
Capítulo 5 - Arca Continental
EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 5 Descripción del Proyecto 5.1 Objetivos 5.1.1 General La construcción y operación de la Planta Embotelladora ARCADOR S.A. ubicada en Machachi, se realizará a fin de: “Cubrir los requerimientos del mercado de las zonas Centro y Norte del Ecuador para los próximos años, considerando tecnología de punta que permita la manufactura de productos dentro de los más altos estándares de Calidad e Inocuidad Alimentaria con óptimos costos operativos, además de operaciones sustentables y condiciones que garanticen la seguridad e integridad de los trabajadores”. 5.1.2 Específicos > Elaborar y embotellar bebidas carbonatadas y no carbonatadas no alcohólicas bajo los estándares establecidos por la marca y la legislación aplicable vigente. > Operar de forma óptima la planta, considerando que es una actividad económica de importancia para determinados sectores de la industria y el entorno socioeconómico del área de influencia. > Desarrollar las actividades de la planta cumpliendo los límites máximos permisibles establecidos por la legislación aplicable pertinente, para todos los aspectos ambientales relacionados con esta operación. 5.2 Antecedentes La actual planta embotelladora se instaló en el año de 1970 en el sector norte de la ciudad de Quito, cerca del entonces Aeropuerto Mariscal Sucre, basándose en que en esa época dicho sector era parte del área industrial de la ciudad. Desde su instalación, la planta se ha dedicado a la elaboración y embotellamiento de bebidas de la marca Coca Cola. En años siguientes, esta planta pasó a formar parte de la empresa Ecuador Bottling Company (EBC), que surgió como resultado de la fusión de todas las plantas embotelladoras de Coca Cola que existían para ese momento; posteriormente, en el 2010 esta planta fue adquirida por la empresa mexicana ARCADOR (Arca Continental), la segunda embotelladora más grande de Coca Cola de América Latina. ARCADOR S.A. ha planeado construir una nueva planta industrial en la ciudad de Machachi, capital del cantón Mejía, al sur de Quito, con el propósito de reubicar la actual planta embotelladora, ampliar su capacidad productiva e incorporar niveles más altos de tecnología, eficiencia y calidad de producción para cubrir la creciente demanda del mercado ecuatoriano, impulsando significativamente el logro de los objetivos planteados por la empresa en materia de sustentabilidad. La necesidad de reubicar la planta parte de dos hechos fundamentales, el primero referente a que esta infraestructura actualmente no cuenta con más espacio físico para implementar las mejoras y ampliaciones señaladas y, el segundo, se refiere a que con el transcurrir del tiempo, el municipio del DMQ ha ido cambiando progresivamente el uso de suelo del sector, en función de las necesidades de crecimiento de la ciudad, por lo que el sector donde está instalada actualmente la planta, es de carácter residencial y comercial, principalmente, por lo que la existencia de una planta industrial ya no es compatible con el mismo. Por ello es indispensable asegurar la continuidad de la operación ubicando la planta embotelladora en una zona industrial en la que de preferencia no existan asentamientos presentes y futuros de comunidades. . Abril 2015 Cardno Descripción del Proyecto 5-1 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Como se ha mencionado en párrafos anteriores la ubicación de la planta actual, con el pasar del tiempo ha venido presentando ciertas limitaciones en su operación como son: La saturación de capacidades de almacenamiento Limitación de crecimiento La ubicación de parcela inserta dentro del tejido urbano Existen deficiencia en servicios de infraestructura Dificultad en tareas de logística a causa de falta de espacios Deficiencia en sistema vial de acceso al sector Capacidad de producción limitada El traslado de la planta no será inmediato, en vista de que este solo puede ser efectivo una vez que esté construida y probada al 100% en su capacidad operativa. La terminación de la obra tomará alrededor de 2 años después de obtenidos los permisos previos a la construcción correspondientes Figura 5-1 Unificación de Operaciones Fuente y Elaboración: ARCADOR S.A, 2014 5.3 Descripción del Proyecto Los ejes principales de ejecución del proyecto, se enmarcan en la mejora de la situación actual de la planta, tanto en términos de servicios eléctricos, sanitarios, de infraestructura vial, sustentabilidad, seguridad de sus trabajadores y en términos de capacidad. 5-2 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Se presenta a continuación una breve descripción de las actividades que se ejecutarán como parte de la construcción y operación de la Planta Industrial Machachi ARCADOR S.A. El proyecto consiste en la construcción y operación de la planta industrial de embotellado de bebidas no alcohólicas, el cual se desarrollará en un terreno de 30 ha ubicado en la parroquia de Machachi, Cantón Mejía, Provincia de Pichincha, dentro de la zona declarada de uso industrial (Ver anexo A- Línea de Fábrica) Los productos a ser elaborados son bebidas no alcohólicas de la marca The Coca Cola Company (TCCC), que incluyen al momento alrededor de 132 SKU´s (Stock Keeping Unit – número de referencia) en las siguientes categorías y marcas: > Productos Carbonatados: Coca Cola, Fanta, Sprite, Fioravanti e Inca Kola > Jugos y Néctares: Del Valle > Isotónicos: Powerade > Té: Fuze Tea > Agua embotellada: Dasani Figura 5-2 Productos Carbonatados Fuente y Elaboración: ARCADOR S.A, 2014 Abril 2015 Cardno Descripción del Proyecto 5-3 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-3 Productos No Carbonatados Fuente y Elaboración: ARCADOR S.A, 2014 Los empaques y presentaciones de las bebidas que se proyecta embotellar son las siguientes: Tabla 5-1 Detalle de presentaciones y empaques de las bebidas a producir en la Planta Categoría de producto Tipo de Empaque Volumen Carbonatado Vidrio retornable (GRB) 192, 200, 300 y 1250 ml Carbonatado Plástico Retornable (Ref-PET) 1500 y 2000 ml No Carbonatado Tetra Pack 100, 200 y 1000 ml Carbonatado Bag in Box (B&B) 10 y 18 l No Carbonatado Plástico No Retornable (PET) 250, 350, 400, 450, 500, 550, 600 y 1250 ml Carbonatado Plástico No Retornable (PET) 250,350, 400, 500, 600, 1250, 1350, 1750, 1950, 2000, 2500 y 3000 ml Agua Empacada Plástico No Retornable (PET) 500, 1000 y 3000 ml Fuente: ARCADOR S.A., 2014 Elaboración: Cardno, Diciembre 2014 5.3.1 Fases y actividades del proyecto El proyecto se encuentra dividido de forma resumida en las siguientes fases y actividades: 5-4 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono DISEÑO Y CONSTRUCCIÓN • Elaboración de bebidas carbonatadas en diferentes presentaciones • Elaboración de bebidas no carbonatadas en diferentes presentaciones • Distribución de producto terminado OPERACIÓN CIERRE Y DESMANTELAMIENTO DE ESTRUCTURAS Figura 5-4 • Elaboración de ingeniería básica y de detalle • Retiro de capa vegetal y movimiento de suelos • Construcción de obras iniciales • Construcción de infraestructura civil (nave principal, edificio administrativo, servicios auxiliares, rutas internas, parqueaderos, etc.) • Instalación y montaje de equipos • Suspensión y cierre de las líneas • Desmantelamiento de estructuras • Traslado y almacenamiento de equipos útiles a futuro • Despacho de residuos generados Fases y actividades del proyecto Fuente: ARCADOR S.A., 2014 Elaboración: Cardno, 2014 De forma general el cronograma tentativo para las fases del proyecto se encuentra a continuación: 2014 2015 2016 2017 Agosto Septiembre Octubre Noviembre Diciembre Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre 2013 26 meses 26 meses 30 meses 34 meses 17 meses 20 meses 12 meses Permisos Habilitantes de Construcción GO LIVE del Proyecto Julio Ingenierías Contratación y ejecución de Ingenierías Permisos Obtención de permisos habilitantes Construccion de obra Construcción Obras complementarias Construccion de edificio administrativo Compra y Fabricacion de Equipos Equipos Montaje En este cronograma se puede ver el detalle tentativo de las actividades de la fase de construcción del proyecto y la fecha de arranque de la operación del mismo cuyos hitos de mayor importancia son: Abril 2015 Cardno Descripción del Proyecto 5-5 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono a. Obtención de Permisos: Los permisos habilitantes de construcción se tiene estimado obtenerlos en Junio del 2014 y los permisos habilitantes para operación hasta Noviembre del 2015 b. Contratación y ejecución de ingenierías de detalle: Se inician en Agosto del 2013 y se extienden hasta septiembre del 2015. Aquellas ingenierías requeridas para la construcción se terminan en Junio del 2014 c. Inicio Tentativo de Construcción de Obra: Julio 2014 y es una actividad dependiente de la obtención de permisos habilitantes para el inicio de construcción. d. Finalización de construcción: la finalización de construcción de obra, obras complementarias y edificio administrativo se tienen proyectadas su finalización en Abril del 2017 e. Las actividades de compra de equipos y montaje se tienen programadas para Junio 2017 f. 5.3.1.1 El arranque de operaciones (GO LIVE) se tiene programado para Julio 2017 Diseño y Construcción La fase de diseño y construcción corresponde al diseño de las instalaciones y la operación con la finalidad de establecer los diseños de ingeniería básicos y de detalle para luego proceder a la posterior construcción de la planta para lo cual se tienen consideradas las siguientes fases: Contratación y desarrollo de ingenierías básicas y de detalle: Considera la contratación y desarrollo de los siguientes estudios, consultorías e ingenierías: 1. Definición de Anteproyecto (Greenfield): Actividad que ha está en desarrollo por la empresa alemana KRONES, experta en diseño y equipos para plantas de embotellado, su resultado final es un anteproyecto completo que dimensiona la operación en funciones de las necesidades del mercado. 2. Estudios de consultoría: a) Estudio de vulnerabilidad de fuente (SVA): estudio contratado con HIDROGEOCOL para determinar las características de las fuentes de agua posibles, los riesgos asociados a calidad y disponibilidad de dichas fuentes a nivel regional y local y las acciones requeridas para mitigar riesgos. b) Estudio de Impacto Ambiental (EsIA): Estudio para determinar los impactos ambientales significativos en las fases de construcción, operación y abandono y las medidas de prevención, mitigación y compensación a ser aplicadas Corresponde a la identificación del marco normativo aplicable, la descripción del proyecto, la identificación de la línea base y la identificación y valoración de los impactos ambientales relacionados con las actividades de las fases del proyecto para plasmar las actividades de control y prevención en un plan de manejo ambiental. c) Estudio de Vialidad: Estudio para determinar el impacto relacionado con vialidad y las opciones de accesibilidad al predio. d) Consultoría y seguimiento LEED: Consultoría y seguimiento requerida para obtener la certificación LEED de US Green Building Council, que busca disminuir los impactos producidos por la construcción de los edificios. 3. Ingenierías de detalle: En función de la definición del anteproyecto se contratan las siguientes ingenierías de detalle: 5-6 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono a) Estudio de suelos: Corresponde a un estudio geotécnico para determinar cuáles son las características físicas del suelo y su capacidad portante, para lo cual se realizan estudios geológicos, geotécnicos y de perforación para determinar los volúmenes de suelo a ser removidos y las técnicas de mejoramiento a ser utilizadas b) Ingeniería estructural: Corresponde a los cálculos de diseño de las estructuras de los edificios para el cual se utiliza como insumo el estudio de suelos para determinar las cargas dinámicas y estáticas y los mejores métodos constructivos considerando los tipos de suelo, los tipos de carga. c) Ingeniería eléctrica: Corresponde al diseño interno eléctrico de la planta, incluyendo modelos eficientes de iluminación, Aquí se dimensiona la carga eléctrica de los equipos y se planifica la forma en la que se realizarán las conexiones requeridas. d) Ingeniería de climatización: Corresponde a una ingeniería para determinar los sitios donde se requiere climatización artificial (Aires acondicionados) y dimensionar las características de los equipos requeridos e) Ingeniería del sistema de control de incendios: Corresponde al diseño en función de la normativa vigente y los requerimientos puntuales determinados como de riesgo para establecer el sistema de prevención y combate de incendio. f) Ingeniería de servicios (Aire, frío y vapor): Corresponde a la ingeniería de dimensionamiento de equipos y tubería para determinar los servicios de aire comprimido, sistema de refrigeración industrial y vapor. g) Ingeniería de voz y datos: Corresponde a la ingeniería de dimensionamiento de la red de datos requerida para la operación. Obtención de permisos habilitantes: Como pasos preliminares para el proyecto se obtendrán de las entidades correspondientes los permisos requeridos para iniciar la construcción y operación del proyecto; que incluyen: a) Factibilidad del proyecto (GAD de Machachi) (Construcción) b) Licencia Ambiental (Consejo Provincial de Pichincha) (Construcción y operación) c) Aprobación de planos de construcción y permiso de construcción (GAD de Machachi) (Construcción) d) Permiso de cerramiento (GAD de Machachi) (Construcción). (Ver Anexo A) e) Permiso de bomberos (Cuerpo de bomberos) (Operación) f) Permiso de perforación de pozo (SENAGUA) (Construcción). (Ver Anexo A) g) Permiso de uso y aprovechamiento de agua (SENAGUA) (Operación) Actividades preliminares: 1. Instalación de campamento (Teléfono, electricidad, agua y pozo séptico): Corresponde a la actividad de instalación de campamento que corresponde a la construcción de un 2 campamento temporal de 150 m con sistema constructivo RBS que consiste en perfiles modulares de PVC con oficinas para 13 personas. Abril 2015 Cardno Descripción del Proyecto 5-7 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 3 Los baños y cocinas se encuentran conectados a un pozo séptico ciego de 8m , recubierto con geomembrana, cuya limpieza estará a cargo de la Empresa Pública de Agua Potable de Mejía de acuerdo a documento adjunto en (Ver Anexo A). 2. Construcción de cerramiento: Corresponde a la actividad de construcción del cerramiento perimetral del terreno para lo cual se obtuvo permiso el 9 de diciembre del 2014 por parte del GAD Mejía (Copia de documento adjunta en Anexo A). Las dimensiones del cerramiento total es de 2311,76 m y corresponde a cerramiento en bloque de cemento recubierto con una especie vegetal trepadora como hiedra. La parte frontal del cerramiento será mixto con tubos metálicos para permitir la visión hacia el interior del predio. 3. Tala de árboles: En el centro del predio se tiene una camino de acceso que tiene árboles de eucalipto a cada uno de los lados y una línea transversal que se ubican sobre el área de implantación del proyecto con un total aproximado de 258 árboles que necesitan ser removidos y compensados con especies nativas en el perímetro del terreno al menos de 926 individuos. 4. Entubamiento de acequia de riego: Debido a los olores provenientes de la acequia frontal paralela a la Panamericana Norte se necesita realizar el entubamiento de la acequia de riego con un aproximado de 455 m de longitud e incluir en la entrada un sistema de desbaste de sólidos gruesos. El material a ser utilizado es PVC con la inclusión de cajas de revisión para que sirvan como sistemas de mantenimiento y regulación de presión. Esto 5-8 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono permitirá asegurar que la operación no tomará el agua de riego y mejorará las condiciones de entrega de agua a la Hacienda Santa Isabel. 5. Demolición de actual garita en entrada: En la parte frontal del terreno, sobre el derecho de vía existe una construcción en mal estado abandonada, que aunque no es parte de nuestro predio, será removida mediante pala mecánica por ser un foco de plagas para la operación. Construcción de infraestructura: La construcción de la infraestructura básica se divide en los siguientes elementos de acuerdo al plano de referencia mostrado a continuación y que cuyo detalle se encuentra en el Anexo F: D e B (Zonas Externas) C A E e a) Construcción de nave principal b) Construcción de estructuras externas (pisos, andenes, parqueos, garita)) c) Construcción de edificio de servicios auxiliares d) Construcción de área de isla ecológica y PTAR e) Construcción de edificio administrativo Para esto se tienen las siguientes actividades consideradas: Abril 2015 Cardno Descripción del Proyecto 5-9 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono a) Nivelación de terreno: En función del estudio geotécnico se realizará las siguientes actividades considerando que el principio a ser utilizado corresponde a intervenir únicamente sobre las áreas donde se van a realizar trabajos: 1. Remoción de capa vegetal: Corresponde a la remoción mecánica de la capa vegetal mediante maquinaria pesada en las zonas a ser intervenidas. Este material es parte del desbanque requerido y el volumen a ser movido depende del estudio de suelos en ejecución. 2. Desbanque y relleno: Una vez que la capa vegetal ha sido removida se realizará el relleno y desbanque de las áreas a ser intervenidas mediante el uso de maquinaria pesada con la finalidad de dejar el siguiente nivel mostrado en el corte adjunto donde la sala de equipos auxiliares y la nave principal se encuentran al mismo nivel de acuerdo al plano anexo. 3. Se tratará de utilizar la mayor cantidad de material del lugar para minimizar su movimiento, sin embargo depende de las recomendaciones del estudio de suelos las cantidades y los materiales a ser utilizados. 4. Conformación de base y subase: Una vez que se ha realizado el desbanque y relleno se utilizará material de mejoramiento para obtener una subase y base tipo 1 para asegurar la estabilidad del suelo. b) Instalación de drenajes sanitarios, pluviales e industriales incluyendo sus estructuras que incluyen cajas de revisión, canales, alcantarillas y trampas de grasa de acuerdo a estudio hidrosanitario: De acuerdo al plano hidrosanitario preliminar adjunto, en el anexo G, se construirá el sistema de conducción de aguas sanitarias, pluviales e industriales de acuerdo al siguiente esquema conceptual, que incluye excavación, mejoramiento de suelo y sellado de la tubería de conducción: Aguas Residuales industriales: son aquellas producto de la operación industrial y cuyo origen se da por operaciones de limpieza interna (CIP) o externa (COP), descarte de producto fuera de norma y otras actividades menores que producen aguas residuales. Estas aguas se conducen mediante tubería cerrada de PVC conectada entre cajas de revisión de hormigón hasta llegar a un sistema de tratamiento de aguas residuales ubicada en la cota más baja del terreno. Desde este punto se requiere una conducción por bombeo hasta la conexión aprobada de alcantarillado por la Empresa de Agua Potable de Mejía (Ver Anexo A). Aguas residuales domésticas: Son aquellas aguas producto de las actividades de los empleados como son baños, comedor y vestidores. Estas aguas son enviadas a un sistema de tratamiento de aguas negras ubicada físicamente en el mismo sitio de la PTAR de aguas industriales de donde es bombeado a la conexión de alcantarillado aprobado. Aguas de escorrentía: Las aguas de escorrentía recogidas de las vías son recogidas mediante sistemas de drenaje abiertos (Tipo rejilla) o semi abiertos (Tipo buzón) según la viabilidad de conexión, para luego ser conducidos por tubería de PVC conectado entre cajas de revisión hasta llegar a los puntos de descarga indicados en el plano hisrosanitario (Anexo G) que corresponden a canales en desuso. En las líneas de agua de escorrentía como prevención de la contaminación con aceites e hidrocarburos provenientes de la operación de vehículos en vías de acceso 5-10 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono y estacionamiento se incluyen trampas de grasa, para asegurar la calidad de agua de descarga. Nota: En caso de existir cambios en los conceptos descritos se procederá a notificar a la Entidad de Control Responsable y se actualizará el presente documento mediante un adendum al mismo. c) Construcción de pisos externos y de naves (Cimentación Hormigón): Una vez que se han realizado las actividades descritas en los puntos A y B se procede a la conformación de pisos y cimentación de acuerdo a las recomendaciones establecidas en el estudio estructural e ingeniería estructural. En esta fase básicamente se utiliza hormigón y varillas de acero. d) Construcción de estructuras metálicas y techos Una vez que se ha terminado los pisos y las cimentaciones se incluyen se arma la estructura metálica con alma llena de acuerdo a la ingeniería estructural para lo cual se utiliza estructura metálica previamente armada que se une mediante soldadura hasta formar la estructura de forma modular de acuerdo al siguiente esquema y dimensiones El techo se construirá en material galvalumen o similar de color claro que permita reflectancia para disminuir el efecto de Isla de Calor. En el techo se instalan aproximadamente cada seis (6) m extractores eólicos para permitir ventilación natural dentro de las instalaciones Abril 2015 Cardno Descripción del Proyecto 5-11 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono e) Construcción de muros de edificios Los muros a ser instalados son en su gran mayoría con panel Sandwich tipo PIR de aproximadamente 40 mm, que permite disminuir de forma importante mantenimiento y permite mayor facilidad de limpieza. En aquellos sitios donde sea requerido por estructura o tipo de almacenamiento se instalarán muros de bloque de cemento enlucido y pintado con pintura de látex, epóxico o caucho de acuerdo a lo establecido a continuación en cada área. f) Construcción y acabados internos (Acometidas eléctricas, acometidas de voz y datos, sanitarias, estructuras de almacenamiento, sistema contra incendios, presión positiva) Una vez que se han realizado las estructuras se realizan los acabados internos e instalación de tuberías de servicios y de fluido eléctrico. Las tuberías nacen desde el edificio de servicios auxiliares y llegan al edificio principal a través un rack metálico que comunica ambos edificios. Los fluidos a ser manejados por conducción de tubería son: 1. Jarabe Simple: Corresponde a una mezcla de agua con azúcar previamente clarificada de acuerdo al detalle del proceso que se trata más adelante 2. Agua Cruda: Agua de entrada al sistema de tratamiento de agua 3. Agua Tratada: Agua de salida del sistema de tratamiento de agua 4. Aire Comprimido de alta y baja presión 5. Fluido para enfriamiento de salida y retorno 6. Sosa Caustica para lavado de botellas y CIP 7. CO2 y Nitrógeno para llenado 8. Vapor de salida y condenso de retorno 9. Conexiones eléctricas 10. Conexiones de voz y datos. 11. Tubería de red contra incendios. Los diseños específicos de cada uno de estos fluidos se detallarán cada una en las ingenierías de cada uno estos fluidos tomando en cuenta los siguientes criterios básicos: 5-12 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 1. Compatibilidad de fluidos 2. Señalización de tipo de fluido y dirección de flujo 3. Los fluidos utilizados para contacto con producto son de acero inoxidable 4. Los fluidos de calor y frío tendrán recubrimiento con material aislante para disminuir la perdida térmica. 5. Los fluidos y materiales que no son de contacto directo se manejan en tubería de acero negro. 6. La tubería siempre que sea posible será vista para detectar posibles problemas o fugas y facilitar limpieza y mantenimiento. Las conexiones eléctricas se protegerán de sobrecarga mediante conexiones a mallas a tierra y se asegura la idoneidad de los materiales a través de las recomendaciones establecidas en la ingeniería eléctrica en ejecución. En las zonas húmedas se utilizan equipos eléctricos con protección IP 67 o mejor. En las salas de llenado y de preparación de jarabe por normativa de seguridad alimentaria se instalan sistemas de presión positiva que toman aire exterior y lo filtran para ser ingresado en estas áreas. Lo mínimo requerido como dimensionamiento es tener de 15 a 20 cambios por hora en estas áreas. El sistema de incendios se dimensiona a través de la Ingeniería de Incendios que ubica los métodos de protección y detección que incluyen un sistema de bombeo autónomo conectado a una cisterna para el efecto de donde se obtiene agua para ser rociada en los sitios de mayor riesgo identificados dentro de la operación. En función de las características se ubican sistemas de detección temprana de humo, calor y fuga de químicos como son CO2, Nitrógeno y Amoníaco a una central de alerta. Gestión de Residuos Sólidos Durante la fase de construcción se tiene previsto el realizar separación en la fuente de los residuos generados para lo cual se determinarán áreas estratégicas en los frentes de construcción para el almacenamiento temporal de residuos sólidos que tendrá las siguientes características: 1. Impermeabilización de suelo mediante el uso de plástico 2. Ubicación de techo temporal o en su defecto almacenamiento en contenedores con tapa debidamente identificados. 3. En el caso de escombros y suelo se ubicarán en un sitio determinado dentro del predio para su posterior recolección y movimiento hacia una escombrera. 4. En el caso de residuos peligroso estos serán gestionados por los proveedores respectivos asegurando que no se almacenen dentro del predio. Montaje e instalación de equipos: Para el montaje e instalación de equipos se tienen identificadas las siguientes actividades: a) Traslado e instalación de equipos de laboratorio existentes: Los equipos de laboratorios de planta Quito serán trasladados a la planta de Machachi de acuerdo al siguiente detalle: 1. Laboratorio de Microbiología: Equipo de Flujo laminar, Autoclaves, Incubadoras, Refrigeradoras, material de vidrio, estereoscopio, microscopios y consumibles varios. 2. Laboratorios Físico Químicos: Balanzas analíticas, espectrofotómetros, densitómetros, refractómetros, sondas de temperatura, medidores de pH, conductivímetros, termómetros digitales, torquímetros, calibradores, manómetros, medidores de CO2, Medidores de carga vertical, medidores de espesores, medidores de gases, luxómetros, Abril 2015 Cardno Descripción del Proyecto 5-13 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono medidor de vacío, medidores de oxígeno disuelto, medidores de humedad, termohigrómetros, medidor de presión interna, micrómetro, microscopios, estereoscopios, baños de maría, reactores térmicos, sonómetros, turbidímetros, material de vidrio varios, consumibles varios y patrones certificados para verificación. b) Instalación de equipos para cámaras de refrigeración: Para el almacenamiento de los concentrados se utilizan tres tipos de temperatura de almacenamiento: 1. Almacenamiento a temperatura Ambiente que no requiere acondicionamiento 2. Almacenamiento a temperatura fría: Menor a 4 a 10 °C 3. Almacenamiento congelado: Menor a -18°C Para los almacenamientos fríos se utilizan cámaras frías aisladas que utilizan como refrigerante R-134A o una mezcla de refrigerantes que no tengan efecto sobre la capa de ozono de acuerdo a lo establecido en el Protocolo de Montreal. Movimiento de líneas 1, 2, 3, 4, Tetrapack y BIB de la planta de Quito: Las líneas antes mencionadas serán trasladadas e instaladas desde la operación actual de Quito para lo cual se requiere el desmontaje, embalado, transporte, desencajonado e instalación de acometidas de agua, fluido eléctrico y tuberías de servicios de acuerdo a las necesidades establecidas en la descripción de procesos en el numeral 5.3.1.2.2.1. El detalle de líneas y equipos de cada una de ellas, al igual que los equipos nuevos a ser comprados se establece en la tabla 5-3. En acompañamiento a las líneas se moverán los equipos de soplado de botella que corresponden a 4 equipos de soplado marca SIPA y 4 etiquetadores de botellas con sus respectivos transportes. c) Movimiento de Equipos auxiliares de planta Quito (Calderos, Enfriamiento Industrial, compresores de aire de alta y baja presión) y compra de nuevos equipos. Los equipos auxiliares de la planta Quito que se moverán a la nueva operación de la planta de Machachi son los siguientes: 1. Calderos: Se moverán dos calderos desde las operaciones de Quito Marca Cleaver Brooks de 700 y 500 BHP. Para el arranque de la operación se adquirirá un compresor nuevo Cleaver Brooks de 700 BHP 2. Enfriamiento Industrial: Se moverá el sistema de enfriamiento industrial de la planta de Quito que lo constituye un compresor BSM601 VILTER y un condensador evaporativo BAC648 BALTIMORE. Como equipos nuevos se adquirirá un nuevo sistema recibidor de amoniaco, nueva trampa de amoniaco 3 compresores nuevos de 250 toneladas de refrigeración cada uno y dos condensadores evaporativo. 3. Compresores de alta presión: Se moverán 4 compresores de alta presión marca ABC con capacidad de 1800 m3/h y se comprará un nuevo compresor de la misma capacidad. 4. Compresores de baja presión: Se moverán 3 compresores de baja presión libres de aceite marca ATLAS COPCO ZT75 d) Movimiento de Procesos auxiliares (Movimiento de actual sistema de tratamiento de azúcar). Se moverá el actual sistema de tratamiento de azúcar de marca KHS con capacidad de 23000 l/h que consiste en un sistema de disolución por tornillo, intercambiador de calor, sistema de disolución de carbón activado y polvo ayuda, 2 filtros (Uno de velas y otro de placas verticales), tanque de 5-14 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono almacenamiento. De igual forma se moverán los sistemas de disolución de concentrado que consiste en sistemas El detalle de funcionamiento del sistema se encuentra en el punto 5.3.1.2.2.1. e) Compra de 2 líneas de producción nuevas: Adicional a las líneas que se mueven desde la planta de Quito se requiere la compra de dos líneas completas adicionales para la fabricación de producto PET de acuerdo a las especificaciones de la tabla 5.3 Los equipos mínimos son: inspector de botellas, paletizador/envolvedora, llenadora, transportadores aéreos, sopladoras, Transportadores, termoformadora, lavadora de botellas. f) Compra de nuevo tratamiento de azúcar y disolución de concentrado: Los equipos para el nuevo tratamiento de azúcar son: Descarga y alimentación de acuar, Sistema de intercambio de calor, tanque de almacenamiento de jarabe simple, filtración de arena, filtración de bolsa, intercambiador iónico, filtración por carbón activado granular, almacenamiento de jarabe simple. g) Compra de nueva planta tratamiento de agua: Para suplir de agua tratada se requiere de un sistema de tratamiento de agua multibarrera que consiste 3 en una cisterna de 2000 m de almacenamiento de agua cruda que alimenta un sistema de tratamiento que pasa por filtros de arena, un sistema de floculación y ósmosis inversa según sea el caso, un 3 ablandador y un sistema de adsorción de carbón activado dimensionado para 209 m /h. h) Compra de nueva PTAR A la salida del sistema hidrosanitario, previo a la descarga final de los efluentes se requiere un sistema 3 de tratamiento de lodos activados con una capacidad de 1300 m /día que básicamente tiene las siguientes operaciones unitarias: Ecualización y neutralización Reactor por lodos activados Sedimentación y aclaramiento de efluente Digestión de lodos en exceso Deshidratación de lodos en exceso El detalle del sistema de tratamiento se encuentra en el punto 5.3.1.2.2.1. i) Instalación de sistemas de detección de incendios: El sistema de detección y control de incendios se realiza de acuerdo a lo establecido en la ingeniería de detalle y contempla: Abril 2015 Sistema de control de incendios (Cisterna, bomba autónoma, red contra incendios, sprinklers, ubicación de extintores) Cardno Descripción del Proyecto 5-15 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Sistema de detección de incendios: Consiste en la instalación de sensores de humo y calor en los sitios de almacenamiento donde existe riesgo de incendios para poder activar de forma adecuada el sistema de control de incendios y dar a aviso al personal involucrado. j) Instalación de equipos de almacenamiento de químicos a granel. Consiste en la instalación de racks de almacenamiento para químicos en estado sólido, líquido y gaseoso, al igual que la instalación de contenciones secundarias calculadas para el 110% k) Instalación de equipos de seguridad (CCTV, accesos): Consiste en la instalación de un sistema de cámaras de monitoreo (CCTV) en puntos estratégicos de la planta con conexión a un DVR centralizado que permita monitorear el sitio por parte de personal de seguridad física y la instalación de controles de acceso biométricos o con tarjeta para restringir el paso de personal no autorizado al proceso. l) Instalación de equipos de Voz y Datos Consiste en la instalación de la red de voz y datos. m) Instalación de suministros de oficina y áreas de soporte (Comedor, vestidores) en edificio administrativo El edificio administrativo adosado a la nave principal corresponde a una edificación de dos pisos de 2 1890 m que consta de: Baños y vestuarios: 400 m Comedor: 300 m Oficinas administrativas 850 m Enfermería 20 m Archivo: 80 m Salas de reuniones 110 m 2 2 2 2 2 2 Salas de Capacitación: 130 m 2 n) Almacenamiento de sosa caustica, Nitrógeno, dióxido de carbono, diésel Ubicación de almacenamiento a granel de sosa caustica, nitrógeno, dióxido de carbono y diésel. o) Instalación de generadores eléctricos: Movimiento de dos generadores eléctricos CATERPILLAR ubicados actualmente en la planta de Quito con capacidades de 250 y 300 KVA Descripción de áreas Edificio de Servicios Auxiliares: El edificio de servicios Auxiliares es aquel donde se ubican los servicios auxiliares requeridos para la instalación de servicios requeridos por la operación. Estos servicios se encuentran conectados por medio 5-16 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono de un rack de tubería elevado que conecta con el edificio principal. A continuación se definen cada una de las características de las áreas: 2 1 e a b a 3 b b a d d c Figura 5-5 a b d a c c 5 4 b c c d e f Edificio de Servicio Auxiliares Fuente: ARCADOR S.A, Abril 2015 2 1. Bodega y sala de disolución de azúcar (1975 m ) Corresponde al siguiente detalle de área: 2 a. Almacenamiento de Azúcar (1017 m ): Corresponde al área de almacenamiento de azúcar con 3 un volumen total de 8136 m donde el azúcar se almacena sobre pallets identificando su rotación de acuerdo a sistema FIFO. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 200 luxes. Puertas de acceso con control de acceso. 2 b. Almacenamiento de carbón y polvo ayuda (297 m ): Corresponde al área de almacenamiento de material sólido (Carbón activado en polvo y polvo ayuda) utilizado para la filtración del azúcar. Incluye un cuarto para realizar la suspensión de estos materiales con agua tratada. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxito hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 200 luxes. Puertas de acceso con control de acceso. c. 2 Tratamiento de azúcar (524 m ): corresponde al área donde se ubican los equipos de disolución de azúcar y se realiza el proceso de preparación de jarabe simple. El piso se realizará con mortero epóxico de 5 a 8 mm con juntas sanitarias. Paredes panel tipo sanduche PIR toda la pared, en otras paredes, antepecho de 1,2m con panel tipo sanduche con vidrio templado y el resto con panel tipo sanduche PIR. (Vidrio templado). Puertas rápidas con control de acceso. esclusa que conecte con el laboratorio y otra exclusa que conecte con las tolvas de azúcar. Se instala equipo de presión positiva para dar 15 a 20 cambios de aire por hora. Instalación de domos e iluminación artificial para tener al menos 200 luxes. Abril 2015 Cardno Descripción del Proyecto 5-17 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 2 d. Laboratorio y oficina (70 m ): corresponde al área designada para oficinas de control de proceso y un pequeño laboratorio de campo con material de vidrio, estereoscopio y densitómetro. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 500 luxes. Puertas de acceso con control de acceso. 2 e. Zona de filtro de carbón (Agotamiento de torta) (67m ): Corresponde al área de ubicación de un filtro de vacío marca De la TOFFOLA que se utiliza para secar la torta de carbón activado y poder manejarla como residuo sólido disminuyendo la afectación que tiene a la PTAR. El material es dispuesto de acuerdo a los análisis anuales realizados (CRETIB) de caracterización. El piso se realizará con mortero epóxico de 5 a 8 mm con juntas sanitarias. Paredes panel tipo sanduche PIR toda la pared. Puertas rápidas con control de acceso. Instalación de domos e iluminación artificial para tener al menos 300 luxes. 2 2. Área de Energía (1062 m ): 2 a. Sala de calderas (360 m ): Corresponde al área de ubicación de tres calderos anteriormente descritos. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes con extracción de aire por sistema eólico. 2 b. Sala de Generadores (175 m ): Corresponde al área de ubicación de dos generadores eléctricos de emergencia antes descritos. Instalación de domos e iluminación artificial para tener al menos 300 luxes. c. 2 Almacenamiento de Tanques de Combustibles (175 m ): Corresponde al área donde se instalarán dos tanques metálicos subterráneos de almacenamiento de Diésel (10.000 galones) y Gasolina (4.000 galones). Para el diseño se consideran las siguientes características mínimas para asegurar un almacenamiento seguro de los mismos: Estructura interna con aislamiento impermeable de la cavidad interior con concreto y geomembrana para asegurar que no exista posibilidad de fuga de material hacia el exterior. Tanques metálicos con cumplimiento constructivo de norma ASTM para asegurar la calidad del material y las soldaduras del mismo. Instalación de estructuras de venteo Instalación de sistema de puesta a tierra para conexión al momento de descarga Instalación de conexiones de descarga Cubierta con material de relleno. Instalación de losa de concreto. Instalación de canales periféricos y trampas de grasa Instalación de bomba explotion proof. 2 d. Cooling Plant (352 m ): Corresponde al área de refrigeración donde se ubican los equipos de refrigeración mencionados anteriormente. El piso será realizado en concreto liso con juntas 5-18 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes con extracción de aire por sistema eólico. 2 3. Área de Compresores (837 m ): 2 a. Área de compresores de alta (530 m ): Corresponde al área donde se ubican los equipos de compresión de alta presión utilizados para soplado descritos anteriormente. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes con aperturas cubiertas en paredes para asegurar flujo de aire a los equipos. 2 b. Área de Compresores de baja (183 m ): Corresponde al área donde se ubican los equipos de compresión de baja presión descritos anteriormente. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes c. 2 Área de Transformadores (124 m ): Corresponde al área de ubicación de los equipos de transformación de energía eléctrica. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes 2 4. Planta de Tratamiento de Agua (1402 m ): 2 a. Planta de tratamiento de agua (755 m ): Corresponde a la ubicación de la planta de tratamiento de agua descrita en detalle a continuación. El piso se realizará con mortero epóxico de 5 a 8 mm con juntas sanitarias. Paredes panel tipo sanduche PIR toda la pared, en otras paredes, antepecho de 1,2m con panel tipo sanduche con vidrio templado y el resto con panel tipo sanduche PIR. (Vidrio templado). Esclusa que conecte con el exterior. a. Instalación de domos e iluminación artificial para tener al menos 300 luxes. 2 b. Tanques de tratamiento (489 m ): Corresponde al área de ubicación de cuatro tanques de almacenamiento de agua tratada. Es un área abierta con piso en concreto liso. c. 2 Almacenamiento de tanques criogénicos (86 m ): Corresponde al área de almacenamiento de tanques criogénicos de almacenamiento de CO 2 (50 toneladas) y Nitrógeno (25 toneladas). Los tanques se almacenan en áreas abiertas con control de acceso con malla sobre piso de cemento liso. Los tanques cuentan con sistemas de válvulas de seguridad para asegurar que no existe sobrepresión que puedan comprometer la integridad estructural de los elementos constructivos. 2 d. Llenado de tanques de CO2: (72 m ): Corresponde al área de llenado de cilindros de aluminio de CO2 utilizados para las máquinas expendedoras de Post- Mix consta de una balanza y una conexión al sistema de almacenamiento de CO 2. El piso es de concreto liso con techo de Steel panel AR5 prepintado y separación con malla. Iluminación artificial y natural para llegar al menos a 100 luxes. 2 5. Talleres y almacenamiento (985 m ): Abril 2015 Cardno Descripción del Proyecto 5-19 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 3 a. Almacenamiento de Químicos y cilindros a presión (210 m ): Corresponde al área de almacenamiento de químicos y cilindros presión, el piso está construido con concreto liso con selle en uniones paredes de panel PIR Sanduche, techo Steel Panel AR5 prepintado con iluminación con domos e iluminación artificial y 200 luxes mínimos de iluminación. Ventilación por eólicos. Esta área posee las siguientes consideraciones constructivas de acuerdo a lo establecido en la Norma INEN 2266: Construcción de cubeto de contención secundaria de 110% del tanque de almacenamiento de mayor volumen para cada uno de los productos químicos en estado líquido. Ubicación de ducha de emergencia y estación de lavado de ojos Ubicación de KIT de emergencia de derrames y material de limpieza Estación de amarrado de cilindros a presión Señalización de seguridad NFPA de acuerdo a la Hoja de seguridad de cada producto químico Ubicación de extintor Ubicación de MSDS dentro de la bodega de almacenamiento Ubicación de equipos de acuerdo a compatibilidad. 2 b. Almacenamiento de Lubricantes y Aceites (65 m ): Corresponde al área de almacenamiento de químicos y cilindros presión, el piso está construido con concreto liso con selle en uniones paredes de panel PIR Sanduche, techo Steel Panel AR5 prepintado con iluminación con domos e iluminación artificial y 200 luxes mínimos de iluminación. Ventilación por eólicos. Esta área posee las siguientes consideraciones constructivas de acuerdo a lo establecido en la Norma INEN 2266: c. Construcción de cubeto de contención secundaria de 110% del tanque de almacenamiento de mayor volumen para cada uno de los productos químicos en estado líquido. Ubicación de ducha de emergencia y estación de lavado de ojos Ubicación de KIT de emergencia de derrames y material de limpieza Estación de amarrado de cilindros a presión Señalización de seguridad NFPA de acuerdo a la Hoja de seguridad de cada producto químico Ubicación de extintor Ubicación de MSDS dentro de la bodega de almacenamiento Ubicación de equipos de acuerdo a compatibilidad. 2 Oficinas de Mantenimiento (76 m ): Oficinas para el personal de mantenimiento construidas con piso cerámico, techo Steel Panel AR5 prepintado con iluminación con domos e iluminación artificial y 300 luxes mínimos de iluminación. 2 d. Mantenimiento Fountain (317 m ): Corresponde al taller de mantenimiento de equipos de frío (Refrigeradoras y equipos dispensadores) donde se realiza actividades correctivas sobre los equipos que incluye actividades de cambios de piezas consumibles, repuestos como son compresores, motores, lámparas, refrigerante y actividades de soldadura asociada. El piso se realizará con concreto liso y contenciones secundarias del 110% del volumen de almacenamiento para los químicos de limpieza utilizados. Las paredes son panel PIR tipo 5-20 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono sanduche, con techo de Steeel Panel AR5 prepintado. Iluminación natural con domos e iluminación artificial para tener al menos 300 luxes. 2 e. Mantenimiento automotriz (317 m ): Corresponde al área donde se realiza mantenimiento de montacargas, donde se realizan actividades de cambio de aceite, mantenimiento primario y cambio de repuestos. El piso se realizará con concreto liso y contenciones secundarias del 110% del volumen de almacenamiento de aceites y solventes de limpieza. Contempla la instalación de una rampa para inspeccionar los montacargas desde la parte inferior. Las paredes son panel PIR tipo sanduche, con techo de Steeel Panel AR5 prepintado. Iluminación natural con domos e iluminación artificial para tener al menos 300 luxes. f. 2 Almacenamiento de Sosa caustica (79m ): corresponde al área de almacenamiento de sosa caustica que consiste en un tanque de 20.000 l construido en acero negro con una bomba para dosificar a los sistemas de lavado de botella y CIP. El área se encuentra a la intemperie con piso de concreto liso y contención secundaria correspondiente al 110% del almacenamiento total construida con muro de bloque y recubrimiento epóxico. Esta estructura tiene una válvula para vaciar el agua lluvia que pueda acumularse en la contención. El área cuenta con una ducha y una estación de lava ojos. Nave Principal La nave principal corresponde al sitio donde se realiza la actividad productiva y el almacenamiento del 2 producto terminado con una extensión de 48.384 m . Vale la pena mencionar que en esta nave se ubican 5 baterías de baños para el personal. Abril 2015 Cardno Descripción del Proyecto 5-21 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-6 Nave Principal Fuente: ARCADOR S.A, Abril 2015 2 a. Almacenamiento de Preforma (1420 m ): Es el área de almacenamiento de preforma utilizada para el soplado de botellas. Este material se almacena en canastas metálicas en fundas plásticas de aproximadamente 1 m3. El piso es de concreto liso con juntas sanitarias. Las paredes son de Panel PIR y mampostería de bloque con pintura de emulsión. El techo es de Steel Panerl AR 5 prepintado. Tiene sistema de ventilación por eólicas y la iluminación es natural por domos o solar tubes con iluminación artificial para llegar a un mínimo de 200 Luxes. Al final de esta área de almacenamiento se encuentran ubicadas las tolvas de posicionamiento y transporte de preforma para cada una de las sopladoras. 2 b. Almacenamiento de material de empaque (920 m ): Es el área donde se almacenan tapas (Cajas de cartón con fundas plásticas, sobre pallets), Rollos de etiquetas, Rollos de Strech Film y 5-22 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Rollos de plástico termoencogible). El piso es de concreto liso con juntas sanitarias. Las paredes son de Panel PIR y mampostería de bloque con pintura de emulsión. El techo es de Steel Panel AR 5 prepintado. Tiene sistema de ventilación por eólicas y la iluminación es natural por domos o solar tubes con iluminación artificial para llegar a un mínimo de 200 Luxes. Al final de esta área de almacenamiento se encuentran ubicadas las tolvas de transporte de tapas para cada una de las líneas que funcionan por acción mecánica o neumática dependiendo del tipo de tipo a ser utilizada. c. 2 Taller de mantenimiento Industrial (362 m ): Corresponde al área donde se realiza mantenimiento de equipos industriales, repuestos y accesorios, para lo cual cuenta con un área de soldadura con extracción de aire localizado y cortinas corta fuegos, herramientas pequeñas varias, torno, fresadora, prensa hidráulica, sierra circular y taladro pedestal. El área tiene piso de concreto liso con justas sanitarias. Paredes de concreto con paredes con pintura de emulsión y control de acceso. Requiere iluminación artificial con 200 luxes 2 d. Área de Transformadores (124 m ): Corresponde al área de ubicación de los equipos de transformación de energía eléctrica. El piso será realizado en concreto liso con juntas recubiertas y terminados sanitarios entre piso y pared. Las paredes son pintadas con pintura de emulsión con recubrimiento epóxico hasta los 3m. El techo se realiza con Steel Panel AR5 y panel tipo PIR. En el techo se instalarán domos para iluminación natural e iluminación artificial para tener al menos 100 luxes 2 e. Área de Bodega General (282 m ): Área de almacenamiento de materiales varios y repuestos con piso en concreto liso con juntas sanitarias entre piso y pared. Techo de Steell Panel AR5 pre-pintado con sistema de extracción eólica. Iluminación natural con domos y artificial para llegar al menos a 100 luxes, Puertas con control de acceso y accesibilidad para montacargas. f. 2 Área de almacenamiento de materiales diarios (282 m ): Corresponde al área de almacenamiento de materiales que han sido sacados de la bodega para consumo diario de las líneas. Está área se utiliza principalmente para mantener control sobre los inventarios y asegurar las condiciones de almacenamiento de los materiales utilizados en la fabricación del producto. piso en concreto liso con juntas sanitarias entre piso y pared. Techo de Steell Panel AR5 prepintado con sistema de extracción eólica. Iluminación natural con domos y artificial para llegar al menos a 100 luxes, Puertas con control de acceso y accesibilidad para montacargas. 2 g. Área de CIP (460 m ): Corresponde al área donde se ubican los equipos de limpieza Clean In Place (CIP) que se utilizan para limpiar internamente los equipos. El funcionamiento general de estos equipos corresponden a tanques con agua, detergentes (Cáusticos o ácidos) y desinfectante que son bombeados a través de tubería a los equipos a ser limpiados y regresando al tanque de origen realizando ciclos hasta completar requisitos de tiempo, temperatura y concentración. h. En el área se ubican tres equipos CIP: CIP nuevo a ser comprado CIP marca KRONES que se ubica en la planta de Quito CIP marca IFIND que limpia la línea de HOT FILL y su sala de preparación. En el área se tiene centralizado en una bodega con contención secundaria diseñada para 110% del tanque de mayor volumen con la finalidad de optimizar el manejo de químicos. Abril 2015 Cardno Descripción del Proyecto 5-23 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono El piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de stell panel AR5 prepintados con Sistema eólico de extracción. Iluminación natural con domos e iluminación artificial para llegar a 200 luxes. i. 2 Área de preparación de jarabe terminado (1728 m ): Corresponde al área de preparación de Jarabe Terminado que consiste en el proceso de dilución de concentrados para cada uno de los productos y los tanques de almacenamiento donde se mezcla y prepara jarabe terminado para ser enviado a los líneas de producción. Esta área está constituida por los siguientes equipos: Disolución de concentrados y jugos: Utilizado para línea de HOT FILL que consiste en ua serie de tanques de dilución y sistema crusher para romper bloques de jugos concentrado. Sistema de disolución: Está área se utiliza para diluir concentrados para todas las líneas y consiste en un grupo de tanques para disolución Sistema de almacenamiento de jarabe terminado: Conjunto de tanques 18000 l de acero inoxidable en donde se mezcla de acuerdo a lo establecido en cada una de las recetas jarabe terminado, agua y jarabe simple. Sistema de Mezcla continua: Consiste en un sistema de disolución continua que toma jarabe simple, agua y concentrado para ser enviado directamente a las líneas de producción. El piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de stell panel AR5 prepintados con Sistema eólico de extracción. Iluminación natural con domos e iluminación artificial para llegar a 200 luxes. 2 j. Dilución proceso Tetra (205 m ): Consiste en el área de dilución de Tetrapac que utiliza el mismo principio del área anteriormente descrita. El piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de stell panel AR5 prepintados con Sistema eólico de extracción. Iluminación natural con domos e iluminación artificial para llegar a 200 luxes. k. Laboratorios: Consiste en el área de laboratorios de control de proceso que se divide en áreas bien definidas donde se ubican los equipos Laboratorio de Microbiología: Corresponde al área donde se realizan análisis microbiológicos de producto y materiales. Esta área recibe aire filtrado a través de una unidad manejadora de aire. (Cabe mencionar que no se utilizan ni almacenan patógeno). Laboratorio de Preparación: Corresponde a laboratorio donde se almacenan sustancias grados reactivo y se preparan soluciones para ser utilizadas en análisis del proceso. Laboratorio de control de proceso: Es el área donde se analizan muestras de producto como control de proceso y calidad. Estas áreas se encuentran dotadas de ducha de emergencia y estación de lavado de ojos. El piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de stell panel AR5 prepintados con Sistema eólico de extracción. Iluminación iluminación artificial para llegar a 500 luxes. l. 2 Bodega de Concentrado (750 m ): Corresponde al área de almacenamiento de concentrado a temperatura ambiente, frío y congelado de acuerdo a lo anteriormente descrito. Este cuarto tiene piso con concreto liso y jutas sanitarias entre piso y pared con contención secundaria con capacidad equivalente al 110% del volumen más grande de almacenamiento. Las paredes so 5-24 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono construidas paneles pre-pintados con aislante. Puertas con control de acceso para montacargas. Iluminación artificial para llegar al menos a 200 luxes. 2 m. Zona proceso de llenado y empaque (17.320 m ): Corresponde al área de proceso donde se realiza el proceso de llenado y empaque, A esta zona llega por tubería a cada una de las líneas de producción las entradas de respectivas de: Agua Jarabe terminado CO2 Vapor Enfriamiento Aire Comprimido En esta área llegan preformas y tapas por transporte mecánico y neumático según corresponde. Esta área se encuentra dividida en dos partes por sus características de exposición al producto 1. Zona Blanca o zona de llenado Es la zona correspondiente a la ubicación de los llenadoras el piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de stell panel AR5 prepintados con Sistema de extracción con aire forzado de 15 a 20 cambios por hora. Iluminación artificial para llegar a 300 luxes. Las paredes son conformados con material PIR y vidrio templado Posee control de acceso y esclusas para el paso de áreas. Las uniones entre vidrio y antepecho deben presentar superficie biselada a 45° (terminación Oblicua). El terminado con el techo es a 90° 2. Zona gris o zona de empaque: Corresponde al área donde se realiza el empaque del producto sellado y se encuentra posterior a las llenadoras. el piso es epóxico con mortero de 5-8mm con juntas sanitarias, paredes tipo sanduche PIR con techo de steel panel AR5 prepintados con Sistema de extracción con eólico. Iluminación artificia y domosl para llegar a 300 luxes Las paredes son conformados con material PIR y vidrio templado Posee control de acceso y esclusas para el paso de áreas. Las uniones entre vidrio y antepecho deben presentar superficie biselada a 45° (terminación Oblicua). El terminado con el techo es a 90 2 n. Zona de almacenamiento (11,120 m ):Corresponde al área de almacenamiento de producto terminado donde se ubica el producto palletizado para su posterior carga y transporte. Esta área está construida con pisos de concreto liso sin juntas, extracción eólica. Techo de Steel panel AR5 prepintado e iluminación con domos e iluminación artificial para llegar a mínimo 200 luxes. Esta área presenta tres subáreas marcada en el siguiente layout: Baño y oficina Área de Picking: Que se una extensión del área de almacenamiento donde se realiza la actividad de separación de producto puro para realizar paquetes mixtos para el despacho Área de almacenamiento de contramuestras. Corresponde al área donde se ubican las contramuestras de producto para su almacenamiento en estanterías metálicas. Segundo piso Nave Principal Abril 2015 Cardno Descripción del Proyecto 5-25 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono En la nave principal en el Segundo piso se ubica un corredor de visitas construido en metal y hormigón y ventanas templadas que permiten a las visitas observar las plantas y mejorar el acceso al rack de tubería principal. Areas exteriores: A E B C A D A A A A E A Las áreas externas comprenden las estructuras fuera de la nave principal y la nave de servicios auxiliares incluyendo el anillo vial construido con concreto y que tiene las siguientes áreas: Calle y estacionamiento de vehículos livianos (6600 m ) Anillo vial: (49.301 m ) Estacionamiento de rutas largas: (5150 m ) 2 2 2 A continuación se describen las estructuras externas 5-26 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 2 a. Área de almacenamiento de pallets vacíos y envases (2000 m ): Corresponde a una extensión del pavimento del patio de maniobras posterior donde se almacena a la intemperie pallets vacíos y botellas de vidrio y PET retornadas del mercado. 2 b. Planta de tratamiento de aguas residuales (PTAR) (600 m ): Corresponde al área donde se ubicará el sistema de tratamiento de aguas residuales sanitarias e industriales y posee las siguientes estructuras mínimas: c. Tanques para tratamiento de aguas metálicos y en concreto Laboratorio de procesos Cuarto de equipos Cuarto de transformación Isla Ecológica (Centro de Acopio de residuos sólidos) (300 m2): Corresponde al área de almacenamiento de residuos sólidos. El piso es concreto liso sin juntas, techo de Steel Panel Prepintado AR5 y paredes mixtas de bloque y sanduche PIR, con espacio para ventilación entre el techo y la pared. El frente está cubierto con puertas de malla electrosoldada para permitir la entrada y salida de montacargas. Esta área se encuentra dividida en tres partes para el almacenamiento de residuos asimilables a domésticos, residuos reciclables (Separación en la fuente) y residuos peligrosos de acuerdo al siguiente esquema: El área de residuos peligrosos tiene las siguientes características mínimas: Instalación de contención secundaria calculada para el 110% del tanque de mayor volumen de almacenamiento Presencia de ducha de emergencia y lavado de ojos Presencia de Kit para derrames de químicos Ubicación de residuos de acuerdo a compatibilidad Abril 2015 Cardno Descripción del Proyecto 5-27 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Presencia de extintor Puerta con seguridad física para restringir el ingreso (Candado) 2 d. Almacenamiento de gas GLP (250 m ): Corresponde al área para instalar una centralina subterránea de GLP para la dotación de gas a montacargas. Esta área se instala de forma similar a los tanques subterráneos de Diesel y Gasolina, con la diferencia que el área se separa con malla y control de acceso para impedir que cualquier peso se ponga encima de esta 3 estructura. El tanque de GLP que se tiene proyectado tiene una capacidad de 15 m . Esta área se instalará de acuerdo los reglamentos constructivos vigentes para este tipo de instalaciones. 2 e. Garitas de Ingreso: Se tiene proyecto dos garitas de ingreso de 120 m cada una existiendo 2 instalaciones propias para el monitoreo de seguridad de 50 m en la garita sur con sus respectivos baños. Esto se construirá al igual que la descripción de las oficinas anteriormente mencionadas. 5.3.1.2 Operación Insumos y Materias Primas Los principales insumos que se utilizarán en la planta que constituyen los ingredientes básicos para la elaboración de bebidas son: Agua tratada Concentrados y bases de bebida según la formulación específica Azúcar blanco especial para bebidas edulcorante calóricos Dióxido de Carbono para bebidas carbonatadas Para los empaques se utilizan como insumos básicos: Preformas PET (Empaque Primario) Tapas (Empaque Primario): Pueden ser plásticas para envases PET y metálicas para envases vidrio Etiquetas (Empaque Primario para PET) Plástico Termoencogible (Empaque Secundario Parantes de cartón y láminas plásticas (Empaque Secundario) Plástico Strech (Empaque terciario) Pallets (Empaque Terciario) Para la producción de estas bebidas, en función de las actividades que se realizarán en la planta, se utilizarán diferentes insumos y materiales que apoyan el proceso de elaboración de cada bebida hasta el despacho del producto terminado, los principales se mencionan a continuación. 5-28 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Tabla 5-2 Listado de posibles productos químicos y sustancias que se utilizarán en la planta NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) DC - 13 S Dichem Sulfito de sodio CALDEROS BODEGA DE QUIMICOS, CALDEROS MISCELANEO DC - SELECTAMEEN 6373 Ciclohexilamina Morfolina Amina etoxilada CALDEROS BODEGA DE QUIMICOS, CALDEROS MISCELANEO DC POSCA 6147 U Polímero acrílico polimetacrilato de sodio Hidróxido de sodio CALDEROS BODEGA DE QUIMICOS, CALDEROS, CISTERNAS MISCELANEO DC POSCA 6656 U Ácido fosfórico polímero acrílico Polímero caboxilato hidroxilo de sodio CALDEROS BODEGA DE QUIMICOS Y CALDEROS MISCELANEO AC 101 (ECOLAB) Hidróxido de sodio CIP BODEGA DE QUIMICOS, CIP, FOUNTAIN CORROSIVO AC 55-5 (ECOLAB) Ácido Fosfórico Ácido Nítrico CIP BODEGA DE QUIMICOS, CIP CORROSIVO CARBON ACTIVADO EN POLVO (UA) Carbón activado CLARIFICACION DE AZUCAR Bodega de carbón, sala de jarabes MISCELANEO CELITE HYFLO (POLVO AYUDA) Tierras de diatomeas calcinadas CLARIFICACION DE AZUCAR Bodega de carbón, sala de jarabes MISCELANEO MAKE - UP FLUIDE 16-8545 Solventes de composición utilizables en procesos mediante chorro de tinta continua CODIFICACION Taller electrónicos y Líneas de producción INFLAMABLE INK 16-8540 Tinta utilizable para procesos de impresión. CODIFICACION Taller electrónicos y Líneas de producción INFLAMABLE CLEANING SOLUTION 16-3601 Utilizable únicamente para limpiar la impresora Videojet y sus componentes CODIFICACION Taller electrónicos y Líneas de producción INFLAMABLE Abril 2015 Cardno Descripción del Proyecto 5-29 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) DIESEL Diésel COMBUSTIBLE CALDEROS, GENERADORES, PATIO AREA COMBUSTIBLE COMBUSTIBLE GASOLINA EXTRA INDUSTRIAL Gasolina COMBUSTIBLE Mantenimiento industrial INFLAMABLE PROPANO COMERCIAL (GLP) COMBUSTIBLE MONTACARGAS Hidrocarburos ricos en C3-4 COMBUSTIBLE Patio y Montacargas INFLAMABLE LPS F- 104 d-limoneno / mezcla de hidrocarburos DESENGRASANTE BODEGA DE QUIMICOS INFLAMABLE, COMBURENTE LPS A151 SOLVENT DEGREASER Destilados de Petróleo DESENGRASANTE SOPLADO INFLAMABLE HOT MELT R 555 ANTIOXIDANTE, RESINA, ACEITE Y POLIMERO ETIQUETADO BODEGA DE QUIMICOS/ SOPLADO MISCELANEO LOCTITE 271 Demitacrilato de poliglicol FIJANTES MANTENIMIENTO AUTOMOTRIZ TOXICO LOCTITE 5040 Silicona FIJANTES MANTENIMIENTO AUTOMOTRIZ TOXICO LOCTITE 601 Metacrilato de 2hidroxietilo FIJANTES MANTENIMIENTO AUTOMOTRIZ TOXICO DELTAPLAN 25 CE DELTRAMETRINA CE FUMIGACION Proveedor FUMITEC Toxico AVANTI CE LAMBDACIHALOTRINA FUMIGACION Proveedor FUMITEC Toxico KLERAT BRODIFACOUMA, CUBOS PARAFINADOS FUMIGACION Proveedor FUMITEC Tóxico PLATINIUM HIDRAMETILON GEL FUMIGACION Proveedor FUMITEC Tóxico SIPERTRIN BETACIPERMETRINA LIQUIDA FUMIGACION Proveedor FUMITEC Tóxico CONTRAC BLOX BROMADIOLONA FUMIGACION Proveedor FUMITEC Tóxico Advino INDOXACARB FUMIGACION Proveedor FUMITEC Toxico DIOXIPAC DIOXIDO DE CLORO, CLORO GAS HIDROXIDO DE SODIO, FUMIGACION Proveedor FUMITEC Toxico 5-30 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) ACIDO NITRICO, CARBONATO DE SODIO, AGUA DESTILADA LOCTITE 243 DIMETACRILATO DE POLIGLICOL (60-65 %); DIOCTANATO DE POLIGLICOL (20 – 25 %); ACETATO DE POLIVINILO (5-10%); POLIETILENO (3-5 %) GRASA INDUSTRIAL PARA EQUIPO ALIMENTARIO GRADO ALIMENTARIO LINEA 4 MISCELANEO OKS 1110 Mezcla GRASA INDUSTRIAL PARA EQUIPO ALIMENTARIO GRADO ALIMENTARIO LINEA 4 MISCELANEO WHITE KNIGHT 3000 Mezcla no peligrosa GRASA INDUSTRIAL PARA EQUIPO ALIMENTARIO GRADO ALIMENTARIO MANTENIMIENTO SOPLADO MISCELANEO CENTOPLEX 2 EP Aceite mineral y jabón de litio GRASA LUBRICANTE ALMACEN BODEGA GENERAL NULO CARBONATO DE SODIO (GT) Carbonato de Sodio INSPECCION DE ENVASES Bodega de químicos, Línea 1 MISCELANEO 2-Naphtol 2-Naphtol Preparación de reactivos LABORATORIO CALIDAD MISCELANEO ACETATO DE SODIO ANHIDRO GR Acetato de sodio Preparación de reactivos LABORATORIO CALIDAD MISCELANEO ACIDO ACETICO GLACIAL GR Ácido acético Preparación de reactivos LABORATORIO CALIDAD CORROSIVO Abril 2015 Cardno Descripción del Proyecto 5-31 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) ACIDO CITRICO GR Ácido Cítrico Preparación de reactivos LABORATORIO CALIDAD CORROSIVO ACIDO CLORHIDRICO 37% GR Ácido Clorhídrico Preparación de reactivos LABORATORIO CALIDAD CORROSIVO ACIDO FOSFORICO 85% GR Ácido Fosfórico Preparación de reactivos LABORATORIO CALIDAD CORROSIVO ACIDO NITRICO 65% GR Ácido Nítrico Preparación de reactivos LABORATORIO CALIDAD CORROSIVO ACIDO SULFURICO 95 a 97% GR Ácido Sulfúrico Preparación de reactivos LABORATORIO CALIDAD CORROSIVO ALCOHOL POTABLE Etanol Limpieza LABORATORIO CALIDAD, LABORATORIO SOPLADO, LABORATORIO AGUAS RESIDUALES INFLAMABLE HIDROXIDO DE SODIO GR Hidróxido de sodio "Preparación de reactivos Regular pH Osmosis" LABORATORIO CALIDAD, OSMOSIS INVERSA CORROSIVO SOLUCIÓN BUFFER PH 4.0 Potasio hidrogenoftalato CALIBRACION DE EQUIPO LABORATORIO CALIDAD MISCELANEO SOLUCIÓN BUFFER PH 7.0 POTASIO DIHIDROGENO FOSFATO CALIBRACION DE EQUIPO LABORATORIO CALIDAD, LABORATORIO AGUAS RESIDUALES MISCELANEO DPD REAGENT #1 P-1 Fosfato de potasio Preparación de reactivos LABORATORIO CALIDAD, PLANTA DE AGUAS MISCELANEO DPD REAGENT #2 P-2 N, N-dietil-p-fenilenodiamina sulfato Preparación de reactivos LABORATORIO CALIDAD, PLANTA DE AGUAS MISCELANEO DPD REAGENT #3 P-3 Yoduro de potasio Preparación de reactivos LABORATORIO CALIDAD, PLANTA DE AGUAS MISCELANEO ERIOCROMO NEGRO T Negro de eriocromo Preparación de reactivos LABORATORIO CALIDAD, PLANTA DE AGUAS MISCELANEO DIVO AI Ácido fosfórico LAVADO DE BOTELLAS BODEGA DE QUIMICOS, LINEAS MISCELANEO 5-32 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) ACIDO TARTARICO GR Acido Tartárico Preparación de reactivos LABORATORIO CALIDAD MISCELANEO AGUA BIDESTILADA Agua bidestilada Preparación de reactivos LABORATORIO DE CALIDAD NO PELIGROSA ALCOHOL ETILICO GR Alcohol etílico Preparación de reactivos LABORATORIO CALIDAD INFLAMABLE AZUL DE METILENO LABORATORIO CALIDAD MISCELANEO Para uso en laboratorio LABORATORIO CALIDAD BICARBONATO DE SODIO (GR) LABORATORIO CALIDAD, LABORATORIO SOPLADO MISCELANEO Para uso en laboratorio (Controlado por CONSEP) LABORATORIO CALIDAD, LABORATORIO SOPLADO BIFTALATO DE POTASIO LABORATORIO DE CALIDAD MISCELANEO Para uso en laboratorio LABORATORIO DE CALIDAD CARBONATO DE CALCIO (GR) Laboratorio de calidad MISCELANEO Para uso en laboratorio Laboratorio de calidad CARBONATO DE SODIO (GR) LABORATORIO CALIDAD MISCELANEO Para uso en laboratorio (Controlado por CONSEP) LABORATORIO CALIDAD CLORURO DE AMONIO GR LABORATORIO CALIDAD MISCELANEO Para uso de laboratorio LABORATORIO CALIDAD CLORURO DE BARIO GR LABORATORIO CALIDAD MISCELANEO Para uso de laboratorio LABORATORIO CALIDAD CLORURO DE CALCIO GR Cloruro de calcio Preparación de reactivos LABORATORIO CALIDAD MISCELANEO CLORURO DE POTASIO GR Cloruro de potasio Preparación de reactivos LABORATORIO CALIDAD MISCELANEO CLORURO DE SODIO GR Cloruro de sodio Preparación de reactivos LABORATORIO CALIDAD MISCELANEO CROMATO DE POTASIO Cromato de potasio Preparación de reactivos LABORATORIO CALIDAD TOXICO Abril 2015 Cardno Descripción del Proyecto 5-33 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) DI POTASIO HIDROGENOFOSFATO ANHIDRO DI POTASIO HIDROGENOFOSFATO ANHIDRO Preparación de reactivos LABORATORIO CALIDAD MISCELANEO DICROMATO DE POTASIO GR Dicromato de potasio Preparación de reactivos LABORATORIO CALIDAD MISCELANEO AQUASNAP ATP PRUEBA DE AGUA TOTAL NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo INDICADOR BIOLOGICO 3M (1262) NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo ULTRASNAP (Prueba ATP) NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo Dextrosa Peptpna HI VEGTM Caldo NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo BIOTRACE REDISWAB (Hisopo catador caldo letheen) 3M NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo TWEEN 80 NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo AGAR ORANGE SERUM (Agar Suero Naranja) NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo AGAR STANDARD METHODS (Metodos Estandar Agar) NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo AGAR ROSA DE BENGALA CLORANFENICOL NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo MEDIO M-GREEN Y&F BROTH NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo MEDIO M-TGE BROTH NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo MEDIO MI BROTH NA Laboratorio de microbiología Laboratorio de microbiología Misceláneo MEDIO PRY NA Laboratorio de Laboratorio de microbiología Misceláneo 5-34 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) microbiología DIVO LE EDTA Nitrato sódico LAVADO DE BOTELLAS BODEGA DE QUIMICOS, LINEAS MISCELANEO STABILON BP EDTA, Surfactante no anionico LAVADO DE BOTELLAS BODEGA DE QUIMICOS. LINEAS MISCELANEO STABILON MEX Tetraacetato de Etilendiamina LAVADO DE BOTELLAS BODEGA DE QUIMICOS. LINEAS MISCELANEO ALCOHOL POTABLE Etanol LIMPIEZA LABORATORIO CALIDAD, LABORATORIO SOPLADO, LABORATORIO AGUAS RESIDUALES INFLAMABLE GREASSE OFF mezcla de detergentes sintéticos y agentes alcalinos LIMPIEZA FONTAIN, BODEGAS DE QUIMICOS MISCELANEO HIPOCLORITO DE SODIO Hipoclorito de sodio LIMPIEZA BODEGA DE QUIMICOS, USOS VARIOS TOXICO, CORROSIVO LIMPIADOR DE ACERO INOXIDABLE 3M ACEITE MINERAL BLANCO (PETROLEO) LIMPIEZA SOPLADO, LABORATORIO,LINEAS DE PRODUCION INFLAMABLE OXONIA ACTIVE Ácido peracético, peróxido de hidrogeno LIMPIEZA BODEGA DE QUIMICOS, CISTERNAS, LINEAS OXIDANTE INTEROX AG SRAY 35 (PEROXIDO HIDROGENO 35%) Peróxido de hidrogeno LIMPIEZA BODEGA DE QUIMICOS, BAG IN BOX OXIDANTE, COMBURENTE, CORROSIVO RIMADET SR 300 Hipoclorito de sodio, hidróxido de potasio, oxido de cocodimetilamina Sodicum alkuyl sulfonate LIMPIEZA BODEGA DE QUIMICOS, LINEAS CORROSIVO SPARTAN SC 200 *2 - Butoxietanol LIMPIEZA BODEGA DE QUIMICOS, MECANICA AUTOMOTRIZ CORROSIVO WRD compleja de base hidrocarburos, y Percloroetileno LIMPIEZA MECANICA AUTOMOTRIZ INFLAMABLE Abril 2015 Cardno Descripción del Proyecto 5-35 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) LIQUID K SODIUM C14-16 OLEFIN SULFONATE poly(oxy-1,2-ethanediyl), .alpha.-sulfo-.omega.hydroxy-, c10-16-alkyl ethers, sodium salts SODIUM CHLORIDE COCAMINE OXIDE LIMPIEZA BODEGA DE QUIMICOS, LINEAS MISCELANEO SUPERCLORO 901 (Hipoclorito de sodio) Hipoclorito de sodio LIMPIEZA BODEGA DE QUIMICOS, USOS VARIOS TOXICO, CORROSIVO Liquid Spearhead Metasilicato de Sodio LIMPIEZA Mantenimiento Fountain CORROSIVO RIMALKAN FC Hidróxido de potasio, oxido cocodimetilamina, alcohol ethyloxilato, alkilpoliclugicida Fatty alcohol sulfate sodium salt LIMPIEZA BODEGA DE QUIMICOS, TORRES DE EMFRIAMIENTO CORROSIVO TOPAX 66 Hipoclorito de sodio, hidróxido de sodio, surfactante no iónico LIMPIEZA BODEGA DE QUIMICOS, CALDEROS, LINEAS, TORRESN DE EMFRIAMIENTO MISCELANEO HIPOCLORITO DE CALCIO (BRENNTAG) Hipoclorito de calcio LIMPIEZA BODEGA DE QUIMICOS, PLANTA DE TRATAMIENTO DE AGUAS, CISTERNAS TOXICO, CORROSIVO HIDROXIDO DE SODIO 50% Hidróxido de sodio LIMPIEZA, LAVADO DE BOTELLA Y CIP PATIOS AREA COMBUSTIBLE, LINEAS, CIP CORROSIVO DIOXIDO DE CARBONO Dióxido de carbono LLENADO SERVICIOS AUXILIARES GAS NO INFLAMABLE NITROGENO Nitrógeno LLENADO BODEGA DE QUIMICOS GAS NO INFLAMABLE ACEITE FT SUPER SAE 10 W Mezcla compleja de hidrocarburos saturados LUBRICACION Bodega de lubricantes, taller automotriz, taller mecánico MISCELANEO 5-36 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) ALMASOL 1250 HIGH TEMPERATURE LUBRICANT Mezcla de aceites minerales LUBRICACION BODEGA DE ACEITES,SOPLADO MANTENIMIENTO INDUSTRIAL MISCELANEO ALMASOL 605 VG-320 (Vari Purpose Gear Lubricant) Mezcla de aceites minerales LUBRICACION BODEGA DE ACEITES,SOPLADO MANTENIMIENTO INDUSTRIAL MISCELANEO BARRIERTA L55 Aceite de poliéter perfluorado LUBRICACION MANTENIMIENTO INDUSTRIAL,SOPLADO MISCELANEO CYGNUS ALPC EP Aceite minera blanco LUBRICACION BODEGA DE ACEITES, SOPLADO MANTENIMIENTO MISCELANEO ELAION F 10 Alquil ditiofosfato de Zinc LUBRICACION BODEGA DE ACEITES , MANTENIMIENTO AUTOMOTRIZ MISCELANEO EXTRAVIDA XV100 SAE 15W – 40 Mezcla compleja de hidrocarburos y aditivos LUBRICACION BODEGA DE ACEITES, MANTENIMIENTO AUTOMOTRIL MISCELANEO FOOD GRADE GREASE WITH PTFE ND LUBRICACION SOPLADO COMPRESORES MISCELANEO GRASA MULTIFAC EP 2 Aceite mineral altamente refinado LUBRICACION BODEGA DE ACEITE MISCELANEO HIPOIDAL 80W90 GL5 TRANSMISION (YPF) ND LUBRICACION MANTENIMIENTO AUTOMOTRIZ MISCELANEO KLUBEROIL 4UH 1-32 Aceite hidrocarburo sintético aceite de éster LUBRICACION BODEGA DE ACEITES, LUBRICACION MISCELANEO KLUBERSYNTH GE 4 -460 Aceite de hidrocarburo sintético LUBRICACION SOPLADO COMPRESORES MISCELANEO KLUBERSYNTH GE 46-1200 Aceite de polialquilenglicol jabón de litio LUBRICACION SOPLADO COMPRESORES MISCELANEO KLUBERSYNTH GH 6-220 Aceite de polialquilenglicol LUBRICACION BODEGA DE ACEITE MISCELANEO LUBRICANTE SAE 85W – 140 Aceite mineral altamente refinado LUBRICACION BODEGA DE ACEITES.TALLER AUTOMOTRIZ MISCELANEO Abril 2015 Cardno Descripción del Proyecto 5-37 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) MD-3 CHEVRON Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES, MANTENIMIENTO AUTOMOTRIZ MISCELANEO MEROPA 460 Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES MISCELANEO MOLITEX EP 2 Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES, MANTENIMIENTO INDUSTRIAL MISCELANEO MONOLEC 4700 antimony dialkyldithiocarbamate LUBRICACION BODEGA DE ACEITES MISCELANEO MONOLEC 4701 antimony dialkyldithiocarbamate LUBRICACION BODEGA DE ACEITES, MANTENIMIENTO AUTOMOTRIZ MISCELANEO MONOLEC GFS ENGINE OIL SAE 30 (LE) Phosphorodithioic acid, O,O-di-C1-14-alkyl esters, zinc salts LUBRICACION BODEGA DE ACEITES MISCELANEO NEVASTANE HT / AW-1 Hidrocarburos de Petróleo LUBRICACION BODEGA DE ACEITES GRADO ALIMENTARIO MISCELANEO PARALIQ GA 361 Aceite mineral LUBRICACION MANTENIMIENTO SOPLADO MISCELANEO PERMA CLASSIC / PERMATEC Etandiol LUBRICACION MANTENIMIENTO INDUSTRIAL, SOPLADO MANTENIMIENTO MISCELANEO QUINPLEX FOOD NL G10 4023 H1 Aceite mineral LUBRICACION SOPLADO COMPRESORES MISCELANEO QUINPLEX FOOD NL GT2 4025 H1 Aceite mineral LUBRICACION SOPLADO COMPRESORES MISCELANEO RANDO HD 46 Aceite mineral altamente refinado LUBRICACION BODEGA DE ACEITES MISCELANEO RANDON HD 32 Aceite mineral altamente refinado LUBRICACION BODEGA DE ACEITES MISCELANEO REGAL 220 Aceite mineral altamente refinado LUBRICACION BODEGA DE ACEITE INFLAMABLE 5-38 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) REGAL R&O , 100 Aceite mineral altamente refinado LUBRICACION COMPRESORES SOPLADO MISCELANEO RM 110 ASF sustancias colorantes agentes dispersantes agentes conservantes agua LUBRICACION SOPLADO MANTENIMIENTO MISCELANEO ROTO INJECT FLUID (ALTAS COPCO) Mezcla de poliolefinas y aditivos. LUBRICACION SOPLADO COMPRESORES MISCELANEO ROTO Z Bencenamina, N-fenil-, productos de reacción con LUBRICACION COMPRESORES SOPLADO MISCELANEO SAE 20W-50 Mezcla LUBRICACION MECANICA AUTOMOTRIZ MISCELANEO SAE 40 Mezcla LUBRICACION BODEGA DE ACEITES,TALLER AUTOMOTRIZ MISCELANEO URSA LA 3 SAE 10W CF Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES MISCELANEO URSA PREMIUM TDX Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES MISCELANEO URSA SUPER TD Aceite mineral altamente refinado (C15 - C50) LUBRICACION BODEGA DE ACEITES MISCELANEO DRYEXX No establece LUBRICANTE DE CADENA BODEGA DE QUIMICOS. LINEAS MISCELANEO TC - KGM – SYN Sales de alquilaminas, surfactantes no iónicos, surfactantes anionicos LUBRICANTE DE CADENA BODEGA DE QUIMICOS. LINEAS MISCELANEO WEICOLUB SPDQ Mezcla formada por las sustancias especificadas a continuación con adiciones no peligrosas LUBRICANTE DE CADENA BODEGA DE QUIMICOS, LINEAS MISCELANEO Abril 2015 Cardno Descripción del Proyecto 5-39 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) ACIDO SULFURICO GT Ácido Sulfúrico NEUTRALIZACION DE AGUAS RESIDUALES AGUAS RESIDUALES CORROSIVO Ro Clean P112 Metasilicato, sal cítrica, sal de fosfato, mezcla surfactante OSMOSIS INVERSA Bodega de Químicos, Osmosis Inversa CORROSIVO RoClean P303 Ácido hidroxialcanoico, Fosfato inorgánico, EDTA OSMOSIS INVERSA Bodega de Químicos, Osmosis Inversa CORROSIVO VITEC 4000 NSF Acido Acrílico, Acido bisfosfórico, Acido Inorgánico, sal Aromática de ácido carboxílico, agua e hidróxido de sodio OSMOSIS INVERSA Bodega de Químicos, Osmosis Inversa CORROSIVO HIDROXIDO DE SODIO GR Hidróxido de sodio OSMOSIS INVERSA LABORATORIO, OSMOSIS INVERSA CORROSIVO ACIDO FOSFORICO GT Ácido Fosfórico PLANTA DE AGUAS RESIDUALES. BODEGA DE QUIMICOS CORROSIVO AMONIACO Amoniaco REFRIGERANTE Sistema de refrigeración, BODEGA DE QUIMICOS GAS TOXICO FREON SUVA 134 A Gas H280 100 REFRIGERANTE Fountain MISCELANEO PROPILENGLICOL PROPILENGLICOL REFRIGERANTE BODEGA DE QUIMICOS TOXICO. IRRITANTE R-22 R-22 REFRIGERANTE EN TODA LA PLANTA DONDE EXISTAN EQUIPOS DE AIRE ACONDICIONADO. MISCELANEO 5-40 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) R-404 R-404 REFRIGERANTE EN TODA LA PLANTA DONDE EXISTAN EQUIPOS DE AIRE ACONDICIONADO. MISCELANEO R-410 R-410 REFRIGERANTE EN TODA LA PLANTA DONDE EXISTAN EQUIPOS DE AIRE ACONDICIONADO. MISCELANEO ACETILENO Acetileno OXICORTE BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO INFLAMABLE ARGON Argón SOLDADURA BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO GAS INERTE ELECTRODO INOX ND SOLDADURA BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO MISCELANEO ELECTRODO TUNGSTENO ND SOLDADURA BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO MISCELANEO ELETRODOS REVESTIDOS (ACERO NEGRO) ND SOLDADURA BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO MISCELANEO OXIGENO Oxigeno OXICORTE BODEGA DE VARIOS, FONTAIN, MANTENIMIENTO INDUSTRIAL, PUNTOS DE USO COMBURENTE DC PACT 5 Tiocianatos Benzotiazoles TORRES DE ENFRIAMIENTO BODEGA DE QUIMICOS, CALDEROS MISCELANEO DC POSCA 6324 A Ácido Fosfórico, Policarboxilato no peligrosos, ácido fosfórico polímero acrílico, hidróxido de sodio TORRES DE ENFRIAMIENTO BODEGA DE QUIMICOS, CALDEROS, CISTERNAS, TORRES DE ENFRIAMIENTO MISCELANEO Abril 2015 Cardno Descripción del Proyecto 5-41 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono NOMBRE DE QUIMICO COMPOSICION USO UBICACIÓN CLASIFICACIÓN (GRADO PELIGROSIDAD INEN 2266) DC UNIBROM PLUS Cloruro de bromo TORRES DE ENFRIAMIENTO BODEGA DE QUIMICOS, CALDEROS MISCELANEO CARBON ACTIVADO GRANULADO (NORIT) Carbón activado TRATAMIENTO DE AGUA Bodega de químicos y tratamiento de agua MISCELANEO CARBON ACTIVADO GRANULADO (SULFOQUIMICA) Carbón activado TRATAMIENTO DE AGUA Bodega de químicos y tratamiento de agua MISCELANEO CAL Carbonato de calcio TRATAMIENTO DE AGUA BODEGA DE QUIMICOS. PLANTA DE AGUAS CORROSIVO CLORURO DE SODIO GRANULADO Cloruro de sodio TRATAMIENTO DE AGUA BODEGA DE QUIMICOS, CISTERNAS MISCELANEO SULFATO FERRICO Sulfato Férrico TRATAMIENTO DE AGUA Tratamiento de agua MISCELANEO XY – 12 Hipoclorito de sodio TUNEL DE ENFRIAMIENTO BODEGA DE QUIMICOS, LINEA 4 CORROSIVO WCS7611 P Ácido Fosfórico y cloruro de zinc TUNEL DE ENFRIAMIENTO BODEGA DE QUIMICOS, LINEA 4 MISCELANEO Fuente: ARCA, 2014. Elaboración: Cardno, diciembre 2014 . 5-42 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Actividades La Planta Embotelladora tiene como objetivos la elaboración y embotellamiento de bebidas no alcohólicas carbonatadas y no carbonatadas de la marca Coca Cola para lo cual se tienen proyectadas las siguientes actividades y áreas a. Área de Servicios Auxiliares: i) Área de Disolución de Azúcar: Bodega de Azúcar, área de bodega de polvo ayuda y carbón activado, área de preparación de jarabe simple, área de secado de torta. ii) Área de Compresores y Transformadores eléctricos: Compresores de Alta (5 unidades) y de baja (5 unidades) iii) Planta de Tratamiento de Agua y Cisterna de Agua iv) Área de almacenamiento a granel de CO2 y Nitrógeno v) Área de Enfriamiento (Torres y compresores de Amoniaco) vi) Área de llenado de cilindros de CO2 vii) Área de Almacenamiento de lubricantes y aceites: El área total es de 69,7m2 y sus dimensiones son 11,6 x 6 m. el área contará con contención secundaria en caso de algún derrame. viii) Área de Calderos ix) Área de Almacenamiento de Diesel y Gasolina: El área total de almacenamiento es de 185 m2, y las dimensiones son 12,4 x 15,2 m. Contiene dos tanques de almacenamiento, uno de diésel de 10.000 galones y otro de Gasolina de 4.000 galones. Estos tanques son subterráneos, cumpliendo los requisitos de diseño ambientales y de seguridad aplicables. x) Área de Almacenamiento de Químicos xi) Área de Mantenimiento de Fountain y Montacargas xii) Área de transformadores xiii) Talleres de mantenimiento y oficinas b. Nave Principal: i) Área de almacenamiento de concentrado: Temperatura ambiente, almacenamiento en frio y almacenamiento congelado ii) Área de laboratorio: Físico- químicos y microbiológico iii) Baños iv) Sistema de preparación de jarabe terminado (En batch y continuo) v) CIP vi) Área de Transformadores vii) Almacenamiento de general viii) Almacenamiento Diario para líneas ix) Almacenamiento de tapas x) Almacenamiento de material de empaque Abril 2015 Cardno Descripción del Proyecto 5-43 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono xi) Almacenamiento de preforma xii) Líneas de producción xiii) Almacenamiento de producto terminado xiv) Oficinas y cuarto de contramuestras c. Exterior de planta i) Almacenamiento de pallets y envase vacío ii) Anillo Vial (Parqueaderos de flota y de vehículos livianos) iii) Almacenamiento de GLP 2 iv) Área de almacenamiento de residuos sólidos: tendrá un área de 300 m con dimensiones de 17,6 x 17 m. Contará con las respectivas cunetas perimetrales, adecuada cubierta, pisos y equipos de contención respectivos y su respectiva señalética de acuerdo a la legislación vigente. v) Área de Planta de tratamiento de aguas residuales y aguas negras vi) Canchas deportivas vii) Instalaciones de captación de agua subterránea viii) Almacenamiento de GLP d. Edificio Administrativo: Oficinas, comedor y vestidores Resumen de Procesos Los procesos a ser utilizados se resumen a continuación, un detalle de los procesos, al igual que las entradas y salidas de los mismos se encuentran en el anexo xxxx, para permitir una mejor visualización por su tamaño y extensión quedando en este acápite un concepto general y resumido de los materiales utilizados: a. Administración de bodegas y suministro de materiales: El proceso inicia con la recepción de cada uno de los insumos, materiales y materias primas que ubican de acuerdo a su distribución y compatibilidad en cada uno de los sitios designados para almacenamiento. Previamente se revisa su conformidad con los estándares de calidad de cada uno ellos para luego ser ingresados en un sistema informático SAP y de acuerdo a los requerimientos cada una de las áreas usuarias es contabilizado y despachado a los puntos de consumo. se su de de Existen básicamente 3 tipos de almacenamiento: 1. Almacenamiento de tanques a granel: CO2, Nitrógeno Combustibles, Sosa Caustica 2. Almacenamiento al ambiente: Químicos, Aceites, material de empaque, carbón activado, etc. 3. Almacenamiento en cuartos frío: Utilizado para almacenamiento de concentrados y cuartos fríos Los residuos principales a ser considerados corresponden a materiales de empaque, emisiones atmosféricas de fuente móvil y posible recolección de material de derrames A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para los insumos adquiridos. 5-44 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-7 Diagrama entradas y salidas – insumos Fuente: Arcador S.A, febrero 2015 b. Tratamiento de Agua Consiste en la captación, almacenamiento, tratamiento y distribución de agua a los puntos de consumo cuyo objetivo es entregar agua de acuerdo a especificaciones internas de agua potable requeridas para el producto en conformidad con las directrices de la OMS y las normas INEN aplicables. Para esto se tienen los siguientes pasos de proceso: 1. Recepción de agua cruda: Consiste en un tanque cisterna donde se clora el agua a 1 a 3 ppm para su alimentación posterior 2. 2. Tratamiento multibarrera: Consiste en un tratamiento de agua para dejar el agua dentro de especificaciones que consiste en pasar el agua por un sistema de tratamiento convencional de floculación sistema de filtración de arena, que utiliza generalmente cal y un floculante como sulfato férrico u osmosis inversa según sea el caso y las características del agua de fuente, desinfección, filtración por Carbón Activado Granular, almacenamiento y filtración por membrana a 0,3 um. 3. Ablandamiento de agua: Consiste en la eliminación de dureza para utilización en servicios auxiliares mediante intercambio iónico. Los residuos principales del proceso son aguas residuales de retrolavados de filtros, material filtrante usado y empaques de químicos. A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para el tratamiento de agua. Abril 2015 Cardno Descripción del Proyecto 5-45 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-8 Diagrama entradas y salidas – Tratamiento de Agua Fuente: Arcador S.A, febrero 2015 c. Preparación de Jarabe Terminado: Consiste en la preparación de jarabe terminado como producto final para lo cual se tienen los siguientes pasos: 1. Preparación de Jarabe Simple: Consiste en la mezcla de agua con azúcar para preparar una solución dentro de los estándares de calidad requeridos para la bebida para lo cual se tiene previsto dos sistemas de tratamiento en paralelo: a. Aclaramiento con carbón activado: El azúcar es alimentada dentro de una tolva y movida por un tornillo sinfín hasta llegar a un sistema de calentamiento indirecto con vapor donde se mezcla con agua y se eleva la temperatura a 80°C para su posterior filtración con carbón activado en polvo y polvo ayuda. Una vez que el jarabe llega a sus características físicas y químicas se almacena para su posterior uso, una vez que ha sido enfriado por un sistema de refrigeración. El carbón activado residual es agotado con acción de agua y aire comprimido para luego ser prensado en un tambor al vacío b. Tratamiento por intercambio iónico: Consiste en disolver el azúcar con agua y luego pasarla por un tren de filtración físico y de intercambio iónico para dejar el azúcar dentro de especificaciones. 2. Disolución de concentrados, bases de bebida y pulpa. Las bases de bebidas, concentrados y pulpas son vaciados en sistemas propios para sus características y mezclados de acuerdo a las fórmulas de cada uno de sus productos y enviados a tanques de preparación de jarabe terminado o a un sistema de cuasi-jarabe para su envío para las líneas de llenado 3. Preparación de jarabe terminado: El jarabe simple con los concentrados disueltos es mezclado con agua en tanques para luego ser enviado a las líneas de producción. 5-46 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Los principales residuos generados son: Agua residual con azúcar, fundas de azúcar y carbón activado gastado. A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para la preparación del Jarabe. Figura 5-9 Diagrama entradas y salidas – Preparación Jarabe Fuente: Arcador S.A, febrero 2015 d. Soplado: Para formar las botellas se alimentan preformas PET aligeradas de acuerdo al formato a ser producido en tolvas que alimentan un sistema centralizado de transporte que llevan estos elementos a un horno eléctrico a 100°C que alimenta una sopladora que mediante aire comprimido a alta presión sopla la botella dentro de un molde. Esta botella luego es transportada neumáticamente hasta una etiquetadora para luego ser transportada en línea hacia las líneas de producción. Los principales residuos generados son: Botellas y preformas fuera de especificaciones y empaques de etiquetas y preformas. A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para el soplado Abril 2015 Cardno Descripción del Proyecto 5-47 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-10 Diagrama entradas y salidas – Soplado Fuente: Arcador S.A, febrero 2015 e. Preparación de envase: Los envases son preparados previos a su uso de acuerdo al siguiente detalle: 1. Envases PET: son enjuagados con agua clorada después de haber sido soplados previo a su uso. El agua utilizada es recuperada y reusada. 2. Envases de Vidrio y REFPET: son lavados en un equipo que somete a las botellas a varios baños que incluyen un enjuague y acondicionamiento previo, un lavado con sosa caustica caliente y un enjuague final para la eliminación del detergente. Aquí se adicionan aditivos de lavado. Los botellas son previamente y después inspeccionadas previo a sus uso De forma específica las lavadoras son equipos metálicos que funciona con bolsillos donde entran las botellas y son transportadas a través de diversas fases de limpieza que incluyen: Pre- Enjuague con agua Enjuague con agua Lavado con Sosa Caustica: Donde se somete la botella a lavado en Sosa Caustica caliente a temperatura elevada, alrededor de 65ºC. Cabe mencionar que la sosa caustica es alimentada desde el tanque a granel en el área de servicios, únicamente para reponer pérdidas o cuando la solución ha perdido sus características (Aproximadamente 6 meses). En esta fase se adicionan aditivos desde tanques de 55 galones de Stabilon MEX, Stabilon BP, DIVO AI, DIVO LE, que son preparaciones químicas que mejoran la efectividad del lavado dándole brillo a la botella o atrapando mediante quelatos a compuestos no deseados Estos equipos constan con canales perimetrales que conducen las aguas residuales generadas hacia la conducción que lleva a la Planta de Tratamiento de Aguas Residuales. Los principales residuos generados son aguas residuales, residuos sólidos varios de las botellas lavadas y botellas fuera de estándar 5-48 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para la preparación de envase Figura 5-11 Diagrama entradas y salidas – Preparación de envase Fuente: Arcador S.A, febrero 2015 f. Llenado: El llenado de productos se divide en varios procesos dependiendo de los productos a ser llenados de acuerdo al siguiente detalle: 1. Llenado de botellas PET: El CO2, el jarabe terminado y el agua llegan a un proporcionador que realiza un mezcla de acuerdo a proporciones definidas y baja la temperatura mediante un sistema de enfriamiento para permitir la carbonatación formando bebida terminada. Esta bebida luego es inyectada por una llenadora a las botellas transportadas para luego ser tapadas (capsuladas) con tapas alimentadas a través de un sistema de transporte que son lavadas con agua clorada. Estas botellas son inspeccionadas electrónicamente o visualmente previo a continuar con el proceso. En el caso de bebidas no carbonatadas se elimina el paso correspondiente a disminución de temperatura y carbonatación. 2. Llenado botellas Retornables PET (REF-PET): Las botellas REFPET adicionalmente al proceso de llenado descritos anteriormente son sometidas a un proceso de inspección de olores (ALEXUS) que utiliza carbonato de sodio, para detectar trazas de hidrocarburos y compuestos nitrogenados rechazando aquellas botellas contaminadas 3. Llenado de botellas de Vidrio: Las botellas de vidrio a diferencia del proceso de llenado tradicional utiliza tapas corona metálicas para ser tapadas Abril 2015 Cardno Descripción del Proyecto 5-49 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 4. Llenado en Caliente (HOT FILL): Aquellos productos que no tienen preservantes químicos como los néctares son pasteurizados previamente de acuerdo a las indicaciones de la formulación y son llenados en caliente a una temperatura aproximada de 85°C. Las diferencias con el proceso de llenado tradicional en frío son las siguientes: a. Las tapas son esterilizadas con el mismo fluido caliente mediante un sistema de inversión de la botella ya tapada b. Las botellas deben ser enfriadas en un túnel de enfriamiento que utiliza una lluvia de agua c. Las botellas son etiquetadas por termoformado después de que han sido enfriadas y secadas. 5. Llenado de BIB y cilindros: Para los equipos post venta se utilizan un empaque Bag In Box que consiste en llenar jarabe terminado en fundas plásticas importadas con una válvula para conexión al equipo de venta (FOUNTAIN). Que luego se introduce una caja de cartón. Como complemento se llenan tanques individuales de CO 2. Los principales residuos generados son: tapas, envases, aguas cartones de materiales. residuales, tanques de aluminio, Para esta fase, se utilizarán las líneas que se detallan a continuación 5-50 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Tabla 5-3 Líneas de LLenado Numero de Línea Tipo de empaque Volumen 1 Vidrio retornable 2 Definiciones TemperaturaOtros Conceptos de llenado Velocidad Estrella Paso de la llenadora (mm) 192 ml, 200ml y 300ml con opción a Línea Existente 355ml y 500 ml Equipos nuevos: Paletizador, despaletizador, lavadora de cajas, Magazine de cajas, lavadora de botellas, encajonadora, inspector de botellas llenas, transportadores. Equipos a Trasladar: Llenadora, Carbonatador, desencajonadora, inspector de botella vacías. 10°C 36000 bot/h (200 ml)94 Plástico Retornable y formato 1250 ml vdr 1500ml, 2000ml, 2500ml y 1250 ml vdr Equipos nuevos: Paletizador, despaletizador, desencajonadora, 14°C encajonadora, lavadora de cajas (magazine), carbonatador, llenadora(Se incrementa velocidad de 200 a 240 bpm en 2L RP), inspector de botellas llenas, inspector de vacías. Overhaul de Inspector en fase gaseosa. Equipos a trasladar: Lavadora de botellas, Syncrojet, Inspector de fase gaseosa, Analizador de bebidas. Llenadora Nueva; Tubos de venteo standard 19500 bot/h (1500 para todos los formatos y controlados con ml) sonda 112 3 Plástico No Retornable (Grandes tamaños) 1000ml, 1250ml, 1350ml, 1500ml, Línea existente (Línea 3 Equipos nuevos: Inspector de botellas llenas, paletizador/envolvedora, 14°C 1530 ml, 1750ml, 1950 ml, 2000ml, planta Quito) Actualización de llenadora (Tanque), actualización electrónica. Equipos 2500ml,3000ml a Trasladar: Llenadora, transportadores aéreos, sopladoras SFR 12 y SFR12EVO, Inspector de botella llena, Transportadores, termoformadora. Llenadora Simonazzi Volumétrica de planta 19800 bot/h (1000 Quito ml) Requiere cambio del sistema de paletizado envolvedor 141 4 Plástico No Retornable (Grandes tamaños) 1000ml, 1250ml, 1350ml, 1500ml, Línea Nueva 1530 ml, 1750ml, 1950 ml, 2000ml, 2500ml, 3000ml Toda la línea nueva mayor a 14°C Llenadora Integrada (Soplado, llenado, etiquetado y capsulado) 36000 bot/h (1000 ml) mayor a 123 5 Plástico No Retornable (Pequeños y grandes tamaños) 250ml, 350ml, 400ml, 410ml, 450ml, Línea Nueva 500ml, 550ml y 600ml; con opción para 1000ml, 1250ml y 1350ml Toda la línea nueva mayor a 14°C Llenadora Integrada (Soplado, llenado, etiquetado y capsulado) 63000 bot/h (250 ml) 7 Plástico No Retornable (Pequeños y grandes tamaños) 250ml, 350ml, 500ml, 550ml 600ml Línea Existente (Línea 4 Equipos nuevos: Etiquetadora incluido inspector. Equipos a Trasladar: 85 a 92°C ,1250ml y 2000 ml. Planta Quito (HOT FILL) Llenadora, transportadores aéreos, sopladora SFR 16 EVO, Mixer, Pasteurizador, dosificador de nitrógeno, inspector de botellas llenas, saver tank, volteador de botellas, túnel de enfriamiento, secador de botellas, termoformadora, paletizador, envolvedora, transportadores. Llenadora HOT FILL SIPA 20760 bot/h (250 ml)125 8 BIB Bag In Box 10 y 18 litros Línea Existente Equipos nuevos: Automatización de fin de línea. Equipos a trasladar: Llenadora, transportadores. Ambiente Llenadora Scholle 7 a 9 bolsas/min (10 litros) N/A 120 a 450 cc y de 500 a 1500 cc Línea Existente Equipos a Trasladar: Dos llenadoras, dos acumuladores de envases, (Trasladada a Machachi aplicador de tapas, aplicador de pitillos, agrupador de paquetes, dos cuando se arranque encartonadoras, transportadores, controlador de línea. dicho proyecto) Ambiente Dos llenadoras Tetra Pak Prisma Aseptic para los dos rangos de formatos especificado con dos finales de línea 10000 uni/h N/A 9, 10 TetraTetra Pak Pak Nueva o Existente Línea Existente Llenadora Krones; Tubos de venteo por formato mayor a 84 Fuente: Arcador, diciembre 2014 Elaboración: Cardno, enero 2015 Abril 2015 Cardno Descripción del Proyecto 5-51 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Esta página ha sido dejada intencionalmente en Blanco 5-52 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para el llenado Figura 5-12 Diagrama entradas y salidas – Llenado 1 Fuente: Arcador S.A, febrero 2015 Figura 5-13 Diagrama entradas y salidas – Llenado 2 Fuente: Arcador S.A, febrero 2015 Abril 2015 Cardno Descripción del Proyecto 5-53 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-14 Diagrama entradas y salidas – Llenado 3 Fuente: Arcador S.A, febrero 2015 5-54 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-15 Diagrama entradas y salidas – Llenado 4 Fuente: Arcador S.A, febrero 2015 g. Empacado: Todo producto empacado es paletizado de forma manual o mecánica en pallets plásticos de acuerdo al producto 1. Producto PET: El producto no retornable es termoformado de acuerdo al SKU requerido con plástico termoencogible, luego es paletizado y empacado plástico strech para su despacho a bodega 2. Producto Retornable: El producto retornable viene en cajas plásticos, por lo cual primero es despaletizado y desencajonado. Las cajas son lavadas y cuando el producto ha sido llenado se vuelve a encajonar y paletizar para ser llevado a bodega Los principales residuos generados son: Plásticos y pallets A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para el empacado Figura 5-16 Diagrama entradas y salidas – Empacado Fuente: Arcador S.A, febrero 2015 h. Distribución Primaria: El producto que ha sido almacenado en bodega de acuerdo a rotación y compatibilidad es luego cargado de acuerdo a las órdenes de carga a los camiones y enviado a las agencias para su distribución secundaria. Los principales residuos generados son: producto no conforme, emisiones atmosféricas por fuentes móviles. A continuación se presenta el diagrama del análisis de entradas y salidas que se manejará para la distribución primaria Abril 2015 Cardno Descripción del Proyecto 5-55 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-17 Diagrama entradas y salidas – Distribución primaria Fuente: Arcador S.A, febrero 2015 i. Actividades de soporte: Son todas aquellas actividades que corresponden a soporte a la cadena de valor y su detalle se encuentra a continuación: 1. Actividades administrativas: Comedor, Vestidores, Baños, Servicio Médico y actividades de personal en general Figura 5-18 Diagrama entradas y salidas – Administración Fuente: Arcador S.A, febrero 2015 2. Mantenimiento: Se divide en mantenimiento industrial, mantenimiento automotriz, mantenimiento de edificios y mantenimiento fountain (Enfriadores y máquinas expendedoras) 5-56 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-19 Diagrama entradas y salidas – Mantenimiento Fuente: Arcador S.A, febrero 2015 3. Generación de Servicios: Corresponde a la generación de servicios auxiliares como son generación de vapor por calderos, generación de enfriamiento por compresores de amoniaco, generación de aire comprimido, codificación de botellas, generación de ozono para desinfección de agua embotellada. Figura 5-20 Diagrama entradas y salidas – Auxiliares Fuente: Arcador S.A, febrero 2015 4. Administración ambiental (Gestión Ambiental): Corresponde a los procesos de gestión adecuada de residuos sólidos y tratamiento de agua residuales: Abril 2015 Cardno Descripción del Proyecto 5-57 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Todos aquellos residuos generados se centralizan en este proceso que se divide en dos subprocesos principales de acuerdo al siguiente esquema: Figura 5-21 Diagrama entradas y salidas – Administradción Ambiental Fuente: Arcador S.A, febrero 2015 Gestión de residuos sólidos: Todos los residuos sólidos generados durante la operación son separados en la fuente en: a. Residuos Reciclables: Cartón/papel, vidrio, plástico, chatarra metálica. b. Residuos Asimilables a domésticos. Son los residuos que no pueden ser separados o no pueden ser aprovechados por lo que se eliminan a través de recolección municipal. c. Residuos Peligrosos: Son aquellos que tienen una característica de peligrosidad de acuerdo al CRETIB y que pueden presentar una característica nociva a la salud o el ambiente d. Residuos especiales: son aquellos que no son peligrosos, pero no pueden tener una gestión como reciclables o asimilables a domésticos como son llantas, escombros y residuos electrónicos. Estos residuos son separados en sitios designados dentro de la Isla Ecológica para luego ser dispuestos mediante gestores autorizados con las competencias adecudas para el manejo de cada residuo generado y separado. Gestión de Aguas Residuales: Todas las aguas residuales generadas son separadas en dos líneas de conducción de aguas sanitarias y aguas industriales que son llevadas hasta sus respectivos sistemas de tratamiento. La administración se encarga de detectar actividades de diminución de carga y caudal para prevenir entrada de contaminantes a las Plantas de Tratamiento y controlar su correcto funcionamiento para asegurar la calidad de agua residual descargada hacia el sistema de alcantarillado municipal. Adicionalmente el proceso de gestión ambiental se encarga de controlar el cumplimiento administrativo ambiental, así como el cumplimiento del plan de manejo ambiental y otros compromisos que pueda adquirir la compañía. Esto incluye el monitoreo de otros impactos ambientales como son la generación de ruido, generación de gases de combustión, consumo de recursos naturales y energéticos, manejo de químicos para encontrar soluciones proactivos para prevenir y mitigar los mismos, asegurando la mejora continua. 5. Laboratorios, Control de plagas y limpieza por CIP (Gestionar Calidad e Inocuidad): Corresponde a procesos de soporte que incluyen actividades analíticas delaboratorios para determinar calidad de insumos y procesos que incluyen laboratorios químicos, de soplado y de 5-58 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono microbiología, control de plagas realizado por un proveedor externo calificado para el efecto y limpiezas internas y externas de equipos y edificio en general. Figura 5-22 Diagrama entradas y salidas – Administrador Calidad/ Inocuidad Fuente: Arcador S.A, febrero 2015 Tratamiento y Disposición de Desechos Manejo y Disposición de desechos generados durante la fase de construcción Durante la fase constructiva, el responsable del tratamiento y disposición de los desechos generados será la compañía contratista a través de su propio plan de manejo de desechos, bajo el control y supervisión de ARCADOR S:A. Tabla 5-4 Disposición de residuos – Fase de construcción PROCESO RESIDUO/DESECHO TIPO DISPOSICIÓN FINAL CLASE CONSTRUCCIÓN Construcción de la planta Tierra removida Desbroce área de intervención Vegetación Alimentación personal Residuos alimentos Desbroce Madera Almacenamiento insumos Cartón Gestor Ambiental (Reciclaje externo) Alimentación Plásticos Gestor Ambiental (Reciclaje Externo). Reuso Alimentación Vidrio Gestor Ambiental (Reciclaje Abril 2015 Sólido Escombrera Municipal Orgánicos Escombrera Municipal Relleno Sanitario Reciclables Cardno Escombrera Descripción del Proyecto 5-59 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO TIPO RESIDUO/DESECHO CLASE DISPOSICIÓN FINAL externo) Mantenimiento de equipos Caucho Gestor Ambiental (Incineración) Alimentación Cartón tetra pack Gestor Ambiental (Reciclaje externo) No reciclables Alimentación Utensilios plásticos usados Gestor Ambiental (Reciclaje Externo). Reuso Baterías sanitarias Papel sanitario Relleno Sanitario Dispensario médico Desechos clínicos infecciosos Campamento de las contratistas Aguas grises y negras Líquidos Circulación vehicular Gases de combustión Gaseosos Peligrosos Gestor Ambiental (Autoclave) Fuente: Arcador S.A, enero 2015 Elaboración: Cardno, enero 2015 Manejo y Disposición de desechos generados durante la fase de operación Durante la fase operativa el responsable del tratamiento y disposición de los desechos generados será la compañía contratista a través de su propio plan de manejo de desechos, bajo el control y supervisión de ARCADOR S:A. Tabla 5-5 Disposición de residuos – Fase de operativa PROCESO RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Administraci ón Papel, cartón Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo) Relleno Sanitario Botellas PET Sólido No Peligroso Plástico Molienda ( Reciclaje interno) Gestor Ambiental (Reciclaje externo) Materiales de impresión y fotocopiado (cartuchos, toners, cintas de impresión). Sólido Peligroso Tóxicos Gestor Ambiental Autorizado Pilas y baterías Sólido Peligroso Tóxicos Gestor Ambiental Autorizado Residuos alimenticios Sólido No Peligroso Orgánico Relleno Sanitario Residuos Electrónicos Sólido Especiales Electrónicos Gestor Autorizado Desechos comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Aguas negras y grises Liquido NA Agua Residual Tratamiento interno de aguas negras 5-60 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO PRODUCCI ON Elaboración de jarabes Producción de REFPET (Empacado y Llenado) RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Combustión de vehículos particulares Gaseoso NA Contaminación atmosférica Relleno Sanitario Fundas plásticas de carbón activado Sólido No Peligroso Plástico Fundas plásticas de azúcar Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Fundas de papel de azúcar Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo) Fundas de papel de polvo ayuda Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo) Relleno Sanitario Cajas de cartón de concentrado Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo) Fundas plásticas (interior cajas concentrado Ac. Cítrico, benzoato) Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Hilos de fundas de azúcar Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Lodos de filtración de jarabes Sólido Potencial mente Peligroso Toxico Si es Peligroso: Gestor Ambiental (Biorremediación), Si no es Peligroso: Escombrera Tanques plásticos de concentrados Sólido No Peligroso Plástico Previo lavado. Gestor Ambiental (Reciclaje Externo). Reuso Frascos de vidrio de concentrados Sólido No Peligroso Vidrio Previo lavado. Gestor Ambiental (Reciclaje Externo). Relleno sanitario Tanques metálicos de concentrado de Jugos Sólido No Peligroso Chatarra Gestor Ambiental Derrames de jarabe Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual Liquido NA Agua Residual Tratamiento interno de aguas industriales Desecho de líquidos fuera de especificaciones Liquido NA Agua Residual Tratamiento interno de aguas industriales Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Tapas plásticas Sólido No Peligroso Plástico No Peligroso Cartón Cajas de cartón Abril 2015 Sólido Cardno Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Descripción del Proyecto 5-61 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO Producción de Vidrio (Empacado y Llenado) RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Botellas REFPET de Desecho Sólido No Peligroso Plástico Cajas plásticas fuera de especificaciones Sólido No Peligroso Plástico Relleno Sanitario tanques de tinta de codificación Sólido Peligroso Tóxico Gestor Ambiental Tanques de calibración de Alexus Sólido No Peligroso Chatarra Gestor Ambiental (Reciclaje externo) Recipientes de Químicos Sólido Peligroso Tóxico Devuelto al proveedor Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Envase de vidrio fuera de especificaciones Sólido No Peligroso Vidrio Gestor Ambiental (Reciclaje externo) Pallets plásticos Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Agua residual de lavado de cajas Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual de lavado de botellas Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual Liquido NA Agua Residual Tratamiento interno de aguas industriales Botellas de vidrio obsoletas Sólido No Peligroso Vidrio Tratamiento interno de aguas industriales Vidrio por rotura Sólido No Peligroso Vidrio Gestor Ambiental (Reciclaje externo) Tapas metálicas Sólido No Peligroso Chatarra Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Devolución al proveedor Sorbetes Sólido No Peligroso Asimilables a domésticos Gestor Ambiental. Relleno Sanitario Cajas de cartón (tapas) Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo) Fundas plásticas (interior cajas) Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo). Reuso tanques de tinta de codificación Sólido Peligroso Tóxico Gestor Ambiental Tanques de Químicos Sólido Peligroso Tóxico Devuelto al proveedor Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario 5-62 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO Producción de PET (Empacado y Llenado) RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Pallets plásticos Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Agua residual de lavado de cajas Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual de lavado de botellas Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual Liquido NA Agua Residual Tratamiento interno de aguas industriales Botellas PET Sólido No Peligroso Plástico No Peligroso Cartón Cajas de cartón Tapas plásticas Sólido Sólido Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Plástico Gestor Ambiental (Reciclaje externo) Relleno Sanitario Etiquetas Sólido Plástico strech Sólido Plástico termoencogible Sólido No Peligroso Plástico No Peligroso Plástico Relleno Sanitario Gestor Ambiental (Reciclaje externo) Plástico Gestor Ambiental (Reciclaje externo) Relleno Sanitario Pallets plásticos Sólido Láminas plásticas Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Plástico Gestor Ambiental (Reciclaje externo) Relleno Sanitario Producción de HOT FILL (Empacado y Llenado) Abril 2015 Agua residual Liquido NA Agua Residual Tratamiento interno de aguas industriales Tanques de Químicos Sólido Peligroso Tóxico Devuelto al proveedor Desechos comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Botellas PET Sólido No Peligroso Plástico No Peligroso Plástico Tapas plásticas Sólido Cardno Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Descripción del Proyecto 5-63 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE Cajas de cartón Sólido No Peligroso Cartón No Peligroso Plástico Etiquetas Gestor Ambiental (Reciclaje externo) Relleno Sanitario Relleno Sanitario Plástico strech Sólido No Peligroso Plástico Plástico termoencogible Sólido No Peligroso Plástico Sólido No Peligroso Plástico Láminas plásticas Sólido No Peligroso Plástico No Peligroso Cartón Sólido Gestor Ambiental (Reciclaje externo) Gestor Ambiental (Reciclaje externo) Relleno Sanitario Pallets plásticos Parantes de Cartón Producción de BIB (Empacado y Llenado) Sólido DISPOSICION FINAL Gestor Ambiental (Reciclaje externo) Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Tanques de Químicos Sólido Peligroso Tóxico Devuelto al proveedor Desechos comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Agua residual Liquido NA Agua Residual Tratamiento interno de aguas industriales Agua residual de acondionamiento de tuberia Liquido NA Agua Residual Tratamiento interno de aguas industriales Fundas plásticas Sólido No Peligroso Plástico No Peligroso Chatarra No Peligroso Cartón No Peligroso Cartón Tanques de aluminio fuera de estándar Sólido Cartones Sólido Etiquetas Sólido Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Pallets plásticos Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Agua residual Liquido NA Agua Residual Tratamiento interno 5-64 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL de aguas industriales LABORATO RIOS SOPLADO (Áreas de Producción y Almacenami ento) Servicio Medico Bodega de Producto Abril 2015 Envases de químicos Sólido Peligroso Tóxico Triple lavado y Gestión como residuo peligroso dependiendo del químico Medios de cultivo Sólido No Peligroso Especial Autoclavado de medio de cultivo y disposición final Agua residual Líquido NA Agua Residual Tratamiento interno de aguas industriales Residuos comunes Sólido No peligroso Asimilables a domésticos Relleno Sanitario Canastas metálicas Sólido No Peligroso Chatarra Devolución a proveedor Cartón Sólido No Peligroso Cartón Gestor Ambiental (Reciclaje externo). Devolución al proveedor Plástico de embalaje Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Botellas PET fuera de standard Sólido No Peligroso Plástico Preformas fuera de standard Sólido No Peligroso Plástico Etiquetas fuera de standard Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Relleno Sanitario Gestor Ambiental (Reciclaje externo) Relleno Sanitario Relleno Sanitario Agua residual Líquido NA Agua Residual Tratamiento interno de aguas industriales Filtros de paño con polvo Sólido No Peligroso Especial Relleno sanitario Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Desechos infecciosos Sólido Peligroso Biológico Infeccioso Gestor Ambiental (Autoclave) Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno sanitario Medicamentos Caducados Sólido Peligroso Tóxicos Gestor Ambiental (Incineración) Desechos cortopunzantes Sólido Peligroso Biológico Infeccioso Gestor Ambiental (Incineración) Plástico Sólido No Plástico Gestor Ambiental Cardno Descripción del Proyecto 5-65 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO RESIDUO/DESECHO IDENTIFICA CION Terminado Bodegas de materiales TALLER Mantenimie nto industrial y Fountain TIPO CLASE Peligroso DISPOSICION FINAL (Reciclaje externo) Pallets plásticos Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Producto fuera de especificaciones Liquido NA Agua Residual Tratamiento interno de aguas industriales Gases de combustión de camiones y montacargas Gaseoso NA Contaminación atmosférica Atmosfera Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Recipientes de productos químicos vacíos Sólido Peligroso Tóxicos, Reactivos Devueltos al proveedor o destrucción Empaques plásticos Sólido No Peligroso Plástico Gestor Ambiental (Reciclaje externo) Empaques metálicos Sólido No Peligroso Chatarra Gestor Ambiental (Reciclaje externo) Empaques de madera Sólido No Peligroso Madera Gestor Ambiental (Reciclaje externo) Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Aceite usado Líquido Peligroso Inflamable Gestor Ambiental (Reciclaje externo) Tanques metálicos deteriorados Sólido Peligroso Inflamable Gestor Ambiental (Incineración) Guaipes embebidos de grasa y aceite Sólido Peligroso Inflamable Gestor Ambiental (Incineración) Chatarra Sólido No Peligroso Chatarra Gestor Ambiental (Fundición) Material electrónico E Sólido Peligroso Tóxicos Gestor Ambiental (Fundición y Reciclaje) Pilas Sólido Peligroso Tóxicos Gestor Ambiental (Vertedero de Seguridad) Baterías Sólido Peligroso Tóxicos Gestor Ambiental (Neutralización del ácido y Vertedero de Seguridad) Tubos fluorescentes Sólido Peligroso Tóxicos Gestor Ambiental (Vertedero de Seguridad) Filtros de aceite Sólido Peligroso Inflamable Gestor Ambiental (Incineración) Refrigerantes (ODS y GEF) Gaseoso Especiales NA Extracción y almacenamiento interno (Bombona) 5-66 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO TALLER Mantenimie nto automotriz PLANTA DE EFLUENTE S Aguas residuales PLANTA DE TRATAMIE NTO Agua tratada Abril 2015 RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Llantas Sólido Peligroso Inflamable Gestor Ambiental (Reciclaje Externo) Filtros de aceite Sólido Peligroso Inflamable Gestor Ambiental (Incineración) Filtros de aire Sólido No Peligroso Chatarra Gestor Ambiental (Reciclaje Externo) Aceite usado Líquido Peligroso Inflamable Gestor Ambiental (Reciclaje Externo) Baterías Sólido Peligroso Tóxicos Gestor Ambiental (Neutralización del ácido y Vertedero de Seguridad) Chatarra Sólido No Peligroso Chatarra Gestor Ambiental (Reciclaje Externo) Guaipes embebidos de grasa y aceite Sólido Peligroso Inflamable Gestor Ambiental (Incineración) Lodo de Trampa de Grasa Líquido Peligroso Inflamable Gestor Ambiental (Incineración) Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Recipientes y envolturas de productos químicos de laboratorio (Tratamiento de viales de DQO) Sólido Peligroso Tóxicos, Reactivos Destrucción Lodos provenientes de la planta de tratamiento Sólido Peligroso Tóxico Si es Peligroso: Gestor Ambiental (Biorremediación), Si no es Peligroso: Escombrera Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Recipientes y envolturas de productos químicos de laboratorio Sólido Peligroso Tóxicos, Reactivos Gestor Ambiental (Incineración) Recipientes y envolturas de productos químicos Sólido Peligroso Tóxicos Devolución a proveedor Membranas de Filtración de celulosa y Polipropileno Sólido Peligroso Tóxicos Gestor Ambiental (Incineración) Lodos (Residuos de Filtros) Sólido Peligroso Depende de análisis Si es Peligroso: Gestor Ambiental (Biorremediación), Si no es Peligroso: Escombrera Agua residual Líquido NA Agua Residual Tratamiento interno de aguas industriales Cardno Descripción del Proyecto 5-67 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL Desechos Comunes Sólido No Peligroso Asimilables a domésticos Relleno Sanitario Envases y envolturas vacías de productos de limpieza: Detergentes y desinfectantes. Sólido Peligrosos Tóxicos y no tóxicos Algunos son devueltos al proveedor Otros al relleno sanitario Agua Residual Líquido NA Agua Residual Tratamiento interno de aguas industriales Paños embebidos con productos de limpieza. Sólido No Peligroso SITUACION ES EMERGEN TES Material absorbente embebido de productos químicos y combustibles Sólido y Líquido Peligroso Tóxico, Inflamable, Reactivo Gestor Ambiental (Incineración) SEGURIDA D INDUSTRIA L Equipo de protección personal usado Guantes de caucho, cuero, hilo embebidos de grasas, aceites, bacterias, hongos. Sólido Peligroso Inflamable. Biológico infeccioso Gestor Ambiental (Incineración) Gafas de plástico Sólido No Peligroso Varios Relleno sanitario Mascarillas de tela Sólido No Peligroso Varios Relleno sanitario Cofias de tela Sólido No Peligroso Varios Relleno sanitario Tapones plásticos para oídos Sólido No Peligroso Varios Relleno sanitario Orejeras de plástico Sólido No Peligroso Varios Relleno sanitario Cascos de plástico Sólido No Peligroso Varios Relleno sanitario Fajas de protección lumbar Sólido No Peligroso Varios Relleno sanitario Cinturones de cuero Sólido No Peligroso Varios Relleno sanitario Delantales plásticos Sólido No Peligroso Varios Relleno sanitario Fundas de empaque del equipo Sólido No Peligroso Varios Relleno sanitario Cartones de empaque del equipo Sólido No Peligroso Varios Relleno sanitario PROYECTO SY MATENIMIE NTO DE EDIFICIOS Escombros Sólido Especiales Especial Escombrera Generación Tanques de químicos Sólido Peligroso Tóxico Incineración Limpieza de instalacione s en general y CIP 5-68 Descripción del Proyecto Cardno Relleno Sanitario Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono PROCESO RESIDUO/DESECHO IDENTIFICA CION TIPO CLASE DISPOSICION FINAL de Vapor Fondo de tanque de almacenamiento diario de diésel Sólido Peligroso Inflamable Incineración Gases de combustión Gaseoso NA Contaminación atmosférica Ambiente Generación de energía eléctrica Gases de combustión Gaseoso NA Contaminación atmosférica Ambiente Enfriamiento Emisiones de purga de amoniaco Gaseoso NA Contaminación atmosférica Ambiente Agua residual Líquido NA Agua Residual Tratamiento interno de Aguas residuales Tanques de químicos Sólido Peligroso Tóxico Tratamiento interno de Aguas residuales Productos químicos Sólido Peligroso Tóxico Manejado por proveedor Plagas muertas Sólido Peligroso Biológico infeccioso Manejado por proveedor Fumigación Fuente: Arcador S:A, enero 0215 Elaboración: Cardno, enero 2015 Tratamiento de los Efluentes Tratamiento de Aguas Residuales Industriales Dentro de la operación de la planta embotelladora se tendrá como un residuo de importancia ambiental a las agua residuales industriales y aguas negras, las cuales serán tratadas previo a su descarga, con el objetivo de cumplir con los LMP y evitar cualquier afectación al Medio Ambiente. a) Sistema de tratamiento de aguas industriales (PTAR): Las aguas industriales residuales son conducidas a través de tubería por gravedad al sistema de tratamiento de tratamiento de aguas residuales basado en un sistema de lodos activados que contempla las siguientes operaciones unitarias hasta llegar al punto de descarga en el sistema de alcantarillado municipal dimensionado para 1400 m3/día con capacidad de crecimiento modular: 1. Tamiz grueso: Previo a la entrada del sistema de tratamiento de aguas residuales, en las últimas cajas de revisión se incluyen tamices gruesos que permiten separar sólidos de gran tamaño que incluyen botellas, sorbetes, tapas y otros materiales-. Son barras metálicas ubicadas paralelamente una al lado de la otra y separadas por distancias a aproximadamente 5 cm de distancia. Estas son limpiadas manualmente a una frecuencia establecida y cuyos residuos son almacenados en la Isla Ecológica para luego ser manejados por el gestor correspondiente. 2. Neutralización: Considerando el uso de sosa caustica como detergente para el lavado de botellas y en procesos CIP se requiere de un paso de neutralización con ácido sulfúrico, ácido fosfórico o ácido nítrico para dejar un pH cercano a 7 para asegurar las condiciones del tratamiento biológico. 3. Ecualización: En general, las descargas de líquidos residuales presentan características de naturaleza no estacionaria, es decir que, las magnitudes de sus parámetros fisicoquímicos son variables con el tiempo. Esta variabilidad, puede influir negativamente en los sistemas de Abril 2015 Cardno Descripción del Proyecto 5-69 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono tratamiento biológicos de lodos activados por lo que se incluye un tanque con un sistema de mezcla por aireación que permita tener un cuerpo de agua homogéneo. Desde este tanque se bombea el agua para mantener un flujo constante y controlado hacia la siguiente fase del proceso 4. Digestor biológico por lodos activos: La depuración biológica por fangos activos, lodos activados o barros activados es un proceso biológico empleado en el tratamiento de aguas residuales que consiste en el desarrollo de un cultivo bacteriano disperso en forma de flóculo en un depósito agitado, aireado y alimentado con el agua residual, que es capaz de metabolizar como nutrientes los contaminantes biológicos presentes en esa agua. Bajo este precepto se instala dos digestores en paralelo de igual capacidad donde se realiza la dosificación de nutrientes (Nitrógeno y Fósforo) para mantener una relación teórica estequiométrica: 100 DBO----- 5 Nitrógenos----- 1 Fósforo-------- 0,1 Hierro Como parte del sistema de aireación extendida requerida se utilizan blowers de aproximadamente 150 a 180 HP que funcionan de forma alternada para inyectar aire y difundirla por el licor mezcla manteniendo una concentración de oxígeno mayor 0,5 ppm para mantener condiciones aerobias en el sistema y permitir la mezcla. Los lodos formados a partir de la biomasa generada por los microorganismos presentes se floculan biológicamente por la acción de protozoarios que se generan en el sistema, formando una partícula estable. Para mantener un sistema en función estable se requiere mantener equilibrio estequiométrico entre la población microbiológica y la carga orgánica de entrada, por lo que se busca mantener una relación (F/M Food to microorganism) entre 0,7 y 1 por lo que se requiere recircular el lodo desde el proceso de sedimentación hasta los digestores aerobios. La mezcla de agua y floculo se envía por gravedad a la siguiente fase del proceso. 5. Sedimentación o aclaramiento: La sedimentación o aclarado se realiza en un clarificador o sedimentador secundarios, que consiste en un tanque circular con fondo cónico donde el agua de los digestores biológicos entre en la parte superior del tanque de clarificación y se distribuye el agua de forma radial de tal forma que permite la sedimentación en todo el volumen del tanque. El agua clarificada sale a través de un canal dentado, mientras un brazo mecánico gira a aproximadamente 0.1 vueltas por minuto manteniendo el lodo compactado del fondo fluido para poder bombearlo y recogiendo material flotante hacia una canasta ubicada en el tanque. 5-70 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono De este sistema de clarificación se genera una línea de agua clarificada tratada y una línea de lodos que se envía a los tanques de digestión por lodos activados para mantener la concentración de sólidos suspendidos estable durante todo el proceso. 6. Vertedero y descarga: A la descarga del tanque de sedimentación se instala un vertedero que consta de una cámara de aproximación para mantener el caudal lo más cercano a flujo laminar y un vertedero en V que en función de la altura determina el volumen de descarga que consta de un medidor sónico para mantener registro. Desde este punto se descarga el agua residual tratada al alcantarillado de Mejía, de acuerdo a factibilidad en anexo A 7. Prueba de bioindicadores: Como parte de la comprobación de la calidad de agua residuals e instala un Sistema de bombeo desde el vertedero para alimentar una pecera de aproximadamente 1 m3 donde se ubican especies ornamentales sensibles, en especial Carassius auratus o Goldfish cuya agua se cambia semanalmente. 8. Digestión, estabilización y secado de lodos: Cuando existe exceso de lodos de acuerdo a los cálculos requeridos para mantener los lodos activados sanos, se envía este material a un tanque de digestión de lodos que mediante aireación obliga a los microorganismos a consumir el material orgánico en ausencia de otra entrada de alimento. Este Sistema permite disminuir en aproximadamente un 45% el volumen de lodo generado, considerando que el tiempo de retención puede llegar aproximadamente a 2 meses en esta fase. Esto permite tener un material oxidado, estable y con baja actividad de microorganismos. Una vez que se require mover el lodo porque se requiere espacio en el tanque de digestión se procede a mover una cantidad de lodo a un tanque lateral de bombeo conectado a un Sistema neumático de filtro pensa que mediante la acción de aire comprimido proveniente de un compresor se realiza el secado del lodo para obtener una humedad de aproximadamente 8%, el cual es recogido manualmente y dispuesto de acuerdo a la caracterización anual de acuerdo al CRETIB. 9. Pruebas de confirmación de calidad de agua residual: Con la finalidad de asegurar la calidad de agua residual se realizan trimestralmente análisis externos con un laboratorio certificado por el OAE sobre una muestra compuesta en 24 horas en los siguientes parámetros asociados a la actividad de embotellado de bebidas no alcohólicas y al proceso productivo descrito anteriormente: Aluminio Amoniaco DBO5 DQO Cloro residual Cromo Total Color Oxígeno Disuelto Coliformes fecales Hierro Plomo Nitrógeno total Abril 2015 Cardno Descripción del Proyecto 5-71 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Aceites y Grasa pH Fósforo Sólidos disueltos totales Sólidos suspendidos totales Sulfatos Sulfuros Detergentes Temperatura Para el control diario de operación de la PTAR se tiene un laboratorio de campo equipado para realizar los siguientes análisis en la descarga y en el proceso según corresponde: pH Temperatura Oxígeno Disuelto Sólidos disueltos totales Nitrógeno Fósforo DQO Sólidos suspendidos totales Cloro Residual Hierro Aluminio Pre-tratamiento (Tamiz de Gruesos) Ecualizador Digestor biologico por lodos activados Digestión, estabilizacion y secado Sedimentacion Vertedero Habitat de Peces (Prueba de bioindicadores) Descarga al alcantarillado Figura 5-23 Esquema de Tratamiento de efluentes industriales Fuente: ARACDOR S.A, 2014 5-72 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Tratamiento de Aguas Residuales Negras: Para el tratamiento de aguas negras se tiene dimensionado un sistema de tratamiento modular de lodos 3 activados con capacidad aproximada para 30 m /día ubicada en el área de la Planta de tratamiento de agua residual Industrial. El sistema corresponde a un sistema de lodos activados con las siguientes operaciones integradas en un tanque separado en compartimentos: a. Desbaste de gruesos con limpieza manual: Consiste en una canasta con separación entre barrotes de aproximadamente 5 mm b. Sistema compacto con tratamiento de homogenización y reactor biológico: Sistema de aireación mediante compresor que permite mantener mezcla y condiciones aerobias en el tanque de digestión con un sistema de recirculación de lodos mediante bombeo. En esta fase del proceso existe una cámara de sedimentación y clarificación de lodo. c. Desinfección: El efluente tratado luego es clorado con hipoclorito de sodio para desinfectarlo y posterior descarga d. Medición de volumen de descarga: la descarga se mide a través de un medidor de flujo electromagnético en la salida del sistema de tratamiento. e. Manejo de lodos sanitarios: Los lodos producto de este sistema de tratamiento son evacuados mediante gestor autorizado con capacidad de tanquero y bombeo (Vaccum) para luego ser llevados a tratamiento y estabilización. Desde este punto se descarga el agua residual tratada al alcantarillado de Mejía, de acuerdo a factibilidad en anexo A Con la finalidad de asegurar la calidad de agua residual se realizan trimestralmente análisis externos con un laboratorio certificado por el OAE sobre una muestra compuesta en 24 horas en los siguientes parámetros asociados a la gestión de aguas sanitarias: DBO5 DQO Cloro residual Color Oxígeno Disuelto Coliformes fecales Nitrógeno total Aceites y Grasa pH Fósforo Sólidos disueltos totales Sólidos suspendidos totales Sulfatos Detergentes Abril 2015 Cardno Descripción del Proyecto 5-73 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono A continuación se muestra un esquema del sistema de tratamiento modular utilizado en las operaciones de Quito: Dimensionamiento de los servicios Se dimensionan los servicios en función de las proyecciones establecidas, considerando que todas las líneas producen los formatos de mayor capacidad al mismo tiempo. Tabla 5-6 Dimensionamiento de los servicios Demanda de Servicios 3 Aire comprimido de baja (m /h) 2.549 Vapor (Kg/h) 23.095 Refrigeración (kW) 2.274 Energía Eléctrica (KVA) 11.489 Agua Tratada (m3/h) 209 Jarabe simple (l/h) 32.016 3 Agua Residual (m /día) 1422 Fuente: ARCA, 2014. Elaboración: Cardno, diciembre 2014. Infraestructura requerida Para el desarrollo del proyecto se requiere la construcción de la siguiente infraestructura básica: > Estacionamiento de Livianos: estacionamiento para vehículos pequeños, administrativos y particulares > Edificio Administrativo > Nave Principal: Incluye la ubicación de líneas de procesos, laboratorios, oficinas operativas y áreas de almacenamiento de producto terminado, materiales y materia prima > Anillo Vial para movimiento de vehículos > Área de PTAR e Isla ecológica 5-74 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono > Estacionamiento para rutas y camiones > Área de almacenamiento de pallets vacíos Tabla 5-7 Detalle de área a ocupar Estructura Superficie m Estacionamiento liviano 2155 Edif. Administrativo 1600 Nave 48384 Anillo vial 48348.5 Servicios auxiliares 5430 PTAR 600 Isla Ecológica 300 Estacionamiento rutas - vía acceso 4816 Cisternas 1050 2 Fuente: ARCADOR S.A., 2014 Elaboración: Cardno, 2014 Abril 2015 Cardno Descripción del Proyecto 5-75 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Esta página ha sido dejada intencionalmente en Blanco 5-76 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Figura 5-24 Diseño planta Embotelladora Machachi Fuente y Elaboración: ARCADOR S.A, 2014 Abril 2015 Cardno Descripción del Proyecto 5-77 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Esta página ha sido dejada intencionalmente en Blanco 5-78 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Resumen de Equipos y Líneas de Producción Para el desarrollo del proyecto, se preve la instalación y puesta en marcha de ocho (8) líneas de producción y sus respectivos servicios auxiliares: > Línea 1: Línea de embotellado de vidrio retornable, marca KRONES, que será trasladada desde la planta de Quito. > Línea 2: Línea de embotellado de plástico retornable (REFPET), marca SAN MARTIN, que será trasladada desde la planta de Quito. Adicionalmente, se adicionará una nueva llenadora para esta línea, misma que tiene la posibilidad de hacer el formato de 1250 ml en vidrio. > Línea 3: Línea de embotellado de plástico no retornable de formatos grandes de 1000 ml a 3000 ml, marca SIMONAZZI, trasladada desde la planta de Quito. > Línea 4: Línea de embotellado de plástico no retornable de formatos grandes, a ser adquirida. > Línea 5: Línea de embotellado de plástico no retornable de formatos grandes y pequeños, a ser adquirida. > Línea 7: Línea de embotellado de productos HOT FILL, marca SIPA, a ser transportada desde Quito. > Línea Bag In Box (BIB): Línea de llenado Scholle de producto BIB, a ser transportada desde Quito. > Línea Tetra Pack: Línea de llenado Tetra Pack, a ser transportada desde Quito. Es importante mencionar que las líneas de producción están formadas por procesos de soplado/recepción de envase, llenado y empacado. A continuación se identifica el diagrama de flujo para la optimización de procesos dentro de la planta Embotelladora Figura 5-25 Resumen de Proceso Optimizado Fuente y Elaboración: ARCADOR S.A, 2014 A fin de cumplir a cabalidad con las actividades operativas de la planta, se instalarán servicios auxiliares, que incluyen: > Sistema de disolución de Azúcar Abril 2015 Cardno Descripción del Proyecto 5-79 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono > Sistema de preparación de jarabe terminado > Sistema de tratamiento de Agua Potable > Sistema de generación de vapor > Sistema de refrigeración industrial > Sistema de generación de aire comprimido > Sistema de tratamiento de Aguas residuales > Sistema de Limpieza CIP > Sistema de almacenamiento de productos químicos a granel: CO2, Nitrógeno, Diésel, Sosa Caustica, GLP. > Sistema de Control de Incendios 5.4 Determinación de Pasivos Ambientales Se considera pasivo ambiental a aquellos sitios contaminados por la liberación de materiales o residuos peligrosos, que no fueron remediados oportunamente para impedir la dispersión de contaminantes, pero que implican una obligación de remediación. En esta definición se incluye la contaminación generada por una emergencia que tenga efectos a largo plazo sobre el medio ambiente. El presente acápite o tiene por objeto determinar la presencia de pasivos socioambientales dentro del área del Proyecto. Para ello se utilizó a la Evaluación Ambiental de Sitio (EAS) como la herramienta para identificar (fase I) y en caso de requerirlo, caracterizar (fase II), ya sea corroborando o refutando, la presencia de potenciales pasivos socioambientales. 5.4.1 Identificación de Potenciales Pasivos Socioambientales a Través de la Evaluación Ambiental de Sitio Fase I (EAS Fase I) La EAS Fase I se realizó de conformidad con la norma ASTM E 1527-00 (Norma para Evaluaciones Ambientales de Sitio: Proceso de Evaluación Ambiental de Sitio Fase I). La EAS contempla tres actividades principales: (i) Recopilación y análisis de la información secundaria disponible, (ii) Inspección del sitio y (iii) Establecimiento de las REC y Plan Específico de Muestreo. 5.4.1.1 Recopilación y Análisis de la Información Secundaria Disponible Se identificó toda la información histórica disponible, facilitada por el PRAS y el MAE. Se utilizaron, además, las imágenes satelitales y fotografías aéreas disponibles. Adicionalmente, se analizó la información documental, entrevistas, denuncias, quejas y litigios ambientales (en caso de existir). Dicha información fue procesada y analizada en búsqueda de potenciales puntos de generación de impactos o impactos ya generados dentro del área del Proyecto. La información histórica utilizada para establecer la existencia de pasivos socioambientales provino de todos los actores sociales posibles (Cardno, SIPASPRAS, MAE, comunidades, moradores, etc.). Tras revisar la información detallada en los capítulo 3. Línea Base o Diagnóstico Ambiental. 5.Descripción del Proyecto, y 8.- Identificación y Evaluación de Impactos Ambientales, se puede concluir que no existen fuentes de contaminación en el área del Proyecto, lo cual tiene sentido con el hecho de que las actividades que se han venido ejecutando en esta área básicamente han tenido relación con actividades de cultivo y ganadería.. 5-80 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 5.5 Análisis de Alternativas La ejecución de cualquier proyecto de ingeniería requiere de un adecuado balance de los aspectos ambientales, técnicos, económicos y sociales, no obstante, el peso relativo de cada uno de estos aspectos, también dependen de otros factores, entre estos, las condiciones o características del área de influencia donde se implantará el proyecto y de la magnitud e importancia del mismo frente al desarrollo o aporte al país, en términos de inversión, ingreso de divisas y empleo. El análisis de alternativas considera aspectos socios ambientales, técnicos y económicos, otorgándoles un peso relativo en función de las características del área de estudio donde se desarrollará el proyecto. El análisis inicia con una descripción cualitativa de cada una de las alternativas en estudio, con esta descripción se elabora una matriz que facilita el análisis cuantitativo de las alternativas y finalmente determina la alternativa que va a generar el menor impacto ambiental y que no posibilita la viabilidad del proyecto. La alternativa más viable será aquella que presente las mejores condiciones para su implementación valorada en base al resultado del análisis de las restricciones de tipo ambiental (biótica y abiótica), técnica y económica. Como en todos los proyectos, las variables que se manejan presentan diferentes grados de restricciones de diseño en torno a la selección de la ubicación de las distintas instalaciones superficiales. El presente análisis de alternativas está enfocado en tres aspectos importantes La ubicación de la planta (terreno), el diseño de la planta (/ubicación dentro del predio)y la ruta de ingreso y salida de los vehículos a la planta A continuación se presenta el análisis de alternativas: El análisis de alternativas considera aspectos socio-ambientales, técnicos y económicos, otorgándoles un peso relativo en función de las características del área de estudio donde se localiza o localizará un proyecto; es así que empezará con una descripción cualitativa de cada una de las alternativas en estudio, con esta descripción se elaborará una matriz que facilita el análisis cuantitativo de las alternativas y, finalmente, determinará la alternativa que va a generar el menor impacto ambiental. La alternativa más viable será aquella que presente las mejores condiciones para su implementación valorada en base al resultado del análisis de las restricciones de tipo ambiental (biótica y abiótica), técnica y económica. 5.5.1 Metodología de Matriz Ponderada La metodología a utilizarse se basa en una matriz que pondera los componentes analizados, dándoles una importancia relativa a cada uno, en consideración al conjunto de ellos. De esta manera, los aspectos socio ambientales tienen una importancia relativa del 80%, y los técnico-económicos, del 20%. Como se puede deducir en la selección final de alternativas, los factores socio-ambientales juegan un papel casi determinante por tener un peso específico mucho mayor al resto. Una vez multiplicados los valores de calificación (C) por la Importancia Relativa (IR), se suman los resultados en cada alternativa considerada. La alternativa que tenga el valor más alto de calificación, indicará que es la menos viable. Tabla 5-8 Rango Porcentual y Nivel de Significancia Rango Característica Significativo 0 – 0,20 E No significativo 0,21 -0,40 D Poco significativo 0,41 -0,60 C Medianamente significativo 0,61 – 0,80 B Significativo Abril 2015 Cardno Descripción del Proyecto 5-81 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Rango Característica Significativo 0,81 - 1 A Muy significativo Elaborado por: Cardno, diciembre 2014 5-82 Descripción del Proyecto Cardno Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 5.5.2 Variables Aspectos Ambientales Aspectos Sociales Aspectos técnicos Abril 2015 Análisis de Alternativas de la Ubicación de la Planta Embotelladora (Terreno) Importancia Relativa 0.5 0.3 0.15 Alternativa 0 (Terreno Actual Planta Quito) Alternativa 1 (Itulcachi) Condición Condición Impacto ambiental algo por ubicación dentro de la ciudad. Altos costos de mitigación. Problemas de generados por tránsito y limitaciones de crecimiento y almacenamiento Alta conflictividad por problemas generados por incompatibilidad de uso de suelo. Falta de espacio de almacenamiento y no existe disponibilidad de crecimiento C C*IR C Alternativa 2 (Sur de Quito) C*IR Se encuentra dentro del DMQ en área altamente intervenida. 1 1 0.8 0.5 0.3 0.12 Existe presencia de actividades incompatibles como son el relleno sanitario e incineradoras Se encuentra dentro de un parque industrial y existe la disponibilidad de espacio para compra. Asegura la ausencia de asentamiento presentes y futuros de comunidad que pueda ser afectada No hay disponibilidad del recurso agua Condición C C*IR Se encuentra dentro del DMQ en área altamente intervenida. 0.8 0.4 No existen lotes con suficiente espacio para sostener la operación 0.7 0.35 Problemas de tránsito 0.5 0.15 Se encuentra dentro de un parque industrial y existe la disponibilidad de lotes. 0.75 0.225 Posibles conflictos con moradores cercanos por tránsito. 1 0.15 La disponibilidad de Agua está limitada de acuerdo al volumen aprobado por la entidad de control. Terrenos pequeños no permiten desarrollar la operación de forma continua 0.75 Cardno Alternativa 4 (Cantón Rumiñahui) Alternativa 3 (Calacali) 0.1125 Condición Se encuentra dentro del DMQ en área altamente intervenidas. El área limita con áreas protegidas Existe la disponibilidad de terrenos No hay disponibilidad del recurso agua. Limita con áreas protegidas C C*IR Condición C Alternativa 5 (Cantón Mejía Machachi) C*IR 0.25 0.8 0.4 0.075 0.12 Existen muchos actores sociales a los que se puede afectar C C*IR 0.2 0.1 El área es altamente intervenida cubierta de pastizales (uso agrícola predominante). Se encuentra en un área altamente intervenida. 0.8 Condición 0.9 0.45 Existe zonificación industrial Alto tránsito se puede utilizar carreteras para acceso El área se encuentra dentro de un parque industrial, mas sin embargo existe un alto crecimiento poblacional 0.27 El terreno se encuentra dentro de un parque industrial en desarrollo. Las zonas industriales se encuentran fuera del área de influencia directa 0.4 0.12 0.1125 La disponibilidad de Agua está limitada de acuerdo al volumen aprobado por la entidad de control. Lote de gran espacio disponible 0.5 0.075 La disponibilidad de Agua está limitada de acuerdo al volumen aprobado por la entidad de control 0.9 0.75 Descripción del Proyecto 5-83 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Variables Importancia Relativa Aspectos económicos 0.05 Total 1 5.5.3 Variables Aspectos Ambientales Alternativa 0 (Terreno Actual Planta Quito) Alternativa 1 (Itulcachi) Condición C*IR Condición 0.04 Debido a que el áreas se encuentra en una zona industrial, asegura la continuidad de la operación y asegura la inversión por un período largo de tiempo La problemática de planta hace que las inversiones sean bajas y no sean a largo plazo C 0.8 C 0.5 0.96 C*IR Condición C 0.025 Negociación con varios propietarios ya que los lotes existentes tiene un área máxima de 4 ha 0.75 0.73 Alternativa 4 (Cantón Rumiñahui) Alternativa 3 (Calacali) C*IR Condición 0.0375 Negociación con propietario de terreno 0.73 C 0.9 C*IR Condición Alto costo del espacio 0.045 C 0.9 0.64 Alternativa 5 (Cantón Mejía Machachi) C*IR Condición C C*IR 0.045 Negociación directa con propietario. Lote de gran espacio disponible 0.2 0.01 0.88 0.305 Análisis de Alternativas para el diseño de la planta (ubicación dentro del predio) Alternativa 1 (Ubicación de planta transversal posterior) Alternativa 2 (Longitudinal) Condición Condición Alternativa 3 (Longitudinal con compra adicional de terreno de 5,9 Ha) Alternativa 5 (Tranversal en el centro del predio) C*IR Condición Condición 0.5 El área será de 30 ha. El área está cubierta de pastizal y no se ve la necesidad de talar línea de árboles posicionados en eje central. Sin embargo se ve la necesidad de comprar un terreno aledaño de aproximadamente 5,9 ha, el cual está cubierto de pastizal Importancia Relativa 0.5 Ubicación transversal de la planta en ubicación posterior de la planta. Requiere aumento de movimiento de tierras por desnivel de terreno en parte posterior. C 0.8 C*IR 0.4 Requiere sacar 180 árboles aproximadamente Aspectos Sociales Alternativa 2 (Sur de Quito) 0.3 5-84 Descripción del Proyecto La ubicación de la Nave principal se encuentra en el lindero sur este del predio, colindando con el Obraje. El parqueadero de los camiones será al oeste del predio colindando con la panamericana y la PTAR en el Nor Este del terreno Ubicación longitudinal de la planta en ubicación posterior de la planta. Requiere un gran movimiento de tierras por no tener posibilidad de terraceo con la lógica de los procesos. C 1 Requiere sacar 380 árboles aproximadamente 0.3 0.09 La Nave principal se encuentra ubicada en el medio del predio El parqueadero de los camiones será al este del predio así como la planta de tratamiento que estaría ubicada en centro este. 0.3 0.09 Cardno La Nave principal se encuentra ubicada en el lindero sur este del predio Colinda con algunas viviendas al sur y. El parqueadero de los camiones será en el centro norte del predio y la la planta de tratamiento estaría ubicada en la esquina sur este colindando con la hacienda y algunas viviendas C 0.5 C*IR 0.25 El área será de 30 ha. El área está cubierta de pastizal y se talarán aproximadamente 260 árboles. Se ubica el area de servicios en el frontal. C C*IR 0.4 0.2 0.3 0.09 El flujo sigue los niveles del terreno para realizar menos movimientos de tierra por diseño de terraceo 0.8 0.24 La Nave principal se encuentra ubicada en el centro del predio El parqueadero de los camiones será al este del predio y la planta de tratamiento que estaría ubicada al sur este. Los servicios auxiliares se encuentran en la parte Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Variables Alternativa 1 (Ubicación de planta transversal posterior) Alternativa 2 (Longitudinal) Condición Condición Importancia Relativa C C*IR C C*IR Alternativa 3 (Longitudinal con compra adicional de terreno de 5,9 Ha) Alternativa 5 (Tranversal en el centro del predio) Condición Condición C C*IR C C*IR 0.15 Los flujos lógicos mejoran al tener vias de un solo sentido que siguen el flujo del proceso 0.2 0.03 0.05 Disminución de costos y movimientos de tierras asociadas a los trabajos 0.3 0.015 frontal del predio 0.15 Presenta problemas en flujos lógicos de materiales y producto terminado Aspectos económicos 0.05 Aumento en costos de desbarque y movimiento de tierras Total 1 Aspectos técnicos 5.5.4 0.8 0.7 0.12 Mejora los flujos lógicos de materiales y producto terminado 0.035 Aumento importante en costos de desbarque y movimiento de tierras 0.4 1 0.645 0.06 Problemas en flujos lógicos. Aumento de tamaño de terreno vacío. 0.05 Inversión de importancia en terreno, desbanque y mantenimiento 1 1 0.7 0.69 0.335 Análisis de Alternativas para la ruta de ingreso a la Planta Alternativa 1 (Mantener condiciones actuales) Alternativa 2 (Semaforizacion) Alternativa 3 (Flujo por bypass Existente) Alternativa 4 (Proyecto de Intercambiador MOP) Importancia Relativa Condición 0.5 0.3 No se hará ninguna intervención en áreas nuevas que requieran de desbroce Puede elevar el nivel de congestión vehicular y el riesgo de accidentes frente a la zona poblada C 0.1 0.9 C*IR 0.05 Condición No se hará ninguna intervención en áreas nuevas que requieran de desbroce 0.27 Puede elevar el nivel de congestión vehicular y el riesgo de accidentes. No se ubica frente a zona poblada 0.15 Se utilizará el carril de desaceleración construido por el "Obraje". Se requiere girar en semáforo de Machachi 0.2 0.03 Se encuentra frente a una zona poblada, se debe realizar un corte en el parterre existente y hacer una variante para el carril de curva. Está relativamente cerca del redondel del Fuerte Atahualpa. 0.05 No hay costos asociados 0.1 0.005 No hay costos asociados Abril 2015 C 0.1 C*IR 0.05 Condición No se hará ninguna intervención en áreas nuevas que requieran de desbroce C 0.1 C*IR Condición C C*IR 0.05 Requiere obras de infraestructura por parte de MOP y Panavial. Zonas se encuentran intervenidas actualmente 0.2 0.1 0.15 Soluciona problemas viales para la implantación del proyecto, Fuerte Atahualpa, Parque Industrial y otros actores sociales 0.1 0.03 0.4 0.06 0.5 0.025 0.18 Puede causar molestias a zona poblada de Alosi por el aumento de flujo vehicular 0.4 0.06 Se utiliza la infraestructura propia del sistema vial existente, asociado a la vía Panamericana (E35). El uso de esta infraestructura no alteraría la dinámica de circulación de la vía principal 0.1 0.015 Se requiere la construcción de intercambiador como solución vial donde está actualmente el redondel del fuerte militar. Su ejecución depende del MOP y Panavial 0.1 0.005 No hay costos asociados 0.1 0.005 Costos de inversión en 0.6 Cardno 0.5 Descripción del Proyecto 5-85 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono Alternativa 1 (Mantener condiciones actuales) Alternativa 2 (Semaforizacion) Alternativa 3 (Flujo por bypass Existente) Alternativa 4 (Proyecto de Intercambiador MOP) Importancia Relativa Condición C C*IR Condición C C*IR Condición C C*IR Condición C C*IR solución. 1 5-86 Descripción del Proyecto 0.355 0.295 Cardno 0.22 0.215 Abril 2015 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 5.5.5 Conclusiónes 5.5.5.1 Análisis de Alternativas para la ubicación de la planta (Terreno) De acuerdo al análisis de Alternativas para la elección del predio más óptimo para el funcionamiento de la planta embotelladora, se concluye que es el ubicado en Machachi teniendo como resultado un impacto medianamente significativo, en comparación con las demás opciones las cuales se clasificaron como un impacto muy significativo. 5.5.5.2 Análisis de Alternativas para el diseño de la planta (ubicación dentro del predio) Para determinar el análisis de la ubicación de la planta (infraestructura) dentro del predio, se después de realizar el análisis de os aspectos ambientales, sociales, técnicos y económicos, se concluyó que la alternativa 5 (Transversal en el centro del predio) es la más óptima, estando caracterizada como medianamente significativa. Abril 2015 Cardno Descripción del Proyecto 5-87 EsIA y PMA: Planta Embotelladora ARCADOR S.A. para las fases de Construcción, Operación y Abandono 5.5.5.3 Análisis de Alternativas para la ruta de ingreso a la Planta Para definir la ruta de ingreso de los vehículos en la planta se ha tomado en cuenta 4 alternativas, las mismas que se han calificado como un impacto poco significativo, debido a que el área de circulación es altamente intervenida. Sin embargo tomando en consideración el alto flujo de vehículos de ha definido como la mejor ruta la Alternativa 4, la misma que implica la construcción de un intercambiador donde se encuentra el actual redondel del fuerte militar. Sin embargo la responsabilidad de la ejecución de esta Alternativa, es potestad de del Ministerio de Transporte y Obras Públicas (MTOP) Por esta razón, mientras se ejecuta las obras del MTOP, se tiene proyectado el uso del Intercambiador de Aloasí a 3,9 Km del predio y se han diseñado dos entradas para facilitar las maniobras de desaceleración y aceleración en la Panamericana Norte. 5-88 Descripción del Proyecto Cardno Abril 2015
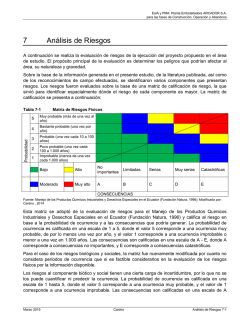
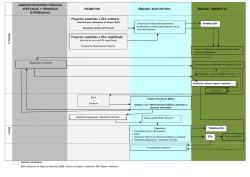
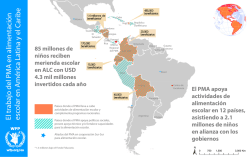
© Copyright 2026