
Evaluación de columnas de sección cruciforme armadas de dos
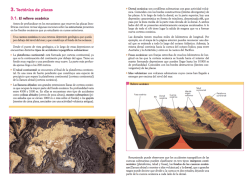
Sociedad Mexicana de Ingeniería Estructural EVALUACIÓN DE COLUMNAS DE SECCIÓN CRUCIFORME ARMADAS DE DOS PERFILES DE ACERO IR 1 Tiziano Perea Olvera y Aldo Mendoza Díaz 2 RESUMEN El presente artículo discute aspectos que repercuten en la fabricación y el diseño de columnas de sección transversal cruciforme (IC), la cual es armada a partir de dos perfiles de acero de sección IR iguales. Se ilustran algunas estructuras como puentes y edificios construidos en México y otros países, y cuyas columnas fueron resueltas con perfiles de sección cruciforme armados; adicionalmente se discute su proceso general de fabricación, así como sus ventajas y desventajas como una alternativa ante otro tipo de secciones laminadas (e.g., IR, OR, OC) y armadas (e.g., sección cajón de cuatro placas, IS). Este trabajo también generó tablas de dimensiones y propiedades geométricas calculadas para todas las secciones cruciforme que son potencialmente fabricables; sin embargo, este artículo solo presenta la metodología empleada para la generación de dichas tablas. Para todas las potenciales secciones cruciformes, se hace una evaluación de su capacidad a compresión evaluando los estados límite de pandeo por flexión y pandeo por torsión, en sus intervalos elásticos e inelásticos para ambos estados límite. Asimismo, se discuten las especificaciones para la determinación de la capacidad a cortante y pandeo local. ABSTRACT Key aspects regarding fabrication and design of built-up cruciform cross-sections (IC) from two W rolled steel sections are presented and discussed in this paper. Bridges and buildings with cruciform steel columns erected in Mexico and other countries are shown and commented. Details on the fabrication process at the shop, as well as the advantages and disadvantages in contrast with conventional rolled cross-sections (e.g., W, HSS) or built-up cross-sections (e.g., box-shaped or I-shaped welded cross-sections) are also discussed. Fabrication dimensions and geometric properties from potential cruciform sections, based on available W sections and fabrication requirements, are discussed in this paper, and computed and reported elsewhere. For the potential IC cross-sections, the compression capacity accounting for the elastic and inelastic flexural and torsional buckling of IC columns, as well as the shear and local buckling capacity of IC cross-sections are presented and discussed. 1 Profesor del Departamento de Materiales. Universidad Autónoma Metropolitana (UAM), Unidad Azcapotzalco. Av. San Pablo 180, México D.F. 02200. Teléfono: (55) 5318-9455; Fax: (55) 5318-9458; [email protected] 2 Alumno del Posgrado en Ingeniería Estructural. Universidad Autónoma Metropolitana (UAM), Unidad Azcapotzalco. Av. San Pablo 180, México D.F. 02200. Teléfono: (55) 5318-9455; Fax: (55) 5318-9458; [email protected] 1 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 INTRODUCCIÓN Y ANTECEDENTES Un buen número de edificios de acero construidos en México están resueltos, tanto en marcos resistentes a momento como arriostrados, con columnas cajón armadas de cuatro placas y con todas las conexiones vigacolumna supuestamente diseñadas para trabajar como rígidas. Las razones del uso común de la práctica en México de columnas armadas en cajón con cuatro placas se asocian, entre otras, a la simplicidad que esta sección presenta de las conexiones rígidas con las vigas. Sin embargo, dicha simplicidad en conexiones penaliza la fabricación de la pieza con procesos más complejos, costosos, y no necesariamente más confiables dada la calidad que se puede conseguir en la pieza final. Lo anterior se debe a que las soldaduras entre las placas generalmente son cordones continuos de penetración completa (laboriosos y costosos), mientras que los efectos de los esfuerzos residuales y de las grandes imperfecciones iniciales a consecuencia del proceso de fabricación de la pieza son generalmente ignorados en el diseño de la columna. La fabricación de este tipo de sección cruciforme de acero estructural armada a partir de dos perfiles IR (Figura 1) consiste en el corte al centro de uno de los perfiles para obtener dos perfiles TR, seguido de su unión con soldaduras entre las tres piezas por medio de filetes continuos localizados en los 4 puntos de unión. Existen diversas ventajas de este tipo de secciones, pero las principales son: • Su alta resistencia al pandeo por flexión en ambas direcciones • El balance de la rigidez lateral para ambas direcciones del marco. • La mayor facilidad para hacer las conexiones con las vigas en ambas direcciones • La rigidización de las almas logrando con ello un aumento de su resistencia al pandeo local Una desventaja que generalmente se cuestiona en este tipo de formas o secciones transversales es la resistencia al pandeo torsional, la cual siempre es crítica en las secciones en cruz formada por placas (e.g., Salmon et al. 2008, Geschwindner 2007, entre otros). Sin embargo, como se ilustrará en este trabajo, este estado límite no resulta ser tan crítico en secciones cruciformes IC. La diferencia de una sección cruciforme IC, en contraste con la sección en cruz con placas, es la mayor contribución a torsión por la ubicación de los cuatro patines en el perímetro de la sección cruciforme IC. Este tipo de sección, al igual que la sección cajón armada con cuatro placas, también facilita la conexiones viga-columna pero sin penalizar el proceso de fabricación. A diferencia de la sección cajón, la fabricación de esta sección IC se simplifica con el uso de soldaduras de filete que, por su posición en el centro, no están sujetas a grandes esfuerzos. Figura 1. Sección cruciforme 2 Sociedad Mexicana de Ingeniería Estructural PROCESO, REQUERIMIENTOS Y DIFICULTADES DE FABRICACIÓN Aunque no es indispensable que las propiedades geométricas de la sección cruciforme sean iguales en ambas direcciones principales, siempre será más conveniente tener esta condición; para lograrlo, será necesario entonces usar dos perfiles IR iguales. Esta condición permitirá que, como se mencionó previamente, la resistencia al pandeo por flexión sea igual en ambas direcciones principales de la sección, y que su contribución a la rigidez lateral del marco también sea igual en ambas direcciones principales de la estructura en planta. Lo que siempre será muy recomendable para maximizar la eficiencia de la sección cruciforme IC, es logar que la sección tenga doble simetría. Esta condición reducirá los efectos indeseables del pandeo por torsión. Con una fabricación de la pieza dentro de las tolerancias máximas permitidas, la sección cruciforme IC tendrá, al igual que los perfiles tubulares, más de dos ejes de simetría. Los trabajos de fabricación de la pieza en el taller, comienza con el corte de uno de los perfiles IR de acero que se requieren para la obtención de dos piezas TR y, entonces, para la fabricación de la sección cruciforme IC. Este corte se puede realizar en el taller con oxicorte, cuchilla o plasma. En este proceso, el fabricante tendrá que solucionar las principales dificultades en la fabricación de la pieza IC, los cuales se resumen brevemente a continuación: § Independientemente del método que se use en el corte, siempre será indispensable cuidar que no se desfase el corte de la línea central durante el corte del perfil. La tolerancia o margen de error para este corte longitudinal es muy pequeño, así que rebasar dicha tolerancia implicaría tener que desechar la pieza para su uso. Las tolerancias de fabricación de un elemento estructural de acero están especificadas en México en el Código de Prácticas Generales del IMCA (IMCA 2012), y en Estados Unidos en el Code of Standard Practice AISC 303 (2010), o en la norma ASTM-A6 (2009). § Durante el proceso de corte central y longitudinal del perfil IR, se presentarán deformaciones debidas a la liberación de los esfuerzos residuales que se desarrollaron durante el proceso siderúrgico de manufactura del perfil de acero. Conforme se avance en el corta longitudinal, la liberación de estos esfuerzos residuales generará deformaciones que tenderán a curvear al alma. Estas deformaciones deberán de eliminarse mediante un proceso de enderezado del alma en el taller antes de su unión con el perfil IR perpendicular. § Este corte, en la mayoría de los casos, no será perfectamente perpendicular al alma, por lo que el fabricante deberá esmerilar la superficie irregular para poder tener un contacto perpendicular entre las almas de la sección IC. Este corte, así como su posterior esmerilado, generarán una rebaja de la frontera de aproximadamente 3 a 5 mm en cada uno de los lados cortados. Con esta doble disminución del peralte de perfil cortado, se compensará el incremento del peralte debida al aumento por el espesor del alma de la dirección ortogonal. Aunque el peralte final en ambas direcciones principales no será exactamente igual, las diferencias en la mayor parte de los casos prácticos serán milimétricas y, en consecuencia, se considerarán aceptables tanto en la fabricación de la pieza como en el diseño estructural del elemento. Para fines de diseño, la hipótesis de asumir las propiedades geométricas iguales en ambos ejes principales, utilizando el peralte del perfil IR, es entonces aceptable. Una vez realizado el corte longitudinal, se pueden empezar los trabajos de unión de los tres perfiles de interés en el punto de intersección. Para comenzar, será recomendable sujetar el perfil IR de manera que no se mueva o tuerza durante el proceso de soldadura con los dos perfiles TR. Para apoyar esta tarea, como se muestra en la Figura 2, se podrán realizar algunos puntos de soldadura con la placa base o algunas placas atiesadoras, las cuales impedirán la deformación torsional de los elementos durante el proceso de soldar. 3 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 Figura 2. Sujeción del perfil IR previo a su unión con los dos perfiles TR (Fabrestructuras 2011) Con el perfil IR inmovilizado, enseguida se presenta, sujeta y fija con puntos de soladura uno de los perfiles TR y, una vez fijos ambos, se revisa que las imperfecciones (e.g., ángulo recto entre las almas, sección transversal idéntica a lo largo del elemento estructural, etc. ) queden dentro de las tolerancias establecidas por las normas (IMCA 2012, AISC-303 2010, ASTM-A6 2009). Si se rebasa algunas de las tolerancias estipuladas en estas normas, los efectos de pandeo por torsión tenderán a aumentar debido a la asimetría que genere la imperfección angular, o a la imperfección de la sección transversal a lo largo del elemento. Una vez realizado el paso anterior, se unen los dos perfiles de interés en su intersección longitudinal mediante, generalmente, un cordón continuo y en posición plana de la soldadura de filete; sin embargo, con una preparación previa del alma del perfil TR a unir (e.g., bisel, doble bisel, J, U, etc.), también se podrían unir mediante soldaduras de penetración parcial o completa. Se recomienda que estos cordones longitudinales se realicen en el taller mediante el proceso de soldadura de arco protegido (SAW), aunque también se permite el uso de otros procesos (e.g., SMAW, GMAW, FCAW, GTAW) si se garantiza una adecuada calidad de la soldadura. Una vez completado esta paso, se repetirá todo este proceso utilizando el segundo de los perfiles TR, con las maniobras que se requiera para fijar el segundo TR y completar la sección cruciforme IC, nuevamente revisando que el elemento cumpla con las tolerancias de las normas antes mencionadas; se recomienda que este segundo filete continuo en esta segunda TR se realice en el lado opuesto al primero de ellos. Finalmente, los pasos anteriores se repetirán para hacer el tercer y cuarto cordón de filete continuo en los otros dos extremos opuestos de ambos lados de las almas TR, con lo cual se completa el elemento de sección cruciforme IC como se ilustra en la Figura 1. Fuera de la zona del panel o conexión viga columna, algunos talleres en la práctica mexicana suelen usar cordones intermitentes en las intersecciones de las secciones; sin embargo, el comportamiento de columnas con filetes intermitentes en la zona fuera del panel no ha sido poco explorada o investigada al momento. Con las pieza IC armada, finalmente se procede con la adición de las placas de continuidad, placas atiesadoras, o diafragmas, como se ilustra en la Figura 3(a), que se requieran en el diseño del elemento como columna, o para su conexión con otros elementos (e.g., conexión viga-columna). Estas placas de continuidad o atiesadoras son también generalmente soldadas por filetes en casi todo el contorno y en ambos lados de la placa. Los requisitos geométricos y de soldadura de estas placas de continuidad o atiesadoras están debidamente especificadas en la especificación AISC 360 (2010), y están esquemáticamente ilustradas en la Figura 3(b). 4 Sociedad Mexicana de Ingeniería Estructural Como se muestra en la Figura 3(b), las placas deben de cortarse con un chaflán o bisel con una tamaño de al menos 38 mm. (1½ pulg.) a fin de evitar la soldadura de filete que se hace en la unión de las dos alma, así como en los filetes que se tienen en la unión patín-alma (también conocida como la región k, ver Figura 15). De acuerdo con diversas pruebas de impacto Charpy con muesca en V (e.g., Kaufmann et al. 2001), existe una disminución de la tenacidad del alma de acero en la zona adyacente del filete patín-alma o región k, por lo que este requerimiento intenta evitar concentración de esfuerzos en esta zona generados por las placas atiesadoras. La especificación AISC-360 (2010) permite, cuando exista una preocupación en el desarrollo de la rigidez del atiesador, que el chaflán o bisel de la placa de continuidad se corte con una dimensión de 20 mm. (3/4 pulg.) en su unión con el patín, y de 38 mm. (1½ pulg.) en su unión con el alma. También se muestra en la Figura 3(b) la holgura recomendada para los cordones de soldadura de filete, la cual se recomienda que se empiece y termine a una distancia igual al tamaño de la pierna del filete. Después del sismo de Northridge de 1994, existió una tendencia de especificar placas atiesadoras muy gruesas o dobles, y en las cuales se soldaron incluso los bordes a lo largo de los espesores de las placas. Tide (1999) observó que estas soladuras altamente restringidas eran susceptibles de agrietarse, incluso durante el proceso de fabricación o montaje. Por esta razón, un comité asesor del AISC (1997) recomendó que las soldaduras de filete estuviesen alejadas de la región k en unión patín-alma, y propuso que fuese de al menos una distancia igual al espesor de la pierna del filete (t) con respecto al borde del chaflán de la placa atiesadora como se ilustra en la Figura 3(b). (a) Sección IC con placas de continuidad (b) Detalle de holguras en placas y soldaduras de filete Figura 3. Requisitos de placas de continuidad o atiesadoras Pruebas recientes de extracción de placas (Dexter y Melendrez 2000, Prochnow et al. 2000, y Hajjar et al. 2003), así como pruebas de uniones viga-columna a escala real (Bjorhovde et al. 1999, Dexter et al. 2001, y Lee et al. 2002) han mostrado que los requisititos ilustrados en la Figura 3(b) proporcionan buen comportamiento para los elementos conectados y la conexión en su conjunto, incluyendo las placas atiesadoras y los cordones de soldadura. 5 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 El procedimiento de fijación de las placas atiesadoras a la sección cruciforme IC solo es prácticamente posible si la distancia libre entre los patines, distancia e en la Figura 4, es suficiente para que el soldador pueda ingresar el maneral para realizar los trabajos de soldadura. El IMCA (2012) recomienda que el acceso libre disponible, o distancia e, sea de al menos 150 mm. (6 pulg.), aunque es quizás posible realizar este trabajo con accesos ligeramente menores a dicho límite. Con esta limitante, y considerando secciones con igual peralte en ambas direcciones principales, no es posible la fabricación de secciones cruciformes IC con algunas secciones IR comerciales de peralte bajo, en las cuales se tendrían accesos libres entre patines tan pequeños que prácticamente imposibilitan el acceso para soldar las placas de continuidad. Más adelante se presenta una ecuación para calcular el espaciamiento libre entre patines de la sección IC, distancia e, en función de las dimensiones básicas de los perfiles IR. Figura 4. Distancia libre entre patines (distancia e) Finalmente, se fijan el resto de elementos que se requieran en el diseño para cada elemento en particular; por ejemplo, cartabones en la placa base – patín como se muestra en la Figura 5, preparaciones para el empalme entre columnas, o muñones si el diseño lo requiere, etc. En este momento, la pieza estará lista para su limpieza, pintura, y posteriormente para su transporte a la obra y su montaje. Figura 5. Proceso de fabricación en taller de la sección cruciforme (Fabrestructuras 2011) 6 Sociedad Mexicana de Ingeniería Estructural ESTRUCTURAS CON COLUMNAS CRUCIFORMES Estructuras con columnas de sección cruciforme IC no son tan comunes aún, aunque gradualmente empiezan a ser consideradas en diversos proyectos civiles en nuestro país y en otras partes del mundo. A continuación se comentan algunos detalles breves de proyectos que utilizaron columnas de sección cruciforme; aunque esta lista no representa un inventario exhaustivo de todas las obras que existen, si enfatiza algunas de las ventajas que se tienen en la construcción y en el diseño estructural con el uso de columnas de sección cruciforme con respecto a otro tipo de secciones. Construcciones en otros países En Chicago IL. EUA, uno de los edificios de la Facultad de Administración de Servicio Social de la Universidad de Chicago, fue construido con la mayoría de sus columnas en sección cruciforme. La Figura 6 muestra una de las columnas IC de esquina del complejo, en donde se observa se unión con la cornisa y el aspecto que le proporciona a la fachada. La Plaza McCormick es el centro de convenciones de Chicago, el más grande de Estados Unidos (Wikipedia), también fue resuelto con columnas cruciformes de 9.15 m. (30 pies) de altura y cubriendo claros de 45.7 m. (150 pies). La Figura 7 muestra las columnas cruciformes en uno de los ejes extremos de los cuatro edificios que componen al complejo. La torre Richard J. Daley Center (Figura 8(a)), también conocida como el Centro Cívico de Chicago, es un edificio construido en 1965 con 198 m. de altura y 31 niveles. A diferencia de las construcciones anteriores en donde las columnas son solo de acero estructural, en este edificio las columnas cruciformes trabajan en acción compuesta al estar ahogadas en una sección de concreto armado, y adicionalmente revestidas por placas de acero como se muestra en la Figura 8(b). El edificio está estructurado con vigas de alma abierta de 26.5 y 14.6 m. (87 y 48 pies) de longitud, conectadas rígidamente a las 12 columnas perimetrales, y sin columnas interiores como se muestra en la Figura 8(c). En Berlín Alemania, el Museo de arte moderno Neue Nationalgalerie de un nivel (Figura 9), también fue concebido con solo columnas de acero de sección cruciforme IC en el exterior, y sin columnas interiores para maximizar la visibilidad en la zona interior de exposición. En Stratford Inglaterra, el Teatro Real de Shakespeare, también cuenta con columnas de sección cruciforme espaciadas a cada 10 m, y las cuales soportan tres niveles de gradería como se ilustra en la Figura 10. Figura 6. Columna cruciforme de esquina en un edificio de la Universidad de Chicago Figura 7. Vista sur de la Plaza McCormick que muestra sus columnas cruciformes 7 XVIII Congreso Nacional de Ingeniería Estructural (a) Vista de la fachada Acapulco, Guerrero, 2012 (b) Sección de columnas (c) Planta típica Figura 8. Edificio Richard J. Daley Center (greatbuildings.com) Figura 9. Museo Neue Nationalgalerie Figura 10. Teatro Real Shakespeare Construcciones en México Tres estructuras recientemente construidas en nuestro país, y en donde se utilizaron columnas de acero con sección cruciforme armada IC, están descritas a continuación. § La Plaza San Rafael, es un centro comercial que está adjunto a la estación San Rafael del tren suburbano en su tramo de Buenavista a Cuautitlán. La estructura está ubicada en el municipio de Tlalnepantla de Baz, en el Estado de México. Esta construcción consiste de una estructura de acero de dos niveles, en donde la totalidad de columnas son de sección cruciforme como se observa la Figura 11(a). § La Unidad de Protección Ciudadana de Ecatepec, que se muestra en la Figura 12(a), es un edificio de tres niveles con marcos rígidos de acero, y con todas sus columnas de sección cruciforme. § La Plaza Forjadores, ubicada en San Pedro Cholula - Puebla, como se observa en la Figura 13, también está estructurada con marcos a momento integrados por vigas acero de sección IR y columnas de acero de sección cruciformes IC. 8 Sociedad Mexicana de Ingeniería Estructural De acuerdo con el fabricante de estas tres construcciones (Fabrestructuras 2011), principalmente el montaje de las vigas principales fue muy simple debida a la conexión viga-columna con placa extrema. Como se observa en las Figuras 11(b), 12(b) y 13, las placas extremas (que se sueldan en taller a las vigas principales) se empatan convenientemente con los cuatro patines de la columna cruciforme en las dos direcciones, las cuales se atornillan entre ellas en obra para generar la conexión rígida. Requisitos de fabricación, así como de análisis y diseño estructural de conexiones con placa extrema (end plates), están detalladamente descritos en las especificaciones de conexiones precalificadas para zonas sísmicas del AISC-358 (2010). (a) Estructura de acero (b) Conexión viga columna con placa extrema Figura 11. Plaza Comercial San Rafael (Fabrestructuras 2011) (a) Estructura de acero (b) Conexión viga columna con placa extrema Figura 12. Unidad de Protección Ciudadana de Ecatepec (Fabrestructuras 2011) 9 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 Figura 13. Plaza forjadores (Fabrestructuras 2011) Otra obra civil en la ciudad de México con columnas de acero de sección cruciforme, es el puente vehicular de la Terminal 2 del Aeropuerto Internacional Benito Juárez. La vía tiene varios tramos con puentes de acero en acción compuesta, los cuales son soportados por columnas de sección cruciforme como se ilustra en la Figura 14. Figura 14. Columnas cruciformes que soportan el puente vehicular de la Terminal 2 del Aeropuerto de la Ciudad de México (Google Street View) 10 Sociedad Mexicana de Ingeniería Estructural ASPECTOS RELACIONADOS CON EL ANÁLISIS Y DISEÑO DIMENSIONES Y PROPIEDADES GEOMÉTRICAS Actualmente, el Instituto Mexicano de la Construcción en Acero (IMCA) está trabajando en la actualización de su Manual de Construcción en Acero (IMCA 2012). Este versión próxima a publicarse, incluirá tablas de dimensiones y propiedades geométricas de la sección cruciforme IC (Frías y Cincúnegui 2011) como se ilustra en esta sección. Dimensiones de fabricación La Figura 15 (IMCA 2012) define las dimensiones clave para la fabricación y el cálculo de sus propiedades geométricas de una sección cruciforme. En esta figura, bf y tf representan, respectivamente, la base y espesor de los cuatro patines, mientras que tw es el espesor de las dos almas. Los peraltes de la sección cruciforme en ambos ejes son d y d1, aunque nominalmente se asumen iguales como se discutió previamente. Los valores recomendados de gramil, g, para barrenar y conectar las vigas principales (e.g., utilizando una conexión de placa extremo) varían entre el 35% y el 65% del ancho del patín, aunque deberá de verificarse las especificaciones respecto al espaciamiento máximo y mínimo entre barrenos y a los bordes. Figura 15. Dimensiones para la fabricación de la sección cruciforme (IMCA 2012) Esta figura también muestra la región k, que se mencionó anteriormente, y el cual se define por la distancia entre el extremo externo del patín y el fin de la curvatura del filete en el alma; en la práctica, suelen usarse dos valores nominales de la distancia k, una para fines de fabricación (kdet) y otra para fines de diseño (kdes). Así, las distancias h y T1 mostradas en la Figura 15 se obtienen geométricamente como: h = d − 2k (1) h − tw 2 (2) T1 = Aunque existen más de 270 secciones comerciales IR, como se explicó anteriormente, no es posible fabricar el mismo número de secciones cruciformes a partir de dos IR iguales por la limitante de 150 mm. (6 pulg.) de acceso libre, e, para la unión de las placas atiesadoras. Así, el total de secciones cruciformes que se pueden armar a partir de dos perfile IR iguales, y que se incluirán en el próximo Manual IMCA (2012), se reduce a 136. La distancia de acceso libre, e, se puede calcular geométricamente con la siguiente expresión: " d − bf % e= 2$ −tf ' # 2 & (3) 11 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 Propiedades geométricas Como se discutió previamente en el proceso de fabricación de la sección cruciforme, armada con dos perfiles IR iguales, puede apropiadamente asumirse de igual peralte en ambas direcciones. Este hecho hace muy simple el cálculo de las propiedades geométricas de sección IC a partir de las propiedades geométricas existentes de los perfiles laminados IR. En otras palabras, las propiedades geométricas de la sección armada cruciforme se puede obtener con la superposición de los dos perfiles laminados IR idénticos que se usan para su fabricación. Asumiendo peraltes igual en ambas direcciones de la sección IC: § El área (A) de la sección cruciforme es igual a la suma de las áreas de los dos perfiles IR menos el cuadrado del espesor del alma que se duplica en el centro. Para fines prácticos, este último término de segundo orden se puede despreciar. A = ∑ Ai = 2AIR − t w2 2AIR (4) 2 § El momento de inercia (I) se pueden obtener utilizando el teorema de los eje paralelos. La superposición de la inercia centroidal (primer término del teorema), es la suma de las inercias del perfil IR en ambas direcciones (una de ellas está perpendicular a la otra). Los componentes del momento del área (segundo término del teorema) son cero para los dos miembros debido a que sus centroides coinciden con el de la sección IC. Con todo rigor, habría que reducir el término tw4/12, el cual se puede despreciar sin ninguna diferencia práctica. Por tanto: I = I x = I y = ∑ (I i + Ai di2 ) I x _ IR + I y _ IR (5) 2 IR § § Similarmente, los módulos de sección elástico (S) y plástico (Z) se determinan como: S = Sx = Sy Sx _ IR + Sy _ IR (6) Z = Z x = Z y Z x _ IR + Z y _ IR (7) El radio de giro (r), que describe la forma en la que el área transversal se distribuye alrededor de su eje centroidal, se obtiene con la ecuación: r = rx = ry = § I A (8) Analogamente, las constantes de torsión de St. Venant (J) y de alabeo (Cw), se calculan como el doble del perfil IR utilizado para armar la sección IC. En otras palabras: J bi ti3 2J IR 6 placas 3 ∑ (9) 2 I y (h) 2Cw _ IR 4 2 IR Cw ∑ (10) 12 Sociedad Mexicana de Ingeniería Estructural RESISTENCIA A COMPRESIÓN Pandeo por flexión y torsión Esta sección evalúa la resistencia de columnas de sección cruciforme IC a compresión considerando los estados límite de pandeo por flexión y pandeo por torsión. La resistencia nominal a compresión, Pn, de una sección cruciforme, de acuerdo con el ajuste propuesto por Loov (1996) y adaptada por las normas en Canadá (CSA S16, 2009) y en la ciudad de México (NTC-EM, 2004), está dada por la Ecuación 11. Valores similares ser obtendrían con las ecuaciones de pandeo elástico e inelástico de la especificación en Estados Unidos del AISC 360 (2010). −1/n ' ! F $n * Pn = Fy A )1+ # y & , )( " Fe % ,+ (11) En la anterior ecuación: Fy es el esfuerzo de fluencia del acero, A es el área de la sección cruciforme, y n es un parámetro de ajuste que depende del tipo de acero y de sección. Loov (1996) propuso un valor de n = 1.34 para perfiles laminados y armados con aceros grado 50, el cual se ajusta a la curva 2 del SSRC. El esfuerzo de pandeo elástico, Fe, es igual al esfuerzo de Euler (Ecuación 12) cuando solo gobierna el estado límite de pandeo por flexión, e igual al esfuerzo elástico de pandeo por torsión (Ecuación 13) cuando gobierna el estado límite de pandeo por torsión en secciones doblemente simétricos. Fe = π 2E 2 ( KL / r ) " π 2 EC %1 w ' Fe = $ + GJ 2 $# ( K z L ) '& 2I (12) (13) En las ecuaciones anteriores: KL y KzL son las longitudes efectivas de pandeo por flexión y torsión, respectivamente. ECw y GJ son las rigideces torsionales de alabeo y de St. Venant, respectivamente. Para ejemplificar las ecuaciones anteriores, se calcula la resistencia a compresión para los estados límite de pandeo por flexión y torsión de una sección cruciforme IC457x149 (18x100) de acero en grado 50, y asumiendo que las longitudes efectivas de pandeo por flexión y torsión son las mismas (KL=KzL). La Figura 15(a) muestra que los efectos del pandeo torsional en esta sección es más crítico en columnas de esbeltez baja (λ < 1.6). En contraste, columnas de esbeltez mayor estarán principalmente controladas por el pandeo por flexión. Como se ilustra en la Figura 15(b), el límite del parámetro de esbeltez, λ=(Fy/Fe)½, donde se da el cambio del estado límite de control no es constante para todas las secciones IC, aunque varía entre 0.5 y 2.25. Para minimizar el efecto del pandeo torsional, generalmente se colocan placas atiesadoras que disminuyen la longitud efectiva a torsión (KzL). Las Figura 15(c) y 15(d) también muestran las resistencias a compresión de la columna con sección IC457x149 (18x100) de acero grado 50 debidas a los estados límites de flexión y torsión, y en donde las longitudes efectivas de pandeo torsional se redujeron a la mitad y a una tercera parte, respectivamente. Bajo estas nuevas condiciones, el efecto desfavorable del pandeo torsional se reduce, como en la Figura 15(c) donde el cambio de estado límite se desarrolla entre 0.5 y 1.8, e incluso se elimina como se ilustra en la figura 15(d) y en donde, para todas las secciones IC fabricables, solo rige el estado límite de pandeo por flexión. 13 XVIII Congreso Nacional de Ingeniería Estructural P n / F yA Acapulco, Guerrero, 2012 P n / F yA λ λ (a) Sección IC457x149, KL = KzL (b) Secciones IC potenciales, KL = KzL P n / F yA P n / F yA λ λ (c) Sección IC457x149, KL = 0.5KzL (d) Secciones IC457x149, KL = 0.33KzL Figura 15. Resistencia de columnas de sección cruciforme Pandeo local Los requisitos de pandeo local en los patines de secciones cruciforme IC son, en realidad, similares que en secciones IR. Sin embargo, note que las almas en secciones IC están mutuamente restringidas, con lo que se reduce a la mitad la relación ancho espesor (h/2tw) del perfil IC armado respecto al perfil laminado. La tabla 1 muestra las relaciones límite ancho-espesor aplicables en compresión y flexión entre secciones IC compactas y no-compactas (λp) y entre secciones no-compactas y esbeltas (λr). Tabla 1. Relaciones límite ancho-espesor para secciones cruciformes Elemento ancho-espesor λ Compresión λr Flexión λp λr Patines (no atiesados) bf 2t f 0.56 E Fy 0.38 E Fy 1.0 E Fy Almas (atiesados) h 2t w 1.49 E Fy 3.76 E Fy 5.70 E Fy 14 Sociedad Mexicana de Ingeniería Estructural Con base en los límites anteriores, resalta el hecho de que, en las 136 columnas cruciformes potencialmente fabricables, todas las almas se clasifican como secciones compactas. Asimismo, la mayor parte de los patines son secciones compactas, excepto la sección cruciforme IC533x143 (21x96) en grado 50 o superior, y las secciones IC610x310 (24x208) e IC762x268 (30x180) en grado 60 o superior. CORTANTE La resistencia a cortante de una sección cruciforme no solo es contribución del alma paralela a la dirección de la fuerza cortante, sino que además participa los dos patines que también están paralelos a la dirección de la fuerza. Debido a que el alma en dirección de la fuerza cortante, y generalmente los patines en esa misma dirección, serán secciones compactas, el cortante nominal estará dado por la plastificación total de estos tres componente (Cv = 1.0). En otras palabras, la resistencia nominal a cortante Vn de la sección cruciforme es, en cada dirección principal, generalmente igual a: Vn = 0.6Fy (Aw + 2A f ) (14) CONEXIONES Como se mencionó previamente, la conexión viga-columna con placa extrema es muy simple y conveniente de hacer cuando se propongan columnas cruciformes. Lo anterior debido a que las placas extremas, que se sueldan en taller a las vigas principales, se empatan convenientemente con los cuatro patines de la columna cruciforme en las dos direcciones, las cuales se atornillan entre ellas en la obra para generar la conexión rígida. Sin embargo, diversas configuraciones de conexiones rígidas viga IR a columna cruciforme IC son posibles (e.g, conexión con TR (o T-Stub), vigas de sección reducida o RBS, entre otras). Los requisitos de fabricación, así como de análisis y diseño estructural de diversas conexiones precalificadas están detalladamente descritos en las especificaciones AISC-358 (2010). CONCLUSIONES En este artículo, se ha evaluado la conveniencia de usar columnas de sección cruciforme IC, armadas a partir de dos perfiles laminados IR, respecto a otras secciones laminadas (e.g., IR, OR, OC) o armadas (e.g., cajón, IS). Para esta sección armada IC, se discutieron aspectos que repercuten en la fabricación y diseño trabajando como columna. Se ilustraron algunas estructuras como puentes y edificios construidos en México y otros países, y cuyas columnas fueron resueltas con perfiles de sección cruciforme IC. Este trabajo también generó tablas de dimensiones y propiedades geométricas, aunque aquí solo se presentó la metodología empleada para obtenerlas para todas las secciones cruciforme que son potencialmente fabricables. Para estas potenciales secciones cruciformes, se hizo una evaluación de su capacidad a compresión evaluando los estados límite de pandeo por flexión y pandeo por torsión, en sus intervalos elásticos e inelásticos para ambos estados límite. Las secciones cruciformes previamente discutidas mostraron que el pandeo torsional de columnas cruciformes puede regir su diseño en columnas con baja esbeltez. Para minimizar este efecto, generalmente se colocan placas atiesadoras que disminuyen la longitud efectiva a torsión (KzL). Asimismo, se presentaron disposiciones aplicables para la determinación de su capacidad cortante y a pandeo local. Se discutió que, las secciones IC no son generalmente susceptibles al estado límite de pandeo local debido al empleo de secciones laminadas, las cuales son generalmente compactas, así como por la reducción de la relación ancho-espesor de las almas en sección cruciforme. Finalmente, se enfatizó en una de las grandes ventajas con el uso de columnas IC, y es la relacionada con la sencillez y rapidez en el montaje durante la conexión de trabes IR a columnas IC, conexiones que en muchos de los casos se encuentran ya precalificadas por algunas normas de diseño de conexiones. 15 XVIII Congreso Nacional de Ingeniería Estructural Acapulco, Guerrero, 2012 REFERENCIAS AISC (1997), “AISC Advisory Statement on Mechanical Properties Near the Fillet of Wide Flange Shapes and Interim Recommendations”, Modern Steel Construction, American Institute of Steel Construction, Chicago, IL, February, p. 18. AISC-303 (2010). “Code of Standard Practice for Steel Buildings and Bridges”, American Institute of Steel Construction AISC 303-10, AISC, Chicago, IL, USA. AISC-358 (2010). “Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications”. American Institute of Steel Construction ANSI/AISC 358-10. Chicago, IL, USA. AISC-360 (2010). “Specification for structural steel buildings and Commentary”. American Institute of Steel Construction ANSI/AISC 360-10. Chicago, IL, USA. ASTM. (2009). “Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling”. American Standards for Testing Materials. USA. CSA S16 (2009). “CSA Standard CAN/CSA S16-09”. Canadian Institute of Steel Construction. Toronto, Canada. Fabrestructuras (2011). Archivos internos del taller de estructuras de acero Fabrestructuras. Información proporcionada por el Ing. Fernando Frías Beltrán. Frías F. y Cincúnegui, C. (2011). Comunicación personal. IMCA (2012). “Código de Prácticas Generales del IMCA”. Instituto Mexicano de la Construcción en Acero, A.C. Actualización en proceso. Manual IMCA (2002). “Manual de Construcción en Acero, Diseño por Esfuerzos Permisibles”. Instituto Mexicano de la Construcción en Acero, A.C. Editorial Limusa. México D.F. Manual IMCA (2012). “Manual de Construcción en Acero”. Instituto Mexicano de la Construcción en Acero, A.C. Actualización en proceso. Loov, R. (1996). “A simple equation for axially loaded steel column design curves”. Canadian Journal of Civil Engineering. February. NTC (2004). “Normas Técnicas Complementarias para el Diseño y Construcción de Estructuras Metálicas”. Gaceta Oficial del D.F. 16

© Copyright 2026