situación externa. 1. ¿En su respectiva área los tiempos son establecidos de acuerdo a la experiencia, recomendaciones de fabricante y otros criterios con poco fundamento técnico y sin el apoyo en datos e información? 2. ¿Se aplican planes de mantenimiento preventivo a equipos que poseen un alto deterioro acumulado? 68 3. ¿Este deterioro afecta la dispersión de la distribución (estadística) de fallos, imposibilitando la identificación de un comportamiento regular del fallo y con el que se debería establecer el plan de mantenimiento preventivo? 4. ¿A los equipos y sistemas se les da un tratamiento similar, sin importar su criticidad, riesgo, efecto en la calidad, grado de dificultad para conseguir el recambio o repuesto, etc.? 5. ¿Involucra a las personas en la operación y producción en el cuidado y conservación de los equipos y recursos físicos. Participación amplia de todas las personas de la organización? 6. ¿Eliminan posibilidades de sobre carga de equipos mejorando los estándares en caso de no poderse mejorar el equipo para que pueda aceptar las nuevas exigencias? 7. ¿Realiza acciones de mantenimiento orientadas al cuidado del equipo para que este no genere defectos de calidad? 8. ¿Previene defectos de calidad certificando que la maquinaria cumple las condiciones para "cero defectos" y que éstas se encuentran dentro de los estándares técnicos? 9. ¿Realiza estudios de ingeniería del equipo para identificar los elementos del equipo que tienen una alta incidencia en las características de calidad del producto final? 10. ¿Establece un sistema de inspección periódico de las características críticas de los equipos? 11. ¿Prepara matrices de mantenimiento y valorar periódicamente los estándares? 12. ¿Crea una cultura de responsabilidad, disciplina y respeto por las normas que se tienen aplicadas en su área y las áreas involucradas? 13. ¿Considera que sería importante el ser capaces de diseñar un sistema sostenible en el tiempo fundamentado en la mejora continua, dado que los principales problemas surgen con el mantenimiento de las mejoras alcanzadas y la poca adaptación de la empresa a nuevos cambios en el entorno? 14. ¿Tiene una buena comunicación con su equipo de trabajo, los escucha, piensa positivamente, celebra éxitos o logros por muy pequeños que éstos parezcan y hace ver que la opinión de todos los integrantes es importante estableciendo un ambiente de confianza y respeto? 15. ¿Asigna funciones a cada uno de los integrantes, define las tareas que se van a realizar y que las funciones vayan ligadas entre sí, brinda una capacitación constante que se basen en las actividades que realiza cada persona y en sus aptitudes? Análisis de la entrevista Dado el amplio y vasto conocimiento que poseen el personal gerencial de la empresa EGETSA S.A de C.V. del sector Químico Industrial de las áreas Producción, Mantenimiento y Control de calidad se les ha realizado una entrevista en profundidad con la que se han pretendido dilucidar posibles explicaciones, obstáculos, inconvenientes, estimaciones, etc., justificantes de las diferentes posiciones y opiniones sobre los productos sulfatados que se encuentran fuera de especificación o 69 presentan desviaciones en los niveles de dioxano durante los primeros tres lotes producidos después del cambio de alcohol graso, tema de interés para esta investigación. En definitiva, del conjunto de cuestiones realizadas al grupo de expertos, se ha obtenido un extenso y variado abanico de respuestas sobre las hipótesis expuestas, así como una abundante información complementaria que permite una mayor comprensión de las mismas. A través de la entrevista como herramienta de obtención de información, al grupo de expertos se les ha planteado una serie de preguntas relacionadas con el tema de interés y con el enfoque al Mantenimiento Total productivo (TPM) y la Calidad para que mediante la metodología de estudio conocida como FODA (Fortalezas, Oportunidades, Debilidades y Amenazas), se logre analizar a detalle sobre la situación de la empresa. F Enfoque a: Tiempo O D Cada operario realiza sus actividades conforme a su criterio y difícilmente saben realmente el tiempo establecido para sus funciones Planes de Mantenimiento No existe un control en el uso de las herramientas y maquinaria definido para las operaciones. Mantenimiento Preventivo Equipos sistemas A y No siempre se tiene a la vista toda la herramienta o equipo necesaria, los operarios tienen que salir del área de trabajo a conseguirla. Las modificaciones a la maquinaria y/o equipo provocan demoras en las operaciones teniendo como consecuencia entregas del producto fuera de 70 tiempo. Participación del personal Estándares de exigencias Si se tiene una comunicación con los operarios y entre áreas pero la falta de atención del operario que se distrae fácilmente con algún suceso que ocurra en el área provoca una ineficiencia en sus operaciones. Se cuenta con proveedores altamente calificados pero por el costo de la maquinaria y/o equipo se decide por seguir con el equipo disponible. Acciones de mantenimiento El mantenimiento del equipo y/o maquinaria retrasa y dificulta la entrega del producto por lo que no es preferible dar siempre el mantenimiento. Cero defectos Cada vez que se compra un equipo nuevo se respeta la garantía que éste tiene para que se encuentre en óptimas condiciones pero una vez que su garantía vence se dificulta aplicar un mantenimiento por lo que sigue operando pero ocasionando defectos. 71 Calidad producto del Sistemas de inspección El plan de la Producción falla por qué no se toman en cuenta la maquinaria y herramental requerido para llevar a cabo el proceso. Se tenía establecido un plan de trabajo pero por falta de tiempo y organización para desarrollar nuevos procesos o inspecciones para el control y el registro de los materiales. Valoración periódica de estándares Seguimiento de normas Mejora continua No se tiene un plan de valoración por falta de tiempo y organización. Certificados ante las normas ISO 9001 y se da a conocer a todo el personal lo que ella conlleva pero por exceso de trabajo a veces se llega a perder su seguimiento. Si consideramos importante un plan de mejora. Comunicación con su equipo de trabajo Capacitación La comunicación si se tiene pero a veces por distracción o baja responsabilidad de los operario se tiene un bajo rendimiento. Si se dan a conocer las funciones y tareas y se brinda una 72 capacitación al inicio pero consideramos importante ir actualizando nuestros conocimientos tanto operativos como de equipos. Cuestionario con enfoque informático Tomando en consideración el actual modelo que sigue la empresa EGETSA S.A. de C.V. para el manejo de la información y la estructura organizacional que interviene, es posible identificar que parte del problema surge en los niveles más bajos repercutiendo con el tiempo y siendo los más afectados los niveles más altos. A continuación, se presenta el formato del cuestionario aplicado a las aéreas de Producción, Control de calidad y Mantenimiento. Instrucciones: Responda cada una de las preguntas según su mejor percepción, aquellas que presenten opciones seleccione la que mejor se ajuste a su respuesta. Nombre: 1. ¿Cargo que desempeña en la organización? 2. ¿Responsabilidades que desempeña en la organización? 3. ¿Cuenta con personal a su cargo? Fecha: 1) NO 2) SI a. 4. ¿Cuál es ese personal? ¿Sabe que es un sistema informático? 1) NO 2) SI 5. 1) 2) 3) 4) 6. 1) 2) ¿Cómo califica usted su manejo de la computadora? Mala Regular Buena Excelente ¿Cuenta con computadora en su hogar? NO SI 73 7. 1) 2) 3) ¿Qué tipo de entorno utilizan la máquina de su hogar? Linux Unix Windows 8. 1) 2) 3) ¿Qué tipo de equipos posee su en su hogar? Computadora de última generación Pentium IV Máquina antigua 9. ¿Ha utilizado alguna vez un sistema informático para el registro, captura y consulta de información? NO SI 1) 2) 10. 1) 2) 11. 1) 2) 3) 12. 1) 2) 13. 1) 2) 3) 14. 1) 2) 3) 4) 1. Actualmente, para el registro, captura y consulta de información ¿Utiliza algún tipo de herramienta para apoyarse? NO SI a. ¿Qué tipo de herramientas utiliza? a. Paquetería básica (procesador de palabras, hojas de cálculo) b. Sistema o aplicación externa ¿Cuánto tiempo cree usted que tarda en brindar información de sus actividades diarias dentro de la empresa? Un minuto Una hora Más de una hora Apoyándose de un sistema informático ¿considera que registrar, capturar y consultar información sería más fácil y contribuiría en la organización para la toma de decisiones? NO SI ¿Cómo le beneficiaría un sistema informático para al registro, captura y consulta de información? Tendría un control de la información que manejo Podría consultar información histórica Podría analizar los datos recabados ¿Cómo le beneficiaría un sistema informático donde pueda generar reportes históricos y gráficos de control? Tendría un control de la información que manejo Podría consultar información histórica Podría analizar los datos recabados Facilitaría la toma de decisiones ¿Cargo que desempeña en la organización? Para la aplicación del cuestionario existe mayoría en el personal Analista, Operador A y Mecánico. 74 Cargos desempeñados 10 9 8 7 6 5 4 3 2 1 0 1 1 1 3 3 3 Tipos de Roll Gráfica 13 Cargos desempeñados 2. ¿Responsabilidades que desempeña en la organización? El personal describió de una forma general las responsabilidades y tareas que desempeña dentro de la empresa. 3. ¿Cuenta con personal a su cargo? 1) NO 2) SI a) ¿Cuál es ese personal? No todo el personal tiene gente a su cargo la cual debe administrar. El personal que cuenta con subordinados, indicó cuál es ese personal. P o r c e nt a j e d e p e r s o na l q ue t i e ne g e nt e a s u c a r g o 100.00 90.00 80.00 70.00 60.00 % con personal a cargo 50.00 40.00 75 30.00 20.00 10.00 25 0.00 SI NO Gráfica 14 Porcentaje de personal que tiene gente a su cargo 75 4. ¿Sabe que es un sistema informático? 1) NO 2) SI El 100 % del personal sabe lo que es un sistema informático. P o r c e nt a j e d e p e r s o na l q ue s a b e q ue e s un s i s t e m a i nf o r m á t i c o 100.00 80.00 60.00 % personal sabe que es un sistema informático 100 40.00 20.00 0 0.00 SI NO Gráfica 15 Porcentaje de personal que sabe que es un sistema informático 5. ¿Cómo califica usted su manejo de la computadora? 1) Mala 2) Regular 3) Buena 4) Excelente El 37 % del personal considera su manejo de la computadora como bueno, mientras que el 63 % del personal considera su manejo de la computadora como regular. P o r c e nt a j e d e p e r s o na l d e c o m o c a l i f i c a s u m a ne j o d e c o m p ut a d o r a 100.00 80.00 60.00 % manejo de la computadora 40.00 63 37 20.00 0.00 0 Excelente Buena 0 Regular Mala Gráfica 16 Porcentaje de personal de cómo califica su manejo de computadora 76 6. ¿Cuenta con computadora en su hogar? 1) NO 2) SI Todo el personal cuenta con computadora en su hogar P o r c e nt a j e d e p e r s o na l q ue c ue nt a c o n una c o m p ut a d o r a e n c a s a 100.00 90.00 80.00 70.00 60.00 % personal con computadora en casa 100 50.00 40.00 30.00 20.00 10.00 0 0.00 SI NO Gráfica 17 Porcentaje de personal que cuenta con una computadora en casa 7. ¿Qué tipo de entorno utilizan la máquina de su hogar? 1) Linux 2) Unix 3) Windows Las computadoras del todo el personal cuentan con un Sistema operativo Windows de Microsoft. P o r c e nt a j e d e s i s t e m a o p e r a t i vo c o n e l q ue c ue nt a l a c o m p ut a d o r a en casa 100.00 80.00 60.00 100 % sistema operativo 40.00 20.00 0 0.00 Windows Unix 0 Linux Gráfica 18 Porcentaje de sistema operativo con el que cuenta la computadora en casa 8. ¿Qué tipo de equipos posee su en su hogar? 1) Computadora de última generación 2) Pentium IV 3) Máquina antigua 77 El 25 % del personal cuenta con una computadora de última generación, mientras el 75 % del personal cuenta con una computadora Pentium IV. P o r c e nt a j e d e l t i p o d e e q ui p o c o n e l q ue e l p e r s o na l c ue nt a e n c a s a 100.00 90.00 80.00 70.00 60.00 50.00 % Tipo de equipo 40.00 75 30.00 20.00 25 10.00 0 0.00 Última Pentium IV generación Antigua Gráfica19 Porcentaje del tipo de equipo con el que el personal cuenta en casa 9. ¿Ha utilizado alguna vez un sistema informático para el registro, captura y consulta de información? 1) NO 2) SI El 20 % del personal ha utilizado un sistema informático para el registro, captura y consulta de información, mientras el 80 % del personal nunca ha utilizado uno. P o r c e nt a j e d e p e r s o na l q ue ha ut l i z i a d o a l g una ve z un s i s t e m a i nf o r m á t i c o p a r a e l r e g i s t r o , c a p t ur a y c o ns ut l a d e i nf o r m a c i ó n 100.00 80.00 60.00 80 40.00 20.00 % Personal que ha utilizado un sistema informático 20 0.00 SI NO Gráfica 20 Porcentaje de personal que ha utilizado alguna vez un sistema informático 10. Actualmente, para el registro, captura y consulta de información ¿Utiliza algún tipo de herramienta para apoyarse? 1) NO 2) SI 78 1. ¿Qué tipo de herramientas utiliza? a. Paquetería básica (procesador de palabras, hojas de cálculo) b. Sistema o aplicación externa El 45 % del personal se apoya en alguna herramienta para la elaboración del algún reporte, siendo en su mayoría paquetería básica. P o r c e nt a j e d e p e r s o na l q ue s e a p o y a d e a l g una he r r a m i e nt a i nf o r m á t i c a 100.00 80.00 60.00 % Personal que se apoya de alguna herramienta 40.00 20.00 45 55 0.00 SI NO Gráfica 21 Porcentaje de personal que se apoya de alguna herramienta informática P o r c e nt a j e d e t i p o d e he r r a m i e nt a i nf o r m á t i c a ut l i z a d a 100.00 80.00 60.00 100 %Tipo de herramienta 40.00 20.00 0 0.00 Paquetería Sistema básica externo Gráfica 22 Porcentaje de tipo de herramienta informática utilizada 11. ¿Cuánto tiempo cree usted que tarda en brindar información de sus actividades diarias dentro de la empresa? 1) Un minuto 2) Una hora 3) Más de una hora El total del personal considera que tarda aproximadamente 1 hora en brinda información de sus actividades diarias dentro de la empresa. 79 P o r c e nt a j e d e t i e m p o q ue t a r d a e n b r i nd a r i nf o r m a c i ó n d e s us a c t i vi d a d e s d i a r i a s d e nt r o d e l a e m p r e s a 100.00 80.00 60.00 100 40.00 % Tiempo para brindar información 20.00 0 0.00 Un minuto 0 Una hora Más de una hora Gráfica 23 Porcentaje de tiempo que tarda en brinda información de sus actividades diaria 12. Apoyándose de un sistema informático ¿considera que registrar, capturar y consultar información sería más fácil y contribuiría en la organización para la toma de decisiones? a. NO b. SI El 75 % del personal considera que apoyándose de un sistema informático de registro, captura y consulta de información sería más fácil y contribuiría en la organización para la toma de decisiones, mientras que el 25 % del personal considera que no. P o r c e nt a j e d e p e r s o na l q ue c o ns i d e r a b e né f i c o a p o y a r s e d e un s i s t e m a i nf o r m á t i c o 100.00 80.00 60.00 40.00 % Personal que considera benéfico un sistema de información 75 20.00 25 0.00 SI NO Gráfica 24 Porcentaje del personal que considera benéfico apoyarse de un sistema informático 13. ¿Cómo le beneficiaría un sistema informático para al registro, captura y consulta de información? a. Tendría un control de la información que manejo b. Podría consultar información histórica c. Podría analizar los datos recabados 80 El 40 % del personal considera que tendría un mejor control de la información que se maneja, mientras que el 45 % podría consultar información estadística y el 15 % considera que podría analizar los datos recabados. P o r c e nt a j e d e c o m o b e ne f i c i a r í a un s i s t e m a i nf o r m á t i c o 100.00 80.00 60.00 40.00 20.00 40 % Como beneficiaría un sistema informático 45 15 0.00 Gráfica 25 Porcentaje de como beneficiaría un sistema informático 14. ¿Cómo le beneficiaría un sistema informático donde pueda generar reportes históricos y gráficos de control? a. Tendría un control de la información que manejo b. Podría consultar información histórica c. Podría analizar los datos recabados d. Facilitaría la toma de decisiones El 45 % del personal considera que tendría un mejor control de la información que se maneja, mientras que el 25 % considera que facilitaría la toma de decisiones, mientras que el 30 % considera que podría consultar información histórica. P o r c e nt a j e d e c o m o b e ne f i c i a r í a un s i s t e m a i nf o r m á t i c o 100.00 80.00 60.00 40.00 20.00 0.00 45 30 25 % Como beneficiaría un sistema informático 0 Gráfica 26 Porcentaje de como beneficiaría un sistema informático con generación de reportes Otro de los elementos que aportan información al presente análisis es la documentación proporcionada por la empresa, la cual consiste en el detalle de cómo se debe llevar a cabo el flujo. 81 Con base en esta información proporcionada se elaboró un cuestionario dedicado al área de producción y del área de sulfatación ya que en éstas es basada la mejora. Para este ejercicio se contó con la participación de 10 personas que actualmente tienen a su cargo estas responsabilidades. A continuación, se presenta el formato del cuestionario aplicado. Cuestionario de evaluación de los procedimientos actuales para el manejo de la información que opera actualmente dentro de la empresa. Instrucciones: Realice una autoevaluación de los procedimientos actuales y con base a su operación y resultados califique cada uno de los siguientes aspectos. Nombre: Fecha: ¿Cómo califica el manejo de la información valida dentro de la organización? 1) Mala 2) Regular 3) Buena 4) Excelente ¿Cómo califica la generación de reportes? 1) Mala 2) Regular 3) Buena 4) Excelente ¿Cómo califica el análisis de indicadores? 1) Mala 2) Buena 3) Regular 4) Excelente ¿Cómo califica la administración de archivos? 1) Mala 2) Buena 3) Regular 4) Excelente ¿Cómo califica el almacenamiento de la información? 1) Mala 2) Buena 3) Regular 4) Excelente ¿Cómo califica la consulta de información histórica? 1) Mala 2) Buena 3) Regular 4) Excelente ¿Cómo califica la elaboración de reportes? 1) Mala 2) Buena 3) Regular 82 4) Excelente ¿Cómo califica la elaboración de reportes históricos? 1) Mala 2) Buena 3) Regular 4) Excelente ¿Cómo califica la seguridad de la información? 1) Mala 2) Buena 3) Regular 4) Excelente Realice una autoevaluación de la forma actual del manejo de la información y con base a la importancia de su operación seleccione que respuesta define mejor sus necesidades: ¿Qué importancia tiene para la organización la captura de Información válida en un sistema informático? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización la generación de los reportes? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización el análisis de indicadores? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización la administración de archivos? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización el almacenamiento único de información? 5) De suma importancia 83 6) De importancia 7) De poca importancia 8) De nula importancia ¿Qué importancia tiene para la organización la consulta de información histórica? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización la elaboración de reportes? 1) De suma importancia 2) e importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización la elaboración de reportes históricos? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización el funcionamiento operacional? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia ¿Qué importancia tiene para la organización la seguridad de la información? 1) De suma importancia 2) De importancia 3) De poca importancia 4) De nula importancia A través de las respuestas obtenidas por el personal de producción y del área de sulfatación se procedió a realizar el siguiente benchmarking que compara el funcionamiento actual con el sistema propuesto. 84 CONPRO3 vs Funcionamiento Actual Valor que Sistema Resultado CONPRO 3 Resultado aporta actual 4 2 8 3 12 2. Generación de reportes 3 3 9 3 9 3. Análisis de indicadores 4 1 4 3 12 5. Administración de archivos 2 1 2 3 6 1 1 1 3 3 3 2 6 3 9 4 2 8 3 12 3 2 6 3 9 4 1 4 3 12 OPERACIONAL 1. Captura de Información válida FUNCIONAL 1. Almacenamiento único de información 2. Consulta de información histórica 3. Elaboración de reportes 4. Elaboración de reportes históricos 6. Proporciona seguridad a la información TOTAL 66 114 La ponderación para el benchmarking presentado es la siguiente: 4: Excelente forma en que lleva a cabo la operación. 3: Buena la forma en que lleva a cabo la operación. 2: Regular la forma en que lleva a cabo la operación. 1: Mala la forma en que lleva a cabo la operación Valor que aporta la operación al proceso: 4: De suma importancia 85 3: De importancia 2: De poca importancia 1: De nula importancia Como se observa de acuerdo a la ponderación que se le ha dado a cada operación es evidente que el sistema propuesto mejoraría significativamente la elaboración del registro, captura, consulta y generación de reportes en las áreas de producción y sulfatado que son fundamentales en la toma de decisiones en la organización. La razón por la cual se le ha dado al sistema propuesto la ponderación con valor de 3 se debe a que en la implementación de todo sistema existen factores que pueden llegar mermar el óptimo funcionamiento para el que fue diseñado, por lo que esta funcionaria medianamente bien dejando de lado su explotación al máximo. En caso de que la alta dirección, los usuarios y todos aquellos involucrados adopten totalmente el sistema, este garantizaría una explotación al máximo de los recursos invertidos en el proyecto. Aplicación de DILO´s (day in life of: Un día en la vida del operador) De acuerdo a los datos presentados anteriormente identificamos que uno de los mayores desperdicios es el transporte y sobre procesamiento de material, asimismo una de las problemáticas es la falta de estandarización de actividades, se decidió aplicar esta herramienta que consiste en el seguimiento de las actividades diarias de diferentes operadores durante su jornada laboral, dado que el personal se conforma de tres turnos integrados por un operador “A” y dos operadores “B” que tienen la función de ayudantes, se realizaron 3 DILO´s a cada operador “A” y 3 a 6 de los operadores “B” con la finalidad de recabar las actividades realizadas por cada uno e identificar aquellas que agregan valor, incidentales y las que no agregan valor al producto en la figura siguiente (Figura 4.6) se muestra el formato aplicado. Figura 4.6 Formato DILO 86 En la figura anterior muestra el formato que se utilizó para en análisis de las actividades que realizan cada uno de los operadores, describiendo el tiempo invertido la actividad realizada, el tipo de actividad y la categoría de esta actividad. En la figura 4.7 se puede observar un ejemplo de este formato completado. Figura 4.7 Formato DILO completado De lo anterior se tomaron tiempos promedios de las actividades de los operadores dando como resultado lo siguiente: (figura 4.8), en las actividades incidentales (aquellas que son necesarias pero no agregan valor al producto) se gasta más del 40% del total del tiempo laboral, el 20% son actividades que no agregan valor y el 40% agregan valor al producto. Figura 4.8 Gráfico de resultados 87 Conclusiones del diagnóstico En el presente diagnóstico de la empresa EGETSA S.A. de C.V. Se identificó lo siguiente: No se tienen estandarizados ni documentados procedimientos de producción. La inducción de cada uno de los operadores se realiza entre ellos por lo que puede omitirse controles de proceso fundamentales. Existen recorridos del personal por el área innecesarios por constantes revisiones de condiciones de planta. Se identificó omisión de información importante durante el cambio de turno, la cual podría ser importante tener en cuenta durante la operación, como equipos fuera de operación o condiciones especiales. El personal no tiene conocimiento de los KPIs implementados para la medición de la calidad de sus productos. El personal desconoce el impacto al cliente por producir un producto fuera de especificación. Las presiones de adición de las materias primas son demasiado altas para los equipos, estas son totalmente reguladas por el personal, sin embargo pocos conocen el impacto de esta acción. Existe falta de colaboración y comunicación entre los departamentos. Debido a que constantemente se tienen que realizar limpiezas a los reactores tubulares por la misma problemática el tiempo de respuesta del departamento de mantenimiento es muy largo. No existen condiciones de operación históricas documentadas a un plazo mayor de 36 horas, lo que afecta directamente la trazabilidad del proceso. De acuerdo a los datos presentados anteriormente podemos concluir que las áreas de oportunidad de la empresa EGETSA S.A. de C.V. se encuentran principalmente en el talento humano, si bien una inversión económica en la maquinaria podría mejorar la productividad primero es necesario realizar cambios que fundamenten una buena operación y conlleven a eliminar los desperdicios y elevar la calidad del producto fabricado. 88 Capítulo V Propuestas de mejora De acuerdo al análisis anterior realizado con las diferentes técnicas en la fase de diagnóstico, en este capítulo, se desarrolla la propuesta de mejora de la situación actual de la empresa respecto al problema identificado que contempla la integración y estudio de cada uno de los resultados obtenidos, tomando en cuenta la factibilidad, viabilidad y sustentabilidad, y con base a esto tomar la propuesta más viable para su desarrollo. La propuesta realizada a la empresa química industrial contempla la optimización de los sub procesos que afectan al proceso de producción, tomando como base los principios de operación y recursos humanos, que son variables para la implementación y desarrollo de la propuesta. 5.1 Objetivo de la propuesta Plantear la implementación de una propuesta sustentada de nuevos controles mediante la metodología de Manufactura esbelta para el manejo de los materiales y los productos, así como para las actividades realizadas por el personal, esto con el fin de disminuir los índices actuales de desperdicios dentro del empresa. Objetivos específicos Determinar las variables que mejoren y promuevan el éxito en el proceso de producción del producto específicamente en el área 𝑆𝑂3 . Desarrollar planes de trabajo que se encaminen al cumplimiento de las metas en cuanto a productividad y calidad en la línea de producción de los productos del área 𝑆𝑂3 . Disminuir la cantidad de producto fuera de especificación después del cambio de alcohol del área 𝑆𝑂3 . Mejorar la trazabilidad de la producción de los productos elaborados en el área 𝑆𝑂3 . Optimizar los tiempos de registro, método de captura y consulta de información de controles de proceso en el área 𝑆𝑂3 . 5.2 Justificación Hoy en día, vivimos un proceso de apertura económica a nivel mundial en el que ya no sólo competimos con empresas en nuestro propio país, sino con compañías extranjeras que han estado trabajando en aumentar la calidad de sus productos durante más tiempo que nosotros ya que los clientes no solo exigen comodidad, seguridad, confianza, comunicación, buen trato, excelente 89 atención, sino que también exigen la más alta calidad en sus productos. Es una decisión estratégica de la organización para realizar eficazmente el desarrollo de sus actividades. Por tanto, el presente trabajo de investigación tiene como base esencial diseñar una propuesta de mejora al aumento de productividad y calidad en productos utilizando las herramientas de Manufactura esbelta y un sistema de información, con la finalidad de evaluar y controlar las actividades que se llevan a cabo, para así promover acciones dentro del proceso de mejora continua en función a los resultados obtenidos. Las razones que originan esta investigación, están referidas al hecho de que hoy en día la sociedad exige a las empresas u organizaciones que sean competitivas, para poder mantenerse en el mercado, diferenciándose de sus competidores y siendo eficaces y eficientes. Por ende, se evidencia la necesidad de identificar las oportunidades de mejoras en la gestión del proceso de producción. Los procesos de evaluación representan un requerimiento importante para la mejora, su relevancia radica en que sirven para sustentar la implantación de acciones, es por ello que de acuerdo al diagnóstico realizado anteriormente identificamos que las áreas de oportunidad están relacionadas directamente con el personal y en el manejo de la información, por esta razón las propuestas de mejora se basan en las herramientas de Manufactura Esbelta y CONPRO3, las cuales permitirán satisfacer la demanda del cliente , el flujo continuo y la nivelación de trabajo, así mismo se concentra en el concepto de valor agregado, a través de los ojos del cliente puede observarse un proceso y separar los procesos que agregan valor a los que no, eliminando los diferentes tipos de desperdicios; y a través de los sistemas informáticos podremos suprimir desperdicios técnicos o procesos obsoletos que puedan llegar a retrasar determinadas actividades. Partiendo de allí, se estarían estableciendo un conjunto de directrices que permitirán orientar el desarrollo de cualquier proceso dirigido a la ejecución de la investigación aprobando expresar en la práctica los elementos teóricos propios de las herramientas de Manufactura Esbelta y la aplicación de los sistemas de información en el desarrollo de este control, mediante el modelo que se tiene propuesto en este trabajo se pretende generar soluciones puntuales a los elementos fundamentales internos de la empresa. El camino a seguir para la implantación de estas propuestas de mejora es el entender las necesidades del cliente de los productos, además de tener en cuenta las características de calidad, tiempos de entrega y precio. Alcance de la propuesta Para el proyecto se define como alcance al proceso de producción de los productos sulfatados en el área de 𝑆𝑂3 , hasta la entrega del mismo al cliente. 90 5.3 Optimización del proceso El tener la mayor certeza posible de cuál es el proceso que está determinando el problema que queremos corregir (y no un proceso anterior, posterior o asociado) identificando los puntos clave para su implementación, analizando y con la creación de las propuestas de mejora optimizaremos el proceso del área de Producción de SO3, para tener un mayor control del mismo y dar el seguimiento correcto. De acuerdo a las investigaciones y análisis realizados en la fase de diagnóstico se identificaron diferentes áreas de oportunidad planteadas a continuación y conforme a la problemática actual de la empresa se elegirá la opción más factible. En la siguiente tabla se detalla cada propuesta con la descripción para su implementación y las ventajas que tiene el implementarlas, así como las desventajas que ocasionaría la puesta en caso de que existan. A continuación se muestra la propuesta número 1 para la resolución de la problemática (Tabla 5.1). Propuestas 1. Descripción Ventajas Implementación de Desarrollo de un 5´s en las áreas ambiente agradable y productivas eficiente en un clima Mayor productividad de seguridad orden y Eliminación de Satisfacción de los Desventajas Ninguna No se ataca a la clientes limpieza que permita Desperdicios el correcto Bajo costo desempeño de las actividades de los trabajadores 2. Implementación de técnica SMED Implementar la Crear la posibilidad reducción dramática en de producir el tiempo de alistamiento mediante lotes más y cambio de referencia pequeños sin afectar de una máquina. el costo. causa raíz Reducir la cantidad e inventario Mejorar la calidad del producto Reducir desperdicios (tiempo, 91 movimientos y material) Incrementar flexibilidad la de la planta Mejorar en el tiempo de entrega del producto 3. Estandarización de los Estandarizar Mejora la actividades procesos principales de competitividad al operacionales la empresa, logrando un mejorar la imagen comportamiento estable de calidad. que genere productos y Evitar falta de servicios insumos o insumos con homogénea calidad y bajos Ninguna Ninguna fuera de costos especificación. Evitar sobrecostos por reproceso o compras innecesarias. Evitar la falta de información, registros y trazabilidad. Evitar la insatisfacción del cliente y pérdida de mercado. Mejora la eficiencia y la productividad (se optimiza el uso de los recursos) Cambiar y modificar los Se modificación de los equipos mejora en la calidad equipos instrumentación 4. Cambio y/o e y la del para asegura una trabajo instrumentación correspondientes del área de 𝑺𝑶𝟑 automatizar los controles desarrollo operacionales proceso, operador dependerá del y en el del esta de la 92 eficiencia del sistema implementado. Se obtiene una reducción de costos, puesto que se racionaliza el trabajo, se reduce el tiempo y dinero dedicado al mantenimiento. Existe una reducción en los tiempos de procesamiento de información. Flexibilidad para adaptarse a nuevos productos disminución y de contaminación la y daño ambiental. Racionalización y uso eficiente de la energía y la materia prima. Tabla 5.1 Tabla de propuesta opción 1 En la siguiente tabla se muestran las propuestas de la opción 2 (Tabla 5.2) Propuestas 1. Descripción Ventajas Implementación de Desarrollo de un 5´s en las áreas ambiente agradable y productivas eficiente en un clima Mayor productividad de seguridad orden y Eliminación de Ninguna Ninguna clientes limpieza que permita el correcto Satisfacción de los Desventajas Desperdicios Bajo costo Mejora la desempeño de las actividades de los trabajadores 2. Estandarización de Estandarizar los actividades procesos principales de competitividad al operacionales la empresa, logrando mejorar la imagen de un comportamiento calidad. 93 estable que genere Evitar falta de insumos productos y servicios o insumos fuera de con calidad homogénea especificación. y bajos costos Evitar sobrecostos por reproceso o compras innecesarias. Evitar la falta de información, registros y trazabilidad. Evitar la insatisfacción del cliente y pérdida de mercado. Mejora la eficiencia y la productividad (se optimiza el uso de los recursos) 3. Implementación de Implementar métodos controles visuales de control visual para importante de manera (visual aumentar la eficiencia y que no pueda ser Management). la eficacia al hacer los ignorada. pasos del proceso más Resalta la información exponer, prevenir y controlar las variables eliminar los necesarias para la toma desperdicios. Ninguna Ninguna Alerta y ayudar a visibles, y poder de acciones Evita la sobrecarga de información para que los empleados puedan ver sus resultados. Reduce significativamente el tiempo necesario para entender la información. 4. Implementación Implementar una del herramienta que de sistema informático manera rápida y CONPRO3 sencilla permita al usuario y a las áreas relacionadas el registro, Consistencia en la información. Optimización de los recursos. Generación ágil de información. 94 captura y consulta de información. Generar reportes y gráficos de costos de operación. control facilitando la toma de decisiones en Disminución de los Seguridad en la información. el momento adecuado. Fácil explotación de la información. Centralización de la información. Toma de decisiones oportuna. Tabla 5.2 Tabla de propuesta opción 2 De acuerdo a lo anterior y tomando en cuenta que la causa raíz de la problemática son las altas diversificaciones de las variables de proceso, específicamente las diferencias de presión en la adición de las materias primas, además de la falta de comunicación interdepartamental y la pobre trazabilidad del producto, así mismo considerando la situación económica actual de la empresa se concluye que la opción 2 es la más factible y adecuada para el objetivo de este proyecto. A continuación desarrollaremos las propuestas Implementación de 5´s en el área de 𝑺𝑶𝟑 Como primera propuesta se decidió la implementación de la metodología de las 5’s ya que el principal objeto de esta es crear y mantener un ambiente de trabajo ordenado, limpio, seguro y agradable que facilite el trabajo diario y ayude a brindar productos de calidad. Beneficios • La implantación de las 5S se basa en el trabajo en equipo. • Los trabajadores se comprometen. • Se valoran sus aportaciones y conocimiento. • La mejora continua se hace una tarea de todos. • Menos productos defectuosos. • Menor nivel de existencias o inventarios. • Menos accidentes. • Menos movimientos y traslados inútiles. • Menor tiempo para el cambio de herramientas. • Más espacio. • Mejor imagen ante los clientes. • Mayor conocimiento del puesto. 95 Diagrama de flujo del proceso de implementación de las 5s Para la Resolución de la problemática de la empresa la secuencia de actividades se presenta en la Figura 5.3. Compromiso de la dirección Elección del área de inicio de implementación de 5'S (Área de 𝑆𝑂3 )⬚ Implementación de las 5'S Mejora continua Figura 5.3 Diagrama de flujo para la implementación de las 5’s. Paso 1. Compromiso de la Dirección Objetivo: Concientizar a la Dirección de la importancia de implementar 5S como una de las técnicas básicas de Manufactura Esbelta para eliminar desperdicios Para crear las condiciones que promueven o favorecen la implantación de las 5S, la dirección tiene las siguientes responsabilidades: • Educar al personal sobre los principios y técnicas de las 5´s y mantenimiento autónomo • Conformar un equipo promotor o líder para la Implementación en toda la entidad • Suministrar los recursos para la implementación de las 5´s • Motivar y Participar directamente en la promoción de sus actividades • Evaluar el progreso y evolución de la implementación en el área de 𝑆𝑂3 • Demostrar el compromiso de los trabajadores y el de la empresa para la implementación de las 5S. Paso 2. Elección del área de inicio de la implementación de 5S Objetivo: Definir el área de la empresa donde se iniciarán las actividades de implementación de 5S que en este caso es el área de 𝑆𝑂3 96 Determine la situación actual del área Defina los alcances del programa de 5S en las siguientes categorías: a) Seguridad b) Calidad del Producto Final c) Mantenimiento de Equipos d) Eficiencia en el Trabajo e) Información para discutir y compartir Utilizar formularios para determinar qué se debe y que puede ser analizado. Dichos formularios deben contener la siguiente información: a) Condiciones actuales del lugar b) Condiciones proyectadas al terminar la aplicación del programa Diagnóstico del Área de 𝑆𝑂3 Consiste en identificar a los usuarios y responsables del área, los objetivos generales y las funciones desempeñadas del área; para poder planear la evaluación respectiva. Para ello es necesario llevar a cabo las siguientes actividades: • Registrar el nombre del área • Definir los límites del área y marcarlos con una cinta sobre el suelo • Identificar y registrar los objetivos generales del área • Identificar y registrar las funciones del área • Identificar a los usuarios y a quienes dependan del área • Planear la evaluación del área por medio de un listado. Figura 5.4 Ejemplo de tabla a usar para la evaluación del área. Implementación de las 5’s A continuación se presentan cada una de las 5’s y su metodología de implementación. La propuesta que enseguida se presenta es dirigida al área de 𝑆𝑂3 , posteriormente se implementara en las demás áreas de la empresa conforme se tengan avances satisfactorios. 97 1.- Seiri – Seleccionar. Selecciona y elimina del área de trabajo todos los elementos innecesarios para realizar la labor, para esto el encargado del área de mantenimiento de dados inspeccionara su área de trabajo y mediante un cheklist indicara los elementos que son de vital importancia para la realización de sus actividades y cuales no lo son e incluso causan problemas para realizar su trabajo. 2.- Seiton – Organizar. Ya identificados los elementos necesarios se procederá a reacomodarlos en un área específica según sus características y usos para esto se debe de: • Disponer de un sitio adecuado para cada elemento utilizado en el trabajo de rutina esto con el fin facilitar su acceso y retorno al lugar. • Facilitar el acceso a los lugares en donde se tiene los elementos que se requieren para el trabajo • Mejorar la información en el sitio de trabajo para evitar errores y acciones de riesgo potencial. • Colocar o distribuir las cosas en el lugar que les corresponde. • Mantener esa ubicación con adecuada disposición de las cosas para que estén listas en el momento que se soliciten. Después de esto se convoca una junta en donde se plantearán y discutirán las nuevas formas en las que se reorganizaran los materiales y herramientas para que el trabajador este bien informado de esto se llevará una inspección cada semana y se verifican los resultados si se cumplen con lo establecido o no. 3.- Seiso – Limpieza. En una organización es importante mantener un ambiente de trabajo agradable y saludable para el buen desempeño de los trabajadores para esto el lugar debe de contar con orden y limpieza. Un sitio sucio y desordenado es un lugar inseguro que puede provocar un accidente y llegar a afectar la calidad del producto. Se nombra a un supervisor de limpieza el cual verificara todos los días si mediante una lista si la persona encarga de la limpieza del área cumplió y diariamente evaluara si el lugar cumple con lo establecido en cuanto orden y limpieza. El mantener limpio el sitio de trabajo atrae a la empresa múltiples beneficios que se verán reflejados a corto plazo como lo son: • Alargamiento de la vida útil de los equipos e instalaciones. • Crea un mejor ambiente de trabajo. • Mejora la percepción del cliente. • Menos accidentes. • Reduce posibles defectos por contaminación. • Ayuda al proceso de estandarización. 98 4.- Seiketsu – Estandarizar. En cuanto se implementa y se capacita a los trabajadores el siguiente paso es el uso de procedimientos estándares y listas de verificación para mantener un área ordenada, limpia, segura y eficiente en adelante y generar una armonía en el campo laboral de manera permanente. • Asegura que no se deteriore el programa. • Hace de las 3´s anteriores un hábito. • Inicia la resolución de problemas/actividades de mejora. • Promueve disciplina, mantiene el proceso. De esta manera se mantendrán los logros alcanzados con la aplicación de las primeras tres “S”, se elaborará un manual de la aplicación de las 5’s en el que se plasmaran primeramente evidencias con el fin de llevar acabo un comparativo y la descripción de cada área, así como la de su mobiliario y equipo para tener un mayor control y también se identificará cada documento y articulo que se tenga. Se colocará en cada área la información detallada de cómo mantener limpio y ordenado el espacio de trabajo. 5.- Shitsuke – Disciplina. Implementar sistemas para monitorear/evaluar las 5´s y asegurar que es mantenido correctamente. La difusión será mediante carteles, trípticos y folletos durante todo el desarrollo e implementación. Mejora Continua Posteriormente se hará una evaluación de las 5’s aplicadas a el área de mantenimiento de dados. Para la Evaluación se debe definir Quién la hace y Cuándo se hace • Dibujar un mapa del área • Dibujar un diagrama señalización • Completar la lista de diagnóstico • Crear un tablero de exhibición Diseñar el Mapa y el Diagrama de Señalización Consiste en mostrar la posición real de todos los elementos, grupos de artículos y estaciones de trabajo en el área objetivo; así como también indicar los movimientos de las personas, materiales y productos. A continuación se detallan las actividades a desarrollar: a) Dibujar el Mapa del Área • Dibujar un mapa del área, para indicar la posición actual de todos los elementos, grupos de artículos y estaciones de trabajo en el área 99 • Demarcar la forma del área 𝑆𝑂3 . Incluir cualquier puerta o pasillo e indicar la clase de movimiento realizado por las puertas • Primero dibujar las piezas más grandes de equipo y etiquetarlos; y luego dibujar las piezas más pequeñas • Dibujar todos los elementos o grupos de artículos, incluyendo aquellos que estén fuera de lugar o no se requieran en el área b) Elaborar el Diagrama de Recorrido • Dibujar el diagrama de recorrido sobre el mapa del área • Dibujar líneas y flechas que muestren la dirección del movimiento de las personas, materiales o cualquier otro artículo que habitualmente opere en el área objetivo; utilizando diferentes códigos de colores para cada función • Etiquete el movimiento de cada función A continuación se presenta una guía para la Evaluación del área de trabajo que se ha seleccionado. Ésta consiste en calificar una serie de problemas, de acuerdo al detalle que se haya elaborado por cada una de las categorías de las 5S, con base en una escala entre 0 y 10. Una vez se tenga calificado cada una de las categorías a evaluar se procede a calcular el promedio. En la medida de que el promedio esté por debajo del 80%, se deberán adoptar medidas inmediatas para iniciar con la aplicación de 5S. En este caso todas las preguntas tienen un mismo valor, pero podrían ser objeto de ponderación a los efectos de determinar claramente el valor relativo de cada una para el logro de los objetivos. Diagnóstico para la evaluación del área de trabajo Se aplicará un pequeño cuestionario a los 10 trabajadores del área esto con el fin de saber sus impresiones acerca de cómo se encuentra su lugar de trabajo (Tabla de puntaje para la evaluación del cuestionario). Cuestionario de Diagnóstico para la evaluación de las 5’s (Tabla 5.5 y Tabla 5.6) 100 Tabla 5.5. Cuestionario de Diagnóstico para la evaluación de las primeras 3’s 101 Tabla 5.6. Cuestionario de Diagnóstico para la evaluación de la estandarización 5’s Para cumplir de una mejor manera con las 5’s se creó un plan en las ultimas 2’s (seiketsu – estandarizar y shitsuke – disciplina) respectivamente. Este plan es una guía de cómo se debe implantar de una amaneras más eficaz cada uno de los elementos de las 5’s de la calidad, también se especifica el tiempo de ejecución de este plan para crear un hábito de orden y organización en los trabajadores volviéndolas parte de sus actividades regulares de trabajo. 1. Actividades previas a la implantación 102 • Preparación del entorno • Definir actividades • Buscar un cambio cultural • Utilizar el sentido común al implantarla • Buscar participación de los afectados • Evidencia de las áreas • llevar a cabo la limpieza mayor de las áreas 2. Implantación • Identificar la situación actual • Seleccionar los puntos específicos • Asignar la responsabilidad • Documentar y exhibir apropiadamente • Establecer actividades de mejora • Evaluar periódicamente el avance • Retroalimentar el proceso y reconocimiento • Llevar a cabo un proyecto piloto 3. Difusión La difusión se hará de forma permanente durante todo el desarrollo de la implementación y mantenimiento de las 5’s la cual será a criterio de cada instructor. La difusión se puede dar a través de: • Carteles • Trípticos • Folletos etc. 4. Auditorías internas El propósito de las auditorías internas es el reunir evidencia objetiva que permita arribar a un conocimiento y una decisión veraz acerca del continuo estado del sistema de las 5’s. 5. Acciones correctivas • Identificación de no conformidades • Determinar las causas • Implementar solución • Evaluar efectividad • Reeditar para verificar • Evidencia (registros) 103 6. Retroalimentación • Verificar indicadores • Desempeño de cada área • Fallas internas • Fallas externas • Tendencias • Satisfacción del cliente A continuación se presenta el cronograma de actividades para la implementación de las 5’s y se especifican los elementos y su tiempo de aplicación. Tabla 5.7. Cronograma de actividades Tabla 5.7. Cronograma de actividades 104 Estandarización de las actividades operacionales Otra de las propuestas importantes para la resolución de la problemática es la estandarización de las actividades operacionales, de acuerdo al diagnóstico de la empresa realizado anteriormente se pudo concluir que al no tener parámetros de operación establecidos algunas de las maniobras de los equipos pueden ser erróneas y dañar a los mismos, tal cual es el caso en la adición del alcohol graso al proceso, por ello se realiza el siguiente procedimiento para la operación de los reactores tubulares donde se busca minimizar el impacto de estas actividades dañinas al proceso, mismo que deberá de darse a conocer a los operarios y capacitar en el mismo. 1.- Objetivo: Realizar el cambio de alimentación de alcohol graso en los reactores tubulares del área de SO3 de forma segura para el operario y el equipo, evitando los cambios bruscos de presión que puedan dañar al reactor tubular. 2.- Alcance: Aplica al personal de producción del área de SO3 que efectúa las actividades descritas en el objetivo. Este Instructivo contempla el cumplimiento con las buenas prácticas de manufactura. 3.- Desarrollo: Dada la importancia de la calidad del producto y el tiempo de vida de los reactores tubulares, se describe en este procedimiento las actividades a realizar durante un cambio de alcohol graso, con el fin de evitar cualquier daño ocasionado por los cambios súbitos de presión que se llegan a obtener durante éste, dentro de los cuales se encuentra la carbonización del reactor. 3.1.- Definiciones: MANIFOLD. Un bloque que posee integrado un circuito hidráulico, con sus correspondientes válvulas, ya sea adosadas o insertadas, y que responde a una o varias funciones específicas. 3.2. Responsabilidades: Es responsabilidad del operador de SO3 el cumplimiento de los lineamientos establecidos en este instructivo. 105 106 De igual manera durante el diagnóstico se detectó el desperdicio de movimiento de los operadores revisando cada una de las condiciones de operación de la planta teniendo cada operador su propio criterio de revisión y grado de importancia, es por ello que se desarrollaron las siguientes listas de verificación tanto de ronda de planta como de arranque de planta para eliminar este desperdicio, los cuales se deberán realizar de acuerdo a la frecuencia establecida por el coordinador de proceso, en 107 el caso del “Checklist ronda a la planta por turno” deberá realizarse en cada cambio de turno y el de “Checklist pre-arranque/paro de planta” cada que sea aplicable, así mismo se tendrá que realizar una difusión y capacitación de los mismos. 108 109 110 Gestión con controles visuales Una de las áreas de oportunidad detectadas es la falta de comunicación entre los operadores, esta es muy importante ya que las decisiones tomadas durante la operación determinan la calidad y productividad en el proceso y si la información de esta es pérdida durante el cambio de turno puede llevar a poner en peligro la integridad del producto y de los operadores, por ello se considera de suma importancia tener un tablero de visión en cual puedan actualizar e informar de manera rápida aquellas variables de proceso que son de mayor importancia. Para la implementación se requiere del consenso de los controles que se requieren así como la definición de los roles y capacitación de los mismos para la actualización de este, en la figura 5.8 se muestra la propuesta para este tablero. 111 Figura 5.8 Propuesta de Gestión visual En el Control visual que se muestra en la figura se divide en cuatro grandes rubros en el extremo superior izquierdo están situados la quema de azufre promedio del área diaria y el cumplimiento del plan de producción este rubro se actualizara diariamente en al final del tercer turno, en la parte superior derecha se encontraran plasmadas los indicadores de calidad (Productos bien a la primera, Número de lotes desviados, productos en proceso de recuperación) que serán actualizados semanalmente esto con la finalidad de conocer el impacto de las acciones realizadas en la operación; en la parte inferior izquierda se enlistan aquellos equipos que están fuera de operación, en reparación y habilitados nuevamente, indicados con color rojo, amarillo y verde respectivamente, esto ayudará a hacer visible el estatus del equipo y poder operar de manera segura; y finalmente un espacio para avisos para anotar cualquier comentario o indicación de acciones especiales o especificas requeridas. Sistema CONPRO3 Para mejorar la trazabilidad del producto así como la rastreabilidad de los controles de proceso se realiza la propuesta de un sistema informático en el área de producción y área de sulfatación para el 112 registro, captura y consulta de información. Contribuyendo con la organización para facilitar el análisis y generación de información que aporte valor y de sustento a la toma de decisiones, comprendiendo, aplicando y sintetizando los datos recabados en reportes, gráficos y estadísticas que emitan una perspectiva de los indicadores de proceso y de esta forma implementar actividades de mejora. Para facilitar la toma de decisiones en el momento adecuado, se desarrolla lo siguiente: Panel de contenido. Es el panel principal y se encuentra divido por secciones con las diferentes opciones que maneja el sistema CONPRO3. Dentro de estás, se pueden realizar las configuraciones, consultas, capturas, generación de los reportes, etcétera. Éste panel es autoajustable, es decir, sus diferentes secciones son dinámicas (Ver Imagen 1 y 2 “Panel de contenido” en el anexo). En cada una de las formas del sistema, se tendrán iconos los cuales describen su función: Dar de alta un registro nuevo Guardar el registro o modificación Eliminar un registro o registros Imprimir Vista en pantalla tipo informe Exportar a Excel los registros seleccionados Realizar filtros de la información sobre la visión general de cada forma Moverse de un registro a otro sobre la visión general Información de la empresa. Se configura el nombre, dirección, teléfono, fax, etc. Dicha información servirá para reflejarse en ciertos reportes y estos puedan ser configurables (Ver Imagen 3. “Información de la empresa” en el anexo). Empleados. Se darán de alta los empleados que podrán usar el sistema CONPRO3 capturando su Número de empleado, nombre, nombre de búsqueda y un perfil (Ver Imagen 4 “Empleados” en el anexo) Perfil de usuario. En éste catálogo, se darán de alta los tipos de perfiles, mismos que forman parte de la configuración de los empleados (Ver Imagen 5 “Perfil del usuario” en el anexo) 113 Artículos. En éste catálogo se darán de alta los artículos que maneja la organización (Ver Imagen 6 “Artículos” en el anexo) Conjunto de artículos. En éste catálogo se agregarán los diferentes conjuntos de artículos que se manejan, mismos que servirán para la configuración del catálogo de artículos (Ver Imagen 7 “Conjunto de artículos” en el anexo) Unidad de medida del artículo. En éste catálogo se darán de alta las unidades de medida que se manejan para los diferentes artículos utilizados dentro de la organización. Ésta unidad de medida se podrá agregar dentro del catálogo de artículos (Ver Imagen 8 “Unidades” en el anexo ). Detalles de la orden de producción. Se captura el control de procesos SO3, con el cual se tendrá el seguimiento a los procesos para poder generar los reportes, consultas que beneficiarán a un mejor manejo de la información, así como a la toma de decisiones dentro de la organización (Ver la Imagen 9 “Captura de órdenes de producción”, en el anexo) Dentro de esta forma, al darle clic en el icono de nuevo registro, se abrirá una ventana emergente en la cual se solicitará al usuario ingrese los datos mínimos para dar de alta el nuevo registro y a su vez darle un seguimiento. A cada nuevo registro, se le asignará un número consecutivo único para diferenciar entre una orden y otra (Ver Imagen 10 “Crear orden de producción” en el anexo). Cuando se finalice la captura de información, se dará clic en el botón aceptar, en ese momento se creará el registro en la pantalla principal (Ver Imagen11 “Crear orden de producción” en el anexo), se inserta un nuevo registro con los datos capturados (Ver Imagen 12 “Órdenes de producción” en el anexo). Alguna de las funcionalidades de cada pantalla que ayudan al usuario a realizar consultas fáciles y rápidas para el manejo de la información, es realizar la importación de forma fácil y rápida de las transacciones a un archivo de Excel para usarla a sus intereses (Ver Imagen 13 “Importación a Excel” en el anexo). Otra funcionalidad para el usuario sobre cada pantalla, es generar un reporte automático con solo un clic. Este reporte es adicional a los creados y generados de forma muy específica (Ver Imagen 14 “Informe automático” en el anexo). Sobre cada pantalla, se le permite al usuario poder realizar de forma rápida y fácil filtros de información sobre la vista general de las transacciones y con esto, buscar una transacción en específico o un conjunto de transacciones para su consulta. Al darle clic en el ícono de filtro sobre la vista se mostrará una nueva fila en la cual, se podrá filtrar por cualquier columna o una serie de columnas con un valor específico y/o un valor aproximado, al presionar la tecla enter, la vista general se filtrará dejando solo aquellas transacciones que cumplan con los filtros creados (Ver Imagen 15 “Órdenes de producción” en el anexo). Se coloca sobre la columna de producción el valor que se 114 desea filtrar (Ver Imagen 16 “Órdenes de producción”, en el anexo), al presionar la tecla enter, se realizará el filtro de las transacciones (Ver Imagen 17 “Órdenes de producción” en el anexo). Lo anterior, se puede realizar sobre cualquier columna en específico o un conjunto de columnas y sobre cualquier número de transacciones (Ver Imagen 18 “Órdenes de producción” en el anexo). Se han creado una serie de reportes específicos para arrojar la información de importancia para la empresa y las áreas relacionadas. Estos reportes pueden ser generados de una forma amigable, rápida y fácil para el usuario solicitando algunos parámetros para generarlos, como también, se ha agregado la funcionalidad de que los reportes puedan ser configurables, es decir, permitirle al usuario poder agregar los filtros que crea necesarios y sean mostrados sobre el reporte final. Al dar clic sobre cada reporte de la sección de reportes se abrirá una pantalla muy similar, algunas con más parámetros configurables y con la opción de imprimir solo en pantalla o enviarlo directamente a la impresora conectada (si se cuenta con una). A continuación, se muestran algunos de los reportes creados, (Ver imagen 19 “Operaciones”, imagen 20 “Informe producción”, imagen 21 “Diario” en el anexo). Dentro de cada reporte el usuario podrá crear sus propios filtros agregando los campos que él considere necesarios de igual manera como se hace en las pantallas de captura, se pueden agregar filtros para mostrar transacciones específica, al dar clic al botón Seleccionar, se abrirá una ventana donde el usuario podrá agregar una serie de campos para poder filtrar la información que se mostrará en el reporte (Ver Imagen 21.1 “Operaciones-informe” en el anexo). En esta vista se muestra la tabla origen de la información, el campo de dicha tabla y el criterio con el que el usuario podrá filtrar la información (Ver Imagen 22 “Estimaciones y gestión de costos”, imagen 23 “Estimación y gestión de costos” en el anexo), al dar clic en el botón aceptar, se mostrará el informe seleccionado (Ver Imagen 23.1 “Informe-Estimación de costos”, en el anexo). Como ya se ha mencionado, el formato del informe fue realizado conforme a las necesidades del área (Ver Imagen 24 “Materias primas en proceso”, imagen 25 “Informe-Materias primas en proceso”, imagen 26 “Informe-Retraso”, Imagen 27 “Informe-Costos indirectos en curso”, en el anexo). También se pueden generar otro tipo de reportes en donde se muestran gráficamente los datos recabados y de igual forma que en los reportes anteriores, la información arrojada puede ser filtrada y configurada por el usuario con base en sus necesidades (Ver gráfica 1 “Corriente”, gráfica 2 “Presión”, gráfica 3 “Reactor tubular”, gráfica 4 “Cama catalítica” en el anexo) Con base en la información recabada dentro de la organización EGETSA S.A. de C.V., cuyo propósito fue el de innovar y mejorar su proceso de registro, captura y generación de reportes para garantizar un mejor manejo de la información dentro de la organización. En primer lugar, podemos concluir que la mínima información dentro de cualquier organización que hoy día aspire a un óptimo 115 rendimiento debe de ser correctamente administrada mediante las herramientas adecuadas de lo contrario, dicha información pueda que contenga varios problemas. A través del estudio de la problemática que presentaba la empresa, la clara especificación de los requerimientos, junto con el trabajo directo con el personal que labora ahí, se ha podido realizar un sistema computacional capaz de satisfacer la demanda de mejoras a sus reportes e indicadores, se puede mencionar que se está utilizando tecnología actualizada en cuanto al desarrollo del sistema y esto lleva a mejorar los diferentes sistemas, para el diseño de este se combinan diferentes tecnologías .net para el desarrollo de la interface, el control del sistema, realizar las consultas y la generación de los reportes. Se ha desarrollado una herramienta que implicó la integración de diferentes tecnologías computacionales .net siempre respetando las reglas de negocio necesarias, las tecnologías que se utilizaron son accesibles y pertenecen a los comúnmente conocidos como freeware, aplicaciones que se encuentran disponibles gratuitamente para quien sea que se encuentre interesado en utilizarlas para el desarrollo tecnológico, el hecho de que estas herramientas se puedan aplicar sin necesidad de hacer inversiones monetarias grandes, permite contemplar expansiones. La utilización éstas tecnologías computacionales para la presentación de información en la pantalla del usuario, permitió el desarrollo de un sistema computacional amigable con el usuario, lo cual satisface la característica de cualquier software apegado a los estándares necesarios. Finalmente puede decirse que, a pesar de varias restricciones técnicas, pero sobretodo humanas, el proyecto de un Sistema de información de registro, captura y consulta de datos (CONPRO3) contempla expansiones futuras que le permitirán abarcar problemas similares, por lo que las posibilidades de aplicar el sistema, y los beneficios a futuro se ven muy alentadores. 5.4 Resultados esperados Con base a las propuestas expuestas anteriormente se esperan obtener los siguientes resultados: Implementación de las 5’s La implementación de la metodología de las 5’s tiene el principal objeto de crear y mantener un ambiente de trabajo ordenado, limpio, seguro y agradable que facilite el trabajo diario y ayude a brindar productos de calidad, de esta manera se espera disminuir en al menos un 30% los casi accidentes que ocurren en la planta y en un 90% los incidentes que han provocado la carga de materia prima errónea al proceso. 116 Estandarización de las actividades operacionales Con la estandarización de las actividades operacionales se espera además de tener lineamientos que permitan una mejor operación, y transmisión de conocimientos para lograr tener las mejores prácticas de manufactura, disminuir en por lo menos un 80% de los productos fuera de especificación obtenidos en el cambio de alcohol en 𝑆𝑂3 en las especificaciones de dioxano , así mismo prolongar la vida de los rectores tubulares un 20% evitando el daño ocasionado por las presiones y condiciones no detectas a tiempo, de igual manera se disminuirá el tiempo perdido por limpiezas no planeadas y mantenimiento correctivo de los reactores tubulares de 122 horas mensuales a 5 horas mensuales. Gestión con controles visuales La implementación de la gestión con controles visuales permitirá una oportuna toma de decisiones al conocer los parámetros e indicadores de mayor importancia para la calidad del producto Sistema CONPRO3 En la aplicación del sistema CONPRO3 se confía que gracias a ello se podrá crear una base histórica amigable y confiable que permita analizar y controlar las variables de proceso durante la producción, de igual manera eliminar aquellos errores de captura de datos y tiempos perdidos en la corrección de los mismos, además de proporcionar gráficos de control que permitan a los ingenieros de procesos indagar el comportamiento del producto e identificar las áreas de oportunidad del proceso; reduciendo así de 45 min a solo 15 min en el tiempo de registro de variables de proceso por turno. 117 Conclusiones Todos los procesos en las empresas, por excelentes que parezcan, son susceptibles de ser mejorados, deben hacer siempre un seguimiento continuo a sus procesos, siendo críticos y analizando cada paso, con el fin de encontrar mejores soluciones a toda oportunidad de mejora que se vea, siempre teniendo en mente su futuro. Tal y como se observó en el presente trabajo los procesos productivos de la empresa EGETSA S.A DE C.V., permiten y requieren la aplicación permanente de procesos y técnicas de mejoramiento, que les permitan ajustar su funcionamiento a los objetivos. Aunque lo ideal para el flujo de los procesos, es la linealidad total, las soluciones para la distribución del proceso de producción en las plantas, deben acomodarse a las restricciones y situaciones reales de las empresas, tratando de buscar la mejor distribución que permita un adecuado flujo del proceso con la menor cantidad de costos ocultos posibles. En la fase de diagnóstico realizada durante la investigación se determinaron, a través de observación directa al proceso y las entrevistas estructuradas, las principales causas que afectan a la producción y el rendimiento. Mediante el estudio de tiempo se determinaron los valores de tiempo estándar de la operación de la línea de producción del área 𝑆𝑂3 , Mantenimiento y Calidad permitiendo evidenciar: realización de operaciones lentas, cambios súbitos en las variables de control de proceso (los niveles de presión, disminución de velocidades, y flujos) y fallas en algunos equipos, tiempo de ocio, entre otras que afectan el rendimiento de los trabajadores. Detectándose 2 áreas críticas que deben ser mejoradas, como son: manejo de información y control de variables de proceso. La falta de un sistema de manejo de información en el proceso productivo y la falta de conocimientos de los operadores sobre la metodología, constituye debilidades muy importantes, debido a que no se realiza medición ni seguimiento al proceso. Por lo que se propone la implementación de un sistema de información CONPRO3, el diseño de dicho sistema permitirá medir el desempeño del proceso de elaboración en el área 𝑆𝑂3 , los cuales reflejarán su comportamiento de forma cuantitativa y suministrará información para la toma de decisiones estratégicas. Con la aplicación del mismo se pretende mejorar la eficiencia del trabajo y proporcionar en los empleados la oportunidad de adquirir mayores conocimientos y habilidades que aumenten sus competencias, para desempeñarse con éxito en su puesto de trabajo. Así mismo, al analizar las causas de los problemas en la línea de producción, se encontró entre las más frecuentes la deficiente comunicación entre los operadores así como con las demás áreas, aumentando el riesgo de daño a los equipos y poniendo en peligro la integridad de las personas. 118 De igual manera con la estandarización de los procesos y procedimientos de producción, se logra no solo el control de las variables de proceso además se consigue una calidad más uniforme en el proceso y por ende la reducción de re procesos, así como el aprovechamiento del talento operativo. Los beneficios que trae el mejoramiento de los procesos en las empresas, no se ven sola ni necesariamente reflejados cuantitativamente, sino que en algunos casos con mayor fuerza se resaltan los beneficios cualitativos, que son de gran importancia, pues con la reducción de costos no necesariamente hay mejora en los procesos, y el hecho de que al existir mejora en los procesos se aumentasen los costos no implica que después no se van a recibir mayores beneficios. Las mejoras previstas sobre los métodos de trabajo que tuvieron en cuenta la línea más larga del proceso de producción, mejoran el desempeño de todas las demás líneas; tanto las que son subconjuntos de ésta, como aquellas que incluyen operaciones que no están comprendidas dentro de la línea más larga. Dando como conclusiones cualitativas y cuantitativas las siguientes: Cualitativas o La implementación de 5´s es la principal herramienta que da pie a la implementación de otras herramientas de mejora es el primer paso para tener una visión amplia de la situación de la empresa. o Durante un proceso de auditorías la primera impresión es el 50% de la calificación final por lo que un proceso ordenado y documentado favorece una certificación satisfactoria. o Mediante la gestión con controles visuales el personal se siente sumamente comprometido con los indicadores y puede tomar decisiones acertadas en el momento oportuno. o La estandarización de actividades permite poder compartir el conocimiento y de la misma manera identificar y proponer mejores prácticas durante su ejecución. o El establecer sistemas de registro que nos proporcionen una visión histórica del comportamiento de las variables de proceso, permitirá tener un pronóstico de la calidad del producto esperado y por lo tanto disminuir la variabilidad. Cuantitativas: o Se disminuirá en al menos un 30% los casi accidentes que ocurren en la planta y en un 90% los incidentes que han provocado la carga de materia prima errónea al proceso. o Con la estandarización de las actividades operacionales se disminuirá en por lo menos un 80% de los productos fuera de especificación obtenidos en el cambio de alcohol en 𝑆𝑂3 en las especificaciones de dioxano. o Al eliminar la causa raíz de la quema de los rectores tubulares se prolongará la vida de los rectores tubulares un 20%, el equivalente a 3 años, evitando el daño ocasionado por las presiones y condiciones no detectas a tiempo. 119 o Se disminuirá el tiempo perdido por limpiezas no planeadas y mantenimiento correctivo de los reactores tubulares de 122 horas mensuales a 5 horas mensuales. o El tiempo perdido en el registro de variables de proceso disminuirá de 45 minutos a 15 minutos por turno. Dado lo expuesto anteriormente podemos consumar que la hipótesis planteada anteriormente fue correcta, en donde se exponía que mediante el uso de herramientas de Manufactura esbelta como: 5´S, entrevistas y DILO’S (un día en la vida de); así como la implementación de un Sistema Informático, puede reducirse la cantidad de material fuera de especificación y reducir los costos excesivos de reproceso. Adicionalmente como recomendación para la reproducción de este experimento o alguno afín se exhorta a realizar entrevistas tanto al supervisor del área como al ejecutante, para tener una percepción clara tanto de la problemática como de la posible causa raíz. 120 Bibliografía Bernal C. (2015). Metodología de la Investigación: para Administración, Economía, Humanidades. México: 2ª Edición. Editorial Pearson. Bernal J. (2013). PDCA Home: Gestión de procesos: Cómo definir indicadores (KPI) y cuadros de mando. México: Editorial Trillas. Cázares L. (2013).Técnicas actuales de investigación documental. México: 1ª Edición. Editorial Trillas. Cobb S. (2014). Manual de seguridad para PC y Redes locales. México: Ed. McGraw-Hill. Coffin S. (2013). Unix. Manual de referencia. México: Ed. McGraw-Hill. Cohen Asin. (2013). Sistemas De Información Para Los Negocios. México: 3ª Edición. Editorial Mc. Graw Hill. Craig D. (2014). Máquinas Virtuales. London Inglaterra.:1ª Edición. Editorial Springer-Verlag. Depak A. (2013). Core J2EE Patterns. USA,San Antonio Road, Palo Alto California: 3ª Edición. Editorial Prentice Hall. Eyssautier M. (2014) . Metodología de la Investigación: Desarrollo de la inteligencia. México: 5ª Edición. Editorial Thomson. Gibson L. y Ivancevich J. (2013) Las Organizaciones. Barcelona (España): 8ª Edición. McGraw Hill. Gómez G. (2014).Planeación y Organización de Empresas. México: 8ª Edición. Editorial Mc. Graw Hill. González G. (2013). El libro de virus y la seguridad informática. México: Ed. Ra-Ma. Hall R. (2013). Organizaciones. México: Editorial Prentice-Hall Hispanoamérica, S.A. Ingevaldsson L. (2013). Programación estructurada de Jackson. Madrid: JSP. Ra-Ma. Jackson M. (2014). System Develpment. Londres : Prentice-Hall. Joyanes L. (2013). Fundamentos de programación. Madrid : Editorial McGraw-Hill. Lafore R. G. (2013). Programación en Microsoft C para IBM PC y compatibles,, Madrid :Anaya Multimedia, S.A. Leon O. (2013). Tomar Decisiones Difíciles. Madrid (España): 2ª Edición. Editorial McGraw Hill. Lipshutz S. (2014). Estructura de datos. Madrid: McGraw-Hill. Madriaga F. (2013). Lean Manufacturing y su metodología. Mexico: Quinta Edición, Mc. Graw Hill. Magalhaes P. (2015). Manufactura Esbelta. Herramientas de aplicación. Monterrey, Nuevo León, México:Quinta edición. Ediciones Castillo S. A. de C. V., 121 Manosalvas E. (2014). Cultura de Manufactura Esbelta. México: Tomo II. Cuarta edición. Mac Graw Hill. Milenkovic M. (2013). Sistemas operativos, Conceptos y diseño. México: Ed. McGraw-Hill. Moody P. (2013). Toma de Decisiones Gerenciales. Bogotá, Colombia: Editorial McGraw Hill Latinoamericana S.A. Moreira G. y Bernal F. (2015). Evolución de la calidad, ISO 9000 y otros conceptos de calidad. Recuperado de http://www.gestiopolis.com/evolucion-de-la-calidad-iso-9000-yotros-conceptos-de-calidad/ Murdicck R. (2014). Sistemas De Información Administrativa. México: Editorial Prentice-Hall Hispanoamérica, S.A. Ojeda R. (2015). Del aseguramiento a la gestión de la calidad: el enfoque basado en procesos. Madrid: Asociación Española de Normalización y Certificación (AENOR). Pleguezuelos M. (2015). C: Calidad Total en la Administración Pública. Granada: Unión Iberoamericana de Municipalistas, Pp. 289-290. ISBN: 84-88282-42-7. Posada A. (2013). Origen Y Evolución Del Lean Manufacturing. USA: The Lean Enterprise Institute.Brookline, Massachusetts. Pratt T. (2014). Lenguajes de programación, México: Prentice Hall. Rodríguez M. (2013). Sistemas operativos. México: Ed. Alhambra Longman. Salazar F. (2013).Descripción gráfica de los procesos. Madrid: Asociación Española de Normalización y Certificación (AENOR). Schildt H. (2013). C: Manual de referencia. Madrid : McGraw-Hill. Schildt H. (2014). Programación en C++. Madrid: McGraw-Hill. Talavera A. (2015). Administración y Control de la Calidad. México: Grupo Editorial Iberoamérica. Talavera P. (2015). Calidad Total en la Administración Pública. Granada: Unión Iberoamericana de Municipalistas. Tucker A. (2013). Lenguajes de programación. Madrid: McGraw-Hill. Warnier J. (2014). La transformación de los programas. Barcelona: Editores Técnicos Asociados, S.A. Wirth N. (2013). Algoritmos + estructura de datos = programas. Madrid : Ediciones del Castillo. Zimmerman S. (2013). La biblia del Turbo C. Madrid: Anaya Multimedia, S.A. 122 Glosario Etoxilación. Proceso industrial químico en el que se añade óxido de etileno a alcoholes grasos en orden de hacerlos más solubles en el agua. Reactor químico. Equipo en cuyo interior tiene lugar una reacción química, estando éste diseñado para maximizar la conversión y selectividad de la misma con el menor coste posible. PIB. En macroeconomía es una magnitud macroeconómica que expresa el valor monetario de la producción de bienes y servicios de demanda final de un país (o una región) durante un período determinado de tiempo (normalmente un año). Producto. Cosa producida natural o artificialmente, o resultado de un trabajo u operación. Servicio. Conjunto de actividades que buscan satisfacer las necesidades de un cliente. Manufactura. Es la transformación de las materias primas en un producto totalmente terminado que ya está en condiciones de ser destinado a la venta en algún mercado, o se cotiza en el mercado correspondiente. KPI (Key performance indicator). Indicador de clave o medidor de desempeño o indicador clave de rendimiento. Son métricas que se utilizan para cuantificar los resultados. Inventario. Relación detallada, ordenada y valorada de los elementos que componen el patrimonio de una empresa o individuo en un momento determinado. Adsorción. Proceso por el cual átomos, iones o moléculas son atrapados o retenidos en la superficie de un material en contraposición a la absorción, que es un fenómeno de volumen. Es decir, es un proceso en el cual por ejemplo un contaminante soluble (adsorbato) es eliminado del agua mediante el contacto con una superficie sólida (adsorbente). El proceso inverso a la adsorción se conoce como desorción. Absorción. Operación unitaria que consiste en la separación de uno o más componentes de una mezcla gaseosa con la ayuda de un solvente líquido con el cual forma solución (un soluto A, o varios solutos, se absorben de la fase gaseosa y pasan a la líquida). Este proceso implica una difusión molecular turbulenta o una transferencia de masa del soluto A a través del gas B, que no se difunde y está en reposo, hacia un líquido C, también en reposo. Un ejemplo es la absorción de amoníaco A del aire B por medio de agua líquida C. Al proceso inverso de la absorción se le llama empobrecimiento o desorción; cuando el gas es aire puro y el líquido es agua pura, el proceso se llama deshumidificación, la deshumidificación significa extracción de vapor de agua del aire. Combustión. Reacción química de oxidación, en la cual generalmente se desprende una gran cantidad de energía en forma de calor y luz, manifestándose visualmente gracias al fuego, u otros. Alcohol graso. Son generalmente de alto peso molecular, alcoholes primarios de cadena lineal, pero también pueden variar desde tan poco como 4-6 átomos de carbono a tantos como 22-26, 123 derivados de grasas y aceites naturales. La longitud exacta de la cadena alifática varía con la fuente. Algunos alcoholes grasos comercialmente importantes son el alcohol láurico, alcohol estearílico y alcohol oleico. Son sólidos cerosos incoloros, aunque las muestras impuras pueden aparecer de color amarillo. Los alcoholes grasos generalmente tienen un número par de átomos de carbono y un solo grupo de alcohol (-OH) unido al carbono terminal. Algunos son insaturados y algunos están ramificados. Cuestionario. El cuestionario es un documento formado por un conjunto de preguntas que deben estar redactadas de forma coherente, y organizadas, secuenciadas y estructuradas de acuerdo con una determinada planificación, con el fin de que sus respuestas nos puedan ofrecer toda la información. Muestra estadística. Una muestra es un subconjunto de casos o individuos de una población estadística. En diversas aplicaciones interesa que una muestra sea una muestra representativa y para ello debe escogerse una técnica de muestreo adecuada que produzca una muestra aleatoria adecuada (contrariamente se obtiene una muestra sesgada cuyo interés y utilidad es más limitado dependiendo del grado de sesgo que presente). La muestra es por lo tanto el grupo al que se le aplican las pruebas. Entrevista. Diálogo entablado entre dos o más personas: el entrevistador o entrevistadores que interrogan y el o los entrevistados que contestan. La palabra entrevista deriva del latín y significa "Los que van entre sí". Se trata de una técnica o instrumento empleado para diversos motivos, investigación, medicina, selección de personal. Una entrevista no es casual sino es un diálogo interesado, con un acuerdo previo y unos intereses y expectativas por ambas partes. FODA. El análisis DAFO, también conocido como análisis FODA o DOFA, es una metodología de estudio de la situación de una empresa o un proyecto, analizando sus características internas (Debilidades y Fortalezas) y su situación externa (Amenazas y Oportunidades) en una matriz cuadrada. Proviene de las siglas en inglés SWOT (Strengths, Weaknesses, Opportunities y Threats). Sistema de información. Es un conjunto de elementos orientados al tratamiento y administración de datos e información, organizados y listos para su posterior uso, generados para cubrir una necesidad (objetivo). Hardware. Componentes físicos de una computadora o de una red (a diferencia de los programas o elementos lógicos que los hacen funcionar). MRP. Sistema de planificación y administración, normalmente asociado con un software que planifica la producción y un sistema de inventarios. Base de datos. Un conjunto de datos pertenecientes a un mismo contexto y almacenados sistemáticamente para la explotación de la información en la toma de decisiones. Campos. Es la mínima unidad de información a la que se puede acceder. 124 Interface. Se trata del conjunto de llamadas a ciertas bibliotecas que ofrecen accesos a ciertos servicios desde los procesos y representa un método para conseguir abstracción en la programación, generalmente entre los niveles o capas inferiores y los superiores del software. Sistema. Es un conjunto de elementos que interactúan entre sí con el fin de apoyar actividades de una empresa o negocio. Sistema operativo. Conjunto de órdenes y programas que controlan los procesos básicos de una computadora y permiten el funcionamiento de otros programas. Algoritmo. Conjunto ordenado de operaciones sistemáticas que permite hacer un cálculo y hallar la solución de un tipo de problemas. Pseudocódigo. Es una descripción de alto nivel compacta e informal del principio operativo de un programa informático u otro algoritmo. Diagrama de flujo. Es la representación gráfica del algoritmo o proceso. Diagrama estructurado. Es una técnica híbrida entre diagramas de flujo y Pseudocódigo. Es una técnica conocida como diagrama de chapín que utiliza una serie de cajas similares a los diagramas de flujo, pero no requiere la utilización de flechas, debido a que su flujo siempre es descendente. Diagrama HIPO. Es aquel que indica cuales son las entradas a un proceso, después la elaboración de un proceso y también las salidas de un proceso. Se refiere al ciclo de vida de un proyecto. Concurrencia. Es una propiedad de los sistemas en los cuales los procesos de cómputo se hacen simultáneamente y pueden interactuar entre ellos. Los cálculos (operaciones) pueden ser ejecutados en múltiples procesadores, o ejecutados en procesadores separados físicamente o virtualmente en distintos hilos de ejecución. 125 ANEXOS Imagen 1. Panel de contenido Imagen 2. Panel de contenido. 126 Imagen 3. Información de la empresa. Imagen 4. Empleados. 127 Imagen 5. Perfil del usuario. Imagen 6. Artículos. 128 Imagen 7. Conjunto de artículos. Imagen 8. Unidades. 129 . Imagen 9. Captura de órdenes de producción. Imagen 10. Crear orden de producción. 130 Imagen11. Crear orden de producción. Imagen 12. Órdenes de producción. Imagen 13. Importación a Excel. 131 Imagen 14. Informe automático. Imagen 15. Órdenes de producción. Imagen 16. Órdenes de producción. 132 Imagen 17. Órdenes de producción. Imagen 18. Órdenes de producción. Imagen 19. Operaciones. 133 Imagen 20. Informe producción. Imagen 21. Diario. 134 Imagen 21.1 . Operaciones-informe. Imagen 22. Estimaciones y gestión de costos. 135 Imagen 23. Estimación y gestión de costos. Imagen 23.1. Informe-Estimación de costos. 136 Imagen 24. Materias primas en proceso. Imagen 25. Informe-Materias primas en proceso. 137 Imagen 26. Informe-Retraso. Imagen 27. Informe-Costos indirectos en curso. 138 Gráfica 1. Corriente. Gráfica 2. Presión. 139 Gráfica 3. Reactor tubular Gráfica 4. Cama catalítica. 140

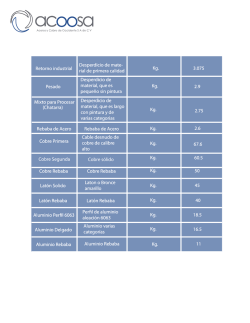
© Copyright 2026