
universidad de guayaquil facultad de ingenieria industrial
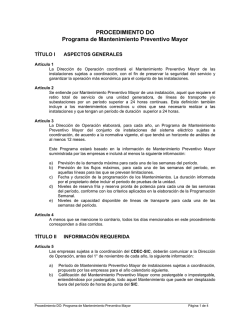
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO DE GRADUACION SEMINARIO DE GRADUACION TESIS DE GRADO PREVIO A LA OBTENCION DEL TITULO DE: INGENIERO INDUSTRIAL ORIENTACION GESTION DE LA PRODUCCION TEMA IMPLEMENTACION DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO EN EL PROCESO DE HORMIGON. AUTOR CRUZ AYALA ANGEL HUMBERTO DIRECTOR DE TESIS ING. IND. POMBAR VALLEJO PEDRO GALO 2001 – 2002 GUAYAQUIL - ECUADOR “La responsabilidad de los hechos, ideas y doctrinas expuestos en esta Tesis corresponden exclusivamente al autor”. ..................................................... Cruz Ayala Angel Humberto C.I. #: 090254243-0 AGRADECIMIENTO. Doy mis más sinceros agradecimientos, A Dios por darme la fuerza necesaria para llevar a cabo la misión de ser un profesional útil a la sociedad. Al Ing. Walter Caicedo, Director de tesis; cuya capacidad y tinosa dirección, ha sido muy importante para la culminación del presente trabajo. Especialmente agradecimiento al Ing. Armando Bohórquez, Gerente Técnico del grupo J. P. Construcciones, por permitirme el que cumplimiento se de mi hiciera propósito. factible DEDICATORIA. Dedico la presente tesis, con todo el corazón, a mi madre por quien sus su constante me enseñó apoyo durante toda la vida, a superarme, aprendiendo nobles y sabios consejos. A mi bien merecida esposa, a mis dos queridas hijas, y a mis dos adorables nietos, quienes con su presencia. me han motivado a culminar mi carrera profesional. RESUMEN. TEMA: implementación de un Programa de Mantenimiento Preventivo en el proceso de hormigón. AUTOR: Cruz Ayala Angel Humberto. Incrementar la productividad del proceso del hormigonado, mediante la implementación de un Programa de Mantenimiento Preventivo. Para la consecución de tal objetivo se analizó los problemas, mediante la construcción de los diagramas del análisis de las operaciones del proceso, flujogramas y plano de distribución de planta, se calculó los estándares de productividad, tales como la eficiencia del proceso de hormigonado. Luego se efectuó el diagnóstico de la solución actual, para lo cual se utilizó el diagrama Causa Efecto, el análisis de Pareto y el análisis empresarial, en el cual se cuantificaron pérdidas por $ 10.426,20, debido a las fallas que se han presentado en las concreteras, cargadoras y el vibrador. La solución propuesta se basó en la implementación de un programa de mantenimiento para las máquinas en mención, para lo cual se utilizó, flujogramas de procesos, codificación, diagramas de Gantt, cálculo del nuevo índice de productividad, cuya inversión alcanza los $ 5.638,27. Las soluciones propuestas generarán un beneficio de $ 25.959,90 anuales, sumando el incremento de utilidades, motivo por el cual la inversión será recuperada en seis meses. El incremento del índice de productividad en un 16,56%. ................................................. Firma C.I. 090254243-0 INDICE GENERAL. CAPITULO I DESCRIPCION GENERAL DE LA EMPRESA. No Descripción. 1.1. Reseña histórica. 1 1.2. Descripción de la empresa. 1 1.3. Objetivos. 3 1.3.1 Objetivos generales. 3 1.3.2 Objetivos específicos. 3 1.4. Localización. 4 1.5. Estructura orgánica. 4 1.6. Frentes de trabajo. 8 1.7. Inversión y capital social. 9 1.8. Análisis Del Entorno 9 CAPITULO II PRODUCTO Y PROCESO DE PRODUCCION. 2.1. Producto, características. 11 AGRADECIMIENTO. Doy mis más sinceros agradecimientos, A Dios por darme la fuerza necesaria para llevar a cabo la misión de ser un profesional útil a la sociedad. Al Ing. Walter Caicedo, Director de tesis; cuya capacidad y tinosa dirección, ha sido muy importante para la culminación del presente trabajo. Especialmente agradecimiento al Ing. Armando Bohórquez, Gerente Técnico del grupo J. P. Construcciones, por permitirme el que cumplimiento se de mi hiciera propósito. factible 4.5. Diagrama causa – efecto. 29 4.6. Frecuencia de Paralizaciones de las maquinarias. 30 4.7. Frecuencia de Presentación de causas. 31 4.8. Cuantificación de las pérdidas. 32 4.9. Diagnóstico. 36 CAPITULO V ALTERNATIVAS DE SOLUCION. 5.1. Implementación de un programa de mantenimiento preventivo. 37 5.2. Pasos a seguir para la implementación del sistema. 39 5.3. Plan propuesto para el mantenimiento preventivo de las maquinarias. 39 5.3.1 Práctica del mantenimiento preventivo. método T.M.I. 40 5.3.2 Proveer a la bodega de repuestos. 46 CAPITULO VI ANÁLISIS ECONOMICO DE LOS PROBLEMAS. 6.1. Análisis económico del ahorro implantado en el programa propuesto. 6.1.1. Costo total de la implementación del sistema. 53 53 6.1.2. Ahorro estimado por la reducción de paros. 53 6.2. 55 Tiempo que tardará en recuperar la inversión. 6.2.1. Factibilidad de la inversión. 56 CAPITULO VII CONCLUSIONES Y RECOMENDACIONES. 6.1. Conclusiones. 58 6.2. Recomendaciones. 58 INDICE DE ANEXOS. 1. Ubicación del Grupo J. P. Construcciones. 60 2. Estructura Orgánica del Grupo J. P. Construcciones. 61 3. Diagrama de Distribución de planta. 62 4. Producción de hormigón mensual del Hormigón. 63 5. Planificación de trabajo para los años 2002 y 2003 64 6. Diagrama de Pareto 65 7. Diagrama Espina de pescado. Máquina cargadora. 66 8. Diagrama Espina de pescado. Máquina concretera. 67 9. Diagrama de Pareto de Causas. Máquina cargadora. 68 10. Diagrama de Pareto de Causas. Máquina concretera. 69 11. Diagrama Propuesto del Flujograma de Mantenimiento Preventivo. 70 12. Formato para la práctica de Mantenimiento Preventivo. 71 13. Análisis de las degradaciones forzadas. 72 14. Boletín de Mantenimiento Preventivo. 73 15. Ahorro estimado por implementación de la solución. 74 16. Plan de Trabajo de Mantenimiento Preventivo. 75 17. Mantenimiento Preventivo de las máquinas. 76 18. Cronograma para las actividades de Mantenimiento Preventivo. 77 Glosario técnico. 79 Bibliografía 83 CAPITULO I DESCRIPCIÓN GENERAL DE LA EMPRESA. 1.1. RESEÑA HISTORICA. La empresa J. P. Construcciones se constituyó el 22 de Febrero de 1979. Ha realizado una intensa actividad en el área de la construcción, dedicándose en sus inicios al movimiento de suelos para obras civiles; con el pasar del tiempo amplió su actividad a otras áreas de la construcción, tales como el sistema de alcantarillado, pavimentaciones con hormigón hidráulico y hormigón asfáltico, obras hidráulicas, portuarias, etc.; además ha colaborado con otras empresas, nacionales e internacionales. Caracterizándose por demostrar gran capacidad técnica y alto sentido de responsabilidad en el cumplimiento de sus obligaciones, cualidades que han coadyugado a realizar su prestigio y fijar en la mentalidad de constructores y clientes la imagen de una empresa sólida. 1.2. DESCRIPCIÓN DE LA EMPRESA. El grupo J. P. Construcciones hace 23 años ha logrado un sitial en la industria de la construcción, tal como lo demuestran los diferentes proyectos realizados a satisfacción de los contratantes en todo el territorio nacional. DEDICATORIA. Dedico la presente tesis, con todo el corazón, a mi madre por quien sus su constante me enseñó apoyo durante toda la vida, a superarme, aprendiendo nobles y sabios consejos. A mi bien merecida esposa, a mis dos queridas hijas, y a mis dos adorables nietos, quienes con su presencia. me han motivado a culminar mi carrera profesional. Tener la mejor estructura funcional. Modernizar completamente su activo fijo (maquinarias, vehículos) para una mejor eficiencia laboral. Mediante el uso de la buena comunicación. La seguridad para que la empresa y sus empleados se sientan con bienestar garantizado. 1.3. OBJETIVOS. 1.3.1. OBJETIVOS GENERALES. El grupo J. P. Se considera en la construcción una de las principales en el país. Cumpliendo siempre con las normas establecidas por el contratista, aplicando: cumplimiento, eficiencia, solidez. 1.3.2. OBJETIVOS ESPECIFICOS. La optimización en horas de trabajo es estar con maquinarias y equipo moderno. El asesoramiento al trabajador para la ejecución de cada trabajo. Se hace partícipe de nuevos frentes a los trabajadores que se adaptan a nuestras disposiciones. La obtención de beneficios económicos a corto, mediano y largo plazo que justifiquen bajo todo punto de vista la inversión. 1.4. LOCALIZACION. Las oficinas y talleres del grupo J. P. Construcciones se encuentran localizadas en el Kilómetro once vía a la costa, en un lugar apropiado, para el mejor desenvolvimiento de sus actividades. Para su inmediata ubicación ver anexo # 1. 1.5. ESTRUCTURA ORGANICA. El Grupo J. P. Construcciones se encuentra formado en sus funciones según detalle que a continuación se verifica en el anexo # 2. J.P. Construcciones se encuentra clasificada como mediana empresa, del sector de la construcción. Los niveles jerárquicos describen una estructura de tipo lineal, dibujando una pirámide según se puede observar en el organigrama. Directorio. – Conformada por la Junta general de accionistas, que son los encargados de tomar las decisiones más importantes para el mejoramiento de la empresa. Está presidida por el Presidente. Presidencia Ejecutiva. – Se encarga de planificar y organizar. Da a los Jefes Departamentales la autoridad para la toma de decisiones en la evolución de los trabajos. Realiza inversiones, compra de maquinarias, materiales. Vicepresidencia Ejecutiva. – Cuya función es asistir al Presidente en ausencia de éste y se encarga también de los aspectos legales de la organización. Gerencia General. – Tiene la responsabilidad de llevar a la empresa a niveles y metas muy altos. Es el responsable de convocar a reuniones de los principales Ejecutivos y tomar los correctivos que fueran necesarios. Lleva la representación legal de la empresa, es el responsable de cualquier problema que tenga la empresa. Es el responsable de llevar un control y análisis de toda el área financiera. Decide la compra de la maquinaria o equipo de trabajo. Coordina con los diferentes departamentos para establecer normas. Realiza procedimientos de control de salarios de acuerdo a las especificaciones por niveles de trabajo. Departamento Jurídico. – Se encuentra dirigida por la Ab. Aracelly de Celleri, quien tiene la función de mantener a la empresa dentro del marco legal, evitando que la imagen de la empresa quede en entredicho. Gerencia Administrativa y Financiera. – Se encuentra dirigida por el Gerente Administrativo el Ing. Gustavo Herrera. Se dedica a controlar los gastos administrativos y de la producción, aprovisiona a los campamentos los materiales para la construcción Ejemplo: cemento, arena, piedra, hierro, madera, combustible, etc.; controla los saldos de la cuenta bancaria de la compañía, aprueba el sobre - tiempo y la contratación de personal administrativa. Realiza los contratos para el cobro de las planillas de las obras que se están ejecutando y está pendiente de las renovaciones de las garantías de las obras ejecutadas. Aprueba cotizaciones y adquisición de materiales varios. Contador. – Cuya función es la de controlar y verificar que los estados financieros se encuentren bien elaborados. Su firma de responsabilidad garantiza el normal desenvolvimiento de las actividades en el departamento de contabilidad. Contabilidad. – Se encuentra dirigido por la Ing. Cecilia Villacís. Se encarga de registrar todas las transacciones y de elaborar los estados financieros de la empresa. Caja. – En esta sección labora la “cajera”, Srta. María Obregón, que está encargada de recibir el efectivo o banco que ingresa a la empresa. RESUMEN. TEMA: implementación de un Programa de Mantenimiento Preventivo en el proceso de hormigón. AUTOR: Cruz Ayala Angel Humberto. Incrementar la productividad del proceso del hormigonado, mediante la implementación de un Programa de Mantenimiento Preventivo. Para la consecución de tal objetivo se analizó los problemas, mediante la construcción de los diagramas del análisis de las operaciones del proceso, flujogramas y plano de distribución de planta, se calculó los estándares de productividad, tales como la eficiencia del proceso de hormigonado. Luego se efectuó el diagnóstico de la solución actual, para lo cual se utilizó el diagrama Causa Efecto, el análisis de Pareto y el análisis empresarial, en el cual se cuantificaron pérdidas por $ 10.426,20, debido a las fallas que se han presentado en las concreteras, cargadoras y el vibrador. La solución propuesta se basó en la implementación de un programa de mantenimiento para las máquinas en mención, para lo cual se utilizó, flujogramas de procesos, codificación, diagramas de Gantt, cálculo del nuevo índice de productividad, cuya inversión alcanza los $ 5.638,27. Las soluciones propuestas generarán un beneficio de $ 25.959,90 anuales, sumando el incremento de utilidades, motivo por el cual la inversión será recuperada en seis meses. El incremento del índice de productividad en un 16,56%. ................................................. Firma C.I. 090254243-0 Además existe un taller de mantenimiento, liderado por el Jefe de Talleres, Maquinarias y equipos, que es quien debe hacer cumplir la planificación y programación del mantenimiento preventivo y correctivo de la empresa. Y también encontramos una bodega de repuestos para las maquinarias que está controlada por una persona, cuya función es llevar los registros de los mismos. 1.6. FRENTES DE TRABAJO. J. P. Construcciones ha intervenido satisfactoriamente en la construcción de un sin número de obras en áreas rurales y urbanas en diversos sectores del territorio ecuatoriano mencionando los siguientes: Construcción de puentes y distribuidores de trafico. Construcción de obras de control de inundaciones. Construcción de canales. Pavimentación (varios) calles avenidas. Instalación de aguas servidas y pluviales. Obras hidráulicas. Vías de acceso. Urbanizaciones. Algunos de nuestros clientes del sector público son: Ministerio de Obras Públicas. M. I. Municipalidad de Guayaquil. MIDUVI. Consigna – Conorte (Concesionaria), sector privado. Consorcio Santos CMI, sector privado. 1.7. INVERSIÓN Y CAPITAL SOCIAL. J. P. Construcciones inició sus actividades con un capital suscrito y pagado de $ 500,000.00, el mismo que se ha incrementado en la actualidad en $ 200,000.00, gracias al desarrollo de la actividad de la construcción implementadas por las administraciones de turno del Cabildo Porteño. 1.8. ANALISIS DEL ENTORNO. En el entorno encontramos a: proveedores, clientes y competidores. Los proveedores de materias primas para J. P. Construcciones son empresas conocidas, confiables y con una infraestructura técnica que les permite cumplir a tiempo con las obligaciones que demanda la compañía. Entre ellas se tiene: DISENSA, quien provee cemento. Calcáreos Huayco, quien comercializa la piedra caliza blanca. Verdu, provee piedra azul y material de mejoramiento. SIKA: quien brinda mejoradores de calidad, tales como plastificante, retardantes y acelerantes. Distribuidora Chimbo: distribuye a la empresa arena de río. ANDEC: provee hierro. Depósito Maderero San José, provee madera para encofrado. Los competidores de J. P. Construcciones, son aquellas que se dedican a las mismas actividades, entre las más importantes tenemos: COLISA. EQUITESA. Hidalgo & Hidalgo. En conclusión, la empresa se encuentra en una posición expectante en el mercado, dando a saber, que existen muchos factores políticos que intervienen en el tamaño del mismo, debido a los motivos electorales que suelen sobreponerse a las cualidades que posea cada una de las compañías de este sector. CAPITULO II PRODUCTO Y PROCESO DE PRODUCCION. 2.1. PRODUCTO: CARACTERISTICAS. El producto que procesa la empresa es el “hormigón hidráulico”, el cual se compone de las siguientes materias primas: cemento, agua, aire, agregados ó áridos y aditivos. El Cemento, tiene propiedades tanto adhesivas como cohesivas, que le dan capacidad de aglutinar los agregados o áridos para formar el concreto, tales propiedades dependen de la composición química, el grado de hidratación, la finura de las partículas, la velocidad de fraguado, el calor de hidratación y la resistencia mecánica que es capaz de desarrollar. Agua, al mezclarse con el cemento produce la pasta, la cual puede ser más o menos diluida, según la cantidad que se agregue. Al endurecer la pasta, como consecuencia del fraguado, parte del agua de hidratación en la estructura rígida de la pasta y el resto queda como agua evaporada. Aire, cuando el concreto se encuentra en proceso de mezclado, es normal que quede aire incluido dentro de la masa (aire naturalmente atrapado), el cual INDICE GENERAL. CAPITULO I DESCRIPCION GENERAL DE LA EMPRESA. No Descripción. 1.1. Reseña histórica. 1 1.2. Descripción de la empresa. 1 1.3. Objetivos. 3 1.3.1 Objetivos generales. 3 1.3.2 Objetivos específicos. 3 1.4. Localización. 4 1.5. Estructura orgánica. 4 1.6. Frentes de trabajo. 8 1.7. Inversión y capital social. 9 1.8. Análisis Del Entorno 9 CAPITULO II PRODUCTO Y PROCESO DE PRODUCCION. 2.1. Producto, características. 11 Cemento 15% Agua Aire 18% 8% Agregado fino 28% Agregado grueso 31% Hormigón con aire incluido 15% 16% 2% 33% 34% Hormigón sin aire incluido Se debe señalar que por efectos climáticos los elementos y agregados sufren variaciones, lo que afecta el normal desarrollo del proceso. Por ejemplo, una estructura metálica ya conformada, anclada y amarrada puede sufrir un retardo, debido a que la lluvia que humedece la varilla, la oxida, lo que obliga a pasar una mano de líquido antioxidante de lo contrario la compañía fiscalizadora no permite hormigonar el elemento. 2.1.1. LISTADO Y DETALLES TÉCNICOS DE LAS MAQUINARIAS. A continuación se elaborará un listado de las maquinarias y equipos con que cuenta la empresa. Maquinaria/ Vehículos Marca Potencia y/o capacidad 8m3 Modelo Serie motor Serie chasis Nissan Año fabri c. 1979 Volquete J1 Placa SBA-273 Volquete J12 TK20 Mack 1991 20 m3 RD6905 Volquete J15 Volquete J16 Volquete J2 Placa GCT-006 Volquete J17 Kenworth Kenworth Hino 1998 1998 1975 18 m3 18 m3 8m3 T800B T800B KB222 TK20GDL109 06 1M2P264C2R M017304 772983 772982 KB22210775 Mack 1998 20 m3 RD6885 Volquete J18 Mack 1998 20 m3 RD6885 Volquete J3 Placa GEU-575 Volquete J24 Hino 1978 8m3 KB222 Mack 2001 20 m3 RD6885 PD605133 3 EM73004 K0828 11870490 1187049 EB300367 13 5519M381350201 5519M381280033 EB300534 03 151185 Volquete J25 Mack 2001 20 m3 RD6885 Volquete J7 Placa GHT-722 Volquete J8 Placa GHT-723 Volquete Mack J10 Hitech Volquete Mack J11 Hitech Tanquero Agua Ford Tanquero esp. Asf. Camión Mant. Hino FB Camioncito Hino 1991 8m3 KY200 Hino 1991 8m3 KY200 Mack 1992 20m3 RD688S Mack 1994 20m3 RD690S Ford 1975 2000 Gl L-900 Etnyre 1963 120HP BTHS-800 Hino 1990 Hyundai 2001 4.5 ton. HD-72 Retro de llantas Retro de llantas CAT Komatsu 1990 1991 62 HP 90 HP 416 B W897R Retro # 1 Orugas Retro # 2 Retro # 8 Retro # 10 Tractor Orugas Tractor Orugas Tractor Orugas Tractor Orugas Cargadora Cat Komatsu 1990 108 HP PC200 Komatsu CAT Volvo Komatsu Komatsu Komatsu CAT Caterpilar 1991 108 HP 128 HP 197 HP 320 HP 320 HP 140 HP 140 HP 140HP PC200 320 L EC290 LC D – 155 A2 D – 155 A3 D – 65 E6 D 65 E6 996C 108368 21479396 55980 58774 26143016 38394 9KK019202 C03801 51873 53324 51873 3N20560 76J9796 2001 1991 2001 1985 1993 1976 FB112 1M2P267C4X M039202 1M2P267C4X M039175 KB22213431 1M2P267C48 2M064219 150369 1M2P267C48 2M064220 EK100799 KY20010718 03 EK100799 KY20010720 05 EM73503 1M2P267C8R W0957 MO18601 EM73004J 1M2P264C7R 0272 MO17301 Isuzu Mod F90LVW4644 6BBI 2 22J7733003F8LEJF RX123 334 W04DB27 FB112S10282 885 D4DB111 2243 PERKINS 85G01074 UB72940 8921686 D 93246 32810 966 Rodillo Ingersoll compactador # 1 Rodillo liso CAT vibrador Rodillo liso CAT vibrador Motoniveladora Champion Motoniveladora Grúa telescópica Compresor de aire Máquina concretera 1 saco Máquina concretera 2 saco 2001 125HP SD100DB 167154 1994 145 HP C5531 98Z05468 3WN 03894 1993 90 HP C5533 98Z0872 3BL058 1980 150HP D720 4A228725 Komatsu Galion 1983 1981 130 HP 150HP GD505R2 150A 720142311 139 20594 4D110321 Ingersoll 1998 Ingersoll 1995 Ingersoll 2000 30441 6147 XP185WSD El tipo de tecnología con que cuenta la empresa es mecánica, es decir, que las maquinarias y equipos son manipuladas manualmente, por medios mecánicos o por combustible (diesel). Es digno de resaltar, que cuando se produce un daño en la máquina cargadora o en la concretera el rendimiento de la misma desciende. Se ha suscitado, que por falta de stock de combustible se puede paralizar la producción. Además de ello las máquinas que ya cumplieron su vida útil, puesto que han pasado los 10 años de funcionamiento, consumen mayor cantidad de combustibles, lo que incrementa los costos de producción. 2.2. DESCRIPCION DEL SERVICIO. Contratado el proyecto se procede en conjunto con la fiscalización designada por la contratante a ejecutar las tareas preliminares de la obra. 1. Replanteamiento topográfico del proyecto basado en las referencias originales. 2. Monumentación de las referencias definidas, planimétricas y altimétricas. 3. Calicatas de exploración para determinar la profundidad de corte y espesor de relleno. 4. Calificación del material existente y de los materiales a utilizarse. 5. Entrega de diseño de las mezclas de hormigón hidráulico y mezcla asfáltica. 6. Legalización de diseño de los representantes de la empresa para el proyecto. 7. Determinación de los sistemas de control para la aceptación de los materiales a utilizarse. 8. Ubicación de los diferentes sistemas de servicio publico: A.A.P.P. – A.A.S.S. – A.A.L.L. – E.E.E. – Teléfono. 9. Coordinación con las empresas regentes de los servicios públicos. Según la programación de trabajo que defina el Ingeniero residente de la obra, se tomará en cuenta el mantenimiento preventivo de la maquinarias que participará en el proceso. Se elige las maquinarias que se emplearán en el proceso, las cuales son: la concretera, la cargadora y la vibradora, que deben encontrarse en el sitio del elemento a hormigonar. Por cada saco de cemento se deben agregar 21 litros de agua, 2 parijuelas de arena y 3 de piedra (cada parijuela tiene 40x40x20 cm3), obteniendo como resultado 0.125 metros cúbicos de hormigón. Generalmente esta cantidad se la procesa en 3 minutos en la concretera de 1 saco, y en 5 minutos las concreteras de doble saco, sin embargo, al agregarle los químicos denominados “mejoradores de calidad” podrían acelerar el tiempo de proceso de 3 a 1 minuto, lo que incrementa la productividad. La máquina cargadora utiliza como combustible el diesel y la concretera emplea la gasolina, ambas son abastecidas por el vehículo de mantenimiento. 2.3. DISTRIBUCIÓN DE PLANTA. El diagrama de distribución de planta se lo presenta en el anexo # 3, en el mismo se puede observar la disposición de las máquinas, notándose además que existe facilidad para movilizar los equipos empleados en la producción y que el tipo de distribución varía según el lugar en donde se deba laborar. Cabe destacar que el diagrama de Planta es el diagrama del Sitio en obras: Terminal de Víveres. 2.1.1. Listado y detalles técnicos de las maquinarias. 13 2.2. Descripción del servicio. 16 2.3. Distribución de la planta. 17 2.4. Balance de líneas. 18 2.5. Balance de materiales. 19 CAPITULO III MEDICION Y EVALUACIÓN DE LA EFICIENCIA EN LA EMPRESA. 3.1. Eficiencia de la producción. 20 3.2. Factores que afectan a la productividad. 21 3.3. Planificación de trabajo para los años 2002 y 2003. 22 CAPITULO IV PLANIFICACIÓN Y PROGRAMACIÓN DEL MANTENIMIENTO. 4.1. Descripción del servicio de mantenimiento. 24 4.2. Análisis Empresarial. 27 4.3. Frecuencia de Paralizaciones del hormigonado. 28 4.4. Diagrama de Pareto. 29 por lo general las cargadoras demoran una mayor cantidad de tiempo en trasladar el material hacia su lugar de destino. Mediante la siguiente tabla se analizará la capacidad de las dos maquinarias descritas: Equipo No Concretera 1 saco Concretera 2 sacos Cargadora 1 2.5. 1 2 Capacidad instalada Capacidad / Capacidad hora anual: 2344 horas 0.125 m3 / 3 2.5 m3 / 5 860 m3 min. hora 0.250 m3 / 5 3.0 m3 / 7 032 m3 min. hora 0.500 m3 / 10 3.0 m3 / 7 032 m3 / min. hora cargadora Capacidad anual por línea 12 892 m3 14 064 m3 BALANCE DE MATERIALES. Por cada saco de cemento empleado en el proceso se deben utilizar 18 litros de agua, 3 parijuelas de arena y 3 parijuelas de piedra. Se destaca que el desperdicio es despreciable, habida cuenta que se han mantenido estas proporciones para los diversos materiales. En lo posterior se detallarán las cantidades de hormigón que ha producido la empresa en el año que transcurrió. CAPITULO III MEDICION Y EVALUACIÓN DE LA EFICIENCIA EN LA EMPRESA. 3.1. EFICIENCIA DE LA PRODUCCION. La eficiencia de la producción se la calcula de la siguiente manera: Conociendo que la empresa pueda efectuar 0.875 m3 en 10 minutos, según el balance de líneas, entonces: 0.875 m3 x 60 min. x 2,344 horas = 123,060 m3 = 12,306 m3. 10 min. 1 hora anuales 10 Sin embargo la producción de hormigón en el año 2001 ha sido de 5.794 m3. Luego: Eficiencia de la producción = Producción real / Producción teórica Eficiencia de la producción = 5794 m3 (ver anexo # 4) / 12306 m3. Eficiencia de la producción = 47.08%. Esto significa que si se trabajó 2,344 horas en el año, entonces: Horas trabajadas = 2,344 horas x 47.08% = 1,104 horas (de labores normales durante el año). Esto quiere decir, que los restantes días (1,240 horas no se trabajó normalmente). 3.2. FACTORES QUE AFECTAN A LA PRODUCTIVIDAD. Se nombrarán los factores más importantes que pueden afectar el desarrollo de las actividades productivas de una construcción u obra, que por lo general, se han presentado en los trabajos que ha realizado la empresa en diversos lugares dentro del país: Deficiente mantenimiento. Fallas operativas en el manejo de los equipos para el movimiento de tierra. Falta de programación en la compra de los materiales. Desabastecimiento de combustible. Demoras en el trabajo del hormigón. Factor climático (lluvias). Falta de coordinación eficaz con Interagua, E.E.E., etc. 3.3. PLANIFICACIÓN DE TRABAJO PARA LOS AÑOS 2002 Y 2003. A principios del año en curso, J.P. Construcciones ganó las licitaciones de los sectores 3 y 7 en el plan “Mucho Lote” (ver anexo # 5), en esta obra se deberá producir 8,205 m3, la cual se encuentra distribuida de la siguiente manera: Descripción Unidad Cantidad Obras civiles: etapa 3: m3 3,555 Obras civiles: etapa 7: m3 4,650 Total hormigón a producir m3 8,205 Luego, la producción que se va a realizar para el 2002, es de 8,205 m3. Para el año 2003, se proyecta la siguiente producción, con base en la recuperación de una parte de la eficiencia del proceso, que será el objetivo del siguiente capítulo. Si se trabajan 2344 horas en el período en un año, y teniendo como objetivo ocupar el 75% de la capacidad instalada con que cuenta actualmente la empresa, se tiene el siguiente volumen de hormigón que se podría procesar: 12,892 m3 x 0.75 = 9,669 m3. El crecimiento de la eficiencia de la producción con respecto al año inmediatamente anterior sería el siguiente: Incremento de la producción = 9,669 / 8,205 m3. Incremento de la producción = 1.18 Esto significa, que la producción en el año 2003 se incrementaría en un 18%, con relación al 2002. Producción Año 2001 Año 2002 Año 2003 Producción m3 5,794 8,205 9,669 Capacidad máxima m3 12,892 12,892 12,892 Eficiencia % 47.08% 63.64% 75% 4.5. Diagrama causa – efecto. 29 4.6. Frecuencia de Paralizaciones de las maquinarias. 30 4.7. Frecuencia de Presentación de causas. 31 4.8. Cuantificación de las pérdidas. 32 4.9. Diagnóstico. 36 CAPITULO V ALTERNATIVAS DE SOLUCION. 5.1. Implementación de un programa de mantenimiento preventivo. 37 5.2. Pasos a seguir para la implementación del sistema. 39 5.3. Plan propuesto para el mantenimiento preventivo de las maquinarias. 39 5.3.1 Práctica del mantenimiento preventivo. método T.M.I. 40 5.3.2 Proveer a la bodega de repuestos. 46 CAPITULO VI ANÁLISIS ECONOMICO DE LOS PROBLEMAS. 6.1. Análisis económico del ahorro implantado en el programa propuesto. 6.1.1. Costo total de la implementación del sistema. 53 53 Cambio de rines y de válvulas a las 1100 horas. Cambio del retenedor del templador de la cadena a las 3100 horas. Cambio de rodillos de rodaje cada 4200 horas. Cambio de uñas del cucharón – dependiendo del área de trabajo. Cambio de cadena completa a la 10500 horas. Rodillo CAT CS 531. Cambio de aceite y filtro al motor a las 200 horas. Engrasada a las 40 horas. Cambio de filtro de combustible alas 200 horas. Cambio de aceite hidráulico y filtros a las 1200 horas. Cambio de filtro de aire a las 700 horas. Cambio de rulimanes del tambor. Cambio del juego de cauchos del tambor. Retro de llantas CAT 416 B. Cambio de aceite y filtro del motor a las 150 horas. Engrasada de bocines a las 40 horas. Cambio de filtro de combustible a las 150 horas. Cambio de aceite hidráulico y filtro a las 1500 horas. Cambio de filtro de aire a las 500 horas. Cambio de dos cauchos de la base de la bomba hidráulica. Cambio de dos juegos de brazos terminales completos de la dirección. Tubos bajos. Tractor CAT D6. Cambio de aceite y filtro del motor a las 200 horas. Engrasada de bocines a las 40 horas. Cambio de filtro de combustible a las 200 horas. Cambio de aceite hidráulico y filtro a las 2000 horas. Cambio de manguera hidráulica a las 2800 horas. Cambio de rodillos a las 4200 horas. Cambio de cuchilla a las 1100 horas. Cambio de esquineros a las 550 horas. Cambio de tren de rodaje a las 10500 horas. Concretera de 2 sacos. Cambio de aceite al motor a las 100 horas. Cambio de filtro de gasolina a las 200 horas. Engrasada de cinta dentada y bocines a las 40 horas. Cambio de bujías a las 40 horas. Cambio de filtro de aire a las 350 horas. Limpieza de carburador y calibrada de agujas a las 350 horas. Descarbonizada de pistón cabezote a las 1.050 horas. Cambio de rulimanes (2) de la mezcladora. 4.2. ANALISIS EMPRESARIAL. OPORTUNIDADES AMENAZAS - La M. I. Municipalidad - Factor climático, por la de Guayaquil aprueba presencia de lluvias que nuestras licitaciones por paralizan las actividades el conjunto de obras diarias. recibidas. FORTALEZA - Adquisición de modernos equipos para el movimiento de tierra. - Los operadores de la máquina son confiables. - El personal administrativo y técnico goza de un buen staff. - Las materias primas cumplen con las especificaciones técnicas. DEBILIDADES - Las maquinarias están sujetas a un solo carro de abastecimiento. - Los choferes no son especializados. - Deficiente mantenimiento. - Desabastecimiento de insumos (combustible) en bodega. - Los equipos que producen el hormigón presentan fallas de bujías y filtros. 4.3. FRECUENCIA DE PARALIZACIONES DEL HORMIGONADO. A continuación se detalla las principales fallas por las cuales se presentan los problemas y la frecuencia con que ocurren en el periodo de una año: Descripción Frecuencia Paralizaciones por daños en las Total Prom. Horas Horas perdidas 113 4 452 cargadoras CAT y Komatsu Paralizaciones en la concretera 2S 62 4 248 Paralizaciones en la vibradora. 12 2 24 Paralizaciones en la grúa por el 10 4 40 # 1. cable del winche Demoras en el traslado del 2344 0.1 (6 material. 234 min.) Paralizaciones por Falta de stock 20 8 160 17 6 102 de repuestos. Paralizaciones por efectos climáticos. TOTAL . 1260 6.1.2. Ahorro estimado por la reducción de paros. 53 6.2. 55 Tiempo que tardará en recuperar la inversión. 6.2.1. Factibilidad de la inversión. 56 CAPITULO VII CONCLUSIONES Y RECOMENDACIONES. 6.1. Conclusiones. 58 6.2. Recomendaciones. 58 INDICE DE ANEXOS. 1. Ubicación del Grupo J. P. Construcciones. 60 2. Estructura Orgánica del Grupo J. P. Construcciones. 61 3. Diagrama de Distribución de planta. 62 4. Producción de hormigón mensual del Hormigón. 63 5. Planificación de trabajo para los años 2002 y 2003 64 6. Diagrama de Pareto 65 7. Diagrama Espina de pescado. Máquina cargadora. 66 8. Diagrama Espina de pescado. Máquina concretera. 67 9. Diagrama de Pareto de Causas. Máquina cargadora. 68 mal estado, brazos de la dirección dañados, fallas en el sistema eléctrico, entre otros. En el anexo # 8 se pueden apreciar las causas que ocasionan paralizaciones de las concreteras, entre ellas tenemos: daños en las bujías, daños en el carburador, desgaste de rulimanes, seguro roto del volante, entre otros. 4.6. FRECUENCIA DE PARALIZACIONES DE LAS MAQUINARIAS. Para conocer con mayor precisión las causas que ocasionan las pérdidas en la empresa, realizaremos una tabla en la cual se registrará la frecuencia con que se presentan las paralizaciones de las maquinarias. PARALIZACIONES DE MAQUINAS CARGADORAS. Descripción Tubos bajos Frecuencia Total Prom. Horas Horas perdidas 78 4 312 Sistema eléctrico 18 4 72 Combustible 7 4 28 Base de rueda 5 4 20 Eje roto 3 4 12 Caucho de motor 2 4 8 TOTAL 452 Mediante el cuadro podemos apreciar que la mayor frecuencia por paralización es por tubos bajo con 312 horas de para, debido a que en muchas ocasiones no se reemplaza el juego de llantas a tiempo. PARALIZACIONES DE MAQUINAS CONCRETERAS. Descripción Carburador Frecuencia Total Prom. Horas Horas perdidas 34 4 136 Bujías 16 4 64 Desgaste de rulimanes 9 4 36 Seguro roto del volante 3 4 12 Total 62 4 248 Mediante el cuadro podemos apreciar que la mayor frecuencia de paralización corresponde al carburador que no es chequeado, siguiéndole en importancia el consumo de bujías, por el arrastre ocasionado de lo mencionado con anterioridad. 4.7. FRECUENCIA DE PRESENTACIÓN DE CAUSAS. El diagrama de Pareto de los principales problemas, que son las paralizaciones por daños en las máquinas cargadoras y concreteras, respectivamente, se los ha realizado en los anexos # 9 y # 10. En el anexo # 9 se indica que las principales causas para que se paralicen las cargadoras son los tubos bajos y los daños en el sistema eléctrico con el 84.96% de las horas perdidas. El anexo # 10 indica que el 80.65% del total de las horas perdidas en las concreteras, fueron provocadas por fallas en el carburador y por fallas en las bujías. Esto significa que entre los tubos bajos, daños en el sistema eléctrico y por fallas en el carburador y en las bujías, tienen la mayor incidencia de las pérdidas en la empresa. 4.8. CUANTIFICACION DE LAS PERDIDAS. Para cuantificar las pérdidas generadas por las paralizaciones por las causas analizadas, se ha procedido a considerar el costo de la hora – hombre y el costo de la hora – máquina. El costo de la hora hombre se la toma del rol de pago del operador, el cual indica que el sueldo mensual es de $ 192.00, para calcular el costo por hora, aplicaremos la siguiente fórmula: Costo de la hora – hombre = Sueldo mensual * 12 / horas en el año. Costo de la hora – hombre = $ 192.00 * 12 / 2344 horas de trabajo en el año. Costo de la hora – hombre = $ 2,304.00 / 2344 horas. Costo de la hora – hombre = $ 0.98 El costo de la hora – máquina ha sido proporcionado por el Departamento de contabilidad, para cada maquinaria: $ 8.00 / día para la concretera de un saco. $ 16.00 / día para la concretera de doble saco. $ 18.00 / hora para la cargadora. Para obtener el costo de la hora máquina se ha efectuado las siguientes fórmulas: Costo de la hora – máquina cargadora = $ 18.00 / hora. Costo de la hora – máquina concretera un saco = $ 8.00 / 8 horas. Costo de hora–máquina concretera doble saco = $ 16.00 / 8 horas = $ 2.00. Luego, se ingresarán todos los datos obtenidos del cálculo para la cuantificación: 10. Diagrama de Pareto de Causas. Máquina concretera. 69 11. Diagrama Propuesto del Flujograma de Mantenimiento Preventivo. 70 12. Formato para la práctica de Mantenimiento Preventivo. 71 13. Análisis de las degradaciones forzadas. 72 14. Boletín de Mantenimiento Preventivo. 73 15. Ahorro estimado por implementación de la solución. 74 16. Plan de Trabajo de Mantenimiento Preventivo. 75 17. Mantenimiento Preventivo de las máquinas. 76 18. Cronograma para las actividades de Mantenimiento Preventivo. 77 Glosario técnico. 79 Bibliografía 83 Nota: Se considera el costo de la hora máquina concretera de doble saco que es de $ 2.00. El costo por falla se lo obtiene con la siguiente fórmula: Costos tubos bajos (cargadoras) = Horas perdidas x hora máquina x hora hombre. Costos tubos bajos (cargadoras) = 312 horas x $ 0.98 x $ 18.00. Costos tubos bajos (cargadoras) = $ 5,503,68 De la misma manera se procede con las restantes filas. Los resultados obtenidos en cada celda por concepto de costos por paralizaciones, se suman las celdas que muestran el costo por reparación, obteniéndose el total por cada problema presentado. La sumatoria de los costos de las pérdidas por concepto de paralizaciones suman $ 8,459.36, mientras que por concepto de reparaciones suman $ 1,966.84, totalizando un monto de $ 10,426.20, que sería el costo total de la pérdidas por los principales problemas detectados que se produjeron en las concreteras y en las cargadoras. 4.9. DIAGNOSTICO. La empresa J.P. Construcciones sufre muchas paralizaciones debido a las fallas que se presentan en las maquinarias, principalmente en las cargadoras y en las concreteras, con pérdidas económicas que ascienden a: $ 10,426.20. Por lo dicho en el párrafo anterior, se ha elaborado el siguiente diagnóstico: “La empresa J.P. Construcciones, no cuenta con un buen plan de mantenimiento preventivo”. Se sugiere a la organización que implante el mantenimiento preventivo de las maquinas a usarse en el nuevo proyecto, puesto que: Evita pérdidas de tiempo. Atrasos en el avance de la obra. CAPITULO V ALTERNATIVAS DE SOLUCION. 5.1. IMPLEMENTACION DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO. J. P. Construcciones no cuenta con un programa de mantenimiento preventivo, cumpliendo escasamente con la atención a las diferentes máquinas, es necesario la implementación del circuito de comunicación en toda la maquinaria para que la central de mantenimiento pueda reprogramar diariamente la atención a la maquinaria más urgente que pueda tener un posible daño. El Jefe de mantenimiento tiene que disponer de todos los medios disponibles, sean estos los más actualizados o si es posible la automatización, con la adquisición de repuestos, lubricantes, accesorios, etc. Para poder optimizar el rendimiento de las máquinas. La implementación del mantenimiento preventivo nos da como resultado: Disminución del costo por reparación de la maquinaria. Aprovechamiento en tiempo por producción. Larga vida útil de la maquinaria. La empresa por su prestigio en la construcción que es considerada por los Municipios no puede retrasarse en los programas diarios de avance de la obra por los daños que se ocasionan en la maquinaria y en el equipo. Se prevé que el mantenimiento preventivo se le asigne a la atención con un vehículo con su personal adecuado para cada obra. (Mecánico – ayudante – electromecánico – vulcanizador - soldador – etc.). Para así darle una inmediata solución al chequeo, cambio o reparación que se presente. El mantenimiento preventivo propuesto se lo recomendaría a toda maquinaria o equipo y que se lleve el control mediante el uso de tarjeta. El mismo que lo aplicaría: Diario, semanal, quincenal y mensual estrictamente y sin alteraciones, ni cambios por que estos forman parte del problema en lo posterior. El control que se recomienda antes del encendido de la máquina: Nivel de agua. Nivel de aceite. Completar el combustible al tanque. Nivel de agua en la batería y en los bordes. Chequeo de presión de aire. CAPITULO I DESCRIPCIÓN GENERAL DE LA EMPRESA. 1.1. RESEÑA HISTORICA. La empresa J. P. Construcciones se constituyó el 22 de Febrero de 1979. Ha realizado una intensa actividad en el área de la construcción, dedicándose en sus inicios al movimiento de suelos para obras civiles; con el pasar del tiempo amplió su actividad a otras áreas de la construcción, tales como el sistema de alcantarillado, pavimentaciones con hormigón hidráulico y hormigón asfáltico, obras hidráulicas, portuarias, etc.; además ha colaborado con otras empresas, nacionales e internacionales. Caracterizándose por demostrar gran capacidad técnica y alto sentido de responsabilidad en el cumplimiento de sus obligaciones, cualidades que han coadyugado a realizar su prestigio y fijar en la mentalidad de constructores y clientes la imagen de una empresa sólida. 1.2. DESCRIPCIÓN DE LA EMPRESA. El grupo J. P. Construcciones hace 23 años ha logrado un sitial en la industria de la construcción, tal como lo demuestran los diferentes proyectos realizados a satisfacción de los contratantes en todo el territorio nacional. flujograma se muestran los pasos y las decisiones que deberán tomarse para realizar la tarea de mantenimiento, con la finalidad de evitar las paralizaciones. Como se puede apreciar en esta gráfica, una vez que la empresa haya implantado la codificación para sus respectivas máquinas y elaborado los registros correspondientes para su aplicación, se verificará si se requiere o no la tarea de mantenimiento. En caso de ocurrir averías, será necesario analizar las causas que hayan producido estas fallas, con el objeto de evitar que vuelvan a repetirse. Debe implementarse el mantenimiento preventivo para los equipos con que cuenta la empresa, en especial para las concreteras y las cargadoras. 5.3.1. PRACTICA DEL MANTENIMIENTO PREVENTIVO, METODO T.M.I. La implantación del mantenimiento Preventivo requiere etapas fundamentales: 1. Codificación de las máquinas de la empresa desde el punto de vista de Mantenimiento Preventivo. 2. Análisis de las degradaciones forzadas. 3. División de las máquinas en grupos funcionales o conjunto de módulos o unidad técnica revisada por un equipo humano, que se hace en marcha, en parado o desmontado. 4. Confección de Boletines de Mantenimiento Preventivo de cada grupo funcional (revisiones), en los que se recogen los módulos a revisar, la frecuencia de la revisión, la norma de la revisión y el tiempo que tarda. 5. Los boletines de engrase y la programación del mismo. En el anexo # 12 se ha diseñado el diagrama para la “Práctica del Mantenimiento Preventivo, en el cual se expresa cual será la forma de actuación para la codificación, programación y ejecución del mantenimiento preventivo. a) Codificación de la Maquinaria. - Las máquinas irán codificadas con 5 dígitos: el primero de ellos define la sección donde se encuentra el equipo; los dos siguientes definirán el proceso que realiza; y, los dos últimos definen a la máquina. Cabe destacar que este código debe seguir una secuencia lógica en orden de importancia de la maquinaria, del proceso y de la sección en estudio. Nivel A Definición Numeración Sección 0 al 9 B C Proceso 10 al 99 D E Máquina 0 al 99 b) Análisis de las degradaciones forzadas. - Las degradaciones “Forzadas”, que se han presentado en las máquinas cargadoras y mezcladoras, han sido causadas, por la falta de programación en los cambios de ciertos repuestos, por variaciones de energía y sobre utilización de las maquinarias. Para que el Mantenimiento Preventivo sea eficaz será menester, antes de aplicarlo, limpiar o purificar la máquina de estas degradaciones. En la hoja de análisis de las degradaciones forzadas, graficada en el anexo # 13 se muestra la manera como se pretende controlar este problema que afecta a la empresa. c) Boletín de Mantenimiento Preventivo. - El Boletín de Mantenimiento Preventivo de una máquina responde a las típicas preguntas, qué, como, cuando debo revisar, cambiar y engrasar (ver anexo # 14) y contendrá: Un breve esquema de la máquina. Puntos que deben revisarse o cambiarse. Normas que indican como se deben revisar los puntos anteriores. Frecuencia de las revisiones. Estado de funcionamiento de las máquinas. Tiempo de realización. Las fuentes de información para llevar a cabo los pasos mencionados, se explicarán a través de la siguiente gráfica. Catálogos casa constructora Fuente de información para Consultas a casa constructora de la máquina Puntos y Normas elaborar el boletín de Mantenimiento Preventivo Datos de piezas o conjuntos similares de otras máquinas Tiempos Experiencia de usuarios y de los operarios de Mantenimiento A continuación se mencionan la frecuencia y el tiempo de las revisiones, de acuerdo a la casa constructora de la máquina: Concretera – mezcladora. Limpieza total después de cada jornada: A las 50 horas de trabajo, engrase y lubricación. A las 100 horas de trabajo, cambio de aceite y filtros. A las 250 horas de trabajo, chequeo de mecanismo – volante. A las 1000 horas de trabajo, cambio de rulimanes del mezclador. A las 1000 horas, cambio de bandas que acciona el mezclador, vibrador, manguera. El crecimiento de la empresa demandó de sus directivos la implementación de modernos talleres para mantenimiento, equipo industrial y maquinaria pesada para la construcción vial que incluye hasta planta de asfalto, todo lo cual garantiza la alta calidad y cumplimiento de los trabajos. La empresa cuenta con aproximadamente 250 empleados distribuidos así: La nómina administrativa con 150 trabajadores. Y en el área de producción con 100 trabajadores. Sus remuneraciones fluctúan entre 120 y 500 dólares, dependiendo de su cargo. La empresa desde su constitución no ha cerrado sus puertas y se mantuvo laborando durante la peor crisis del país (congelamiento bancario en 1999). Misión. – Bienestar y comodidad para la comunidad y los sectores productivos, construyendo puentes, terminales de víveres, solución vial y obras en general. Visión. – A continuación, se muestran varios puntos sobre la visión de la empresa. Norma de Mantenimiento Preventivo Módulo: Motor asíncrono. Norma: E-16 En Marcha Limpiar exteriormente Observar si hay goteos sobre o cerca del motor. Ver y comprobar: - Ruidos - Calentamientos carcasa y rodamientos - Ventilación - Conexiones - Vibraciones - Olor a quemado - Aceite o grasa - Roces correas y otros elementos. En Parado Limpiar interiormente con aire y señalar placa de característica Comprobar que no hay aceite, ni suciedad, ni humead en: devanado, entrehierro. Apretar botones de conexión. Verificar: estado de rodamientos, holguras eje, puesta a tierra. En Desmontado Comprobar aislamiento. Cambiar rodamientos. Equilibrar Verificar: curvas características del motor e) El Engrase. El objeto ventral de la lubricación es: Asegurar la marcha entre dos piezas que tienen movimiento relativo. Reducir el rozamiento y el desgaste. Facilitar el deslizamiento en los arranques y en marcha. Evitar la corrosión. Producir equilibrio térmico. Evacuar impurezas. Entre los tipos de lubricantes que se utilizará para la implementación del programa de Mantenimiento Preventivo, se cuentas los siguientes: Aceite para transmisiones por cadena. Aceite para engranajes (tipo compound, para tornillo sin fin). Grasa para rodamiento. 5.3.2. PROVEER A LA BODEGA DE REPUESTOS. Es necesario la implementación del programa preventivo de mantenimiento en la empresa constando con: El detalle completo de la maquinaria – equipo – vehículos: marca, modelo, serie, capacidad, etc. Para el cambio de aceite, se renuevan los filtros. Tipo de lubricantes: - Para la máquina: Aceite 40 - Para el sistema hidráulico: Aceite 10 - Caja de velocidades: Aceite 90 - Transmisión: Aceite 140. Tipos de grasa: - Graseros: Transmisión (cadena, cojinetes, cintas y piñones dentados que trabajan al contacto con el medio (agua, aire y polvo). Tipos de empaques En el anexo # 15 se detallarán los costos a que asciende la propuesta, considerando todas las problemáticas y causas presentadas en la cuantificación de los problemas en el capítulo IV. En dicho anexo, se explica el costo al que asciende la solución, comparándola con los costos de las pérdidas, por las cuales se aplica el mantenimiento preventivo. Así por ejemplo, para solucionar el problema de los tubos bajos, que generan $ 6,969.13 por concepto de pérdidas por tiempos improductivos por hora hombre, hora máquina y costos de reparaciones, se ha propuesto cambiar las llantas en el tiempo oportuno, brindándole el mantenimiento debido, lo que representan $ 1,597.93, es decir, que el programa de mantenimiento propuesto generará un ahorro de $ 5,371.20 anuales. De la misma forma, se procede con las siguientes variables. El ahorro obtenido aplicando la solución, generará un ahorro de $ 4,784.93, según los datos del anexo # 15. Para la aplicación de la solución la organización deberá realizar varias actividades entre las que se cuenta: La empresa debe estandarizar el número de repuestos por la maquinaria adquirida. Deben contar con la facilidad de adquisición dentro del mercado nacional. Mantener un stock de suministros y repuestos. La empresa va a necesitar aproximadamente un capital de $ 5,638.27, para la implementación de stock de materiales y repuestos. 2 CARGADORAS (RETRO DE LLANTAS): CAT 4168 8SG010074. 2 Baterías 12 4 bandas – alternador 2 Llantas aro G con tubo 2 Llantas aro P con tubo 1/55 Galones Aceite 40 para motor diesel – filtros 1/55 Galones Aceite 10 Hidráulico 1/55 Galones Aceite 90 Transmisión 4/35 Libras Grasa para bocines. 2 CONCRETERAS (de un saco y de doble saco). 2 Juegos de rulimanes c/2 sacos 2 Juegos de rulimanes c/1 2/20 Litros Aceite 40 P´Gasolina 1/12 c/u filtro combustible 4 U. Filtro de aire 4/12 Bujías NGK BM6A 1 VIBRADORA. ½ litros de aceite para motor a gasolina 2/12 c/u Bujías Para llevar a cabo las tareas de mantenimiento preventivo, se deberá asignar recursos humanos y materiales, estos últimos ya fueron enunciados en los párrafos anteriores. En cuanto al recursos humano, la empresa posee personal de mantenimiento para ejecutar las tareas en el tiempo previsto sin dificultad alguna. El plan de trabajo para llevar a cabo las tareas de mantenimiento se lo ha elaborado en el anexo # 16. En dicho anexo se detallan las actividades que se realizarán para cada tarea de mantenimiento, considerando una máquina concretera y una máquina cargadora. Las mismas tareas se repetirán para las restantes máquinas, conociendo que existen dos cargadoras, dos concreteras una de un saco y una de doble saco. Cabe anotar que las tareas de mantenimiento para la vibradora, son similares a las de la concreteras. El detalle del plan de mantenimiento preventivo se lo mostrará empleando un cuadro, en el cual se señala, la duración de la actividad a realizar, la frecuencia con que se la realizará, el recursos humano asignado. Estos datos se los presentará en un cronograma de actividades de mantenimiento preventivo, en el cual se muestra el plan de trabajos preventivos para la reducción de las paralizaciones. Tener la mejor estructura funcional. Modernizar completamente su activo fijo (maquinarias, vehículos) para una mejor eficiencia laboral. Mediante el uso de la buena comunicación. La seguridad para que la empresa y sus empleados se sientan con bienestar garantizado. 1.3. OBJETIVOS. 1.3.1. OBJETIVOS GENERALES. El grupo J. P. Se considera en la construcción una de las principales en el país. Cumpliendo siempre con las normas establecidas por el contratista, aplicando: cumplimiento, eficiencia, solidez. 1.3.2. OBJETIVOS ESPECIFICOS. La optimización en horas de trabajo es estar con maquinarias y equipo moderno. El asesoramiento al trabajador para la ejecución de cada trabajo. Se hace partícipe de nuevos frentes a los trabajadores que se adaptan a nuestras disposiciones. Tiempo total anual = 651 horas. En consecuencia, el tiempo total anual para realizar mantenimiento preventivo en las cinco principales maquinarias utilizadas en las obras que han sido contratadas por J. P. Construcciones, será de 651 horas. El cronograma de las actividades de mantenimiento preventivo (ver anexo # 18) explica que la programación de las tareas, la misma que deberá ir acorde a los recursos con que cuenta la empresa, tanto en los aspectos materiales y humanos. Cabe destacar que los insumos utilizados en la programación del mantenimiento preventivo existen actualmente en la empresa, sin embargo, no cumplen la tarea de mantenimiento sino de reparación, lo que incrementa el tiempo de sus actividades. CAPITULO VI ANALISIS ECONOMICO DE LOS PROBLEMAS. 6.1. ANALISIS ECONOMICO DEL AHORRO IMPLANTADO EN EL PROGRAMA PROPUESTO. La empresa debe conocer la inversión que necesita realizar y el ahorro que va a estimar por el menor tiempo de la maquinaria paralizada. 6.1.1. COSTO TOTAL DE LA IMPLANTACIÓN DEL SISTEMA. Es necesario la implementación del stock de materiales y repuestos en la bodega de la obra, evitándose así futuras reparaciones costosas y la pérdida de tiempo por compras de materiales, repuestos, etc. La empresa debe estimar el valor de $ 5,638.27 como costo total del nuevo sistema implantado. 6.1.2. AHORRO ESTIMADO POR LA REDUCCIÓN DE PAROS. Según el programa a implantarse mediante la presente tesis es reducir en un 29%, las horas de paralizaciones de las maquinarias que intervienen en el proceso del hormigón, porcentaje que se obtiene de la siguiente manera: Horas de paralización de las mezcladoras y cargadoras: 700 Horas trabajadas en un año: 2,344 Horas de recuperación: 700 / 2.344 Horas de recuperación = 29.86% Para calcular el ahorro que tendría la empresa, en caso de implementar un programa de mantenimiento preventivo, se debe utilizar la siguiente fórmula: Beneficio = Costo de la pérdida – Costo de la solución Beneficio = $ 10,426.20 – $ 5,638.27 Beneficio = $ 4,787.93 A este beneficio se añadirá el incremento de las utilidades que proporcionará el incremento de la producción en un 29.86%. Para ello se restará los ingresos menos los costos totales y obtener la utilidad en el periodo de un año. Materiales directos: $ 431,842.63 Mano de obra directa: $ 38,028.00 Costo maquinaria: $ 40,444.00 Combustibles y varios: $ 4,916.00 Costos totales: $ 515,230.63 Ingreso por compra de hormigón: $ 586,134.78 Utilidad: $ 70,904.15 Incremento de utilidades: $ 70,904.15 x 29.86%. Incremento de utilidades: $ 21,171.97 Luego, el beneficio neto será: Beneficio neto = $ 4,787.93 + $ 21,171.97 Beneficio neto = $ 25,959.90 Esto quiere decir, que la empresa ganaría $ 25,959.90 con la implementación del programa de mantenimiento preventivo. 6.2. TIEMPO QUE TARDARA EN RECUPERAR LA INVERSION. Se realizará un nuevo programa para saber en que tiempo nos llevará en recuperar la inversión, utilizando como fórmula F = P(1+i)n. Del valor presente para el cálculo del interés anual. F = Lo que la empresa está perdiendo. P = Lo que la empresa va a invertir F = P(1 + i)n (F/P) –1 – i La obtención de beneficios económicos a corto, mediano y largo plazo que justifiquen bajo todo punto de vista la inversión. 1.4. LOCALIZACION. Las oficinas y talleres del grupo J. P. Construcciones se encuentran localizadas en el Kilómetro once vía a la costa, en un lugar apropiado, para el mejor desenvolvimiento de sus actividades. Para su inmediata ubicación ver anexo # 1. 1.5. ESTRUCTURA ORGANICA. El Grupo J. P. Construcciones se encuentra formado en sus funciones según detalle que a continuación se verifica en el anexo # 2. J.P. Construcciones se encuentra clasificada como mediana empresa, del sector de la construcción. Los niveles jerárquicos describen una estructura de tipo lineal, dibujando una pirámide según se puede observar en el organigrama. Directorio. – Conformada por la Junta general de accionistas, que son los encargados de tomar las decisiones más importantes para el mejoramiento de la empresa. Está presidida por el Presidente. Factibilidad = Inversión f Valor de pérdida anual F= $ 5,638.27 $ 25,959.90 Factibilidad = 0.2171 Conveniente. CAPITULO VII CONCLUSIONES Y RECOMENDACIONES. 7.1. CONCLUSIONES. En la presente tesis se da a conocer con exactitud lo que sucede en uno de los procedimientos de producción en la empresa, ya que los registros de datos han sido sacados con mucha dificultad, porque la empresa no cuenta con una accesible administración. La empresa no cuenta con un plan preventivo de mantenimiento, puesto que siempre se aplica el correctivo. 7.2. RECOMENDACIONES. La implementación de stock de repuestos en bodega para el plan de mantenimiento preventivo será la opción más correcta, para así evitar que la maquinaria se pare con frecuencia asumiendo la empresa reparaciones costosos: Proporciona aumento al servicio, confiabilidad, durabilidad en cada uno de las máquinas. Aumenta la vida útil de la maquinaria, porque sería conveniente mantener la rentabilidad en la empresa. Con la implementación del sistema propuesto se recomienda al propietario realizar la inversión mencionada. GLOSARIO TÉCNICO. Aditivo. – Mejorador de calidad. Agregados. – Componente para una mezcla: Fino (arena), grueso (piedra). Antioxidante. – Líquido penetrante que es usado para proteger a la estructura metálica del óxido. Concretera. – También llamada mezcladora, en ella se procesa el hormigón hidráulico. Fiscalización. – Determinación de aprobar o anular el trabajo: Materiales, maquinaria. Fraguado. – Endurecimiento del hormigón. Hormigón Hidráulico. – Producto resultante entre la mezcla de cemento: agregados, aditivos y agua. Hormigonar. – Proceso final del hormigón vaciado en un elemento. Presidencia Ejecutiva. – Se encarga de planificar y organizar. Da a los Jefes Departamentales la autoridad para la toma de decisiones en la evolución de los trabajos. Realiza inversiones, compra de maquinarias, materiales. Vicepresidencia Ejecutiva. – Cuya función es asistir al Presidente en ausencia de éste y se encarga también de los aspectos legales de la organización. Gerencia General. – Tiene la responsabilidad de llevar a la empresa a niveles y metas muy altos. Es el responsable de convocar a reuniones de los principales Ejecutivos y tomar los correctivos que fueran necesarios. Lleva la representación legal de la empresa, es el responsable de cualquier problema que tenga la empresa. Es el responsable de llevar un control y análisis de toda el área financiera. Decide la compra de la maquinaria o equipo de trabajo. Coordina con los diferentes departamentos para establecer normas. Realiza procedimientos de control de salarios de acuerdo a las especificaciones por niveles de trabajo. Departamento Jurídico. – Se encuentra dirigida por la Ab. Aracelly de Celleri, quien tiene la función de mantener a la empresa dentro del marco legal, evitando que la imagen de la empresa quede en entredicho. Máquina cargadora. – Retro de llantas que traslada el hormigón. Parijuela. – Medida estándar o cubicaje del agregado 0,40 x 0,40 x 0,20 m3. Producción Continua. – Sistema de producción en el cual el equipo productivo tiene una organización y secuencia de acuerdo con las etapas que intervienen en la fabricación del producto. Denota que el flujo de materiales es continuo durante el proceso de producción. La ruta de los trabajadores es fija y las instalaciones se cambian muy rara vez. Véase en la producción intermitente. Producción intermitente. – Forma de organización de producción en la cual los recursos productivos están organizados de acuerdo a su función. Los trabajos pasan a través de departamentos en lotes y cada lote puede tener una ruta diferente. Productividad. – Se refiere a la medida relativa de producción por trabajo y / o insumo de la máquina. Una medida general de la efectividad se compone de dos factores: eficiencia (que tan bien se comportan los recursos) y utilización (que tan intensamente se utilizan algunos recursos. Se calcula como el producto delos factores de la eficiencia y de utilización o como la relación de la producción lograda medida por las horas estándar del tiempo total del reloj programado por la producción durante un periodo dado. Productividad = eficiencia x utilización Productividad = Horas estándar de resultados / tiempo de reloj programado. Programación de trabajo. – Coordinación con la fiscalización para el avance de la obra. Resistencia. – Calidad obtenida por utilizar agregados recomendables y limpios. Se mide en Kg / cm2. En el hormigón a las 19 horas = 53%. A las 72 horas = 85%. Saturación. – Material combinado con exceso de cantidad de agua. Vibrador. – Pequeña máquina que trabaja con una manguera, la misma que por el accionamiento del motor obtiene el asentamiento del hormigón en el elemento. BIBLIOGRAFÍA. TEXTO: TECNOLOGÍA DEL CONCRETO Y DEL MORTERO. AUTOR: DIEGO SÁNCHEZ DE GUZMÁN. BIBLIOTECA DE LA CONSTRUCCIÓN. TEXTO: CURSO SUPERIOR DE MANTENIMIENTO INDUSTRIAL VOL. I. AUTOR: DR. EMILIO LEZANA G. CLAPAM. EDITOR: COPYWIND. EDICIÓN: PRIMERA. AÑO: 2000. TEXTO: DICCIONARIO DE ADMINISTRACIÓN Y FINANZAS. AUTOR: J. M. ROSENBERG. EDITOR: NORMA. EDICIÓN: TERCERA. AÑO: 1998. REVISTA DEL COLEGIO DE INGENIEROS CIVILES DELGUAYAS. AÑO: 2001 – 2002.

© Copyright 2026