
INSTITUTO POLITÉCNICO NACIONAL
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS “PROPUESTA DE MEJORA PARA ESTANDARIZAR PROCESOS DE ALMACÉN A TRÁVES DE UN SISTEMA Y TÉCNICA 5S + S EN GRUPO AJUSCO S.A. DE C.V.” T E S I S Q U E PA R A O B T E N E R E L T Í T U L O D E I N G E N I E R O I N D U S T R I A L P R E S E N T A N ANA LAURA MARTÍNEZ FLORES VICTOR EULALIO MUÑOZ TREJO CIUDAD DE MÉXICO 2016 INDICE Resumen……………………………………………………………………………………………. i Introducción………………………………………………………………………………………… Capítulo I Marco metodológico……………………………………………………………….. ii 1 1.1 Planteamiento del problema…………………………………………………………………. 1 1.2 Objetivo general ………………………………………………………………………………. 1 1.3 Objetivos específicos ………………………………………………………………………… 1 1.4 Justificación…………………………………………………………………………………….. 2 1.5 Hipótesis………………………………………………………………………………………... 2 1.6 Tipos de investigación………………………………………………………………………… 2 1.7 Técnicas de investigación a emplear……………………………………………………….. Capítulo II Generalidades de la Empresa……………………………………………………. 3 2.1 Antecedentes de la Empresa ……………………………………………………………….. 4 2.1.1 Misión, Visión y Valores……………………………………………………………… 5 2.1.2 Política de calidad……………………………………………………………………. 6 2.1.3 Estructura Organizacional…………………………………………..………………. 7 2.1.4 Gama de Productos………………………………………………………………….. 8 2.1.5 Proveedores y clientes………………………………………………………………. 11 2.1.6 Maquinaria y Equipo…………………………………………………………………. 14 2.1.7 Procesos de Producción…………………………………………………………….. 18 2.1.7.1 Preprensa……………………………………………………………………. 18 2.1.7.2 Impresión Offset…………………………………………………………….. 19 2.1.7.3 Postprensa…………………………………………………………………… Capítulo III Marco Teórico………………………………………………………………………. 23 3.1 Almacén……………………………………………………………………………………….. 26 3.1.1 Tipos de almacén……………………………………………………………………. 26 3.1.2 Funciones del almacén……………………………………………………………… 26 4 26 3.1.3 Principios básicos de almacén……………………………………………………… 27 3.2 Inventarios…………………………………………………………………………………….. 28 3.2.1 Tipos de inventarios………………………………………………………………….. 28 3.3 Técnica 5´s…………………………………………………………………………………….. 28 3.3.1 Historia………………………………………………………………………………… 28 3.3.2 Beneficios del proceso de implantación…………………………………………… 29 3.3.3 Beneficios después de la implantación……………………………………………. 30 3.4 Seguridad Industrial…………………………………………………………………………... 30 3.4.1 Antecedentes…………………………………………………………………………. 31 3.4.2 Función de la seguridad en la organización……………………………………….. 31 3.4.3 Accidente de trabajo…………………………………………………………………. 31 3.4.4 Marco Normativo……………………………………………………………………... 32 3.4.5 Factores de riesgo ocupacional…………………………………………………….. 43 3.4.6 Elementos de Protección Personal……………………………………...…………. 45 3.5 Manual de Procedimientos…………………………………………………………………... 48 3.5.1 Utilidad del Manual de Procedimientos……………………………………………. 48 3.5.2 Elementos del Manual de Procedimientos…………………………………… 48 3.5.3 Pasos para elaborar un Manual de Procedimientos …………………… 49 3.5.4 Diagrama de flujo ……………………………………………………………… 52 3.5.5 Cursograma analítico ………………………………………………………….. Capítulo IV Plan de actualización del sistema de trabajo…………………………………. 53 57 4.1 Estudio Técnico (Diagnostico-Situación Actual)…………………………………………… 57 4.1.1 Objetivos del diagnóstico………………………………………………………. 57 4.1.2 Técnicas de investigación utilizadas………………………………………….. 57 4.2 Encuesta……………………………………………………………………………………….. 57 4.3 Análisis de almacén de Grupo Ajusco……………………………………………………… 59 4.3.1 Estratificación y Diagrama de Pareto………………………………………… 59 4.3.2 Diagrama Causa Efecto (Ishikawa) …………………………………………. 62 4.4 Resultado del diagnóstico……………………………………………………………………. Capítulo V Propuestas Generales…………………………………………………………….. 62 5.1 Técnica 5´s…………………………………………………………………………………….. 66 5.1.1 Seiri (Clasificación)…………………………………………………………….. 66 5.1.2 Seiton (Orden)………………………………………………………………….. 67 5.1.3 Seiso (Limpieza) ………………………………………………………………. 68 5.1.4 Seiketsu (Estandarización) …………………………………………………… 69 66 5.1.5 Shitsuke (Disciplina)…………………………………………………………… 70 5.2 Seguridad en el área de almacén en Grupo Ajusco………………………………………. 71 5.3 Manual de Procedimientos, Diagrama de flujo, Mapa de riesgos, Diagnostico situacional y Cursograma analítico……………………………………………………………... 81 5.3.1 Inspección de calidad y Recepción de bobinas……………………………. 81 5.3.2 Recepción y surtimiento de pliego impreso……………………………….... 92 5.3.3 Surtimiento de papel en bobina pie Maquina………………………………. 101 5.3.4 Transferencia de láminas Abastecimiento – Preprensa…………………... 110 Conclusiones……………………………………………………………………………………….. 120 Referencias…………………………………………………………………………………………. 121 Glosario……………………………………………………………………………………………… 122 Anexos………………………………………………………………………………………………. 123 Índice de Tablas Tabla 1: Organigrama de la Empresa………………………………………………………….…….. 7 Tabla 2: Gama de Productos……………………………………………………………….………… 8 Tabla 3: Clientes de Grupo Ajusco…………………………………………………………………... 11 Tabla 4: Porcentajes de productos elaborados en Grupo Ajusco………….…………………….. 12 Tabla 5: Proveedores de Grupo Ajusco………………………………………………………..……. 13 Tabla 6: Ángulos de colores……………………………………………………………………..……. 18 Tabla 7: Objetivo de la Técnica 5´s……………………………………………………………..….... 29 Tabla 8: NOM- 011…………………………………….………………………………………………. 37 Tabla 9: NOM- 022……………………………………………………..……………………………… 38 Tabla 10: NOM 025…………………………… ……………………………………………………..… 39 Tabla 11: NOM 015…………………………………………………………………………………….. 40 Tabla 12: NOM 029………………………………………………………………...…………………… 41 Tabla 13: NOM-001……………………………….……………………………………………………. 42 Tabla 14: Factores de riesgos…..……………………………………………………………………. 44 Tabla 15: Clasificación de los EPP…… ……………………………………...……………………… 45 Tabla 16: Manual de Procedimientos…………………………………………….…………………... 48 Tabla 17: Simbología del Cursograma analítico…………………………………………………….. 54 Tabla 18: Resultado de encuesta……………………………………………………………………… 59 Tabla 19: Estratificación por motivos de rechazos………………………………………………….. 60 Tabla 20: Tabla de frecuencias……………………………………………………………………….. 60 Tabla 21: Diagrama de Pareto………………………………………………………………………… 61 Tabla 22: Diagrama de Ishikawa……………………………………………………………………… 62 Tabla 23: NOM-030…………………………………………………………………………………….. 73 Índice de Figuras Figura1: Grupo Ajusco……………………………………………………………………………....….. 5 Figura 2: Suministros………………………………………………………………………………........ 13 Figura 3: Rotativa M-800…………………………………………………………………………….... 15 Figura 4: Prensas Planas…………………………………………………………………………....… 16 Figura 5: Encuadernadora Corona……………………………………………………………….…… 17 Figura 6: Colores CMYK………………………………………………………………………….....…. 18 Figura 7: Roseta……………………………………………………………………………….……..…. 18 Figura 8: Impresión Offset………………………………………………………………………......…. 19 Figura 9. Máquina de Impresión en Offset de 4 colores………………………………………..…... 20 Figura 10: Proceso Offset…………………………………………………………………..…….……. 21 Figura 11: Técnica 5´s ………………………………………..………………………………….…..… 30 Figura 12: Seguridad – Accidentes- Consecuencias………………………………………….….…. 31 Figura 13: Ruido…………………………………………………………………………………....…… 37 Figura 14: Electricidad……………………..………………………………..……………………...….. 38 Figura 15: Iluminación……………….…………………………………………………………...……. 39 Figura 16: Temperatura………………………………………………………………………….…….. 40 Figura 17. Mantenimiento………………………………………………………………………...……. 41 Figura 18: Formato de Cursograma analítico…………………………………………………..……. 56 Figura 19: Implementación de las 5s………………………………………………………….……… 63 Figura 20: Brigadas……………………………………………………………………………....…….. 79 Resumen Resumen Con el desarrollo de la Tesis “Propuesta de mejora para estandarizar procesos de almacén a través de un sistema y técnica 5s + S en GRUPO AJUSCO S.A. de C.V” se pretende solucionar el problema que se presenta en muchas de las empresas y en este caso nos enfocaremos a la ya mencionada, una empresa de Artes gráficas. Algunos de los principales problemas presentados es la falta de organización, inspección y control de la materia prima que son muy importantes para poder satisfacer al cliente tanto en el producto terminado con las características que el requiere, además del tiempo de entrega que lo requiere. Este trabajo presenta a la técnica 5 s´ como una filosofía vinculada con la filosofía de la vida. Las 5 ´s se refiere a las iníciales de palabras japonesas y estas mismas resumen un enfoque integral entre el orden y la limpieza, las cuales deben de respetarse en cualquier lugar, pero en particular en plantas industriales para lograr uno de los objetivos importantes que es trabajar con eficiencia y seguridad. Es necesario que sean adoptadas como cultura y son aplicables en cualquier lugar. Este proyecto muestra los beneficios que se obtienen, además de una mejor calidad de vida en el trabajo, así como la autodisciplina la cual se pretende llevarla a cabo todos los días. El proyecto también es enfocado a la seguridad, ya que es una rama que se encarga de las normas, procedimientos y estrategias que son destinadas a preservar y cuidar la integridad física de los trabajadores. De tal forma que está en función de las actividades de la empresa, por lo que su acción se dirige básicamente a prevenir los accidentes laborales y a garantizar condiciones personales. En la investigación se muestran los diferentes tipos de manuales de procedimientos que permiten una mayor eficiencia de recepción y calidad de la materia prima en el área de almacén. i Introducción Introducción En México la mayoría de las empresas mantiene sus métodos de trabajos por tiempos demasiado prolongados, en algunos casos durante generaciones, hasta que llega el momento en el que por diversas circunstancias se ven obligados a cambiarlos. Grupo Ajusco, no es una excepción a esto, por lo que el objetivo del proyecto desarrollado es mejorar el control del área del almacén. La presente tesis es una investigación que tiene por objetivo sistematizar los procesos del almacén en una empresa de Artes gráficas, esto llevara un mejor control de inventario, orden y limpieza dentro del almacén, calidad en la materia prima, así como la seguridad del personal. El trabajo está estructurado con cinco capítulos fundamentales que se manejan a continuación: Capítulo I se presenta el marco metodológico, basado en el planteamiento del problema, así como los objetivos. Capítulo II se abordan las generalidades de la Empresa, su historia, la estructura de la misma, productos, proveedores y maquinaria, etc. Capítulo III se basa en los conceptos y conocimientos que utilizaremos en el capítulo IV y V, ya que son herramientas que hacen respaldo para desarrollar el estudio. Capitulo IV se hace un estudio técnico sobre la situación actual de la Empresa, donde el diagnóstico de investigación se realiza mediante encuestas y diagramas, se presenta el diseño metodológico de la investigación y se define el tipo de estudio, además de la técnica de muestreo, apoyándonos con herramientas con las que cuenta la Ingeniería Industrial. Capitulo V. A través de este se presentan las propuestas que se consideran para mejorar el área los procesos y procedimientos del área de almacén, así mismo analizando la seguridad del trabajador dentro de la empresa Grupo Ajusco. ii Capítulo I Marco metodológico Capítulo I Marco metodológico 1.1 Planteamiento del problema El motivo de realizar el proyecto es que gracias a la experiencia en el campo laboral se detectaron deficiencias y problemáticas en el área de almacén, algunas de las causas son la falta de organización, inspección y recepción de la materia prima (tiempo y forma) en dicha empresa, entre otras. Para el desarrollo del estudio se cuenta con el antecedente actual de la empresa a través de información generada en el área de almacén. La falta de control y estandarización de procesos en el almacén genera paros de máquina, por lo cual se realizara un estudio para detectar la problemática y pos teriormente dar una solución a los procesos de recepción que sean confiables en el aspecto de los registros, esto es proponiendo una metodología de 5 s más S de Seguridad en el área, con la finalidad disminuir los accidentes y teniendo en cuenta la satisfacción del cliente con su producto. Por tal motivo se tomó la decisión de conformar un equipo integrado por la carrera de ingeniería industrial para desarrollar una mejora en los procesos de almacén. 1.2 Objetivo general Mejorar los procesos y procedimientos de operación de almacén, y analizar la seguridad del trabajador dentro de la empresa GRUPO AJUSCO S.A. de C.V. 1.3 Objetivos específicos Conocer la metodología y proceso actual de GRUPO AJUSCO. Actualizar los procesos de almacén en la recepción de materia prima para la producción de GRUPO AJUSCO Diseñar manuales de procesos para un mejor control y registro para las entradas y salidas del almacén. Elaborar propuestas de mejora para la disposición de las herramientas e insumos en almacén mediante el método de las 5s. 1 Conocer y mejorar los sistemas de seguridad. 1.4 Justificación Para GRUPO AJUSCO S.A DE C.V es importante obtener un diagnóstico de la situación actual del almacén, de manera que se logre la identificación de los problemas que estén afectando las actividades que se realizan, así como también el desarrollo de manuales de procedimientos en el área de almacén para lograr una optimización y así tener calidad en su materia prima, con la aplicación de procedimientos estudiados, con el propósito de garantizar el correcto funcionamiento de la empresa. La presente investigación está orientada a la identificación de las condiciones actuales de almacén y desarrollo de un sistema de trabajo estandarizado incluyendo una propuesta de la metodología de las 5s como técnica de mejoramiento, y seguridad a los trabajadores. 1.5 Hipótesis Al tener los procesos definidos y estandarizados, permitirá una eficiente operación en tiempo y forma de la materia prima dentro del almacén, esto permitirá tener en existencia el material, con la confiabilidad de sus registros y calidad, necesarios para cubrir inmediatamente la satisfacción del cliente y por consiguiente las áreas de la empresa. 1.6 Tipos de investigación Los tipos de investigación que se adaptan al proyecto son de tipo descriptivo y explicativo. Enfoque descriptivo: recolecta datos del problema a investigar, los miden y los evalúa con el propósito de explicar las variables. El fundamento por el cual se decide emplear en esta investigación la corriente descriptiva, se basa en que esta tesis busca descubrir la situación actual del almacén con la que cuenta la empresa, como lo indica la literatura. Enfoque explicativo: en esta perspectiva se determinarán las causas (el origen del o los problemas a investigar), así como de los efectos (resultados de la investigación que se desarrollará), mediante la prueba de la hipótesis. 2 También es pertinente mencionar que debido a que se realizará un diagnóstico organizacional para realizar la propuesta para la implementación de un sistema de control de inventarios basado en los conocimientos adquiridos en la ingeniería Industrial, la alta gerencia tendrá la decisión definitiva para llevar a cabo la puesta en práctica de esta tesis. 1.7 Técnicas de investigación a emplear Documental: La tesis se enfocará en el desarrollo de la propuesta de sistematizar los procedimientos de recepción de materia prima dentro del almacén, además de la aplicación de la técnica de 5´S y ante la situación planteada el proyecto buscará indagar en bibliografías con el objetivo de recopilar información el cual ayude a consumar los objetivos de este proyecto, con base en la información obtenida se desarrollarán formatos que se adapten a las necesidades del almacén. De Campo: Se elaborarán herramientas que apoyarán a la investigación con propósito de recabar datos para su análisis y proyectar fundamentos que respalden la investigación, al igual se estudiara la seguridad de los empleados, dichas herramientas serán: Observaciones, fotografías y Lay-out´s. Visual: a través de esta técnica se observara la forma de trabajo del personal involucrado en el almacén, sin interrumpir en sus labores que realizan, anotando lo más relevante en sus funciones dentro del área de almacén. 3 Capítulo II Generalidades de la Empresa Capítulo II Generalidades de la Empresa 2.1 Antecedentes de la Empresa La empresa de Artes Gráficas Ajusco, comienza en el mes de julio de 1973. Al principio se trataba de un pequeño taller donde trabajaban 12 personas, contaban con una maquina offset Solna 125 a una tinta y 2 prensas tipográficas Heidelberg. La imprenta realizaba trabajo comercial que consistía en formas impresas de papelería para varias empresas y los llamados trabajos sociales que no eran otra cosa que invitaciones para bodas y bautizos. El dueño de la empresa había podido conseguir el enganche para la compra de Imprenta Ajusco, de los pocos ahorros que aún quedaban de haber trabajado conocimientos del Director General hasta algunos meses antes. Los acerca de lo que era una imprenta eran nulos, pero las necesidades de salir adelante eran muchas. Después de varios años fue que pudo solventar los enormes problemas de iniciar un negocio sin experiencia y sin dinero, es ahí cuando inicio el proceso de transformar una pequeña empresa dedicada a fabricar formas impresas a otra en la que con equipos de impresión offset de hoja, se inició la producción de folletería. En el año de 1978 pudieron al fin cambiarse a un local propio en la Calle de Manuel M. Flores, ahora conocida como José María Agreda y Sánchez, en la colonia Transito de esta Ciudad de México. Se inició la impresión en rotativas en el año de 1982, al adquirir la primer rotativa, la Harris V-15, con la cual se hicieron libros para la Universidad Pedagógica y posteriormente se dedicaron a elaborar boletines de tarjetas de crédito que en aquella época usaban los bancos para autorizar las transacciones que se hacían en las tiendas mediante esa forma de pago. A solicitud de los bancos que en los ochentas fueron su principal cliente, iniciaron en la fabricación de sobres y para finales de esos años se iniciaron operaciones en el local de la calle Topacio, al momento de adquirir una rotativa usada Harris M-1000. Se iniciaron la impresión a color cuando en 1993 compraron una máquina de hoja usada, de la marca Aurelia e instalaron un horno a la prensa M-1000. Hasta el momento tienen 40 años de trayectoria, al principio llamada Imprenta Ajusco, y Grupo Ajusco Arenal después. 4 Del año 2001 a la fecha han logrado modernizar la empresa y a la fecha se puede contar que es una empresa entre los impresores con los equipos más modernos de la industria. Desde el principio su filosofía ha sido establecer lazos de confianza con sus clientes, y cada uno de las personas que trabajan en dicha empresa, se han comprometido en obtener siempre el mejor resultado posible en su esfuerzo. Figura1: Grupo Ajusco. 2.1.1 Misión, Visión y Valores Misión Nuestra misión es ser líderes en la industria de la comunicación gráfica impresa, comprometidos a la satisfacción de las necesidades de nuestros clientes, que además de ser proveedores confiables agregamos valor con propuestas innovadoras . Visión Nuestra visión es ser una empresa sólida y con proyección de futuro, que asegure el bienestar de sus empleados, el cumplimiento a sus proveedores y el rendimiento a sus socios, mediante una participación de mercado no menor al 15% en cada segmento donde participa y una utilidad mayor al 10% sobre sus ventas. 5 Valores La empresa tiene como principales valores los siguientes: Dedicación al trabajo.- Ella se muestra con puntualidad y asiduidad, pero fundamentalmente poniendo empeño para entender y realizar las tareas que se tienen encomendadas. Respeto.- Nos da a entender que las personas son la parte más valiosa de esta empresa. Su realización, el respeto a su dignidad y a los modos propios de ser de cada quién, son los criterios orientadores de la mayor parte de las decisiones y políticas de personal en la empresa. Honradez.-Consiste en que los bienes, instrumentos y recursos de la empresa que se ponen a disposición de los miembros del equipo de trabajo, no deben ser utilizados para provecho personal. El trato con la clientela de la empresa no debe ser utilizada por sus empleados para obtener beneficios individuales. Creatividad.- Consiste en realizar las tareas encomendadas, tratando de innovar para mejorar los procesos de trabajo, las relaciones interpersonales en la empresa, ahorrando tiempos o esfuerzos, tratando de ponernos a la vanguardia. Honestidad.-Consiste en la estrecha relación con los principios de verdad y justicia y con la integridad moral. Responsabilidad.-Es un valor que está en la conciencia de las personas, que le permite reflexionar, administrar, orientar y valorar las consecuencias de sus actos, siempre en el plano de lo moral. 2.1.2 Política de calidad Lograr la satisfacción de nuestros clientes, adoptando una cultura de calidad, seguridad, respeto al personal y al medio ambiente, promoviendo el trabajo en equipo, la mejora continua y la capacitación de la empresa 6 2.1.3 Estructura Organizacional DIRECTOR GENERAL GERENCIA ING. DEL PRODUCTO Y CALIDAD GERENCIA DE ADMINITRACION FINANZAS COORDINADOR DE ING. DEL PRODUCTO /CALIDAD ING. DEL PRODUCTO/CALIDAD PLANEACION ESTRATEGICA GERENCIA DE TERMINADO GERENCIA DE ALMACEN/ DISTRIBUCION COORDINADOR DE ALMACEN AYUDANTE GERENTE. DE PREPRENSA/PLANAS/ ROTATIVAS COORDINADOR TERMINADO COORDINADORES AYUDANTES GENERALES OPERADORES AUXILIAR DE DISTRIBUCION/ CHOFERES AYUDANTE DE CARGA Y DESCANGA Tabla 1: Organigrama de la Empresa 7 2.1.4 Gama de Productos Existe una gran variedad de productos que elaboran. Algunos de ellos se mencionan a continuación: Producto Imagen Revistas Catálogos Posters 8 Periódicos Sobres Folletos Flyer´s 9 Libros Díptico, Trípticos y Cuadrípticos Álbum Tabla 2. Gama de Productos 10 2.1.5 Proveedores y clientes Grupo Ajusco cuenta con clientes de enorme trascendencia, algunos de ellos se mencionan a continuación: No. 1 Jafra Catalogo 2 Pakar Catalogo 3 Polytipo Revistas 4 Trillas Libros 5 Zermat Catálogos 6 Fundación Revistas, folletos 7 Santillana Libros 8 Famsa Folletos 9 Televisa Revistas 10 Fuller Revistas 11 Trupper Catalogo 12 Pakar Catalogo 13 Notmusa Revistas, folletos, periódicos 14 Farmacias del ahorro Revistas 15 Variopinto Revistas 16 El trompo Revistas, folletos 17 Emeequis Revistas 18 Ed. Publipromo Trípticos, dípticos, flyer´s 19 Luchas Revistas 20 Panini Comics, álbum 21 Factor RH Revistas 22 América economía Revistas 23 Cklass Catalogo 24 Geomimet Revistas 25 Liverpool Sobres 26 El trompo Revistas, libros 27 Miled Revistas 28 Milenio Revistas 29 Crediland Folletos, flyer´s 30 Ed. Horta Revistas CLIENTE PRODUCTO OFRECIDO Tabla 3: Clientes de Grupo Ajusco 11 9% 8% 40% 13% Revistas Catalogos Periodico 9% 5% Folletos 16% Triptico, dipticos Libros Comic, album Tabla 4: Porcentajes de productos elaborados en Grupo Ajusco 12 No. Proveedor Elemento Suministrado 1 Tintas Sánchez Tintas, Pms y aditivos para tintas 2 Tintas Prodaplag Tintas, Pms y aditivos para tintas 3 kodak Películas, revelador 4 Papel S.A Papel 5 Dagli S.A de C.V. Esponjas, mantillas, lavadores 6 Burgo Papel y cartón 7 Lumen Papel y cartón 8 Papelera Progreso Papel y cartón 9 Papelera Lozano Papel y cartón 10 Pfeifer Barnices 11 Fuji Películas, revelador 12 Argrafic S.A de C.V. Pegamento 13 Grupo Mitchell Thiner y alcohol industrial 14 Corrugados Corrugado para empaque, cajas 15 Comercializadora G.S Laminas para impresión en Offset Graphics Tabla 5: Proveedores de Grupo Ajusco Figura 2: Suministros 13 2.1.6 Maquinaria y Equipo Grupo Ajusco es un impresor que utiliza prensas de hoja y en rotativas, encuaderna en equipos de grapa y de goma, cuenta además con equipos para doblez, corte, barnizado, retractilado, etc. El personal está capacitado para desarrollar múltiples funciones y manejar varios equipos, por ello es que fabrica diversos volúmenes de folletos, revistas, catálogos, libros, magazines, sobres comerciales, etc. A continuación se mencionan algunas de las características de la Maquinaria y el equipo: Prensas Rotativas M-600-1 Modelo Heidelberg año 2001, su velocidades de 44,000 pliegos por hora, cuenta con 5 unidades de impresión, en las que se puede imprimir 5 colores, selección de color(CMYK) mas una tinta especial o un barniz, de igual manera se pueden imprimir 10 tintas especiales o directas; imprime 2 caras del papel al mismo tiempo (frente y vuelta), el desarrollo del tambor es de 57.8 cm con un ancho máximo de bobina de 96.5 cm y mínima de 42 cm; cuenta con un horno de secado, un dispositivo de doblez de pliego para los formatos normales como: tabloide, chopper, doble paralelo, y también formatos especiales como: delta, formatos de 2 a 64 pág. (Solo con el uso de barras angulares. Cuenta con pegado en línea y sierras circulares para entregar productos terminados a tamaño final. M-600-2 Modelo M-600 Goss año 2005, su velocidad es de 44,000 pliegos por hora cuenta con 4 unidades de impresión, en las que se ´puede imprimir selección de color (CMYK) de igual manera se pueden imprimir 8 tintas especiales o directas. Imprime 2 caras del papel al mismo tiempo (frente y vuelta), el desarrollo del tambor es de 57.8 cm con un ancho máximo de bobina de 96.5 cm y mínima de 42 cm; cuenta con un horno de secado, y un sistema de control de color automático, un dispositivo de doblez de pliego para los formatos normales como: tabloide, chopper, doble paralelo, y también formatos especiales como: delta, formatos de 2 a 64 pág. (solo con el uso de barras angulares). Cuenta con pegado en línea 14 M-800 Modelo M-800 Goss año 2008, su velocidad es de 70,000 pliegos por hora, en pliegos sencillos y en pliegos a collect su velocidad es de 35,000 pliegos por hora. Cuenta con 4 unidades de impresión en las que se puede imprimir selección de color (CMYK) de igual manera se pueden imprimir 8 tintas especiales o directas. Imprime las 2 caras de papel al mismo tiempo (frente y vuelta), el desarrollo del tambor es de doble producción es decir 115.6 con un ancho de bobina de 102 cm y mínimo de 42 cm., saliendo 2 pliegos por cada vuelta de la máquina, cuenta con un horno de secado y un sistema de control de color automático. Cuenta con un dispositivo de doblez de pliego para formatos normales como: tabloide, chopper, doble paralelo. Formatos especiales como: delta y formatos de 2 a 64 pág. (solo con uso de barras angulares) . La opción de collect es una ventaja de la máquina, porque puede sacar un pliego de 32 pág. Cuenta con pegado en línea y sierras circulares para entregar producto terminado a tamaño final y en formatos tabloide puede salir con 2 grapas. En todas las prensas rotativas el gramaje mínimo de papel que se utiliza es de 45 gramos y máximo 135 gramos. Las velocidades mencionadas para todas las prensas son velocidades máximas teóricas, las velocidades reales dependen del formato, tipo de papel, gramaje, entre otros. Figura 3: Rotativa M-800 15 Prensas Planas Mitsubishi Diamond- V3000ls Mitsubishi Diamond- V3000ls año 2008, su velocidad es de 16,000 pliegos por hora. Cuenta con 5 unidades de impresión en las que se puede imprimir selección de color (CMYK) más una tinta especial o un barniz, pueden ser 10 tintas especiales o una combinación de selección de color más un PMS, el formato mide 70.0x102.0 cm . Imprime una cara a la vez, cuenta con unas lámparas de secado que permiten que ya impresa una cara del papel se pueda imprimir la otra sin esperar mucho tiempo para el secado, tiene un control digital y un sistema de color automático X-Rite. Mitsubishi D3000LS Mitsubishi D3000LS año 2005, su velocidad es de 16,000 pliegos por hora. Cuenta con 5 unidades de impresión en las que puede imprimir selección de color (CMYK) más una tinta especial o un barniz, el formato mide 70.x100.0 cm. Imprime una cara a la vez, esta no cuenta con lámparas por lo que ya impresa una cara de papel se tiene que dejar la pila a que se seque por un tiempo para que no se repinte el pliego, tiene un sistema de color automático x -Rite. Estas 2 prensas planas utilizan un gramaje mínimo de papel de 75 gramos y máximo 350 gramos. (16 puntos) Las velocidades mencionadas para todas las prensas son velocidades máximas teóricas, las velocidades reales depende del formato, tipo de papel, gramaje entre otros. Figura 4: Prensas Planas 16 Encuadernadoras y Acabado Encuadernadora de Grapa Muller Martini Prima: 7 estaciones, 3 Streem feeders, guillotina en línea, modelo 2002 con una velocidad de 14,000 tiros por hora. Encuadernadora de Grapa Muller Martini Prima Plus: de 6 a 8 cabezas, con mesa de doblez de forro, modelo 2007, con una velocidad crucero de 14,000 tiros por hora, aceptando todos los formatos como son doble paralelo, tabloide, chopper. Encuadernadora de Grapa Hans Muller: 9 estaciones, guillotina en línea, velocidad de 12,000 tiros por hora. Encuadernadora Hot-Melt Corona Compact CC12: Modelo 2002, 18 estaciones en línea totalmente automática velocidad de 12,000 tiros por hora. Figura 5: Encuadernadora Corona Dobladora Horizon: de formato carta y doblez a díptico con una velocidad promedio de 20,000 dobleces por hora Dobladoras horizon de formato desde carta hasta 70x95 cm que pueden realizar 6 dobleces en línea y un último en cruz. La velocidad depende del formato a doblar, con un promedio de 18,000 dobleces por hora, cuenta con arreglos automáticos que se envían desde el control central de la máquina. Dobladora Stahl: Es de pila continua modular que nos permite hacer una gran variedad de dobleces de formatos de hasta 70x95 cm con una velocidad promedio de 8,000 dobleces por hora. 17 2.1.7 Procesos de Producción 2.1.7.1 Preprensa Se conoce como el diseño que tiene que pasar por un proceso que lo prepara y transfiere a las placas de impresión, puede ser de modo tradicional o digital. Para poder reproducir una imagen de medios tonos en una prensa de impresión offset, tiene que estar tramada, o sea transformada en puntos de distintos tamaños. Para lo cual se utilizan pantallas que tienen distintos ángulos de inclinación que al sobreponerse los puntos forman la roseta que a simple vista hace que la imagen se vea de tono continuo. Ver la Tabla 6 Tradicionalmente el valor de los ángulos se indica en la tabla siguiente COLOR ÁNGULO (grados) C Cyan 105 M Magenta 75 Y Yellow 90 K Black 45 Tabla 6: Ángulos de colores Figura 6: Colores CMYK Cuando la imagen se quiere en cuatricromía, o sea en los cuatro colores se tiene que hacer un negativo para cada color CMYK (cyan, amarillo, magenta y negro), lo que se conoce como separación de color. Cuando los ángulos de la tramano son los correctos o cuando el papel se mueve, se hace el efecto de moiré que es cuando una roseta no se imprime bien y causa imágenes confusas. Una vez generado el negativo de cada color se tiene que emulsionar una placa, es decir, cubrir de un material sensible a la luz, que finalmente será la que imprima el sustrato. Figura 7: Roseta 18 Control del color por medio de pruebas. Antes de imprimir un producto, lo adecuado es que tanto el cliente como el impresor vean pruebas que reflejen cómo va a ser el resultado final. Existen distintos tipos de pruebas de color. Las que se imprimen de los negativos como: Chromaline (Dupont) , Color Art (Fuji) y Matchprint (3M). El fondo en el que se imprime es blanco. Hay otras pruebas llamadas analógicas: waterproof que se lamina sobre el papel que se va a imprimir y es la más cercana a la realidad. Las pruebas digitales: la más común es la que se ve en el monitor. Aunque existen otras como por ejemplo la Tektronix y Rainbow por sublimación de tinta finalmente la Iris (Inyección de tinta). 2.1.7.2 Impresión Offset Offset es el procedimiento de impresión indirecto por el que la imagen se transmite al papel a través de un cilindro intermedio de caucho. La impresión es un proceso de reproducción de una imagen original, sea texto, ilustraciones o ambos, en forma de tinta o pigmentos sobre el papel o sobre otros soportes. El proceso de impresión offset reproduce imágenes a través de las propiedades físicas de rechazo del agua y la tinta. El offset es una consecuencia de la evolución de la litografía. Su transformación de actividad artesanal a industrial llevó mucho tiempo. La impresión Offset es un método de reproducción de documentos e imágenes sobre papel, o materiales similares, que consiste en aplicar una tinta, generalmente oleosa, sobre una plancha metálica, compuesta generalmente de una aleación de aluminio. La plancha toma la tinta en las zonas donde hay un compuesto hidrófobo, el resto de la plancha se moja con agua para que repela la tinta; la imagen o el texto se trasfiere por presión a una mantilla de caucho, para pasarla, finalmente, al papel por presión. (Ver figura 7). Figura 8: Impresión Offset 19 En el aspecto químico del proceso influyen, entre otros, el pH del agua, la acidez del papel, la naturaleza de la tinta, es decir, la constitución química de los elementos que intervienen. Las máquinas de imprimir por el sistema Offset pueden ser de uno o varios colores. Figura 9. Máquina de Impresión en Offset de 4 colores Ventajas • Una imagen de alta calidad consistente, más clara y definida que con otros sistemas de impresión. • Se puede utilizar en una gran cantidad de superficies aparte de en papel liso (madera, ropa, metal, cuero, papel rugoso). • Las láminas son de rápida y fácil producción. • La duración de las láminas es mayor que en imprentas de litografía directa, porque aquí no hay contacto directo entre la plantilla y la superficie de contacto. La unidad impresora Offset La unidad impresora de offset es la parte más importante de la prensa, en ellas se imprime la imagen en el papel, cartón o plástico. El cuerpo de la máquina tiene soporte de fierro y los mecanismos de la unidad impresora llámese mecánicos, eléctricos y neumáticos son los órganos que le dan vida y le permiten imprimir. Sus partes principales son: •Cilindro portaplancha •Cilindro portamantilla •Cilindro impresor •Sistema de humectación •Sistema de entintado 20 Cilindro portaplancha: Es de metal fundido y tiene una hendidura a todo lo largo, que permite colocar un sistema de mordazas que sostienen la parte delantera y trasera de la plancha. Su forma es de tubo sólido, tiene un eje que permite que gire. El cilindro Porta Plancha es el portador de la imagen y sobre él actúan los sistemas de humec tación y de entintado para humedecer y entintar la plancha. La imagen de la plancha se imprime en la mantilla. Cilindro porta mantilla: Es de metal fundido, su forma es de tubo sólido, tiene un eje, una hendidura a lo largo donde se colocan dos mordazas mecánicas que sujetan y tensan la mantilla de caucho o de hule. Este cilindro en sus movimientos puede acercarse y alejarse al cilindro Portaplancha y al Cilindro impresor a fin de aumentar y disminuir la presión para imprimir. El cilindro portamantilla recibe la imagen del cilindro Portaplancha y lo imprime en el papel. Figura 10: Proceso Offset Cilindro impresor: El cilindro impresor, tiene una estructura metálica de alta precisión. En el cilindro impresor no se monta ningún revestimiento metálico o de caucho. Su superficie de contacto es de metal sólido. Esta superficie sirve de apoyo al pliego de papel, que va a ser impreso. Sistema de humectación: Es el sistema mediante el cual, se humedece la plancha offset. Es a través de unos rodillos ubicados cerca del cilindro porta plancha que transmiten una delgada y homogénea capa de solución humectadora a la plancha, y así protegen las zonas de la plancha que no tienen imagen a fin de que estas zonas no sean entintadas. Debe permitir una distribución continúa de la solución a lo largo de la placa y la cantidad de agua que transmita debe ser la mínima posible. El agua de la fuente de humectación debe estar en un rango de valor pH de 4 hasta 6, el cual se considera adecuado para una solución ácida y un rango del 21 valor pH de 9 a 10,5 para soluciones alcalinas. El pH del papel influye en el secado de tinta. Mientras más alto el valor pH, más rápido secará la tinta. Sistema de entintado: Es el sistema mediante el cual se abastece de tinta a la unidad impresora. Una fuente o depósito de tinta ocupa un espacio a lo ancho de la unidad impresora. Es a través de una serie de rodillos y cuchillas que llevan una delgada capa de tinta a la plancha litográfica para entintar su superficie, la que, al estar humedecida, sólo acepta tinta en las zonas de imagen. Para poder mantener la mínima cantidad de agua, es necesario cuidar de: o Ajustar en forma correcta el sistema de humectación y entintado o Utilizar la solución adecuada para el sistema de humectación o Controlar la temperatura del agua El agua en el proceso offset El agua dura puede estropear el trabajo normal de la prensa. La interacción entre el agua y las tintas causan la formación de jabones oleaginosos. Con una afinidad tanto por el agua como por la tinta, estos jabones viajaban a través de los vehículos de la tinta y el agua y son depositados en la plancha. Estas sustancias interrumpen el flujo del agua y puede ocasionar que aparezcan rayas en los rodillos entintados y que se engruesen las tramas. El papel en el proceso offset El papel es el componente de mayor costo de la mayoría de los trabajos de artes gráficas y define las características del producto final impreso. Las caracterís ticas ideales de impresión del papel son una superficie suave pero resistente, una blancura y brillo máximos con una máxima opacidad. La gama de papeles comercializados supondrá contar con una amplia selección para necesidades de edición o impresión específicas. Una revista de modas, un formulario, catálogos, etiquetas o envases plegadizos tienen unas características diferentes en cuanto a los tipos de papel a utilizar. La tinta en el proceso de offset La tinta de impresión es el medio mediante el cual se transfiere una imagen pigmentada sobre el soporte durante el proceso de impresión. La tinta impresa es una mezcla homogénea de ingredientes que se encuentra en fase líquida o pastosa. Se trata de una suspensión coloidal de pigmentos en un vehículo o barniz con la presencia de otros varios aditivos. 22 2.1.7.3 Postprensa El proceso de impresión no termina cuando el papel sale con la imagen impresa. Después de eso todavía hay que hacer todos los acabados para que el impreso quede como estaba planeado estos acabados pueden ser cortes, dobleces, encuadernados o barnices. Estos procesos se podrán realizar: en línea con la impresión, después de la misma, por pliegos individuales, por piezas individuales y como agrupación de piezas para obtener un elemento gráfico totalmente acabado y listo para entregar al cliente. Muchos procesos aún se realizan de forma manual o semiautomáticamente, y requieren mucha mano de obra para ejecutar la producción. Tipos de acabados Acabados son los procesos que se pueden realizar en todas las piezas que forman un elemento impreso y que servirán para proteger la imagen impresa, ennoblecer el elemento impreso o bien finalizarlo para entregar al cliente. A continuación se describen los acabados que se realizan dentro de AJUSCO en secuencia de aplicación: Barnices El barnizado consiste en extender una capa fina de barniz transparente (brillo, mate, semimate, etc.).Se da a toda la superficie del pliego, o parcialmente si se quiere reservar. Este barniz servirá especialmente como protección de la imagen impresa. El barniz evita roces o ralladuras y da al impreso mucho más realce y vistosidad. Este acabado, mate o brillante, agrega protección a los impresos y puede ser de diferentes tipos: barnizado de máquina, barnizado “alto brillo”, barnizado termosellante y barniz ultravioleta o UV. En el caso de requerir barniz a registro, es necesario hacer un negativo de la silueta a barnizar. Se debe considerar que la gama de color del documento se oscurecerá un poco al aplicar este acabado. Su empleo sobre los impresos es para tener cierta resistencia al frote, pero debido a algunos de sus componentes exteriorizan en un corto tiempo una coloración amarilla, además los tiempos de secado son relativamente largos comparándolos con otros barnices. 23 El secado de los barnices base aceite son por oxidación, es decir, el secado se produce tomando oxígeno del aire. Este es un factor dependiente de tiempo y temperatura. El tiempo de secado es de 2 a 12 horas aproximadamente. Laminado Es un proceso mediante el cual se pueden unir dos o más sustratos para obtener una pieza gráfica. Entre sus aplicaciones está la de protegerlo dar mayor rigidez al impreso. Las laminadoras unen los sustratos por medio de calor, adhesivos y presión. Una ventaja del laminado es que hace a la hoja o documento un material muy resistente, difícil de rasgar. Se utiliza básicamente en cubiertas para libros, portadas, señalamientos, catálogos, entre otros. Suaje El suaje o troquelado es un acabado que se utiliza para cortar, plecar y hacer medio corte en el papel. El proceso se realiza por medio de cuchillas encajadas dentro de una madera que siguen la forma del diseño. Existen varios tipos de suaje de: doblez, corte y perforado o desprendimiento Acabados especiales Existen algunos otros acabados que permiten darle a las piezas de impresión algunos acabados especiales para mejorar su aspecto como lo pueden hacer el grabado, el termo grabado o el hot stamping e inclusive otorgarle autenticidad a los impresos como lo pueden hacer los hologramas. •Grabado y hot stamping •Termograbado •Hologramas Encuadernado Va muy ligada a la postprensa pues se deben de tomar en cuenta que acabados se van a realizar, como se van a realizar y que equipo se va a utilizar, para realizarla adecuadamente. La formación o imposición es la asignación o acomodo de páginas en el pliego de impresión. Engrapado. Consiste en coser con hilo de alambre un cierto número de hojas de papel, bien sea para realizar un bloque (talonarios) o para una publicación (revista), y servirá como sujeción para poder pasar las páginas sin que la revista se desmonte. 24 Hot-melt: se aplica pegamento laterales de un pico de papel, el cual es relativamente simple y se realiza en máquinas especializadas que trabajan a gran velocidad. Este tipo de encuadernación es de vida corta. Corte y refine. El proceso de corte se realiza en las máquinas llamadas «guillotinas». El corte se realiza en tres ocasiones. •El primer corte se hace a escuadra perfecta, ya que muchas veces, por cuestiones de fábrica, los pliegos de papel vienen en diferentes medidas y el proceso de refinado evita este problema. •El segundo corte se realiza cuando el trabajo ya está impreso, en las marcas de corte de los documentos. Para éste se deben dejar rebases de por lo menos 3 mm.; para que no aparezcan en los impresos filos blancos, cuando los elementos de diseño salgan de la página. •El tercer tipo de corte se realiza cuando se dobla un pliego para encuadernación. El corte se hace fuera de marcas finales y el refinado se realiza cuando todo está encuadernado. El proceso de refinado de libros o documentos de muchas páginas se hace con guillotinas trilaterales, las cuales cortan en dos pasos muy rápidos los tres lados del impreso. Doblez. Este proceso es simple y se puede hacer en diferentes formas, dependiendo del grosor de papel, la velocidad requerida para doblar, la cantidad de doblado, etcétera. Para este acabado lo más importante es saber la cantidad de dobleces y la dirección de los mismos (para tener una visión general del trabajo realizar un dummy con los dobleces en su lugar y al 100% de su tamaño). Para realizar este proceso, los operadores ajustan el grosor del papel y la postura del impres o, para que se doble en el lugar correcto. 25 Capítulo III Marco Teórico Capítulo III Marco Teórico 3.1 Almacén Es una unidad de servicio en la estructura orgánica y funcional de una empresa comercial o industrial, con objetivos bien definidos de resguardo, custodia, control y abastecimiento de materiales y productos. 3.1.1 Tipos de almacén Existe una gran variedad de almacenes según su tipo: Almacén de materia prima: Almacena las materias primas que intervienen directamente en la composición de los productos terminados. Almacén de producto semielaborados: Dedicado al almacenamiento de los materiales que ya han sufrido algunas transformaciones en el proceso productivo y resta efectuar otras operaciones para lograr el producto terminado. Almacén de productos terminados: Destinado al almacenamiento de productos para ser suministrados a los clientes. Almacén de herramientas y utillajes: Controla todos los aspectos relativos al instrumental de producción, como son los utillajes y herramientas, troqueles, posicionadores, referencias, plantillas, matices, brocas, cuchillas, fresas, sierras, martillos, llaves inglesas y en general todos los elementos necesarios para completar la acción de las maquinas o instalaciones fijas. Almacenes de distribución: Destinados a almacenar y a vender los artículos, productos y mercaderías colocadas a disposición del consumidor. Revisado el día 10/04/15 es.scribd.com/doc/72417765/TIP OS-DE-ALMA CENES #scribd 3.1.2 Funciones del almacén Recepción de Materiales Registro de entradas y salidas del Almacén. 26 Almacenamiento de materiales. Mantenimiento de materiales y de almacén. Despacho de materiales. 3.1.3 Principios básicos de almacén El personal de cada almacén debe ser asignado a funciones especializadas de recepción, almacenamiento, registro, revisión, despacho y ayuda en el control de inventarios. Debe existir un sola puerta, o en todo caso una de entrada y otra de salida (ambas con su debido control). Hay que llevar un registro al día de todas las entradas y salidas. Es necesario informar a control de inventarios y contabilidad todos los movimientos del almacén (entradas y salidas) y a programación y control de producción sobre las existencias. Se debe asignar una identificación a cada producto y unificarla por el nombre común y conocido de compras, control de inventario y producción. Cada material o producto se tiene que ubicar según su clasificación e identificación en pasillos, estantes, espacios marcados para facilitar su ubicación. Esta misma localización debe marcarse en las tarjetas correspondientes de registro y control. Toda operación de entrada o salida del almacén requiere documentación autorizada según sistemas existentes. La entrada al almacén debe estar prohibida a toda persona que no esté asignada a él, y estará restringida al personal autorizado por la gerencia o departamento de control de inventarios. Los materiales almacenados deberá ser fáciles de ubicar. Revisado el día 13/04/2015 www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero- insdutrial/gestion-de-almacenes/ 27 3.2 Inventarios Es una relación detallada, ordenada y valorada de los elementos que componen el patrimonio de una empresa o persona en un momento determinado. 3.2.1 Tipos de inventarios Inventarios de suministros construidos por todos aquellos materiales, accesorios y otros elementos necesarios para el funcionamiento de las maquinarias y el proceso de elaboración en sí; pero que no forman parte o no se reincorporan al producto final, tales como lubricantes, material de limpieza, embalajes, repuestos. Inventarios de materias primas comprende todos aquellos elementos básicos que la empresa compra con el objeto de procesarlos y transformarlos en un producto determinado. Inventarios de productos en proceso están formados por aquellos productos en fase de elaboración, sin terminar aun, lo formaran un cierto volumen de materias primas semi elaboradas, mano de obra y gastos de fabricación. Inventarios de productos terminados son todos aquellos productos terminados en el proceso de fabricación de la empresa y que son destinados a la venta. Garcia. M.J.G. ( 2001) 3.3 Técnica 5’ s La técnica 5´s, es uno de los pilares de Lean Manufacturing y define los pasos a seguir para conseguir puestos de trabajos organizados, ordenados, limpios y que además se mantengan a lo largo del tiempo. Su objetivo fundamental es lograr el funcionamiento más eficiente y uniforme de las personas en los centros de trabajo; basados en la teoría de que el entorno y espacio donde se desenvuelve un individuo, influye directamente en él. “MAYOR PRODUCTIVIDA D, MEJOR LUGAR DE TRABAJO”. 3.3.1 Historia El método de las 5S, así denominado por la primera letra del nombre que en japonés designa cada una de sus cinco etapas, es una técnica de gestión japonesa basada en cinco principios simples. 28 Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor organizados, más ordenados y más limpios de forma permanente para lograr una mayor productividad y un mejor entorno laboral. Las 5 S han tenido una amplia difusión y son numerosas las organizaciones de diversa índole que lo utilizan, tales como: empresas industriales, empresas de servicios, hospitales, centros educativos o asociaciones. La expresión 5s proviene de las iníciales de 5 palabras japonesas: Seiri, Seiton, Seiso, Seiketsu y Shitsuke, que explican estos pasos: 1 • SEIRI (Clasificación): Separar los elementos necesarios de los innecesarios y eliminar estos últimos 2 • SEITON (Orden): Es organizar los artículos de forma que cualquiera pueda encontrarlos y usarlos con facilidad. 3 4 5 • SEISO (Limpieza): Eliminar polvo, grasa, residuos de maquinas, pisos y equipos. Eliminar focos de suciedad. • SEIKETSU ( Estandarización ): Establecer procedimientos y métodos de trabajo y limpieza a respetar por todos • SHITSUKE (Disciplina ): Cumplir los procedimientos establecidos a lo largo del tiempo Tabla 7: Objetivos de la Técnica 5´s 3.3.2 Beneficios del proceso de implantación La implantación de las 5s es especialmente significativa, ya que: Implica utilizar un enfoque hacia la mejora continua. Se lleva a cabo trabajando en equipo con todo el personal de planta. Sienta las bases para la estandarización de los procesos. Prepara a la planta para posteriores implantaciones, de mayor complejidad. 29 3.3.3 Beneficios después de la implantación Los materiales y herramientas innecesarios se han eliminado Todo se encuentra en su sitio e identificado Todo está limpio y se han eliminado las fuentes de suciedad Existen normas sencillas y controles visuales que nos permiten detectar las desviaciones y anomalías. Todo lo anterior se mantiene y mejora continuamente. Juran.J.M. (1993) SHITSUKE SEIKETSU SEISO SEITON SEIRI Figura 11: Técnica 5´s 3.4 Seguridad Industrial “La seguridad industrial es una especialidad profesional encargada de la prevención y control de lesiones en el trabajo, así como de enfermedades y otros eventos perjudiciales de causa similar. Estos sucesos incluyen daño a la propiedad y accidentes que amenazan la propiedad o salud y seguridad públicas y que produzcan lesiones y enfermedades relacionadas”. 30 3.4.1 Antecedentes Desde el comienzo de las industrias el hombre se vio expuesto a diferentes riesgos de accidentes o enfermedades relacionadas con las actividades laborales que desempeñaban como consecuencia de la exposición a diferentes factores que se encuentran en el ambiente laboral, conforme pasaron los años y se analizaron los problemas que se presentaban surgió la necesidad de crear procedimientos que ayudaran a la prevención de accidentes y enfermedades laborales, es así como se inicia el departamento de seguridad e higiene en la industria. La seguridad se define como: Confianza, situación en la que está ha cubierto de un riesgo. Su aplicación es a los dispositivos destinados a evitar accidentes. Este desarrollo ha dado como resultado la regulación de normas y procedimientos en los que la seguridad e higiene en el ambiente laboral sea primordial en las industrias. 3.4.2 Función de la seguridad en la organización. Para conocer donde es la localización del departamento de seguridad podríamos decir que comúnmente lo encontramos en las relaciones industriales o en el departamento de personal primordialmente en cualquier lugar de la organización. El encargado de seguridad debe estar en contacto con el gerente de personal y notificar de cualquier nuevo procedimiento con prioridad que a cualquier otro miembro de la empresa. 3.4.3 Accidente de trabajo En la figura número ---, expuesto por Baselga Monte (1967), citado por Cortés (2001), se encuentran representadas, de forma gráfica, las funciones de esta técnica y los distintos aspectos que en relación a la misma conviene conocer. Figura 12: Seguridad – Accidentes- Consecuencias 31 Definiciones de accidente de trabajo Definición desde el punto de vista de la seguridad La seguridad del trabajo define el accidente como la materialización de un riesgo, en un “suceso imprevisto, que interrumpe o interfiere la continuidad del trabajo, que puede suponer un daño para las personas o a la propiedad” Definición desde el punto de vista médico Desde el punto de vista médico, el accidente de trabajo se define como una “patología traumática quirúrgica aguda provocada generalmente por factores mecánicos ambientales”. édicamente, se habla de accidente de trabajo o de accidentado cuando algún trabajador ha sufrido una lesión como consecuencia del trabajo que realiza. Para el médico sólo existe accidente si se produce lesión. Definición legal Como lo define la Ley Federal del Trabajo en el título noveno: Se entiende por accidente de trabajo toda lesión orgánica o perturbación funcional, inmediata o posterior, o la muerte producida repentinamente en ejercicio o con motivo del trabajo, cuales quiera que sea el lugar y el tiempo en que se presente. 3.4.4 Marco Normativo Especificación técnica: documento que define las características exigidas a un producto o a un servicio, tales como niveles de calidad o de comportamiento, seguridad y dimensiones. Este documento puede incluir exigencias relativas a la terminología, los símbolos, los ensayos y sus métodos, el embalaje, el marcado o etiquetado. Normalización: Actividad encaminada a establecer, respecto a problemas reales o potenciales, disposiciones destinadas a un uso común repetido, con el fin de conseguir un grado óptimo de orden en un contexto dado. Norma: Documento establecido por consenso y aprobado por un organismo reconocido que establece, para un uso común y repetido, reglas, directrices o características para ciertas actividades o resultados, con el fin de conseguir un grado óptimo de orden en un contexto dado. 32 Normas Oficiales Mexicanas (NOM): Son normas de carácter obligatorio y son expedidas por las dependencias de la administración pública federal, según su ámbito de competencia. Las NOM tienen como finalidad establecer características y especificaciones que deben reunir los productos o procesos cuando estos pueden constituir un riesgo para la seguridad de las personas, medio ambiente en general y laboral o para la preservación de los recursos naturales. Normas Mexicanas (NMX): Son normas de cumplimiento voluntario emitidas por los organismos nacionales privados. Determinan la calidad, funcionamiento, métodos de prueba de los productos o servicios, procesos, instalaciones, sistemas, actividad, o método de operación o producción. CONSTITUCIÓN POLÍTICA DE LOS ESTADOS UNIDOS MEXICANOS La constitución política de los Estados Unidos Mexicanos, en el artículo 123 constitucional trata sobre el trabajo y los trabajadores. Enseguida se citan brevemente algunas de las fracciones de dicho artículo que tratan de la seguridad e higiene en el trabajo. Artículo 123 Constitucional: “Fracción XIV: Los empresarios serán responsables de los accidentes de trabajo y de las enfermedades profesionales de los trabajadores, sufridos con motivo o en ejercicio de la profesión o trabajo que ejecuten; por lo tanto, los patrones deberán pagar la indemnización correspondiente, según que haya traído como consecuencia la muerte o simplemente incapacidad temporal o permanente para trabajar, de acuerdo con lo que las leyes determinen...” “Fracción XV: El patrón estará obligado a observar, de acuerdo con la naturaleza de la negociación, los preceptos legales sobre seguridad e higiene en las instalac iones de su establecimiento y a adoptar las medidas adecuadas para prevenir accidentes en el uso de las maquinas, instrumentos y materiales de trabajo, así como de organizar de tal manera éste, que resulte la mayor garantía para la salud y la vida de los trabajadores…” “Fracción XXXI: También será competencia exclusiva de las autoridades federales, la aplicación de las disposiciones de trabajo en los asuntos relativos obligatorios de los patrones en, materia de seguridad e higiene en los centros de trabajo…” 33 LEY FEDERAL DEL TRABAJO Con base en el artículo 123 constitucional, establece las condiciones en las que se debe desarrollar la relación obrero – patrón. En relación a la seguridad laboral, esta ley establece: Titulo IX: Riesgos de trabajo “ART. 473. RIESGOS DE TRABAJO, son los accidentes y enfermedades a que están expuestos los trabajadores en ejercicio o con motivo del trabajo. ART. 474. ACCIDENTE DE TRABAJO, es toda lesión orgánica originada o perturbación funcional, inmediata o posterior, o la muerte, producida repentinamente en ejercicio, o con motivo del trabajo, cualesquiera que sean el lugar y el tiempo en que se preste (incluye transportación: de casa al trabajo y viceversa) ART. 475. ENFERMEDAD DE TRABAJO, es todo estado patológico derivado de la acción continuada de una causa que tenga que tenga su origen o motivo en el trabajo o en él medien el que el trabajador se vea obligado a prestar sus servicios ART. 478. INCAPACIDAD TEMPORAL.- es la pérdida de facultades o aptitudes que imposibilita parcial o totalmente a una persona para desempeñar su trabajo por algún tiempo. ART. 479. INCAPACIDAD PERMENENTE PARCIAL.- es la disminución de las facultades o aptitudes para trabajar. ART. 480. INCAPACIDAD TOTAL.- es la perdida de las facultades o aptitudes de una persona que la imposibilita para desempeñar cualquier trabajo por el resto de su vida. ART. 487. Los trabajadores que sufran un riesgo de trabajo tendrá derecho a: asistencia médica y quirúrgica, rehabilitación, hospitalización, medicamentos y material de curación . ART. 512. En los reglamentos de esta Ley y en los instructivos que las autoridades laborales expidan con base en ellos, se fijarán las medidas necesarias para prevenir los riesgos de trabajo y lograr que éste se preste en condiciones que asegura en la vida y la salud de los trabajadores. 34 LEY DEL SEGURO SOCIAL Del seguro de riesgos de trabajo ART. 41. RIESGOS DE TRABAJO son los accidentes y enfermedades a que están expuestos los trabajadores en ejercicio o con motivo del trabajo. ART. 42. ACCIDENTE DE TRABAJO es toda lesión orgánica o perturbación funcional, inmediata o posterior; o la muerte, producida repentinamente en ejercicio, o con motivo del trabajo, cualquiera que sea el lugar y el tiempo en que dicho trabajo se preste. También se considerará accidente de trabajo el que se produzca al trasladarse el trabajador, directamente de su domicilio al lugar del trabajo, o de éste a aquél. ART. 43. ENFERMEDAD DE TRABAJO es todo estado patológico derivado de la acción continuada de una causa que tenga su origen o motivo en el trabajo, o en el medio en que el trabajador se vea obligado a prestar sus servicios. ART. 46. No se considerarán para los efectos de esta Ley, riesgos de trabajo los que sobrevengan por alguna de las causas siguientes: I. Si el accidente ocurre encontrándose el trabajador en estado de embriaguez; II. Si el accidente ocurre encontrándose el trabajador bajo la acción de algún psicotrópico, narcótico o droga enervante, salvo que exista prescripción suscrita por médico titulado y que el trabajador hubiera exhibido y hecho del conocimiento del patrón lo anterior; III. Si el trabajador se ocasiona intencionalmente una incapacidad o lesión por sí o de acuerdo con otra persona; IV. Si la incapacidad o siniestro es el resultado de alguna riña o intento de suicidio, V. Si el siniestro es resultado de un delito intencional del que fuere responsable el trabajador asegurado. ART. 50. El asegurado que sufra algún accidente o enfermedad de trabajo, para gozar de 35 prestaciones en dinero, deberá someterse a los exámenes médicos y a los tratamientos que determine el Instituto. El Instituto deberá dar aviso al patrón cuando califique de profesional algún accidente o enfermedad, o en caso de recaída con motivo de éstos. ART. 55. Los riesgos de trabajo pueden producir: I. Incapacidad temporal; II. Incapacidad permanente parcial; III. Incapacidad permanente total, y IV. Muerte. Se entenderá por incapacidad temporal, incapacidad permanente parcial e incapacidad permanente total, lo que al respecto disponen los artículos relativos de la Ley Federal del Trabajo. ART. 56. El asegurado que sufra un riesgo de trabajo tiene derecho a las siguientes prestaciones en especie: I. Asistencia médica, quirúrgica y farmacéutica; II. Servicio de hospitalización; III. Aparatos de prótesis y ortopedia, y IV. Rehabilitación. ART. 80. El Instituto está facultado para proporcionar servicios de carácter preventivo, individualmente o a través de procedimientos de alcance general, con el objeto de evitar la realización de riesgos de trabajo entre la población asegurada. ART. 83. Los patrones deben cooperar con el Instituto en la prevención de los riesgos de trabajo, ART. 83. Los patrones deben cooperar con el Instituto en la prevención de los riesgos de trabajo, en los términos siguientes: Grimaldi.J.V. 36 NORMA OFICIAL MEXICANA NORMA ULTIMA FECHA DE ACTUALIZACION NOM-011-STPS-2001 17-IV-2002 OBJETIVO CAMPO DE APLICACIÓN DESCRIPCION Condiciones de seguridad e higiene en los centros de trabajo donde se genere ruido REFERENCI A Establecer las condiciones de seguridad e higiene en los centros de trabajo donde se Para la correcta interpretación de esta genere ruido que por sus características, niveles y Esta Norma rige en tiempo de acción, sea capaz todo el territorio de alterar la salud de los nacional y aplica en trabajadores; los niveles todos los centros de máximos y los tiempos trabajo en los que máximos permisibles de exista exposición del exposición por jornada de trabajador a ruido. Norma deben consultarse las siguientes normas oficiales mexicanas vigentes: NOM-017-STPS-1993, Relativa al equipo de protección personal para los trabajadores en los centros de trabajo. NOM-026-STPS-1998, Colores y señales de seguridad e higiene e identificación de riesgos por fluidos conducidos en trabajo, su correlación y la tuberías. implementación de un programa de conservación de la audición. Tabla 8: NOM-011 Figura 13: Ruido 37 NORMA ULTIMA FECHA DE ACTUALIZACION DESCRIPCION NOM-022-STPS-2008 7-XI-2008 Electricidad estática en los centros de trabajo-Condiciones de seguridad OBJETIVO CAMPO DE APLICACIÓN REFERENCI A La presente Norma rige en todo el territorio nacional y aplica en todos los centros de trabajo donde se almacenen, manejen Establecer las condiciones de seguridad en los centros de trabajo para prevenir los riesgos por electricidad estática o transporten sustancias inflamables o explosivas, y en aquellos que por la naturaleza de sus procesos empleen materiales, Referencias Para la correcta interpretación de esta Norma, deben consultarse y aplicarse las siguientes Normas Oficiales Mexicanas vigentes o las que las sustituyan: NOM-015-STPS2001, Condiciones térmicas elevadas o abatidas-Condiciones de seguridad e higiene. NOM-001-SEDE-2005, Instalaciones Eléctricas (Utilización). sustancias o equipos que sean capaces de almacenar o generar cargas eléctricas estáticas Tabla 9: NOM-022 Figura14:Electricidad 38 NORMA NOM-025-STPS-2008 OBJETIVO ULTIMA FECHA DE ACTUALIZACION 20-XII-2008 CAMPO DE APLICACIÓN DESCRIPCION Condiciones de iluminación en los centros de trabajo REFERENCI A Establecer los requerimientos de iluminación en las áreas de los centros de trabajo, para que se cuente con la La presente Norma Para la correcta interpretación de esta cantidad de iluminación rige en todo el Norma, debe consultarse la siguiente requerida para cada actividad territorio nacional y norma oficial mexicana vigente o la que visual, a fin de proveer un aplica en todos los la sustituya: NOM-008-SCFI-2002, ambiente seguro y saludable centros de trabajo. Sistema general de unidades de medida. en la realización de las tareas que desarrollen los trabajadores. Tabla 10: NOM-025 Figura 15 Iluminación 39 NORMA NOM-015-STPS-2001 OBJETIVO ULTIMA FECHA DE ACTUALIZACION 14-VI-2002. DESCRIPCION Condiciones térmicas elevadas o abatidas-Condiciones de seguridad e higiene. CAMPO DE APLICACIÓN Esta Norma aplica REFERENCI A en todos los centros Establecer las condiciones de seguridad e higiene, los niveles y tiempos máximos permisibles de exposición a condiciones térmicas extremas, que por sus características, tipo de actividades, nivel, tiempo y frecuencia de exposición, sean capaces de alterar la salud de los trabajadores. de trabajo del territorio nacional en Para la correcta interpretación de esta los que exista Norma deben consultarse las siguientes exposición de los normas oficiales mexicanas vigentes: trabajadores a NOM-017-STPS-2001 Equipo de condiciones protección personal - Selección, uso y térmicas, manejo en los centros de trabajo. NOM- provocadas por 026-STPS-1998 Colores y señales de fuentes que generen seguridad e higiene, e identificación de que la temperatura riesgos por fluidos conducidos en corporal de los tuberías. trabajadores sea inferior a 36°C o superior a 38°C. Tabla 11: NOM-015 Figura 16: Temperatura 40 NORMA NOM-029-STPS-2011 OBJETIVO ULTIMA FECHA DE ACTUALIZACION 29-XII-2011 DESCRIPCION Mantenimiento de las instalaciones eléctricas en los centros de trabajoCondiciones de seguridad. CAMPO DE APLICACIÓN REFERENCI A La presente Norma aplica en todos los centros de trabajo Establecer las condiciones del territorio nacional de seguridad para la en donde se realicen realización de actividades de actividades de mantenimiento de las mantenimiento de instalaciones eléctricas en las instalaciones los centros de trabajo, a fin eléctricas de evitar accidentes al permanentes o personal responsable de provisionales, las llevarlas a cabo y a personas que se desarrollen ajenas a dichas actividades en las líneas que pudieran estar eléctricas aéreas y expuestas. subterráneas, así Referencias Para la correcta interpretación de esta Norma, se deberán consultar las siguientes normas oficiales mexicanas vigentes o las que las sustituyan: 3.1 NOM-001-SEDE-2005, Instalaciones Eléctricas (utilización). 3.2 NOM-017-STPS-2008, Equipo de protección personal - Selección, uso y manejo en los centros de trabajo. 3.3 NOM-026-STPS-2008, Colores y señales de seguridad e higiene, e identificación de riesgos por fluidos conducidos en tuberías. como las que se lleven a cabo con líneas energizadas. Tabla 12: NOM-029 Figura 17: Mantenimiento 41 NORMA ULTIMA FECHA DE ACTUALIZACION NOM-001-STPS-2008 OBJETIVO 24-XI-2008 DESCRIPCION Edificios, locales, instalaciones y áreas en los centros de trabajo Condiciones de seguridad CAMPO DE APLICACIÓN REFERENCI A Establecer las condiciones de seguridad de los edificios, locales, instalaciones y áreas Para la correcta interpretación de esta La presente Norma Norma, debe consultarse la siguiente en los centros de trabajo rige en todo el Norma Oficial Mexicana o la que la para su adecuado territorio nacional y sustituya: NOM-026-STPS-1998, Colores funcionamiento y aplica en todos los y señales de seguridad e higiene, e conservación, con la finalidad centros de trabajo. identificación de riesgos por fluidos de prevenir riesgos a los conducidos en tuberías. trabajadores Tabla 13: NOM-001 Medio ambiente laboral Las condiciones de trabajo juegan un papel primordial en el desempeño de las actividades que realiza el trabajador, ya que éstas repercuten en él psicológica y físicamente. Cuando las condiciones de trabajo no cuentan con la calidad que requiere la actividad, generan algunas de las siguientes consecuencias: •Aumento de la fatiga •Aumento de los accidentes de trabajo •Aumento de las enfermedades profesionales •Disminución del rendimiento •Aumento de la tensión nerviosa •Insatisfacción y desinterés por el trabajo •Disminución de la producción 42 3.4.5 Factores de riesgo ocupacional Factor de riesgo: Se entiende bajo esta denominación la existencia de elementos, fenómenos, ambiente y acciones humanas que encierran una capacidad potencial de producir lesiones o daños materiales, y cuya probabilidad de ocurrencia depende de la eliminación y/o control del elemento agresivo. Riesgo: Se denomina así a la probabilidad de que un objeto material, sustancia ó fenómeno pueda, potencialmente, desencadenar perturbaciones en la salud o integridad física del trabajador, así como en materiales y equipos. FACTOR DE RIESGO DEFINICION INDICADORES • Ruido FISICOS Son todos aquellos factores ambientales de naturaleza física que al ser percibidos por las personas, pueden provocar efectos adversos a la • Temperaturas extremas: altas (calor) y bajas ( frías) • Humedad salud según sea la intensidad, la • Radiaciones exposición y •Iluminación concentración de los mismos • Vibraciones • Presiones anormales QUIMICOS Se refiere sustancias a los orgánicas elementos o e inorgánicas que pueden ingresar al organismo por inhalación, absorción o ingestión y dependiendo de su concentración y el tiempo de exposición, pueden generar • Ácidos • Vapores • Detergentes • Gases nocivos • Polvos lesiones sistemáticas, intoxicaciones o quemaduras • Virus BIOLOGICOS Se refiere a micro y macro organismos patógenos y a los residuos que por sus características físico -químicos, pueden ser tóxicos para las personas que entren en contacto con ellos, • Bacterias • Hongos • Parásitos • Polen 43 desencadenando enfermedades infectocontagiosas, reacciones alérgicas o intoxicaciones ERGONÓMICOS Son todos aquellos objetos, puestos • Postura inadecuada de trabajo y herramientas, que por el • Trabajos prolongados peso, tamaño, forma o diseño, encierran la capacidad potencial de • Sobreesfuerzos físicos producir fatiga física o desórdenes músculo-esqueléticos. PSICOSOCIALES Se refiere a la interacción de los • Turnos de trabajos aspectos inestables propios de las personas (edad, patrimonio genético, estructura sociológica, historia, cultura...) con las gestión vida familiar, modalidades administrativa y de demás • Conflicto de autoridad • Falta de incentivos • Clima laboral aspectos organizacionales inherentes al tipo de proceso productivo. MECÁNICOS Se refiere a todos aquellos objetos, • Máquinas y equipos sin máquinas, equipos anclaje que por sus y herramientas, condiciones de funcionamiento, diseño, estado, por la forma, tamaño y ubicación, tienen la capacidad potencial de entrar en contacto con las personas, provocando • Herramientas manuales defectuosas • Cuchillas sin seguro de operación daños o lesiones. ELÉCTRICOS Se refiere a los sistemas eléctricos de • Cable defectuoso las • Equipos eléctricos sin máquinas, los equipos que conducen o generan energía dinámica o estática. conexión a tierra Tabla 14: Factores de riesgo 44 3.4.6 Elementos de Protección Personal Los Elementos de Protección Personal (EPP) comprenden todos aquellos dispositivos, accesorios y vestimentas de diversos diseños que emplea el trabajador para protegerse contra posibles lesiones. Los EPP constituyen uno de los conceptos más básicos en cuanto a la seguridad en el lugar de trabajo y son necesarios cuando los peligros no han podido ser eliminados por completo o controlados por otros medios. Requisitos de un E.P.P. Proporcionar máximo confort y su peso debe ser el mínimo compatible con la eficiencia en la protección. No debe restringir los movimientos del trabajador. Debe ser durable y de ser posible el mantenimiento debe hacerse en la empresa. Debe ser construido de acuerdo con las normas de construcción. Debe tener una apariencia atractiva Clasificación de los E.P.P EPP Protección a la Cabeza (cráneo). IMAGEN - Los cascos de seguridad proveen protección contra casos de impactos y penetración de objetos que caen sobre la cabeza, choques eléctricos y quemaduras - Los lentes dan protección Protección de Ojos y Cara. contra proyección de partículas, líquidos, humos, vapores, gases o radiaciones. - Mascaras con lentes de protección - Protectores faciales 45 Los protectores auditivos, pueden Protección a los oídos. ser: - Tapones: son insertan en elementos el conducto que se auditivo externo y permanecen en posición sin ningún dispositivo especial de sujeción. - Orejeras: son elementos semiesféricos de plástico, rellenos con absorbentes de ruido (material poroso), los cuales se sostienen por una banda de sujeción alrededor de la cabeza. Protección de las Vías Respiratorias. Los respiradores ayudan a proteger contra determinados contaminantes presentes en el aire, reduciendo las concentraciones en la zona de respiración por debajo del TLV u otros niveles de exposición recomendados. Protección de Los guantes deben proteger contra Manos y Brazos. los riesgos en las manos, además permitir la libertad de movimiento de los dedos. Se requerirán distintos tipos de guantes según la lesión que desea evitarse (pinchazo, cortadura, quemadura, descarga eléctrica, etc.) 46 Protección de Pies El calzado tiene la función de y Piernas. proteger a los trabajadores contra los accidentes causados por la caída de los objetos pegados sobre los pies, por clavos salientes, etc. Los zapatos corrientes de cuero, en buen estado, protegen contra el aplastamiento y los pinchazones. Cinturones de Seguridad para trabajo en Altura. - Son elementos de protección que se utilizan en trabajos efectuados en altura, para evitar caídas del trabajador Ropa de Trabajo. Se deberán tomar en consideración los riesgos a los cuales el trabajador puede estar expuesto y se seleccionará aquellos tipos que reducen los riesgos al mínimo Ropa Protectora. Es la ropa especial que debe usarse como protección contra ciertos riesgos específicos y en especial contra la manipulación de sustancias cáusticas o corrosivas y que no protegen la ropa ordinaria de trabajo. Tabla 15: Clasificación de los E.P.P Revisado el día 07/06/2015 josebritolozano.blogspot.mx/2012/08/elementos -de-proteccion- personal.html 47 3.5 Manual de Procedimientos Un manual de procedimientos es el documento que contiene la descripción de las actividades que deben seguirse para la realización de las funciones de una unidad administrativa y/o productiva. El manual incluye además los puestos que intervienen precisando su responsabilidad y participación. 3.5.1 Utilidad del Manual de Procedimientos Permite conocer el funcionamiento interno por lo que respecta a descripción de tareas, ubicación, requerimientos y a los puestos responsables de su ejecución. Auxilian en la inducción del puesto, en el adiestramiento y capacitación del personal ya que describen en forma detallada las actividades de cada puesto. Ayuda a uniformar y controlar el cumplimiento de las rutinas de trabajo y evitar su alteración arbitraria. Facilita las labores de auditoría, evaluación del control interno y su evaluación. Aumenta la eficiencia de los empleados, indicándoles lo que deben hacer y cómo deben hacerlo. Construye una base para el análisis posterior del trabajo y el mejoramiento de los sistemas, procedimientos y métodos. 3.5.2 Elementos de un Manual de Procedimie ntos. En la tabla, se pueden observar los elementos y contenidos con los que debe contar un manual de procedimientos. ELEMENTO CONTENIDO Logotipo de la Organización IDENTIFICA CIÓN Nombre Oficial de la Organización Lugar y Fecha de Elaboración Numero de revisión ( en su caso) Unidades responsables de elaboración Clave de la forma: siglas de la organización, 48 siglas de la unidas administrativa Relación INDICE O CONTENIDO de los capítulos y paginas correspondientes Exposición sobre el documento, su contenido, PROLOGO Y/O INTRODUCCION áreas de aplicación e importancia de su revisión y actualización Explicación del propósito que se pretende OBJETIVOS DE LOS PROCEDIMIENTOS cumplir con los procedimientos AREAS DE APLICACIÓN Y ALCANCE DE Esfera de acción que cubren los procedimientos LOS PRODECIMIENTOS Unidades RESPONSABLES administrativas y/o puestos que intervienen en los procedimientos en cualquiera de sus fases Presentación por escrito, en forma narrativa y PROCEDIMIENTO secuencial, de cada una de las operaciones que se realizan en un procedimiento, señalando los responsables de llevarlas a cabo Representación gráfica de la sucesión en que DIAGRAMAS DE FLUJO se realizan las operaciones y/o el recorrido de formas o materiales. Lista GLOSARIO DE TERMINOS de conceptos de carácter técnico relacionados con el contenido y técnicas de elaboración de los manuales Tabla 16: Manual de Procedimientos. 3.5.3 Pasos para elaborar un Manual de Procedimientos. La tarea de preparar Manuales de Procedimientos requiere de mucha precisión, toda vez que los datos tienen que asentarse con la mayor exactitud posible para no generar confusión en la interpretación de su contenido por parte de quien los consulta. Es por ello que se debe poner mucha atención en todas y cada una de sus etapas de integración. a) Asignación de Responsables. Para iniciar los trabajos que conducen a la integración de un Manual, es indispensable asignar un coordinador con la responsabilidad de la conducción de las acciones en diversas acciones, 49 auxiliado por un equipo técnico, al que se le debe encomendar la conducción del proyecto en sus fases de diseño, implantación y actualización. b) Delimitación del Universo de Estudio. Los responsables de efectuar el Manual de Procedimientos de una organización tienen que definir y delimitar su universo de trabajo para estar en posibilidad de actuar en él. Se debe realizar un diagnóstico para conocer en forma global las funciones y actividades que se realizan en el área en donde se va a actuar. c) Determinar las Fuentes de Información. Referencias de las Instituciones, áreas de trabajo, documentos, personas y mecanismos de información de donde se pueden obtener datos para la Investigación. d) Preparación del Proyecto Recabados los elementos preliminares para llevar a cabo el manual, se debe preparar el documento de partida para concretarlo, el cual debe quedar integrado por: Propuesta Técnica: Antecedentes, Naturaleza, Justificación. Objetivos: Logros que se pretenden alcanzar. Acciones: Iniciativas o actividades necesarias para su consecución. Resultados: Beneficios que se esperan obtener en cuanto a mejorar el funcionamiento de la organización. Alcance: Área de aplicación que cubre el estudio en términos de ubicación en la estructura orgánica y/o territorial. Recursos: Requerimientos materiales, humanos y tecnológicos necesarios para desarrollarlo. Costo: Estimación global y específica de recursos financieros que demanda su ejecución. e) Programa de Trabajo. Identificación: nombre del manual. Responsable(s): unidad o grupo que tendrá a su cargo la implantación del manual. Área(s): Universo bajo estudio. Clave: Número progresivo de las actividades estimadas. Actividades: Pasos específicos que tienen que darse para captar la información. Fases: Definición del orden secuencial para realizar las actividades. Calendario: Fechas asignadas para el inicio y terminación de cada fase. 50 Representación gráfica: Descripción del programa en cuadros e imágenes. Formato: Presentación y resguardo del programa de trabajo. f) Presentación del Proyecto a las autoridades competentes. El proyecto debe presentarse al titular de la organización o de la unidad administrativa responsable de su ejecución, para su aprobación. Una vez autorizado, el responsable debe hacer del conocimiento de todos los niveles jerárquicos la intención que tiene la organización de elaborar el manual, resaltando los beneficios que de este esfuerzo se obtendrán, a fin de que todos brinden su apoyo durante el desarrollo del trabajo. g) Captación de la Información. Los esfuerzos de recopilación de información, deben enfocarse en el registro de hechos que permitan conocer y analizar información específica y verdaderamente útil para el manual, pues de lo contrario se puede incurrir en interpretaciones erróneas, lo cual genera retraso y desperdicio de recursos. h) Integración de la información. Una vez que se cuenta con la información de las áreas involucradas en el estudio, se debe ordenar y sistematizar los datos a efecto de poder preparar su análisis. i) Análisis de la Información. En esta etapa se debe realizar un estudio o examen crítico de cada uno de los elementos de información o grupos de datos que se integraron con el propósito de conocer su naturaleza, características y comportamiento, sin perder de vista su relación, interdependencia o interacción interna y con el ambiente, para obtener un diagnóstico que refleje la realidad operativa. j) Preparación del Proyecto del Manual. Una vez que se cuenta con toda la información del manual se procederá a integrarlo; para tal actividad se requiere convocar a todos los partícipes de la presentación del manual, para revisión del contenido y presentación de cada apartado. 51 k) Formulación de Recomendaciones. Para seleccionar las recomendaciones más viables, se considera su costo, recursos necesarios para aplicarlas, sus ventajas y limitaciones. l) Presentación del Manual para su aprobación. Una vez que el manual ha quedado debidamente estructurado, el encargado del proyecto debe someterlo a las instancias procedentes para su aprobación; convocará a su grupo de trabajo para la última revisión de la documentación que se presentará. m) Reproducción del Manual. Una vez que el grupo responsable de la elaboración del manual haya recabado e integrado las observaciones surgidas en los diferentes niveles de decisión, debe coordinarse con la unidad o área que maneja los recursos económicos para que éste sea reproducido para su distribución e implantación. n) Implantación del Manual. La implantación del manual representa el momento crucial para traducir en forma tangible las propuestas y recomendaciones en acciones específicas para elevar la productividad, mejorar la coordinación, agilizar el trabajo y homogeneizar el conocimiento de la dinámica y componentes organizacionales. o) Revisión y Actualización. La utilidad de los manuales administrativos radica en la veracidad de la información que contienen, por lo que se hace necesario mantenerlos permanentemente actualizados por medio de revisiones periódicas. 3.5.4 Diagrama de flujo Es una representación gráfica de un proceso. Cada paso del proceso es representado por un símbolo diferente que contiene una breve descripción de la etapa de proceso. Los símbolos gráficos del flujo del proceso están unidos entre sí con flechas que indican la dirección de flujo del proceso. 52 El diagrama de flujo ofrece una descripción visual de las actividades implicadas en un proceso mostrando la relación secuencial ente ellas, facilitando la rápida comprensión de cada actividad y su relación con las demás, el flujo de la información y los materiales, las ramas en el proceso, la existencia de bucles repetitivos, el número de pasos del proceso, las operaciones de interdepartamentales. Beneficios del Diagrama de Flujo En primer lugar, facilita la obtención de una visión transparente del proceso, mejorando su comprensión. El conjunto de actividades, relaciones e incidencias de un proceso no es fácilmente discernible a priori. La diagramación hace posible aprehender ese conjunto e ir más allá, centrándose en aspectos específicos del mismo, apreciando las interrelaciones que forman parte del proceso así como las que se dan con otros procesos y subprocesos. Permiten definir los límites de un proceso. A veces estos límites no son tan evidentes, no estando definidos los distintos proveedores y clientes (internos y externos) involucrados. El diagrama de flujo facilita la identificación de los clientes, es más sencillo determinar sus necesidades y ajustar el proceso hacia la satisfacción de s us necesidades y expectativas. Estimula el pensamiento analítico en el momento de estudiar un proceso, haciendo más factible generar alternativas útiles. Proporciona un método de comunicación más eficaz, al introducir un lenguaje común, si bien es cierto que para ello se hace preciso la capacitación de aquellas personas que entrarán en contacto con la diagramación. Un diagrama de flujo ayuda a establecer el valor agregado de cada una de las actividades que componen el proceso. Igualmente, constituye una excelente referencia para establecer mecanismos de control y medición de los procesos, así como de los objetivos concretos para las distintas operaciones llevadas a cabo. Facilita el estudio y aplicación de acciones que redunden en la mejora de las variables tiempo y costes de actividad e incidir, por consiguiente, en la mejora de la eficacia y la eficiencia. 3.5.5 Cursograma analítico Es un diagrama que aborda un proceso de modo más detallado que el diagrama sinóptico, ya que en él se encuentran incluidas e ilustradas las cinco actividades fundamentales. Es por ello que se toma como una segunda etapa, en donde se introducen los detalles relativos al almacenamiento, la manipulación y el movimiento de los materiales entre las operaciones inherentes a la fabricación. 53 Al cursograma analítico se le conoce como curso de proceso, ya que expone la "circulación o sucesión de los hechos en un proceso", debido a que representa gráficamente el orden en que suceden las operaciones, las inspecciones, los transportes, las demoras y los almacenamientos durante un proceso o un procedimiento, e incluye información adicional, tal como el tiempo necesario y la distancia recorrida. Operación.- indica las principales fases del proceso, método o procedimiento. por lo común, la pieza, materia o producto en estudio, se modifica durante la operación. Inspección.- indica que se verifica la calidad, la cantidad o ambas. Transporte.- indica el movimiento de los trabajadores, materiales y equipo de un lugar a otro. Depósito provisional o espera.- indica la demora en el desarrollo de los hechos; por ejemplo, trabajo en suspenso entre dos operaciones sucesivas, o abandono momentáneo, no registrado, de cualquier objeto hasta que se necesite. Almacenamiento permanente.- indica el depósito de un objeto bajo vigilancia en un almacén donde sea recibido o entregado, mediante alguna forma de autorización o donde se guarda con fines de referencia. Actividad combinada.- cuando se desea indicar que varias actividades son ejecutadas al mismo tiempo o por el mismo operario en un mismo lugar de trabajo, se combinan los símbolos de tales actividades. Operación Para cambiar Inspección Para verificar Demora Para esperar Transporte Para mover Almacenaje Para proteger Actividad Combinada Para actividades simultáneas Tabla 17: Simbología del Cursograma analítico 54 Con los elementos anteriores se puede obtener información detallada de cualquier tipo de proceso, por ello nos permiten elaborar gráficos y diagramas Este diagrama es especialmente útil para poner de manifiesto costos ocultos, como: distancias recorridas, retrasos, almacenamientos temporales y los de manejo de materiales . Una vez que se han registrado todos los períodos no productivos (demoras, almacenamientos, distancias recorridas), el analista puede proceder al análisis del proceso e idear el nuevo método. El cursograma analítico es un diagrama que muestra la trayectoria de un producto o procedimiento señalando todos los hechos sujetos a examen, mediante el símbolo que corresponda. El cursograma analítico tiene tres bases posibles: 1.- El operario: Diagrama de lo que hace el trabajador. Emplea voz activa (Revisa, corta, lleva, etc.). 2.- El material : Diagrama de cómo se manipula o trata el material. Emplea voz pasiva (Es revisada, es cortada, es llevada, etc.). 3.- El equipo: Diagrama de cómo se utiliza el equipo. Emplea voz pasiva (Es revisado, es aceitado, es activado, etc.). El diagrama debe contener la siguiente información: El nombre del producto, material o equipo representando, con el número del dibujo o número de clave. El trabajo o proceso que se realice, indicando claramente el punto de partida y de término y si el método es el utilizado o el proyectado. El lugar en que se efectúa la operación (departamento, estación, etc.). El número de referencia del diagrama de la hoja, y el número de hojas. El nombre del observador y, en caso oportuno, el de la persona que aprueba el diagrama. La fecha del estudio. La descripción de los símbolos empleados. Un resumen de las distancias, tiempo y, si se juzga conveniente, costo de la mano de obra y de los materiales, para poder comparar los métodos antiguos con los nuevos. 55 A continuación está el formato del cursograma analítico Figura 18: Formato de Cursograma analítico 56 Capítulo IV Plan de actualización del sistema de trabajo Capítulo IV Plan de actualización del sistema de trabajo 4.1 Estudio Técnico (Diagnostico- Situación Actual) 4.1.1 Objetivos del diagnostico Analizar el estado actual de la empresa Identificación de posibles problemas y causas que lo ocasionan. Proponer soluciones viables de las causas 4.1.2 Técnicas de investigación utilizadas Encuestas Entrevistas Observación Desarrollo de estadísticos 4.2 Encuesta Se realizaron pláticas con el personal del área de almacén de la empresa para conocer la situación de la misma. Cabe mencionar que laboran 4 turnos en el área (2 turnos de día y 2 turnos de noche) contando con 10 personas. Se aplicaron encuestas sencillas pero representativas como la siguiente: 57 ENCUESTA NOMBRE: _________________________________ __FECHA:_______________________ AREA: ____________________________________________________________________ CARGO: ________________________________________________________ __________ TIEMPO LABORANDO EN LA EMPRESA:_______________________________________ 1.- ¿Conoces la misión y la visión de la empresa? SI________ NO__________ SI: ¿Cuáles?___________________________________________________________________ NO: ¿Por qué?__________________________________________________________________ 2.- ¿Conoces la importancia de la labor que desempeñas en la empresa? ¿Cuál es? SI_ NO__ ___________________________________________________________________________ 3.- ¿Conoces cuáles son tus atribuciones y responsabilidades en la empresa? ¿Cuáles son? SI___ NO____ ___________________________________________________________________________ 4.- ¿Conoces algún documento donde se especifiquen tus atribuciones y responsabilidades? SI__________ NO_____ 5.- ¿Consideras que la función de tu cargo, está bien definida? SI_____________NO___________ ___________________________________________________________________________ 58 Los resultados obtenidos después de la encuesta son los que se obtuvieron en la siguiente tabla PREGUNTA No. SI NO 1 3 7 2 5 5 3 5 5 4 2 8 5 4 6 Tabla 18: Resultados de encuesta Al aplicar las encuestas a las 10 personas que se encuentran en el área de almacén. Nos pudi mos percatar a través de sus respuestas que las funciones no se encuentran bien definidas, esto implica que la labor de los de arriba no se está cumpliendo como debería. Es por eso que el área necesita mayor control para realizar un buen trabajo, ya que vemos que desconocen la misión y visión de la empresa, por lo que no están totalmente involucrados con la misma. 4.3 Análisis de almacén de Grupo Ajusco 4.3.1 Estratificación y Diagrama de Pareto En Grupo Ajusco haremos uso de dichas herramientas para hacer una evaluación de las razones de devoluciones y quejas que tienen mayor frecuencia por parte de las sucursales y distribuidores (clientes). 59 A continuación se realiza una estratificación considerando las principales razones que generan una devolución. FRECUENCIA (MENSUAL) RAZÓN DE DEVOLUCIONES ABRIL MAYO TOTAL Retrasos en la entrega 18 32 50 Producto en mal estado 2 3 5 Pedido incompleto 2 9 11 Producto sucio 4 0 4 Gramaje de producto diferente al solicitado 1 2 3 Color de papel amarillento 3 4 7 Otros 1 0 1 Tabla 19: Estratificación por motivo de rechazos Se procedió a realizar la tabla de frecuencias para acomodar los datos de mayor a menor frecuencia RAZON DE DEVOLUCIONES NO. DE QUEJAS PORCENTAJE % No. PORCENTALE ACUMULADO ACUMULADO % 1.Retrasos en la entrega 50 61.72 50 61.72 2.Pedido Incompleto 11 13.58 61 75.3 3.Color de papel amarillento 7 8.64 68 83.94 4.Producto en mal estado 5 6.17 73 90.11 5.Producto sucio 4 4.93 77 95.04 6. Gramaje del producto difiere al 3 3.70 80 98.74 7. Otros 1 1.23 81 100 TOTAL 81 100% solicitado Tabla 20: Tabla de Frecuencias 60 Al observar la tabla anterior se puede apreciar, la queja que con más frecuencia se presenta es el retraso en las entregas, seguido de pedidos incompletos, el tercero es color de papel amarillento , sigue el producto en mal estado, producto sucio , posteriormente gramaje del producto difiere al solicitado. Diagrama de Pareto A continuación se muestra el diagrama de Pareto, con los resultados obtenidos., 60 100% 90% 50 80% 70% 40 60% 30 50% 40% 20 FRECUENCIA Series2 30% 20% 10 10% 0 0% 1 2 3 4 5 6 7 Tabla 21: Diagrama de Pareto A través de esta herramienta utilizada logramos ubicar con datos estadísticos cuales son los principales problemas que se presentan en el área de almacén de artes gráficas. Encontrando efectivamente el principal problema de retrasos en las entregas, posteriormente encontramos la segunda causa que son los pedidos incompletos. A los cuales nos enfocaremos a encontrar sus posibles causas y dar soluciones a los mismos. 61 4.3.2 Diagrama Causa-Efecto (Ishikawa) Con la ayuda del diagrama de Ishikawa y por medio de la observación y la comunicación que logramos tener con los almacenistas de Grupo Ajusco, tenemos los elementos necesarios para identificar las causas. Los datos obtenidos se plasman en el siguiente diagrama. Retraso en la entrega de Productos Tabla 22: Diagrama de Ishikawa 4.4 Resultado del diagnóstico Analizando la información recopilada, se obtuvieron una serie de problemas que se presentan basadas en las herramientas de las 5´s: - Clasificación (seiri) - Orden (seiton) - Limpieza (seiso) - Estandarización (seiketsu) - Disciplina (shitsuke) 62 En el siguiente cuadro mostramos el flujo para la implementación de las 5s Figura 19: Implementación de las 5s Clasificación -No existe para todo el material un lugar definido y específico, algunas bobinas de papel, pms, cuadrotas, pliegos, cajas, bolsas, rodillos etc. los van acomodando como se va generando espacio y esto provoca retrasos en el surtido por la búsqueda del material, o en ocasiones sucede que el almacenista menciona que no ha llegado dicho material cuando tiene varios días de su llegada . Lo anterior es porque no llevan bien el registro de sus entradas, además que otro factor es que esta empresa tiene rol de turnos y es necesario que al cambio de turno en el personal sea el adecuado y se debe informar al relevo detalles de información y tener como respaldo una bitácora para cualquier situación. -No hay señalamientos que identifiquen los materiales o por marca en los pasillos, lo que dificulta su ubicación al momento de surtirlo. -Inventarios excesivos de material obsoleto, generando saturación en el almacén y falta de espacio. 63 -Cuando se toma material de una caja, no siempre se descuenta en el control que se lleva de esa caja, los almacenistas lo dejan para después a veces por la carga de trabajo o por falta d e personal. -Se utiliza una almacén alterno (bodega que se encuentra en el 3er piso) para resguardar material, cuando no caben el material en el almacén grande. Este no cuenta con las condiciones para dicha función y es más difícil la transportación de material, ya que en ocasiones es pesado y su manejo es inadecuado. Orden -Posterior a surtir pedidos durante el día se encuentra material tirado en los pasillos. (Pliegos, tapas de bobinas, papel, tinta, etc.) -Las cajas están mal acomodadas, o esquivadas de manera inadecuada, provocando deterioro en el material. -No son aprovechados todos los compartimentos en los anaqueles en su totalidad, por lo que hay espacios vacios - En ocasiones cuando se tiene material en producto terminado no se coloca en lugares que no estorben los espacios. Limpieza -Acumulación de polvo, el cual daña el material. - Cajas, bolsas, papeles y basura en el suelo de las bodegas en el área de los anaqueles que no se recogen en más de un día. - Uso incorrecto de ropa de trabajo. - Existe maquinaria y otros artículos en el almacén que no se utilizan y ocupan un espacio útil para otras actividades. - Existe archivo muerto en el área de descarga. - Se tienen áreas de trabajo y pasillos en donde no se cuenta con una adecuada iluminaci ón. - Falta ventilación en el almacén - Las paredes presentan deterioro en la pintura - Aparentemente se debía presentar una persona de limpieza diariamente, pero se enfoca únicamente a él área de las oficinas que es muy reducida y no al almacén en general . 64 Estandarización - Existen cuatro principales procesos, Recepción de Mercancía, Desempaque, Acomodo y Surtido, los cuales presentan grandes variaciones, ya que están definidos de acuerdo a la forma de trabajo de cada operario, es decir cada quién tiene su método. - No están definidos los límites de seguridad de carga en el manejo de materiales. - No se cuenta con una planeación para la recepción de los materiales. - No se cuenta con una planeación para el surtido y entrega del material. - Los procesos por tanto no están estandarizados y mucho menos se encuentran escritos ni descritos claramente en ningún lugar, cada persona lo realiza de acuerdo a su experiencia. - Existe un perfil de puestos pero no ha sido actualizada por tanto no se encuentran bien definidos. - Irregularidad de espacios. No se tienen homogeneidad en los pasillos del almacén. - Falta de sincronización de los relojes que se emplean para los registros de tiempos en las bitácoras del área de surtido y logística. Disciplina -Algunos almacenistas no utilizan el uniforme de la empresa. - El tiempo para tomar un refrigerio en combinación con las actividades laborales varía notablemente. Lo anterior puede ser ocasionado por la carga de trabajo o por falta de organización. - Existen pequeñas fricciones entre el personal del propio almacén y de este con el personal de otras áreas. Aunque por mínima que sea afecta al ambiente de trabajo - Algunos trabajadores no emplean el equipo auxiliar (escaleras para anaqueles y rampas de seguridad). - No se tiene el cuidado suficiente con el manejo de material. - Existe mucha rotación de personal, normalmente ocasionado por la descarga de contenedores o por el rol de turnos que se maneja en la misma Empresa - Faltas constantes o improvistas del personal 65 Capítulo V Propuestas Generales Capítulo V Propuestas Generales 5.1 Técnica 5´s Como pudimos observar en los resultados del diagnóstico, la empresa presenta muy diversos problemas en el almacén de Artes gráficas, lo que le ocasiona retrasos en las entregas a sus distribuidores y sucursales ( clientes ), por no considerar la planificación, organización y control del conjunto de las actividades y el almacenamiento que faciliten el flujo de materiales y productos desde la fuente al consumo, incluidos los flujos de información, control, el orden, la limpieza, la estandarización, la disciplina y la seguridad, por lo que se presentan diversas propuestas de mejora, como son las siguientes: 5.1.1 Seiri (Clasificación) A través de este problema que se presenta del excedente de inventario, propondremos que se realice un análisis de rotación del producto y pronósticos, para conocer realmente el volumen que debe existir en inventario considerando la temporada, las zonas geográficas ( tipo de papel, pms, tintas, cajas, rodillos, etc. más utilizadas) y la moda , así se eliminaría el material que no tiene movimiento y se reduciría el de muy lento movimiento. Lo anterior generara mayor espacio útil. Y de ser posible con el otro pequeño almacén se debería de acondicionar de manera adecuada para guardar el material sin sufrir algún daño de maltratarse y realizar una correcta distribución de este almacenando únicamente materiales de alta movilidad (pms fluorescentes de la familia de los 800,877-c, 185-c, 158-c, etc. En papel LWC 60 gramos, couche de 90,104 gr, 118 gr, etc., cartulina sulfatada 1/c y 2/c 12 pts., 14 pts. y 16 pts. Etc.), los cuales requieren mayor existencia en el almacén. Proponemos designar espacios únicos para cada cosa y de alta rotación principalmente. Colocando letreros pegados al techo o en pared indicando marca, color, gramaje. En los anaqueles se propone utilizar coordenadas para poder localizar de una manera más rápida y eficiente el producto requerido, evitado así confusiones. Los almacenistas se preguntaran ¿Qué debo hacer? • Separar lo que sirve de lo que no sirve y desechar lo que no sirve • Aprovechar aquellos materiales que se puedan utilizar • Definir un lugar en el área para poner el material de uso común 66 • De lo que sirve, separar lo necesario de lo innecesario • Una vez seleccionado lo necesario, clasificar por frecuencia de uso Beneficios • Eliminar excesos y desperdicios • Despejar espacios • Descartar elementos obsoletos • Mejorar distribución de recursos Se propone que los pasillos sean distribuidos equitativamente entre los almacenistas y casa uno de ellos sea encargado de controlar el inventario existente en cierto número de pasillos, corroborando cada semana que la cantidad de material que tendrán en sus registros correspondan físicamente. Antes de eso se debe realizar una capacitación con el personal con respecto a la nueva ubicación del material, de tal forma que todos tengan la misma información y entiendan perfectamente el funcionamiento del nuevo sistema y puedan ubicar todos los materiales existentes en el almacén y en el menor tiempo posible, indicando también la forma más rápida de realizar el surtido de algún pedido. 5.1.2 Seiton (Orden) Ordenar es tener una ubicación de cualquier elemento, de tal manera que esté listo para que cualquiera lo pueda usar en el momento que lo necesite. Quizás las cosas estén, pero no se sabe dónde ni cómo encontrarlas. Por eso, después de haber clasificado las cosas, es necesario organizar y sistematizar. “Un lugar para cada cosa y cada cosa en su lugar” ¿Qué se debe hacer? • Definir un nombre o marca para cada clase de artículo • Asignar un lugar para cada artículo, considerando su frecuencia de uso • Identificar los artículos por alfabeto, número, tamaño, color u otro identificador • Colocar etiquetas visibles y código de colores Beneficios • Mayor seguridad • Elimina el tiempo de búsqueda • Previene el desabasto • Facilita la localización • Aumenta la velocidad de respuesta 67 5.1.3 Seiso (Limpieza) Limpiar es el acto de quitar lo sucio de algo. “Mantener un lugar impecable” Se debe realizar una limpieza a fondo del almacén con el personal del mismo y con el de intendencia viendo que se desecha y que es importante. El personal de intendencia tendrá el acceso diario para entrar y limpiar el polvo. ¿Qué se debe hacer? • Eliminar las manchas, mugre, polvo, desperdicios de escritorios, sillas, oficinas, archiveros, equipos, PC´s, y demás elementos del sitio de trabajo. • Mantener los archivos electrónicos con una programación acorde con las mayores exigencias de operación, de tal manera que se puedan eliminar elementos obsoletos, sobrecargas irrazonables y problemas en los equipos de trabajo. Beneficios • Evita accidentes • Disminuye reparaciones costosas • Permite tomar acciones correctivas inmediatas • Se cuenta con un lugar impecable y agradable de trabajo Se propone limpiar todo aquello que ya no sirva, como tintas obsoletas, colitas de papel sin uso, cajas maltratadas que ya no servirán para el empaque, bolsas rotas , así también es necesario limpiar correos, la PC de la computadora se depurara de archivos que ya nos útiles y se encuentre libre, siempre tomando en cuenta las siguientes preguntas ¿Las carpet as de tu PC, tienen un orden lógico y cuentas con los archivos relacionados a la temática de esa carpeta? ¿Si alguien accede a tu PC, podría abrir archivos fácilmente? ¿Qué hacer con los correos electrónicos, una vez que los procesas? Propondremos el reciclar, aunque este punto ya se está llevando a cabo, se dará a conocer mucho más la importancia que este lleva. El papel juega un papel muy importante ya que la empresa es una imprenta donde hacen todo tipo de libros, revistas, periódicos, etc., pero al realizar un producto a tamaño final esta tiene excedentes en papel y se puede vender para que puedan reciclarlo y volver a utilizarlo nuevamente. Siempre un lugar limpio es un lugar más agradable de trabajar. Creando un ambiento grato para cualquier persona. Es necesario crear conciencia en todo el personal y crear una cultura y una mentalidad mejor para cada uno. Se deben reparar las paredes deterioradas en los aplanados y pintar las paredes afectadas en el almacén. 68 Respecto a la gran cantidad de cartón que se general puesto que se desocupan muchas cajas diariamente y los almacenistas únicamente las avientan en la rampa, en donde se acumulan y estorban, se propone que las cajas sean debidamente amarradas y acomodadas por los almacenistas antes de su salida y que ellos mismos y a cambio ser autorizados para venderlas al finalizar la semana en el depósito que se encuentra a una cuadra del almacén. 5.1.4 Seiketsu (Estandarización) Se propone analizar cada uno de los procesos y estandarizarlos, ya que como se observó en el diagnóstico cada empleado tiene su propia forma de hacer sus funciones, esto de acuerdo a su experiencia, su capacitación inicial (quién la brindó) y sus habilidades, con los que se busca que exista una sola manera de hacer las cosas. Por lo tanto se realizara manuales de referencia donde se mencionaran procedimientos o reglamentos que contenga la estandarización de nuestro Programa 5 “S” por área indicando: a) Área de responsables b) Listado de lugares c) Indicar lo que se encuentra en cada uno de nuestros lugares d) Indicar lo que se encuentra en el área común Se realizó el análisis correspondiente, obteniendo como procesos principales la Recepción, el Desempaque y Acomodo y el Surtido, estandarizando y optimizando dichos procesos, obt eniendo así el Manual de procedimientos del almacén de Grupo Ajusco, con sus diagramas de flujo correspondientes. (Presentados en el capítulo 5.3 ). Beneficios • Quedan por escrito los esfuerzos individuales y por equipo del programa • Usar símbolos, colores o letreros para que el estándar se aplique por sí mismo • Se establece por escrito cómo mantener resultados • Facilita el mantenimiento • Asegura el desempeño con calidad Realizar la difusión correspondiente de los procedimientos para que todo el personal del almacén los conozca y los aplique, por lo que se deben encontrar al alcance de todo el personal interesado. Repasar la capacitación de todo el personal de nuevo ingreso únicamente y apegados al manual, evitando así que se genere nuevamente disparidad en el desempeño de las funciones. 69 En el caso de la descarga de los contenedores, es importante considerar que esta actividad es la que ocasiona la gran rotación que existe con el personal de nuevo ingreso, además de distraer de sus actividades prioritarias a los almacenistas, por lo que se les debe informar que esta es parte de sus actividades desde el momento en que pretenden ingresar a laborar en el almacén; como se sabe que se descarga un contenedor por semana, se propone tener a un grupo de personas externas a el almacén y dedicadas a la descarga, las cuales sean requeridas únicamente el día y a la hora de la llegada del contenedor, así descargarán las cajas en su totalidad, colocándolas ordenadamente y protegiendo el material en todo momento, con esto se evitaría el utilizar a los almacenistas quienes dejan de surtir sus pedidos por descargar el contenedor y se reduciría la rotación de personal. 5.1.5 Shitsuke (Disciplina) En este punto se requiere que cada empleado de Grupo Ajusco mantenga como puesta en práctica de los procedimientos correctos y disciplina, la “Convertir el mantenimiento en un hábito constante” donde se elaborara un programa de trabajo asignando fechas, responsables, contemplando las auditorias y teniendo siempre un adecuado comportamiento, tener empatía para con los demás y a su vez creando un ambiente de motivación y participación. Como parte del reglamento interno que se propone realizar, se debe incluir el uso adecuado del uniforme proporcionado por la empresa (casco, botas, playeras, tapones, etc), así mismo las horas correspondiente a la entrada, salida y comida del personal, indicando claramente las tolerancias permitidas por la empresa y las sanciones a las que se harán acreedores en caso de no cumplirlas. Se propone utilizar las instalaciones recreativas que se encuentran afuera de la empresa para realizar eventos de convivencia entre todos los empleados, realizando actividades deportivas combinando a las diferentes áreas para crear un mejor ambiente en la organización, así también impartir cursos enfocados a las relaciones humanas integrado por participantes de todos los niveles y departamentos en la organización. 70 5.2 Seguridad en el área de almacén en Grupo Ajusco La seguridad industrial es muy importante como lo menciona el Capitulo, nos podemos percatar que muchas de las empresas no le toman la importancia necesaria como debiera ser. Por lo tanto este proyecto se enfoca a desarrollar la seguridad industrial en la Empresa Grupo Ajusco y adaptarla en una forma responsable y asimilarla como cultura, ya que los accidentes pueden generar hasta pérdidas humanas. Por consiguiente es necesaria la capacitación del personal en el tema de seguridad industrial , haciéndoles ver lo importante del equipo en el desempeño de su trabajo, desde el punto de vista de estar afectando su salud al no utilizarlo adecuadamente, ya que por lo general no lo utilizan, argumentando que es innecesario, incomodó, y molesto . (Es necesario quitar esas ideas y crear conciencia). La empresa debe comprar el equipo de seguridad necesario para todos los trabajadores del almacén, y adquirir fajas más adecuadas para sus funciones, así como también adquirir más equipo de trabajo ya que el existente no es suficiente para el buen desempeño de las funciones. A partir de este nos enfocamos en la NORMAS OFICIALES MEXICANAS de la STPS que nos habla sobre la higiene y seguridad industrial. A continuación se muestra un cuadro de la NOM- 030-STPS-2009 aplicada a la Empresa de Artes gráficas. NOM-030-STPS-2009, SERVICIOS PREVENTIVOS DE SEGURIDAD Y SALUD EN EL TRABAJO FUNCIONES Y ACTIVIDADES EN GRUPO AJUSCO S.A DE C.V Establecer las funciones y actividades que deberán realizar los 1. Objetivo servicios preventivos de seguridad y salud en el trabajo para prevenir accidentes y enfermedades de trabajo. 2. Campo de La presente Norma rige en todo el territorio nacional y aplica en aplicación todos los centros de trabajo. 3. Definiciones Para efectos de la presente Norma, se establecen las definiciones siguientes: 3.1 Acciones preventivas y correctivas 3.2 Autoridad Laboral; Autoridad del Trabajo 3.3 Centro de trabajo. 71 3.4 Diagnóstico de seguridad y salud en el trabajo 3.7 Personal ocupacionalmente expuesto, POE 3.8 Peligro 3.9 Procedimientos; instructivos 3.10 Programa de seguridad y salud en el trabajo 3.11 Responsable de seguridad y salud en el trabajo 3.12 Riesgo 3.14 Seguridad y salud en el trabajo 4.1 Designar a un responsable de seguridad y salud en el trabajo interno o externo, para llevar a cabo las funciones y actividades preventivas de seguridad y salud. 4.2 Proporcionar al responsable de seguridad y salud en el trabajo: a) El acceso a las diferentes áreas del centro de trabajo para identificar los factores de peligro y la exposición de los trabajadores 4.Obligaciones del a ellos; patrón c) Los medios y facilidades para establecer las medidas de seguridad y salud en el trabajo para la prevención de los accidentes y enfermedades laborales. 4.7 Capacitar al personal de la empresa que forme parte de los servicios preventivos de seguridad y salud en el trabajo, en las funciones y actividades que establece la presente Norma. 5.1 Elaborar el diagnóstico de seguridad y salud en el trabajo 5.2 Elaborar el programa de seguridad y salud en el trabajo o la relación de acciones preventivas y correctivas de seguridad y salud 5. Funciones y en el trabajo, actividades del responsable de 5.6 Establecer los procedimientos, instructivos, guías o registros seguridad y salud necesarios para dar cumplimiento al programa de seguridad y salud en el trabajo en el trabajo o a la relación de acciones preventivas y correctivas de seguridad y salud en el trabajo. 5.7 Realizar el seguimiento de los avances en la instauración del programa de seguridad y salud en el trabajo o de la relación de acciones preventivas y correctivas de seguridad y salud en el 72 trabajo y reportar por escrito los resultados al patrón, al menos una vez al año. 6. Diagnóstico de seguridad y salud 6.1 El en el trabajo condiciones de seguridad y salud en el centro laboral diagnóstico integral o por área de trabajo sobre las 7. Programa de seguridad y salud 7.1 El programa de seguridad y salud en el trabajo, deberá contener en el trabajo o al menos: relación de a) acciones aspecto identificado; preventivas y d) correctivas de las acciones preventivas o correctivas y para la atención de seguridad y salud emergencias La acción preventiva o correctiva por instrumentar por cada Las fechas de inicio y término programadas para instrumentar en el trabajo Tabla 23: NOM-030 Situación actual de Seguridad en Grupo Ajusco En este apartado se establecieron y recopilaron las diferentes fuentes y datos existentes en la empresa para determinar y sustentar el diagnóstico de la situación actual de la empresa respecto de seguridad industrial. Actualmente, la empresa Grupo Ajusco no cuenta con un formato adecuado para el registro de accidentes. Cuando algún trabajador se lesiona o accidenta, la empresa solo puede registrarlo como enfermedad o accidente, anotando el nombre del empleado y su área de trabajo. Existe, además, otro problema dentro de los registros de lesiones o accidentes, si éste no es muy grave, se registra como una enfermedad, si lo es, se registra como accidente, pero en dichos registros no se especifica qué le pasó al empleado, únicamente se registra si se enfermó o se accidentó en base a la categoría anterior y los días de suspensión. Propuesta de un programa de seguridad industrial Se propone un programa de seguridad industrial para un mejor control en la empresa. Por lo que es necesario la implementación de un comité de seguridad industrial, este será el encargado de 73 tomar la batuta y ejecutar el programa desde su inicio, tiene la responsabilidad de mantener en desarrollo y vigente el programa hasta alcanzar los objetivos y metas planteadas, incluyendo la resolución de la problemática del área a la que representa cada miembro, así como, la supervisión de las áreas de los demás miembros y, posteriormente, darle seguimiento y mantenimiento a dicho programa actualizándolo y adaptándolo a las necesidades futuras y según las exigencias de la empresa en su desarrollo y crecimiento a través del tiempo. Formación de comité de seguridad e higiene industrial dichos integrantes (se seleccionaron por su disposición y desempeño, además de ofrecerse voluntariamente a formar parte del mismo), dichos integrantes son: Javier Peña (supervisor dentro de la empresa) Andrea Domínguez (recursos humanos) Raúl Martínez (desarrollo técnico) Sergio Munguía (Planta física) Ángel Arco (practicante de ingeniería) Las características que se tomaron en cuenta de cada uno de los integrantes del comité son: Ser personas identificadas con la empresa Ser personas que desempeñen puestos claves Ser personas identificadas con la empresa Ser líderes positivos, con buena relación y comunicación con sus compañeros de trabajo Ser puntuales, responsables, honrados y dedicados Que estén dispuestos a participar en los programas de capacitación en los que se incluya a los miembros del comité y que gocen de una buena trayectoria en su expediente laboral Objetivos del comité Reducir y prevenir los daños en cuanto a accidentes y enfermedades ocupacionales Capacitar técnicamente en seguridad y en higiene industrial, en cuanto a condiciones y medio ambiente de trabajo del personal de la empresa Prevenir daños al equipo, insumos, instalaciones, contemplando medidas de prevención Controlar y reducir los costos debido a incidentes y accidentes Establecer control efectivo de sustancias riesgosas, herramientas, procesos y sistemas de trabajo Mejorar el clima laboral al tener ambiente de mayor seguridad y salud Atribuciones del comité Diagnóstico y análisis de riesgos y daños de toda la empresa 74 Evaluación de riesgos Para determinar los puntos o aspectos específicos sobre los cuales el comité de seguridad industrial debe empezar a trabajar y elaborar su plan de trabajo, se hace necesario la evaluación y diagnóstico de la condición actual de la empresa, ya que a través de ésta, se reflejará la situación en la que se encuentra. Los datos obtenidos por esta herramienta permitirán clasificar los diversos problemas que enfrenta la empresa, asignar los responsables para darles seguimiento y poder solucionarlos de una manera sistemática y planificada, según la factibilidad de los mismos para ser solucionados. Rondas de inspección y evaluación Las rondas de inspección y evaluación de seguridad son la técnica preventiva, mediante la cual se detectarán los riesgos existentes para poder corregirlos antes de que se produzca un accidente. Las inspecciones serán la principal herramienta para detectar condiciones físicamente inseguras en las operaciones generales de la empresa. Políticas de evaluación La política de evaluación que se seguirá, será mediante el análisis de las hojas de inspección del área de trabajo para poder obtener una visión grupal del área, además de ello, se dará un seguimiento para observar, de qué manera está reaccionando cada persona dentro de su puesto de trabajo y su comportamiento dentro de la empresa, con respecto al programa de seguridad e higiene industrial. Las evaluaciones del programa de seguridad se realizarán periódicamente, continuas y especiales, de acuerdo con las operaciones y los procesos, los formatos que se definieron para este fin son los siguientes: 75 HOJA DE INSPECCION DE INCENDIOS AREA:______________________________________________ SUPERVISOR:_________________________________________ ENCARGADO:________________________________________ FECHA:_____________________________________________ Marca con una x SI NO EQUIPOS ELECTRICOS Hay instalaciones improvisadas Cables de prolongación en malas condiciones Luces alejadas de materiales combustibles Fusibles y cajas de control limpias y cerradas Circuitos con fusibles adecuados Conexiones a tierra limpia SI NO MATERIALES ESPECIALMENTE PELIGROSOS El almacenamiento de inflamables, está aislado SI NO FRICCIÓN Maquinas correctamente lubricadas Maquinas correctamente ajustadas y alineadas 76 PERIODICIDAD FORMATO PARA EL SEGUIMIENTO DEL PLAN DE ACCION AREA: _____________________ FECHA DE INSPECCIÓN:_____________________________ ACCION RESPONSABLE CORRECTIVA O FECHA DE OBSERVACIONES CUMPLIMIENTO PREVENTIVA 1. 2. 3. 4. 5. FORMATO PARA EL SEGUIMIENTO DE INSPECCIÓN INTERNA DE EXTINTORES INSPECCIÓN INTERNA DE EXTINTORES REVISO: No. DE IDENT. TIPO PESO ULTIMA FECHA DE RECARGA FUE AGITADO FECHA FECHA DE MANTTO OBSERVACIONES DE CONDICIONES 77 SALUD OCUPACIONAL- HIGIENE Y SEGURIDAD INDUSTRIAL INSPECCIONES PLANEADAS: Fecha de inspección: Descripción de informe: EMPRESA ATENDIDA: CONTACTO: # Factor de Aspecto riesgo detectado Evidencias Recomendaciones Responsable Fecha de ejecución ejecución de 1 2 3 4 5 6 7 8 9 10 Se proponen brigadas de emergencia en la Empresa Grupo Ajusco para formar un grupo de trabajadores organizados, entrenados entrenados y equipados para estar en la absoluta capacidad de identificar las condiciones de riesgo que puedan generar determinadas emergencias. Estas brigadas son formadas con el fin de promover un cambio de actitud en el personal, con la finalidad de fomentar una cultura preventiva, la cual se fundamente y respalde en la necesidad de controlar y manejar de manera organizada las condiciones laborales inadecuadas que puedan causar desastres que afecten la salud o seguridad de los trabajadores o así mismo los bienes materiales de la empresa. Objetivos de las brigadas • Identificar las fuentes de riesgo • Inspeccionar el equipo de extinción de incendios • Realizar, mantener y evaluar el plan de emergencias 78 Las brigadas de emergencias que se manejaran en dicha empresa son: INCENDIOS TEMBLORES O SISMOS PRIMEROS AUXILIOS Figura 20: Brigadas Clase de emergencia • Brigada de incendio La brigada contra incendio requiere de un equipo humano entrenado para controlar en forma eficaz e inmediata la propagación del fuego, evitando daños humanos y materiales. En este tipo de brigadas es indispensable la realización de las inspecciones continua de los extintores. • Brigada de primeros auxilios Son las personas con la misión de estabilizar al paciente lesionado, para evitarles posibles complicaciones y posteriormente remitirlo al centro de asistencia médica más cercano. • Brigadas de evacuación Son los brigadistas con la responsabilidad del desplazamiento de los funcionarios y visitantes a un lugar seguro o al sitio de encuentro previamente establecido. Capacitación programada La capacitación al personal de la empresa se hará cada 8 días, por lo que se solicita que los empleados asistan a dicha capacitación. La persona que nos apoyara a dar la capacitación es el Medico de GRUPO AJUSCO, juntamente con 2 personas especializadas en dichos temas, como lo 79 son primeros auxilios, (ahogamiento, fracturas, etc). Que hacer en caso de un sismo, un incendio, etc. Se asigna un calendario para asistencia de capacitaciones quedando de la siguiente manera: AREA ALMACEN FECHA 30-OCT-2015 PLANEACION 06-NOV-15 PREPRENSA 13-NOV-15 CALIDAD 20-NOV-15 VENTAS 27-NOV-2015 SISTEMAS 04-DIC-2015 PRODUCCION 11-DIC-2015 Se elaboran mapas de riesgos de cada uno de los procesos para poder identificar los riesgos en cada actividad, verificando si cumple con las normas de la Secretaria de Trabajo y Prevención Social (STPS). Cabe señalar que es muy importante la capacitación en cada una de la areas para poder tener en cuenta las acciones que se deben tomar cuando se tenga una presente, lo que se están tomando son vidas humanas. Lo básico es la seguridad, una brigada no puede hacer algo para lo cual fue capacitada y entrenada. Es importante recordar que la brigada atiende la situación hasta la llegada de los cuerpos de socorro externos o profesionales. 80 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma 5.3 Manual de Procedimientos, Diagrama de flujo, Mapa de riesgos, Diagnostico situacional y Cursograma analítico 5.3.1 Inspección de calidad y Recepción de bobinas 1. PROPÓSITO: Asegurar el surtimiento de materia prima de calidad (bobinas) al área de Prensas Rotativas mediante la inspección y control de dicha materia. 2. DEFINICIONES: Bobina o rollo: Rollo de papel materia prima de impresión en prensas rotativas. Inspección: Examinar o reconocer atentamente el cumplimiento de condiciones o características específicas. Verificación: Comprobar la verdad o autenticidad de algún característica o cualquier tipo de información. Lay out: Acomodo en escala de áreas. Packing list: Listado de bobinas con los proporcionado por el proveedor. códigos de dato, barras, 3. RESPONSABILIDADES: Abastecedor: - Seguir los pasos de este procedimiento. - Inspeccionar que las bobinas cumplan con las características mínimas necesarias para poder ingresar al almacén de papel en rollo. - Actualizar el lay out y acomodar físicamente las bobinas. - Elaborar reporte de entrada de bobinas adquisiciones y planeación. y enviar por c orreo a logística, 81 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma - Generar reporte de reclamo en caso de que las bobinas no cumplan con las características mínimas de ingreso. - Recibir el material (bobina), realizando el acomodo físico y dando entrada en sistema. 4. SISTEMA DE TRABAJO: Revisar la orden de compra o factura para saber que se va a recibir (Cotejar contra correo previo de la confirmación del envió). Cada proveedor envía su packing list, el cual se verifica. Nota: Si no está anexada la orden de compra buscarla en el sistema, si no aparece en el sistema repórtalo al Gerente de Abastecimiento. Enrampar el transporte. Realizar las siguientes inspecciones visuales, según formato de Inspección de bobina Inspeccionar que el suelo del transporte no esté dañado, es té limpio de grava, clavos y sin rastros de humedad o goteras. Inspeccionar que las bobinas no estén metidas a presión. Inspeccionar que alguna parte del transporte no esté dañando la bobina. Inspeccionar que el empaque de cada bobina no se encuentre malt ratado. Inspeccionar que las bobinas tengan su cubierta original. 82 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma Inspeccionar que las bobinas no presenten señales de haber caído. Nota: si no cumple con las condiciones anteriores avisar al Gerente de Abastecimiento Descargar el papel del camión, una bobina a la vez con el montacargas. Inspeccionar el 100% de la carga si el transporte trae de 1 a 19 bobinas, si trae más de 19 bobinas inspeccionar aleatoriamente el 25%, en base al formato de Inspección de bobina. -Quitar las tapas e inspeccionar que las bobinas se encuentren intactas en ambas caras. -Inspeccionar que el núcleo no se encuentre deformado o colapsado. -Inspeccionar que el gramaje y ancho de bobina correspondan con los datos de la orden de compra. -Inspeccionar que el peso de las bobinas corresponda al que está marcado en la etiqueta. 83 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma -Colocar nuevamente las tapas de las bobinas cuando termine. 84 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma Nota: Sacar evidencia (fotografías) de cualquier anomalía y hacer la anotación correspondiente en la remisión y/o factura del proveedor. Llenar el reporte de reclamos y enviarlo al gerente del área vía correo electrónico. Colocar en la bobina la Identificación de Producto no Conforme 85 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma Identificar bobinas para trabajos específicos, mencionando: tipo de papel, nombre del trabajo, cliente, número de rollo y el peso de cada bobina, mediante el Marbete de almacén. Colocar una tarima de madera en el piso antes de acomodar la primera bobina en el área indicada según lay out de almacén. Dar entrada en el sistema a todos los lotes de papel que se recibió. Actualizar la información de ubicación de cada bobina en el archivo del lay out. Elaborar el reporte de entrada de papel al final de turno. Enviar por correo a logística, adquisiciones y planeación: el reporte de entrada de papel y el lay out actualizado al final de turno. 5. REGLAS GENERALES : Todos los Abastecedores deben de seguir este sistema de trabajo. 86 SISTEMA DE TRABAJO INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS Código: Revisión: Fecha: Página 1 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma El Coordinador de Almacén debe de verificar el cumplimiento de este sistema de trabajo. Ingresar al sistema la información de llegadas de papel. Inspeccionar las bobinas en cantidad y calidad. No dejar bobina en el piso, siempre deben estar sobre una tarima. Mantener el almacén ordenado y con el piso limpio. 6. REGISTROS: Reporte de entradas de papel Reporte de reclamo Formato de inspección de bobina Lay Out Marbete de almacén Identificación de Producto no Conforme 7. HERRAMIENTAS : Montacargas. Cutter. Calculadora. 87 DIAGRAMA DE FLUJO. INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS INICIO Descargar papel del transporte (una bobina a la vez) Revisión de orden de compra o factura (Materia prima) Enrampar transporte Inspeccionar bobinas al 100 % conforme a características Inspección visual de bobinas según formato de inspección Identificación de bobinas p/ trabajos específicos Si No Avisar a Gerente de Abastecimiento ¿Lo cumple? Acomodo de bobina con base (tarima) Dar entrada en sistema Metrics a lo que se recibió Actualización de archivo (Ubicación LAY-OUT) Elaborar reporte de entrada Envió de reporte de entradas a áreas correspondientes FIN 88 MAPA DE RIESGOS: INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS ENTRADA 1 2 Revisión de orden de compra o factura (Materia prima) POE1 T* R.E.2 Enrampar transporte POE2 T* R.L.1 3 Inspección visual de bobinas según formato de inspección No POE 1 T* R.F. 3 ¿Lo cumple? 4 Descargar papel del transporte (una bobina a la vez) POE2 T* R.L.1 R.M.1 5 Inspeccionar bobinas al 100 % conforme a características POE 2 T* R.F.3 6 Identificación de bobinas p/ trabajos específicos POE1 T* 7 Acomodo de bobina con base (tarima) POE1 T* R.L.1 R.L.4 8 Dar entrada en sistema Metrics a lo que se recibió Si Avisar a Gerente de Abastecimiento T*= Turno 1, 2,3 y 4 9 Actualización de archivo (Ubicación LAY-OUT) POE 1 T* POE 1 T* 10 Elaborar reporte de entrada POE 1 T* 11 Envió de reporte de entradas a áreas correspondientes POE1 T* SALIDA Investigación de campo 89 DIAGNOSTICO SITUACIONAL (INSPECCIÓN DE CALIDAD Y RECEPCIÓN DE BOBINAS) ETAPA 1 PROCEDIMIENTO Revisión de orden de compra o factura (Materia prima) PELIGROS R.E.2 NORMA APLICABLE CUMPLE 2 3 R.L.1 R.F.3 NOM-001-STPS-2008 NOM-025-STPS-2008 SI SI 4 Enrampar transporte Inspección visual de bobinas según formato Descargar papel del transporte NOM-001-STPS-2008 SI 5 Inspeccionar bobinas al 100% R.L.1 , R.M.1 R.F.3 NOM-025-STPS-2008 SI 6 7 8 Identificación de bobinas p/trabajos específicos Acomodo de bobina Dar entrada en sistema Metrics R.L.1, R.L.4 NOM-019-STPS-2011 SI 9 Actualización del archivo 10 Elaborar reporte de entrada 11 Envió de reporte de entrada a áreas correspondientes 90 CURSOGRAMA ANALÍTICO Diagrama no. 1 Operario / Material / Equipo Hoja: 1 1 de Resumen Actual Actividad Producto: BOBINAS Operación Inspección Espera Transporte Almacenamiento Distancia (mts.) Actividad: INSPECCION DE CALIDAD Y RECEPCION DE BOBINAS Método: actual / propuesto Lugar: Operario (s): Ficha no. Compuesto por: Aprobado por: Fecha: Fecha: DESCRIPCIÓN C D 9 6 0 1 0 Tiempo (hrs.-hom.) Costo Mano de obra Material TOTAL Actividad T OBSERVACIONES SE REVISAN ORDEN DE COMPRA ANTES DE RECIBIR SE ACOMODA EL CAMION EN LA RAMPA O LLEGA PROVEDOR Y ENTREGA FACTURAS ENRAMPAR EL TRANSPORTE Propuest o O O ABREN LAS PUERTAS MONTACARGUISTA DESCARGA LA BOBINA UNA ALA VEZ SE RECIBE BOBINA EN AREA DE RECEPCION SE VERIFICA LAS CARACTERISTICAS ANTES DE SU ACOMODO ESTE LIMPIO DE GRAVA, CLAVOS Y HUMEDAD SE INSPECCIONA EL SUELO DEL TRANSPORTE INSPECCIONA LAS BOBINAS DENTRO DEL CAMION QUE NO ESTEN A PRESION SE INSPECCIONA EMPAQUE DE BOBINA INSPECCIONA CUBIERTA ORIGINAL INSPECCIONA TODA LA CUBIERTA SEÑALES DE HABER CAIDO ACTUALIZAR LA LAY OUT ACOMODAR FISICAMENTE LA BOBINA ELABORACION DE REPORTE DE ENTRADA LOGISTICA, COMPRAS Y PLANEACION ENVIAR POR CORREO A DIFERENTES AREAS SE DA ENTRADA AL SISTEMA TOTAL 9 6 0 1 0 91 SISTEMA DE TRABAJO RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO Código: Revisión: Fecha: Página de ___ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 5.3.2 Recepción y surtimiento de pliego impreso 1. PROPÓSITO: Recepción y surtimiento de tarimas de pliego impreso en el momento oportuno al área correspondiente. 2. DEFINICIONES: Inspección: Examinar o reconocer atentamente el cumplimiento de condiciones o características específicas. Verificación: Comprobar la verdad o autenticidad de algún dato, característica o cualquier tipo de información. Lay out: Acomodo en escala de áreas. Báscula digital: Instrumento de medición, cuya unidad de medida está dada en kilogramos. 3. RESPONSABILIDADES: Abastecedor: - Seguir los pasos de este procedimiento. - Inspeccionar que las tarimas cumplan con las características mínimas necesarias para poder ingresar al almacén de producto en proceso. Recibidor: Entregar tarimas de pliego impreso: - Con cantidad completa y conforme a Identificación de producto en proceso - Correctamente entarimadas e identificadas, es decir que contienen 2 hojas de Identificación de producto en proceso y dos pliegos muestra. Coordinador de logística Monitorea que las máquinas cuenten con los materiales que necesitan para cumplir con el programa de producción. 92 SISTEMA DE TRABAJO RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO Código: Revisión: Fecha: Página de ___ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma Coordinador de Terminado: - Firmar el Control de producto en proceso - Pedir oportunamente las tarimas de pliego impreso que requiera. 4. SISTEMA DE TRABAJO: 1. Verificar con el Coordinador de Logística el programa de producción y el anexo del trabajo. 2. Recibir y verificar que las tarimas de pliego impreso contengan 2 hojas de identificación de producto en proceso y dos pliegos muestra (1). 1 3. Corroborar mediante el peso que la cantidad de pliegos anotados en la identificación de la tarima sean físicamente correctos. Nota: Si existe variación notificar al Coordinador de Logística y al de Prensas Rotativas o planas, anotar la nueva cantidad en la hoja de Identificación de producto en proceso , en la parte de observaciones. 93 SISTEMA DE TRABAJO RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO Código: Revisión: Fecha: Página de ___ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 4. Firmar el Control de pliego 5. Obtener la firma del Recibidor en el Control de producto en proceso 6. Confirmar con el Coordinador de Logística el área designada para producto en proceso (lay out) y trasladar el mismo con el montacargas. 7. Acomodar el pliego según lay out de producto en proceso y actualizar el documento al finalizar el turno. 94 SISTEMA DE TRABAJO RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO Código: Revisión: Fecha: Página de ___ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 8. Preguntar al Coordinador de Logística que tarimas de pliego impreso requiere el área de Terminado. 9. Trasladar las tarimas de pliego solicitado al pasillo de la c orona. Nota: Está prohibido que el montacargas cruce por el pasillo de la corona, el pliego se debe dejar sobre el pasillo y el área de terminado lo deberá trasladar con el patín hidráulico; en caso de que el pliego se requiera en el área de las primas (1er. piso) se deberá subir con el montacargas de pacas. 95 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página __ de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma . 10. Pedir la firma del Coordinador de Terminado en el Control de producto en proceso 5. REGLAS GENERALES : Corroborar que la cantidad de pliegos anotados en la identificación de la tarima sean físicamente correctos. Llenar y firmar los respectivos formatos. Respetar los formatos autorizados. Mantener el lay out de pliego impreso actualizado por turno. Mantener el orden en las zonas de almacén de producto en proceso. 6. REGISTROS: Identificación de producto en proceso Control de pliego 7. HERRAMIENTAS : Montacargas. Calculadora. Bascula digital. Patín hidráulico. 96 DIAGRAMA DE FLUJO: RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO INICIO Verificar programa de producción y anexo de OP con Coordinador de logística Recibir y verificar identificación del producto en proceso Corroborar datos del pliego (peso, nombre, etc.) Firmar control de pliego Obtener firma del abastecedor Confirmar área designada para el producto en proceso Acomodar pliego según lay-out Preguntar material requerido Trasladar tarimas de pliego solicitado a maquina Obtener firma C. Terminado de control del producto en Proceso FIN 97 MAPA DE RIESGOS: RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO ENTRADA 1 Verificar programa de producción y anexo de OP con Coordinador de logística 2 Recibir y verificar identificación del producto en proceso 3 POE1 T* R.F.1 R.F.2 Corroborar datos del pliego (peso, nombre, etc.) POE1 T* R.E.2 R.E.3 Firmar control de pliego POE1 T* 4 5 POE1 T* Obtener firma del abastecedor 6 Confirmar área designada para el producto en proceso POE2 T* POE1 T* 7 Acomodar pliego según lay-out POE1 T* R.L.1 R.L.4 8 Preguntar material requerido POE1 T* T* = Turno 1, 2,3 y 4 9 Trasladar tarimas de pliego solicitado a maquina Obtener firma C. Terminado de control del producto en Proceso POE1 T* R.L.1 R.L.2 R..F.1 R.F.5 10 POE 1 T* SALIDA Investigación de campo 98 DIAGNOSTICO SITUACIONAL (RECEPCIÓN Y SURTIMIENTO DE PLIEGO IMPRESO) ETAPA 1 2 3 4 5 6 7 8 9 10 ACTIVIDADES POE Verificar programa de producción Recibir y verificar identificación del producto en proceso Corroborar datos del pliego Firmar control del pliego POE1 Obtener firma del abastecedor Confirmar área designada para el producto en proceso Acomodar pliego según lay-out Preguntar material requerido Trasladar tarimas de pliego solicitado. Obtener firma en área de terminado en control del producto POE2 POE1 TIEMPO EXPUEST O PELIGROS NORMA APLICABLE CUMPLE 10 hrs 30 min 11 hrs - - - R.F.1 , R.F.2 NOM-011STPS-2001 SI R.E.2 , R.E.3 - - - - - - - - - NOM-001STPS-2008 - SI - NOM-015STPS-2001 - SI - POE1 11 hrs POE1 10 hrs 30 min 11 hrs POE1 10 hrs 30 min POE1 11 hrs POE1 11 hrs R.L.1 , R.L.4 - POE1 10 hrs R.F.5 POE1 11 hrs - 99 CURSOGRAMA ANALÍTICO Diagrama no. 1 Operario / Material / Equipo Hoja: 1 1 de Resumen Actual Actividad Producto: PLIEGOS Operación Inspección Espera Transporte Almacenamiento Distancia (mts.) Actividad: RECEPCION Y SURTIMIENTO DE PLIEGO IMPRESO Método: actual / propuesto Lugar: Operario (s): Ficha no. Compuesto por: Aprobado por: Fecha: Fecha: DESCRIPCIÓN C D Propuest o 7 0 0 4 0 Tiempo (hrs.-hom.) Costo Mano de obra Material TOTAL Actividad T OBSERVACIONES RECIBIR TARIMAS SEGÚN COORDINADOR DE LOGISTICA SE VERIFICA CONTENGAN 2 ETIQUETAS POR TARIMA SE LLEVA TARIMA A LA BASCULA MONTACARGUISTA SE COLABORA EL PESO SE COTEJA CON LA ETIQUETA SE RETIRA DE LA BASCULA SE DEJA EN EL AREA DE CONTROL DEL PRODUCTO SE FIRMA EL CONTROL DEL PRODUCTO. SE LLEVA AL AREA DESIGNADA CONFIRMA CON EL COODINADOR SE TRASLADA MONTACARGUISTA SE ACOMODA EL PLIEGO SE TRASLADA PLIEGO AL AREA DE TERMINADO SE LLENA Y SE FIRMA RESPECTIVOS FORMATOS SEGÚN LAY OUT TOTAL ENCARGADO DE ALMACÉN 7 0 0 4 0 100 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma 5.3.3 Surtimiento de papel en bobina a pie de Maquina 1. PROPÓSITO: Asegurar el surtimiento de papel en bobina oportuno y en condiciones óptimas. 2. DEFINICIONES: Bobina: Rollo de papel materia prima de impresión en prensas rotativas. Inspección: Examinar o reconocer atentamente el cumplimiento de condiciones o características específicas. Verificación: Comprobar la verdad o autenticidad de algún dato, característica o cualquier tipo de información. Lay out: Acomodo en escala de áreas. 3. RESPONSABILIDADES: Abastecedor: - Surtir bobinas inspeccionadas al pie de máquina, listas para su utilización mediante el Vale de entrega de bobinas a pie de máquina - Verificar las características del papel de acuerdo a la orden de producción. - Verificar que las bobinas estén en buenas condiciones, sino devolver al almacén con sus respectivas tapas. - Firmar el vale de almacén. Rollero : 4. SISTEMA DE TRABAJO: 1. Consultar el programa de producción vía correo electrónico y anexo. 2. Corroborar con el Coordinador de Prensas Rotativas los trabajos a ingresar a máquina. 101 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página __ de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma 3. Verificar las características y cantidades de papel a surtir. 4. Ubicar el papel conforme a lay out. 5. Inspeccionar que el papel no esté golpeado, en caso de que así sea reparar la bobina y entregar a Producción solo papel en buen estado y documentar en el Vale de entrega de bobina a pie de máquina 6. Llenar el formato de Vale de entrega de bobinas a pie de máquina 7. Trasladar el papel a pie de máquina una bobina a la vez. 102 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página __ de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma 8. Entregar físicamente el papel al Rollero. 9. Entregar el Vale de entrega de bobinas a pie de máquina al Rollero, para la firma de recepción y conformidad. Nota: Si existen bobinas en mal estado retirar de máquina, colocar la identificación de producto no conforme y poner en cuarentena, o reparar para su uso posterior. Si la bobina posee un daño oculto solicitar evidencia del daño y el Reporte de papel en mal estado al Coordinador de Prensas Rotativas para poder retirar la bobina que está a pie de máquina, colocar la identificación correspondiente, poner en cuarentena y entregar los documentos al Coordinador de Logística 103 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página __ de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma 10. Controlar el rendimiento de la bobina por pliego mediante el formato de Control de papel en bobina. 11. Registrar en sistema el consumo de bobinas. 12. Verificar que el Rollero entregue sobrantes con los siguientes datos: nombre del trabajo, medida del papel, gramaje, número de copias restantes, nombre del abastecedor, código de rollo y nombre del operador. 13. Recoger y corroborar el peso de los sobrantes con la báscula digital. 14. Documentar en el Vale de entrega de bobinas a pie de máquina 5. REGLAS GENERALES : Proveer oportunamente las bobinas a pie de máquina. Bobinas bien inspeccionadas antes de pasar a máquina. Exigir la firma del vale de entrega de bobina a Rolleros. 104 SISTEMA DE TRABAJO SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA Código: Revisión: Fecha: Página 105 de __ Reviso: Aprobó: Nombre y Firma Nombre y Firma Emitió: Nombre y Firma Registrar el consumo de bobinas en el sistema. Actualizar el lay out. No dejar por ningún motivo papel en el piso. Llenar por completo y obtener la firma del Operador en el formato de control de papel en bobina. Entregar bobinas sin golpes. Descontar el papel dañado del consumo del operador (señalarlo como dañado por golpe). 6. REGISTROS: Vale de entrega de bobinas a pie de máquina Control de papel en bobina Identificación de Producto no Conforme 7. HERRAMIENTAS : Montacargas. Cutter. Calculadora. Báscula. 105 DIAGRAMA DE FLUJO INICIO Consultar programa de producción y anexo de OP Corroborar con Coordinar el proyecto a ingresar a maquina Verificar características y cantidades de papel a surtir Ubicar papel conforme a lay-out Llenar formato de entrega de bobinas Trasladar papel Entregar papel físicamente a rollero o recibidor de papel Entregar vale y obtener firma de conformidad Inspeccionar papel Controlar rendimiento de bobina por pliego Registrar en sistema el consumo de bobinas Verificar que rollero entregue sobrante con características Recoger y verificar peso de sobrantes Documentar en vale de entregas FIN 106 MAPA DE RIESGOS: SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA ENTRADA 1 Consultar programa de producción y anexo de OP 2 Corroborar con Coordinar el proyecto a ingresar a máquina POE1 T* R.EL.2 POE1 T* R.F.1 6 Llenar formato de entrega de bobinas 8 3 Verificar características y cantidades de papel a surtir 4 5 Ubicar papel conforme a lay-out Inspeccionar papel (R.F.3) POE1 T* R.E.2 Trasladar papel 7 Entregar papel físicamente a rollero o recibidor de papel 9 Entregar vale y obtener firma de conformidad 10 Controlar rendimiento de bobina por pliego POE1 T* POE1 T* R.F.3 11 T* = Turno 1, 2,3 y 4 Registrar en sistema el consumo de bobinas 12 Verificar que rollero entregue sobrante con características 13 14 Recoger y verificar peso de sobrantes Documentar en vale de entregas POE1 T* R.F.3 POE2 T* R.E.3 R.F.1 POE1 T* R.P.2 POE1 T* POE1 T* R.F.3 POE1 T* R.E.1 POE1 T* R.F.3 POE1 T* R.E.1 R.E.3 POE1 T* SALIDA Investigación de campo 107 DIAGNOSTICO SITUACIONAL (SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA) ETAPA ACTIVIDADES TIEMPO EXPUESTO PELIGRO S 1 Consultar producción de POE1 11 Hrs R.EL.2 2 Colaborar con Coordinar el proyecto a ingresar a maquina Verificar características y cantidades de papel a surtir Ubicar papel conforme a layout Inspeccionar papel POE1 10 hrs R.F.1 POE1 11 hrs R.E.2 POE1 11 hrs 30 min. 11 hrs 40 min 6 Llenar formato de entrega de bobinas POE1 11 hrs 7 Trasladar papel POE2 11 hrs 8 Entregar papel físicamente a rollero Entregar vale y obtener firma de conformidad Controlar rendimiento de la bobina por pliego Registrar en sistema el consumo de bobinas POE1 11 hrs min 11 hrs min 11 hrs min 11 hrs min 12 Verificar que rollero entregue sobrante con características 13 Recoger y Verificar peso a los sobrantes Documentar en vale de entregas. 3 4 5 9 10 11 14 programa POE POE1 POE1 R.F.3 R.F.3 30 25 R.P.2 - 10 R.E.1 45 R.F.3 POE1 11 hrs 30 min R.F.3 POE1 11 hrs POE1 10 hrs 30 min R.E.1 R.E.3 - POE1 POE1 NORMA APLICABLE NOM-022STPS2008 NOM-011STPS2001 NOM-025STPS2008 NOM-025STPS2008 - CUMPLE SI SI SI SI - - - - - - - NOM-025STPS2008 NOM-025STPS2008 - SI SI - 108 CURSOGRAMA ANALÍTICO Diagrama no. 1 Operario / Material / Equipo Hoja: 1 1 de Resumen Actividad: SURTIMIENTO DE PAPEL EN BOBINA A PIE DE MÁQUINA) Método: actual / propuesto Lugar: Operario (s): Ficha no. Compuesto por: Aprobado por: Fecha: Fecha: DESCRIPCIÓN C Actual Actividad Operación Inspección Espera Transporte Almacenamiento Distancia (mts.) Producto: PLIEGOS D Propuesto 9 4 0 3 1 Tiempo (hrs.-hom.) Costo Mano de obra Material TOTAL Actividad T OBSERVACIONES CONSULTAR PROGRAMA DE PRODUCCION VIA CORREO ELECTRONICO COLABORA LA INFORMACION COORDINADOR DE PRENSAS ROTATIVAS VERIFICA CANTIDAD DE PAPEL REVISA CARACTERISTICAS UBICA EL PAPEL CONFORME ALA LAY OUT. INSPECCIONA EL PAPEL SIN DAÑOS LLEVAR EL PAPEL A PRODUCCION TRASLADAR EL PAPEL A PIE DE MAQUINA LLENAR EL VALE A PIE DE MAQUINA UNA BOBINA ALA VEZ, SEGÚN EL CASO. SE ENTREGA FISICAMENTE EL PAPEL AL ROLLERO ENTREGAR VALE DE ENTREGAGA AL ROLLERO CONTROLAR EL RENDIMIENTO DE BOBINA. PARA SU CONFORMIDAD. MEDIANTE FORMATO DE CONTROL DE PAPEL REGISTRAR EL CONSUMO DE BOBINAS VERIFICA QUE EL ROLLERO ENTREGUE SOBRANTES. ANOTAR TODAS LAS CARACTERISTICAS RECOGER Y LLEVAR ALA BASCULA DIGITAL PESARLOS GENERAR UN VALE DE ENTREGA DE PAPEL DOCUMENTAR EL VALE DE ENTREGA LLEVAR AL ALMACÉN Y ACOMODARLO ACTUALIZAR LAY OUT. TOTAL 9 4 0 3 1 109 SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA Código: Revisión: Fecha: Página 110 de __ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 5.3.4 Transferencia de láminas Abastecimiento- Preprensa 1. PROPÓSITO: Controlar el inventario de láminas, mejorar la transferencia de materiales entre las ambas áreas, evitar confusiones, retrasos e información errónea en la base de datos de Abastecimiento. 2. DEFINICIONES: Lámina: Placa de aluminio sensible a la luz que permite transferir una imagen. Metrics: Sistema operativo que permite almacenar datos, información y controlar inventarios al utilizar el módulo: “Control de materiales”. Folio: Número consecutivo que relaciona una actividad con un documento. Stock: Palabra en inglés que se usa para referirse a las existencias o el inventario. 3. RESPONSABILIDADES: Abastecimiento: - Realizar la transferencia del material en sistema al momento de entregar el material. - Imprimir la pantalla de la transferencia. - Resguardar las copias de los vales. - Llenar el Vale de entrega de láminas - Verificar en el sistema si se realizó la transferencia. - Resguardar el original de los vales entregados y la impresión de la pantalla de transferencia. Pre Prensa: 110 SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA Código: Revisión: Fecha: Página 111 de __ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 4. SISTEMA DE TRABAJO: 1 Recibir el Vale de entrega de láminas Nota: No se puede hacer la transferencia ni entrega de material sin que el vale esté firmado. 2 Realizar la transferencia del material en Metrics, para esto ingresar al módulo de: “Controlar Materiales” (1). 1 3 Seleccionar la opción: “Movimientos de Stock” (2). 4 Seleccionar la opción: “Transferencias” (3). 2 111 Código: Revisión: Fecha: Página 112 de __ SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 3 5. En la pantalla que aparece ingresar datos para la transferencia. Obtener estos datos del Vale de entrega de láminas. 112 Código: Revisión: Fecha: Página 113 de __ SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 1 2 007 3 4 5 - “Transferencia” seleccionar: “Transferencia de Almacén” (1). - “Documento” colocar: el número de folio que viene en el Vale (2). - “Código del ítem” colocar el código designado para el material (3). - “Descripción del ítem”: no se llena esta opción. - “Cantidad”: anotar la cantidad que indica el Vale. - “Lote” y “Localización”: se refieren al lugar donde se almacena el ítem solicitado, para el caso de láminas dejar en la opción: “UNICO” (4). - En “Local de Origen”, seleccionar Almacén Principal Clavijero (5). - En “Local de Destino”, seleccionar Pre Prensa (5). 113 SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA Código: Revisión: Fecha: Página 114 de __ Emitió: Reviso: Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma 5 Antes de procesar, Imprimir la pantalla de transferencia utilizando la tecla (1) y copiando a excel. 1 6 Hacer clic en la opción: “Procesar”. 114 Emitió: Reviso: Código: Revisión: Fecha: Página 115 de __ Aprobó: Nombre y Firma Nombre y Firma Nombre y Firma SISTEMA DE TRABAJO TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO PREPRENSA NOTA: El stock de cajas de láminas que debe tener pre prensa es: MÁQUINA TAMAÑO MÍNIMO MÁXIMO M600 584 x 968 10 15 M800 1189 x 1025 6 8 DIAMOND 800 x 1060 3 6 MITSUBISHI 800 x 1030 3 6 Los horarios de entrega de láminas en almacén son: - En la mañana de 5:00 a 5:30 a.m. - En la tarde de 17:00 a 17:30 p.m. 5. REGLAS GENERALES : Prohibido entregar material sin vale firmado y foliado. Imprimir la pantalla de transferencia y entregar a preprensa. Cumplir con los horarios establecidos. Cumplir con el stock establecido. Resguardar vales llenos. 6. REGISTROS: Vale de entrega de láminas 7. HERRAMIENTAS : N/A 115 DIAGRAMA DE FLUJO INICIO Recibir vale de entrega de láminas Realizar transferencia de láminas en Metrics Seleccionar la opción: “Movimientos de Stock” Seleccionar la opción: “Transferencias Imprimir pantalla “transferenias Hacer clic en la Opción Procesar FIN 116 MAPA DE RIESGOS: TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO – PREPRENSA ENTRADA 1Recibir vale de entrega de láminas 2 T* = Turno 1, 2,3 y 4 POE1 T* R.F.5 Realizar transferencia de láminas en Metrics POE1 T* R.EL.1 3Seleccionar la opción: “Movimientos de Stock” POE1 T* 4 Seleccionar la opción: “Transferencias POE1 T* 5 Imprimir pantalla “transferencias” POE1 T* R.EL.1 6Hacer clic en la Opción Procesar POE1 T* SALIDA Investigación de campo 117 DIAGNOSTICO SITUACIONAL (TRANSFERENCIA DE LÁMINAS ABASTECIMIENTO – PREPRENSA) ETAPA 1 ACTIVIDADES POE TIEMPO EXPUESTO PELIGROS Recibir vale de entrega de POE1 11 hrs R.F.5 NOM-015STPS-2001 SI POE1 9 hrs R.EL.1 NOM-029STPS-2011 SI POE1 9 hrs 30 min - - - POE1 9 hrs - - - POE1 9 hrs NOM-029STPS-2011 SI POE1 9 hrs - - laminas 2 Realizar transferencia de láminas en Metrics 3 Seleccionar la opción "Movimientos de Stock" 4 Seleccionar la opción NORMA APLICABLE CUMPLE "transferencias" 5 Imprimir pantalla R.EL.1 "transferencias" 6 Hacer clic en la opción - Procesar 118 CURSOGRAMA ANALÍTICO Diagrama no. 1 Operario / Material / Equipo Hoja: 1 1 de Resumen Actividad: TRANSFERENCIA DE LAMINAS Método: actual / propuesto Lugar: Operario (s): Ficha no. Compuesto por: Aprobado por: Fecha: Fecha: DESCRIPCIÓN C Actual Actividad Operación Inspección Espera Transporte Almacenamiento Distancia (mts.) Producto: LAMINAS D Propuesto 7 0 0 0 0 Tiempo (hrs.-hom.) Costo Mano de obra Material TOTAL Actividad OBSERVACIONES T RECIBIR VALE DE ENTREGA ESTE DEBE ESTAR FIRMADO. INGRESAR A SISTEMA METRICS. INGRESAR AL MODULO DE CONTROLAR MATERIALES SELECCIONAR LA OPCION DE "STOCK" SELECCIONAR TRANFERENCIAS INGRESAR LOS DATOS PARA LA TRANFERENCIA LLENADO DE MOVIMIENTOS PROCESAR INFORMACION TOTAL 7 0 0 0 0 119 Conclusiones En este capítulo se presentan las conclusiones y propuestas a las que se llegaron después de haber analizado los resultados obtenidos en los capítulos anteriores. El realizar un trabajo de investigación con el área de almacén, involucro la participación de cada uno de los trabajadores con el objetivo de definir actividades, en el cual se propuso la técnica 5s, incluyendo la seguridad de GRUPO AJUSCO S.A de C.V. El tener los procesos estandarizados, permite tener una mejor eficiencia en la productividad del recibo de material, asegurando una inspección y calidad de materia prima e inventarios confiables. Apoyando a las áreas de producción para la entrega de su requisición de materiales en tiempo y forma, esto da como resultado el no tener demoras en la entrega el cual nos aporta tener el producto terminado en tiempo y forma de lo solicitado por el cliente. El conjuntar cada una de las propuestas que se estuvieron trabajando es de vital importancia ya que se podrá recibir el producto del proveedor con buena calidad, el trabajar en conjunto llevando un orden y control dentro del almacén y cumpliendo las normas de seguridad será satisfactorio para evitar cualquier tipo de accidentes. Para lograr los objetivos que tiene la seguridad industrial se tiene que llevar a cabo una estrategia El mantenimiento de equipos, infraestructuras, herramientas, maquinaria, etc. representa mejoras en su producción, sino también los trabajadores ya que los índices de accidentalidad serán bajos. La seguridad industrial representa un arma importante en el ámbito laboral, ya que un gran porcentaje de accidentes son causados por desperfectos en los equipos que pueden ser prevenidos. También el mantener las áreas y ambientes de trabajo con adecuado orden, limpieza, iluminación, etc. es parte del mantenimiento preventivo de los sitios de trabajo. 120 Referencias Seguridad Industrial (Un enfoque Integral) Cesar Ramírez Cavassa. Editorial Limusa Noriega Editores. Pág. 81-121 Métodos e investigación administrativa. García, M.J.G.(2001). Editorial Trillas Administración de Operaciones. Schroedeer, R.G.(1990). 2 Ediciones. Editorial. Mc Graw Hill. Ingeniería Industrial. Métodos, estándares y diseño del trabajo. Benjamin W. Niebel y Andris Freivalds. Editorial Alfaomega 11ª Edición. La seguridad Industrial su administración. John V. Grimaldi y Rollin H. Simonds Editorial Alfaomega 2a Edición en Español. Estudio de tiempos y movimientos. Marvin E. Munde Editorial Continental. Feigenbaum, A.V. (1988). Control Total de la Calidad. México. CECSA. Juran, J.M. y Gryna, F.M. (1993). Manual de control de calidad. España. McGraw-Hill. Oakland, J.S. (1988) Statistical Process Control. EUA. John Wiley & Sons. http://josebritolozano.blogspot.mx/2012/08/elementos-de-proteccion-personal.html http://saludocupacional.univalle. edu.co/ factoresderiesgoocupacionales.htm http://www.sal.itesm.mx/incubadora/doc/herramientas_japonesas.pdf 121 Glosario Artes gráficas se llama así al conjunto de oficios, procedimientos o profesiones involucradas en la realización del proceso gráfico, editorial o esculpido. el término incluye oficios como el diseño gráfico, la prensa y los diversos sistemas de impresión, encuadernación y los acabados. Almacén: es un lugar o espacio físico para el almacenaje de bienes dentro de la cadena de suministro Ítem. adv. lat. se usa para hacer distinción de artículos o capítulos en un escrit o. Inventario se define al registro documental de los bienes y demás cosas pertenecientes a una persona o comunidad, hecho con orden y precisión. Pantone: es un catalogo de colores. sirve para que un impresor o diseñador utilice el color necesario para mostrar a un cliente o imprimir, se divide en dos partes sustrato mate (papel) o sustrato brillante, sobre el cual un mismo preparado de tinta puede virar. Lay out es el esquema de distribución, lógico y ordenado de un sistema y es usado como herramienta para optimizar procesos o sistemas. 122 Anexos Entradas de papel 123 Lay-Out Entradas de papel en Hoja FACTORES DE RIESGOS FISICOS QUIMICOS BIOLOGICOS R.F.1 RUIDO R.F.2 VIBRACIONES R.F.3 ILUMINACION INADECUADA R.F.4 HUMEDAD R.F.5 TEMPERATURAS EXTREMAS R.Q.1 ACIDOS R.Q.2 VAPORES R.Q.3 GASES NOCIVOS R.Q.4 R.B.1 DETERGENTES PARASIRTOS R.B.2 VIRUS R.B.3 BACTERIAS R.B.4 POLEN ERGONOMICOS R.E.1 PSICOSOCIALES ELECTRICOS POSTURA INADECUADA R.E.2 TRABAJOS PROLONGADOS R.E.3 SOBREESFUERZOS FISICOS R.P.1 TURNOS DE TRABAJO INESTABLES R.P.2 CONFLICTO DE UTORIDAD R.EL.1 CABLE DEFECTUOSO R.EL.2 EQUIPOS ELECTRICOS SIN CONEXIÓN A TIERRA MECANICOS R.M.1 MAQUINAS Y EQUIPOS SIN ANCLAJE R.M.2 HERRAMIENTAS MANUALES DEFECTUOSAS R.M.3 CUCHILLAS SIN SEGURO DE OPERACIÓN LOCATIVAS R.L.1 R.L.2 PISO MAL ESTADO PUERTAS EN MAL ESTADO R.L.3 TECHOS DEFECTUOSOS R.L.4 FALTA DE ORDEN Y LIMPIEZA Fotografías del área de almacén

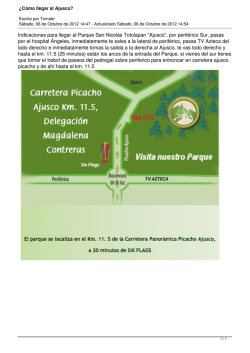
© Copyright 2026