
• Explicación del tema: El Sistema OPT (Optimized Production
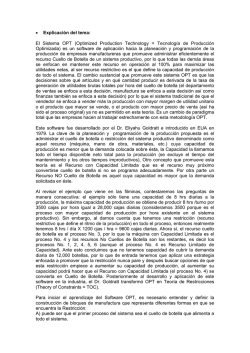
• Explicación del tema: El Sistema OPT (Optimized Production Technology = Tecnología de Producción Optimizada) es un software de aplicación hacia la planeación y programación de la producción de empresas manufactureras que promueve administrar eficientemente el recurso Cuello de Botella de un sistema productivo, por lo que todas las demás áreas se enfocan en mantener este recurso en operación al 100% para maximizar las utilidades netas, al ser recurso restrictivo es el que define la capacidad de producción de todo el sistema. El cambio sustancial que promueve este sistema OPT es que las decisiones sobre qué artículos y en qué cantidad producir es derivada de la tasa de generación de utilidades brutas totales por hora del cuello de botella (el departamento de ventas se enfoca a esta decisión, manufactura se enfoca a esta decisión así como finanzas también se enfoca a esta decisión) por lo que el sistema tradicional de que el vendedor se enfoca a vender más la producto con mayor margen de utilidad unitario o al producto que mayor se vende, o al producto con mayor precio de venta (así ha sido el proceso original) ya no es permitido en esta teoría. Es un cambio de paradigma total que las empresas hacen al trabajar estrechamente con esta metodología OPT. Este software fue desarrollado por el Dr. Eliyahu Goldratt e introducido en EUA en 1979. La clave de la planeación y programación de la producción propuesta es el administrar el cuello de botella o restricción del sistema productivo denominado como aquel recurso (máquina, mano de obra, materiales, etc.) cuya capacidad de producción es menor que la demanda colocada sobre ésta, la Capacidad la llamamos todo el tiempo disponible neto total para la producción (se excluye el tiempo del mantenimiento y los otros tiempos improductivos), Otro concepto que promueve esta teoría es el Recurso con Capacidad Limitada que es el recurso muy próximo convertirse cuello de botella si no se programa adecuadamente. Por otra parte un Recurso NO Cuello de Botella es aquel cuya capacidad es mayor que la demanda solicitada en éste. Al revisar el ejemplo que viene en las filminas, contestaremos las preguntas de manera consecutiva: el ejemplo sólo tiene una capacidad de 8 hrs diarias a la producción, la máxima capacidad de producción se obtiene de producir 8 hrs /turno X 3500 cajas por hora = 28,000 cajas diarias (consideramos 3500 porque es el proceso con mayor capacidad de producción por hora existente en el sistema productivo). Sin embargo, al darnos cuenta que tenemos una restricción (recurso restrictivo que define el ritmo de la producción) en todo el proceso, entonces realmente tenemos 8 hrs / día X 1200 cjas / hra = 9600 cajas diarias. Ahora sí, el recurso cuello de botella es el proceso No. 3, por lo que la máquina con Capacidad Limitada es el proceso No. 4 y los recursos No Cuellos de Botella son los restantes, es decir los procesos No. 1, 2, 4, 5, 6 (aunque el proceso No. 4 es Recurso Limitado de Capacidad). Ante esto concluimos que no tenemos capacidad de cubrir la demanda diaria de 12,000 botellas, por lo que de entrada tenemos que aplicar una estrategia enfocada a promover que la restricción nunca pare y después buscar opciones de que esta restricción empiece a aumentar su capacidad de producción, al aumentar su capacidad podrá hacer que el Recurso con Capacidad Limitada (el proceso No. 4) se convierta en Cuello de Botella. Posteriormente al desarrollo y aplicación de este software en la industria, el Dr. Goldratt transformó OPT en Teoría de Restricciones (Theory of Constraints = TOC). Para iniciar el aprendizaje del Software OPT, es necesario entender y definir la construcción de bloques de manufactura que representa diferentes formas en que se encuentra la Restricción: A) puede ser que el primer proceso del sistema sea el cuello de botella que alimenta a todo el sistema, B) puede suceder que encontremos al Cuello de Botella al final del proceso productivo, C) puede suceder que el Cuello de Botella alimente directamente a un proceso de ensamble final, D) puede suceder que el Cuello de Botella surta productos directamente al mercado y los No Cuellos de Botella también surtan a sus mercado. Este diagrama es para darnos cuenta que el Cuello de Botella puede encontrarse en diferentes posiciones de cada proceso productivo que estemos analizando. Con respecto a la filmina de los Flujos de Productos, lo que se muestra es la representación nuevamente de diferentes situaciones en donde se encuentran los Cuellos de Botella y No Cuellos de Botella, la clave en estas representaciones que es solamente el Cuello de Botella tenga un máximo % de utilización mientras que los No Cuello de Botella no se requiere que así suceda, se decir, sólo trabajan al ritmo del más lento sin sobreproducir piezas. Finalmente, la Red con Cuellos de Botella de todo un sistema productivo se define en el diagrama, donde se instalan estratégicamente Amortiguadores de Inventario (pequeños stocks de subproductos a lo largo del proceso). En el ejercicio donde se muestra la red 3 productos (A,B,C), los precios de venta y los costos de la materia prima, se presenta además solo tres estaciones de trabajo (cada una es sólo una máquina o un proceso), de modo que analizando la siguiente tabla: Tiempo de proceso ( min / parte ) Artículo Precio venta $ Centro de trabajo X Centro de trabajo Y Centro de trabajo Z Cost o MP A 50 4 10 5 20 B 75 6 3 2 60 C 60 4 3 5 40 14 16 12 Totales Concluimos que el centro de trabajo Y es la restricción porque es la máquina cuya suma de tiempos operativos de cada uno de los productos que pasan por ella es la mayor respecto a los demás. Con el enfoque de OPT de programar la producción basado en el recurso restrictivo y no considerar solamente vender los productos de acuerdo a los precios de venta, o de acuerdo a los márgenes unitarios de los productos entonces tenemos que definir cuántos y cuáles productos programar. Para lograr lo anterior necesitamos definir una relación directa entre los productos de modo que el supuesto definido es: 1:5:10, es decir el producto C se vende 10 más que el producto A, y el producto B es 5 veces más vendido que A. Con esta relación es posible definir una ecuación de la que podamos despejar la variable X igualada a 8640 minutos (que es el tiempo total disponible de la restricción para trabajar). Despejando el valor de X tenemos que es igual a 157. Este valor de X sustituido en la ecuación relacionada con la relación 1:5:10, tenemos que A = 157, B = 785 y C = 1570, que sustituido en las Utilidades Brutas tenemos un valor de $47,885, lógicamente a este valor le faltarían restar los diferentes gastos para obtener la utilidad neta. Con el anterior procedimiento realizado manualmente, el proceso se simplifica al realizarlo con el Software de OPT basado en la siguiente Estructura de 4 módulos: Buildnet, Serve, Split y OPT. Buildnet está relacionado con construir la gráfica de la red de productos que tiene la compañía (red del producto y descripción de los recursos), sus entradas son las rutas de fabricación, las existencias de materias primas, los recursos utilizados, los lotes de transferencia, las listas de materiales, las previsiones de demanda, por otro lado, también tiene entradas como los costos de introducción de los productos, el tiempo extra disponible. El siguiente módulo es Serve, que con la entrada del MPS (Plan Maestro de la Producción) realiza la explosión del consumo de materiales requerido así como la definición de las cargas de trabajo de cada estación operativa. Posteriormente el Módulo Split identifica cuáles son las restricciones y los procesos no cuello de botella, de aquí se realiza una doble programación: hacia delante del cuello de botella que tiene finita y una Programación hacia atrás de los recursos No Cuellos de Botella para dar suficiente material para procesar para mantener el amortiguador lleno que está antes de la restricción, para definir finalmente si estas programaciones son factibles, de ser factibles se lanzan las órdenes de fabricación de los diferentes productos así como las órdenes de compras de materiales, subensambles, componentes (esto es algo similar al MRP, pero la diferencia es que OPT considera los Recursos Restrictivos y los No Restrictivos con doble programación). En caso de no ser factible se regresa al módulo de Split para validar los Recursos Restrictivos de los No Restrictivos. Finalmente para definir una estrategia de implementación de TOC, el primer paso siempre tiene que ver con la Sensibilización del tema TOC en la Alta Dirección. Después se realiza un Diagnóstico TOC en la compañía para identificarse 3 grandes áreas: Restricción de Dirección Genérica, Restricción de Dirección Específica y Restricción de Comportamiento Humano. En la Restricción Genérica se identifica el tipo de aplicación: que puede ser en las áreas de distribución, en proyectos o en manufactura, en la Dirección Específica se identifica dos restricciones: Internas y Externas. En la Interna hay una solución de tipo táctico o de tipo Estratégico, en la parte Externa se implica una solución a otra área distinta a distribución, a proyectos o a manufactura.
© Copyright 2026