
universidad de guayaquil facultad de ingeniería
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA “EVALUACIÓN Y ANÁLISIS DE LOS INDICADORES DE LA PRODUCTIVIDAD EN LA EMPRESA ECUAPAR ÁREA METALISTERÍA LÍNEA DE MANIJA, PROPUESTA DE MEJORA.” AUTOR BELTRÁN IÑIGUEZ JUAN CARLOS DIRECTOR DEL TRABAJO ING.IND. ALBERTO BRAN CEVALLOS MSC 2015 GUAYAQUIL-ECUADOR ii DECLARACIÓN DE AUDITORÍA “La responsabilidad del contenido de este Trabajo de Titulación, me corresponde exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial de la Universidad de Guayaquil.” ………………………………………… BELTRÁN IÑIGUEZ JUAN CARLOS C.I.: 0930510698 iii DEDICATORIA A la memoria de mi abuela, que fue madre, amiga, consejera a la cual le debo todo lo que puedo ser. iv AGRADECIMIENTO A Dios, por ser la fuerza espiritual, el motor que impulsa mi vida, a mis Padres y mis Hermanos cuyas enseñanzas me formaron a ser una persona correcta y su apoyo incondicional en todo lo que pueda emprender. A mis amigos que conocí en el camino, quienes con consejos, apoyo sumaron y aportaron a mi carrera estudiantil. A los jefes que he tenido, quienes me han enseñado y formado como profesional, especialmente a la alta gerencia de la empresa Ecuapar S.A quienes me permitieron desarrollar mi trabajo de titulación. v ÍNDICE GENERAL N° Descripción Pág. PRÓLOGO 1 CAPÍTULO I INTRODUCCIÓN Y MARCO TEÓRICO N° Descripción Pág. 1. Producción 2 1.1. Generalidades 2 1.1.1. Definición 2 1.2. Sistemas productivos 3 1.3. Gestión de la producción 4 1.4. Logística integral 5 1.4.1. Actividades logísticas 7 1.5. Decisiones en los sistemas productivos 7 1.6. Dirección de operaciones 9 1.6.1. Enfoques de la dirección de operaciones 10 1.6.2. Enfoque flujo de materiales 10 1.6.3. Enfoque actividades 11 1.6.4. Enfoque utilización de los recursos 11 1.7. Sistemas de gestión 12 1.7.1. Etapa de ideación 13 1.7.2. Etapa de planeación 14 1.7.3. Etapa de implementación (gestión) 14 1.8. Caracterización del sector manufacturero del 15 país 1.9. Herramientas de análisis y diagnostico 17 1.9.1. Diagrama causa efecto 17 vi N° Descripción Pág. 1.9.2. Utilidad del diagrama causa-efecto 17 1.9.3. FODA 17 1.9.4. Estudios de tiempos 18 1.9.5. Herramienta 5´s 21 1.10. Aportes científicos relacionados al objeto en 23 estudio 1.10.1. Antecedentes generales de la empresa 24 1.10.2. Constitución 24 1.10.3. Actividad económica 24 1.10.4. Ubicación geográfica 25 1.10.5. Productos o servicios 25 1.10.6. Estructura organizacional 26 1.10.7. Recursos 27 1.10.8. Humanos 27 1.10.9. Tecnológicos 27 1.11. Análisis situación de la empresa 28 1.11.1. Procesos 28 1.11.2. Macro procesos 28 1.11.3. Cadena de valor 31 1.11.4. Procesos claves 34 1.11.5. Procesos críticos 35 1.11.6. Procesos productivos 36 1.11.7. Indicadores de producción 37 1.11.8. Indicadores de gestión 38 1.11.9. Identificación y priorización de problemas 40 CAPITULO II METODOLOGÍA N° Descripción 2.1. Diseño metodológico Pág. 42 vii N° Descripción 2.1.1. Tipos de investigaciones 42 2.1.2. Cumplimiento del objetivo propuesto 47 2.1.3. Área de estudio 48 2.1.4. Técnicas de recolección de datos 50 2.2. Métodos y técnicas de investigación 51 2.2.1. Método 51 2.2.2. Técnica de investigación 52 2.2.2.1. Análisis causa efecto 52 2.2.2.1.2. Problema: Pág. Improductividad en el área de 52 manijas 2.2.2.2. Estudio de tiempo del proceso en estudio 58 2.2.2.2.1 Diagrama de flujo del proceso de manijas 58 2.2.2.2.2. Determinación de los tiempos por cada estación de 59 trabajo 2.2.2.3. Análisis de fortalezas y debilidades 65 2.2.2.4. Aplicación del diagrama a, b, c 66 2.2.2.5. Sistema de control de producción 70 2.2.2.6. Impacto económico 79 2.3. Diagnostico situacional 79 CAPITULO III PROPUESTA N° Descripción 3.1.1. Planteamiento Pág. de alternativas de solución a 80 problemas 3.1.2. Costo solución 84 3.1.3. Evaluación del costo solución 85 3.1.4. Costo beneficio 87 3.2. Conclusiones y recomendaciones 87 3.2.1. Conclusiones 87 viii N° Descripción 3.2.2. Recomendaciones 88 GLOSARIO DE TÉRMINOS 90 ANEXOS 91 BIBLIOGRAFÍA Pág. ix ÍNDICE DE GRÁFICOS N° Descripción Pág. 1 Diagrama de macro proceso 28 2 Diagrama de flujo Ecuapar 30 3 Análisis situación actual de la causa efecto de la 52 empresa 4 Diagrama de flujo del proceso de manijas 58 5 Defectos mes de julio 67 6 Defectos mes de agosto 68 7 Defectos mes de septiembre 68 8 Defectos mes de octubre 69 9 Defectos mes de noviembre 69 10 Defectos mes de diciembre 70 11 Tiempos ciclos de operación 71 12 Tiempos ciclos de operación vs T. Takt 72 13 Capacidad de producción turno de 8 horas 73 14 Cumplimiento mes de julio 76 15 Cumplimiento mes de agosto 76 16 Cumplimiento mes de septiembre 77 17 Cumplimiento mes de octubre 77 18 Cumplimiento mes de noviembre 78 19 Cumplimiento mes de diciembre 85 20 Proyección con optimización T. Ciclo vs T. Takt 85 x ÍNDICE DE CUADROS N° Descripción Pág. 1 Clases de decisiones de producción 2 Productos que elabora la empresa 26 3 Personal de la empresa Ecuapar 27 4 Principales equipos utilizados en Ecuapar 27 5 Cadena de valor 31 6 Tipos de investigaciones 42 7 Estación 1 59 8 Estación 2 60 9 Estación 3 60 10 Estación 4 61 11 Estación 5 61 12 Estación 6 62 13 Estación 7 62 14 Estación 8 63 15 Estación 9 64 16 Defectos críticos manija júpiter 65 17 Defectos críticos manija júpiter año 2014 66 18 Tiempos ciclos línea manijas 71 19 Capacidad de proceso 1 74 20 Capacidad de proceso 74 21 Cumplimiento de la producción año 2014 75 22 Impacto en tendencia 79 23 Costo solución 84 24 Equilibrio de línea 85 25 Proyección con optimización en operaciones saturadas 86 26 Proyección con optimización vs operaciones saturadas 87 8 xi ÍNDICE DE ILUSTRACIONES N° Descripción Pág. 1 Administración de operaciones 2 El sistema de gestión como herramienta 12 3 El sistema de gestión 13 4 Utilidad del diagrama causa-efecto 18 5 Ubicación de la empresa Ecuapar S.A 25 6 Planta metalistería 49 7 Área de manijas 50 8 Mal corte según orden de producción 53 9 Falta de mantenimiento en matrices 54 10 Prácticas de manufacturas no adecuadas 55 11 Sobre - producción 56 12 Material aboyado 57 13 Cordón de soldadura 57 14 Estación 1 59 15 Estación 2 60 16 Estación 3 61 17 Estación 4-5 62 18 Estación 6-7 63 19 Estación 8 63 20 Estación 9 64 21 Ejemplo de instructivos de procesos 82 22 Ejemplo de dispositivo de control 83 4 xii ÍNDICE DE ANEXOS N° Descripción Pág. 1 Organigrama Ecuapar 2015 92 2 Distribución de planta manijas 93 3 Instructivo de calidad manija júpiter estación 1-2 94 4 Instructivo de calidad manija júpiter estación 3-4-5 95 5 Instructivo de calidad manija júpiter estación 6-7-8 96 6 Instructivo de calidad manija júpiter estación 8-9 97 xiii AUTOR: TÍTULO: DIRECTOR: BELTRÁN IÑIGUEZ JUAN CARLOS EVALUACIÓN Y ANÁLISIS DE LOS INDICADORES DE LA PRODUCTIVIDAD EN LA EMPRESA ECUAPAR, ÁREA DE METALISTERÍA LÍNEA DE MANIJA, PROPUESTA DE MEJORA. ING. IND. BRAN CEVALLOS JOSÉ, MSC. RESUMEN En este trabajo de titulación, se ha desarrollado un análisis y evaluación a los indicadores de la productividad en la empresa Ecuapar. Con la finalidad de establecer metodologías acordes al ritmo del proceso productivo, identificando las restricciones que se presentan durante el proceso, debido a que se desea convertirse en un proveedor exclusivo de maquila dentro del sector de línea blanca. Para lo cual se levantó información y evaluó cada proceso, donde se identificó el problema principal en la poca capacidad de producción por falta de flexibilidad y excesivo tiempo utilizado para la elaboración de cada ítem, en el área de metalistería línea manijas. Por lo cual se propuso la implementación del sistema TOC. De la elaboración de la manija júpiter cada operación es analizada definiendo los tiempos ciclos (16.48 seg) para posteriormente compararlos con los tiempos TAKT (11 seg) y determinar que operaciones no agregan valor o están sobre cargadas, tomando referencia los desperdicios que existen en la manufactura esbelta. Finalmente se propone un balance de línea de acuerdo a la capacidad de cada operación obteniendo un 38 % de productividad, optimizando y aprovechando al máximo los recursos utilizados, capacitaciones a los colaboradores, se implementan instructivos, procedimientos para estandarizar los procesos y tener un mayor control de todas las operaciones. PALABRAS CLAVES: TOC, Takt, Restricciones, Ciclos, Metodologías, Instructivos, Manijas, Balance. Beltrán Iñiguez Juan CC: 0930510698 Ing. Ind. Bran Cevallos José Msc. DIRECTOR DEL TRABAJO xiv AUTHOR: SUBJECT: BELTRÁN IÑIGUEZ JUAN CARLOS EVALUATION AND ANALYSIS OF THE PRODUCTIVITY INDICATORS AT THE ECUAPAR COMPANY, METALISTERÍA AREA LINE OF HANDLE, AN IMPROVEMENT PROFFIT. DIRECTOR: IND. ENG. BRAN CEVALLOS JOSÉ, MSC. ABSTRACT In this work, It has been analyed and evaluation indicators of productivity in the Ecuapar company.In order to establish methodologies according to the rhythm of the productive process, identifying restrictions that arise during the process, in order to become an exclusive supplier of maquila in the white line sector. For which information was raised and evaluated each process, where the main problem was identified in the small production capacity for lack of flexibility and excessive time used for the production of each item, in the area of metalworking handles line. Therefore the implementation of the top system was proposed. The development of Jupiter handle, each operation was analyzed by defining determined cycles times (16.48 seg), later compared with the TAKT times (11 seg) and determined that operations do not add value or are over loaded, taking as reference the waste that exists in the lean manufacturing. Finally, it is proposed a line balance according to the capacity of each operation getting a 38 % of productivity, optimizing and maximizing the resources used, trainings for employees, the implement of standardized processes and gain greater control of all operations. KEY WORDS: TOC, Takt, Restrictions, Cycles, Methodologies, Instructive, Handles, Balance . Beltrán Iñiguez Juan CC: 0930510698 Ind. Eng. Bran Cevallos José Msc. DIRECTOR OF WORK PRÓLOGO El siguiente trabajo de titulación, tiene como objetivo desarrollar una cultura de trabajo, mostrando los paradigmas que hacen o crean restricciones en nosotros haciéndonos improductivos, desarrollado en la parte productiva del área de metalistería - línea de manija. Basado en las herramientas de la ingeniería industrial, se toman los datos necesarios, para su análisis correspondiente. Este trabajo se encuentra dividido en tres capítulos, que va desde el planteamiento del problema, la situación actual del proceso, llegando hasta un planteamiento del proceso adecuado. El capítulo 1, Presenta la información referente a los sistemas de producción y su herramienta respectiva, también indica información de la Empresa en estudio como: ubicación geográfica, productos o servicios, estructura organizacional, recursos humanos, tecnológicos, análisis situación de la empresa, procesos claves, procesos críticos, procesos, indicadores, llegando a la identificación y priorización de problemas El capítulo 2, evalúa la situación actual mediante un diseño metodológico, el cual nos enseña y da las directrices de las herramientas y técnicas adecuadas para el análisis de los datos , logrando identificar el impacto económico de $2552 mensuales y el diagnostico situacional de que existen operaciones cargadas con tiempos no acordes a los requeridos. El capítulo 3; desarrolla la aplicación de la herramienta TOC en base a las restricciones identificadas, realiza un balance optimizando los recursos y su tiempo ciclo a un 38% cumpliendo con el objetivo propuesto concluyendo con una relación costo-beneficio con rentabilidad y factibilidad hacia la empresa. CAPÍTULO I MARCO TEÓRICO 1. Producción 1.1 Generalidades La producción es tan antigua como la sociedad humana, desde que el hombre vive en comunidad con sus semejantes ha buscado varias formas de obtener los bienes para satisfacer sus necesidades. Inicialmente lo hizo de manera agrupada utilizando medios rudimentarios, pero a medida que estos se han convertido en boletos se las ha ingeniado para construirlos más eficientes de tal manera que faciliten el proceso productivo; ya que la evolución de la producción se caracteriza por la evidente distancia que separan el origen del proceso del consumo final y servicios. En la actualidad la función producción tiene un impacto decisivo en la economía de un país debido a que este sector genera mayor número de empleos y la productividad generada por los empleados es esencial para el desarrollo y bienestar de una sociedad. 1.1.1 Definición Antes de definir lo que conceptualiza la producción debemos tener en cuenta que es un proceso. Son aquellos sistemas interconectados que forman cadenas de suministros en una organización. Se denomina así al conjunto de eslabones (conocida a veces como la cadena de valor), que se establece entre proveedores de materiales y servicios. Abarca los procesos de transformaciones mediante los cuales las ideas y las materias se convierten en bienes y servicios terminados para proveer a los clientes de una compañía. Introducción y marco Teórico 3 “Un proceso toma insumos para procesarlos mediante una serie de operaciones cuya secuencia y número se especifica para cada caso. Las operaciones pueden ser simples o múltiples y asumen características diferentes según se desee: mecánica, química, de ensamblado, de inspección o control, de recepción, etc.” ( Producción para Competir, El Análisis del Proceso). “Un proceso es un conjunto actividades organizadas y definidas, diseñadas con el propósito de generar una salida específica, orientado hacia un cliente o mercado en particular”. Thomas H. Davenport Es la adición de valor a un bien (producto – servicio) por efecto de una transformación. (CHAUVEL, pág. 4). Es la transformación de los recursos en bienes y servicios que proporcionan una utilidad al consumidor (ADAN. JR RONALD, pág. 31). Es el proceso en el que se transforman determinados elementos naturales o semielaborados en bienes útiles al hombre, este proceso se aplica también a la realización de actividades que satisfacen necesidades y que no tienen expresión material, que se denomina servicio (Brand, pág. 248). La producción es el proceso sistematizado cuyo fin es crear productos y servicios con valor agregado. (Elwood Spencer Buffa). Cualquier proceso o procedimiento utilizado para crear bienes o servicios que tengan cierta utilidad o valor (BITTEL & RAMSEY, pág. 355). 1.2. Sistemas productivos Un sistema de producción puede ser visto como un conjunto de actividades dentro del cual la creación del valor puede ocurrir. En un extremo del sistema están los inputs. En el otro extremo están los outputs Introducción y marco Teórico 4 Conectando a ambos están una serie de operaciones o procesos, almacenajes e inspecciones. La figura I representa un sistema de producción simplificado. (monografias.com, 2014) Un sistema de producción consiste en insumos, procesos, productos y flujos de información, que lo conectan con los clientes y el ambiente externo. Los insumos incluyen recursos humanos (trabajadores y gerentes), capital (equipo e instalaciones), materiales y servicios comprados, tierra y energía. Los círculos numerados representan las operaciones por las que se deben pasar los productos, los servicios o los clientes, y en los cuales se usan proceso) (Paz & Goméz). FIGURA N°1 ADMINISTRACIÓN DE OPERACIONES Fuente: libro investigación de operaciones, año 2009 Elaborado por: Beltrán Iñiguez Juan 1.3. Gestión de la producción En la actualidad, es una cuestión innegable el hecho de que las organizaciones se encuentran inmersos en entornos y mercados competitivos y globalizados; entornos e los que toda organización que desee tener éxito (o, al menos, subsistir) tiene la necesidad de alcanzar “buenos resultados” empresariales. Introducción y marco Teórico 5 Para alcanzar estos “buenos resultados”, las organizaciones necesitan gestionar sus actividades y recursos con la finalidad de orientarlos hacia la consecución de los mismos, lo que a su vez se ha derivado en la necesidad de adoptar herramientas y metodologías que permiten a las organizaciones configurar su sistema de gestión. (Sanz, Calvo, Perez, Zapara, & Panchon, pág. 9) Conjunto de actividades, sobre el sistema productivo encargada de: Diseñar, Gobernar, Controlar. El sistema productivo tradicional comprende el flujo de materiales desde el proveedor hasta la entrada del almacén de productos terminados. (Valhondo, pág. 9). El propósito de la Gestión de Procesos es direccionar a que todos los procesos se desarrollen de una forma coordinada y segura, mejorando y creando satisfacción en todos los colaboradores (clientes, accionistas, colaboradores, proveedores, la comunidad en general). El Enfoque Basado en Procesos se define en la Identificación y Gestión Sistemática todos los procesos desarrollados dentro y fuera de la organización y en particular las interacciones entre los tales procesos (9000:2008, ISO) 1.4. Logística integral Significa que las procesos de una organización deben ser enfocadas como un conjunto dentro de un sistema y no como obligación de una sola área en particular que monopolice la dinámica del objetivo de lograr las metas empresariales, todas las funciones de la empresa están interrelacionadas entre si permitiéndose analizar de forma transversal logrando el flujo de comunicación adecuado. En general, la logística integral resalta a los procesos que agilitan el flujo de bienes y servicios desde la óptica de origen al de consumo, agrupando los movimientos externos e internos, tanto como los de entrada y salida, Introducción y marco Teórico 6 es decir considerando a los proveedores de materias y de insumos, a fabricantes y a la cadena de distribución, con el objetivo de satisfacer los requerimientos del cliente o consumidor final. El propósito de la gestión logística será aumentar los niveles de satisfacción en el servicio de los clientes y disminuir los costos. Hoy día la forma de negociar obliga a que las empresas gestionen teniendo en consideración factores internos y externos, no deben funcionar como organizaciones aisladas, sino como un conjunto de una cadena de suministro, permitiendo mantener satisfecho al consumidor final y que no desaparezca la empresa que hace parte de la cadena. Para lograr administración adecuadamente la cadena de suministro se promueven cuatro clases de integración: 1.- Integración por funciones tales como actividades de compras, manejo de inventarios, manufactura, almacenamiento, y transporte. 2.- Integración espacial mediante de la dispersión geográfica o ubicación estratégica de fábrica, proveedores, clientes y cadenas de distribución. 3.- Integración inter-temporal de todas las actividades de planeación estratégica, metódica, táctica y operativa de cada empresa en conjunto de su cadena. 4.- Integración empresarial añade los planes de suministros en toda la cadena, los planes de ventas y mercadeos y los planes con proyección financieros. La relación existente entre proveedor - empresa sugiere ser del trato gana-gana, es decir tratar que las acciones tomadas que se realicen, beneficien a los proveedores y a la empresa en general. Para cumplir este objetivo es recomendable planificar adecuadamente los programas de suministros con los programas de producción, los cuales deben programarse en conjunto con los proveedores de tal manera que de un valor agregado y optimice los procesos. Introducción y marco Teórico 7 Para que las relaciones que existen entre los diferentes integrantes de la cadena de suministro se lleven a cabo de la forma más eficaz es importante contar con herramientas y medios tecnológicos que desarrolle un mejor servicio y optimice el proceso logístico. (Dataec, 2014) 1.4.1. Actividades logísticas (según J.L Heskett) • Realización de previsiones • Gestión despedidos • Planificación maestra • Expedición de productos de los depósitos de consumidor • Gestión de stocks de productos acabados • Manutención en los depósitos de distribución • Transporte de la planta a los depósitos • Acondicionamiento y embalaje • Programación de la fabricación • Gestión de los stocks y almacenes de fábrica de piezas y subconjuntos fabricados • Control de la obra en curso • Suministro a línea • Transporte interplantas de smielaborados • Control de las fases de elaboración exterior • Gestión de los almacenes de materias primas y componentes del proveedor a la planta • Gestión de stocks de materias primas y componentes de procedencia exterior • Cálculos de necesidades • Aprovisionamiento. (Valhondo, pág. 17) 1.5. Decisiones en los sistemas productivos Básicamente se divide en dos tipos de decisiones: direcciones de diseños y dirección de operaciones. Introducción y marco Teórico 8 Dirección de diseño • Conjunto de decisiones vinculadas con el diseño, construcción y planificación de los sistemas con la finalidad de obtener cierto bien y/o servicio. • Medio –largo plazo Dirección de operaciones • Conjunto de decisiones vinculadas con el control del sistema y su funcionamiento. • Medio- Corto plazo (Valhondo, pág. 18) El diseño del sistema de producción a largo plazo resulta ser una de las decisiones principales, condicionando la gestión de las operaciones, incluso en el corto plazo. En este sentido, la figura 3 recoge las principales decisiones de una y otra categoría. En el caso de las decisiones a largo plazo resultan ser las siguientes: CUADRO N° 1 CLASES DE DECISIONES DE PRODUCCIÓN Clases de Decisiones de diseño (a Decisiones operativas decisiones largo plazo) (a corto plazo) Producto Selección de productos a Cantidades a producir fabricar según el estudio del según la demanda mercado. esperada y los inventarios acumulados. Proceso Selección del productivo y proceso Análisis clases bienes de equipo. de trabajo. de flujos de Introducción y marco Teórico 9 Capacidad Determinación capacidad la Programación productiva inversión equipo de de e bienes de la e producción. de Control de costes. instalaciones técnicas. Inventarios Fijación del nivel general de Control de inventarios, inventarios y diseño de su Flujos de materiales. control y conservación. Localización y Determinación de la Análisis de flujos de distribución en localización y distribución trabajo. planta física de la planta (lay-out). Tareas y Diseño de tareas y puestos Control de productividad puestos de trabajo. y motivación de la fuerza Valoración de puestos y de trabajo. sistemas de remuneración. Calidad Plan de mejora de la calidad. Control de calidad. Mantenimiento Plan de prevención renovación de equipos. y Control de costes. Control de averías. Fuente: (Adeudima, 2015) Elaborado por: Beltrán Iñiguez Juan 1.6. Dirección de operaciones Son todos aquellos factores que tienen como finalidad la consecución de objetivos en niveles operativos definiéndose a continuación: • Colaborar a alcanzar los objetivos planteados al sistema productivo – lógico (siendo el alcance de los objetivos generales de la compañía al área de distribución y producción) de la manera más eficiente, a través de la implementación de las políticas, decisiones, estrategias, y acciones oportunas. Introducción y marco Teórico 10 • Finalmente los objetivos del sistema productivo-logístico estarán enfocados en factores de: calidad - cantidad, costos y plazos de entregas. • 1.6.1. • La eficiencia estará sujeta al consumo de recursos e insumos. Enfoques de la dirección de operaciones Tipos de enfoques para la problemática de las operaciones: o El enfoque flujo de materiales a través del sistema o El enfoque conjunto de actividades u operaciones de proceso que transforman los productos al ser realizadas simultánea o sucesivamente. o El enfoque utilización de la capacidad limitada de los recursos productivos y de distribución del sistema • La DO debe tener en cuenta estos tres enfoques altamente correlacionados • La DO es la gestión simultánea del flujo de materiales, de las actividades de proceso y de la capacidad de los recursos, en función de los objetivos impuestos al sistema físico. 1.6.2. • Enfoque flujo de materiales Útil para adquirir una idea intuitiva de las transformaciones de los materiales dentro de un mismo flujo a medida que avanza el proceso productivo (convergencias y divergencias). • La gestión de stocks intermedios implica la gestión de los flujos y viceversa • Para obtener una tasa en el flujo de salida de los productos será preciso imponer una tasa adecuada en los flujos de entrada de materiales exteriores e internos. o Encadenamiento formal de los flujos (procedimiento Kanban) o Métodos de regulación menos explícitos (gestión clásica de stock) Introducción y marco Teórico 11 1.6.3. • Enfoque actividades Conceptos similares a los utilizados en planificación de proyectos (ligaduras potenciales, acumulativas y disyuntivas). • El proceso de fabricación o ruta es la sucesión de operaciones (PERT / ROY / CMV) necesarias para pasar de los materiales a los productos. • La estructura de convergencias y divergencias deberá ser similar a la existencia de la lista de materiales. • En la práctica la ruta global describe por tramos o rutas parciales conteniendo las operaciones que significan una transformación con cierta entidad dentro del proceso productivo. • La composición de todos los grafos PERT / ROY / CMV de las rutas parciales da lugar al grafo PERT / ROY / CMV del proceso de fabricación • Asociando duraciones (tiempos de procesos) a los arcos del grafo de un producto, su camino critico nos indica el tiempo operatorio mínimo estrictamente necesario para fabricar un producto partiendo de cero. 1.6.4. • Enfoque utilización de los recursos Ligado con las restricciones impuestas por la capacidad limitada de los recursos y por la idea de cuello de botella • El elemento del sistema productivo que más limitaciones marque al flujo de materiales o a la realización de operaciones define la tasa máxima de producción del sistema. • La gestión de los elementos de menor tasa adquiere aspecto critico cuando la tasa máxima está a poca distancia de la tasa ideal (necesaria para satisfacer los objetivos del sistema) • Los cuellos de botella pueden ser intrínsecos al sistema productivo (simplifica la gestión) o bien tributarios del programa productivo (variedad de productos) que se desea realizar. Introducción y marco Teórico 12 • “Una hora perdida en un recurso critico es una hora perdida para el sistema productivo, una hora perdida en un recurso no critico no repercute necesariamente en el sistema” (E. Goldratt en su Teory of Constrains TOC y anteriormente en OPT) 1.7. Sistemas de gestión En la actualidad, es indiscutible el hecho de que las empresas se encuentran sumergidas en entornos y mercados competitivos y globalizados; entornos en los que toda empresa que desee prosperar(o, por menos, sobrevivir) tiene la necesidad de lograr “excelentes resultados” empresariales. Para lograr estos “excelentes resultados”, las empresas necesitan que sus actividades y recursos sean gestionados correctamente con la finalidad de orientarlos hacia el objetivo propuesto, los que se ha derivado su vez en la necesidad de implementar herramientas y metodologías que permiten a las empresas configurar su sistema de gestión. Un Sistema de Gestión, por consiguiente, permite a una organización implementar las metodologías, las responsabilidades, funciones, asignación de recursos, y actividades que se desarrollen dentro de un sistema. Siempre se enfoca hacia el logro de esos “excelentes resultados” que se desea, o lo que es igual, el logro de los objetivos establecidos. FIGURA N°2 EL SISTEMA DE GESTION COMO HERRAMIENTA Fuente: (Sanz, Calvo, Perez, Zapara, & Panchon) Elaborado por: Beltrán Iñiguez Juan Introducción y marco Teórico 13 Se definen cuatro etapas en este proceso, que convierten de este sistema, un proceso cíclico virtuoso, pues en la forma que el ciclo se repita constantemente y recursivamente, se obtendrá en cada ciclo, una oportunidad de mejora. Estas cuatro etapas del sistema de gestión son: 1. Etapa de Ideación 2. Etapa de Planeación 3. Etapa de Implementación 4. Etapa de Control FIGURA N° 3 EL SISTEMA DE GESTIÓN Fuente: http://mejoratugestion.com/mejora-tu-gestion/que-es-un-sistema-de-gestion/ Elaborado por: Beltrán Iñiguez Juan 1.7.1. Etapa de ideación La finalidad de esta etapa es enfocarse en la idea de orientar los primeros pasos del desarrollo de creación que se obtiene con el sistema de gestión propuesto. La idea principal de este proceso es definir claramente el objetivo perseguido y de la consecutiva a desarrollarlo, es conclusión Introducción y marco Teórico 14 “Qué queremos alcanzar?”. Definiendo lo que se quiere alcanzar, se procede al “Cómo lograrlo?” y seguimos a la siguiente etapa. 1.7.2. Etapa de planeación (planificación) La planificación es una etapa fundamental y el punto de origen de la acción directiva, ya que define el establecimiento de sub-objetivos y la estrategia de acción para alcanzarlos. En esta etapa, se puntualiza las estrategias que se utilizarán, la estructura organizacional que se necesita, el recurso humano que se asigna, el tipo de tecnología que se adecuada, el tipo de insumos que se utilizan y la clase de mediciones que se ejecutarán en todo el proceso. 1.7.3. Etapa de implementación (gestión) Generalmente, se define por gestión, el efecto y la acción de administrar. Pero, en un enfoque empresarial, esto se entiende a la dirección que toman las decisiones y las estrategias para lograr los objetivos trazados. Es importante resaltar que las decisiones y acciones que se toman para conseguir un propósito trazado, se argumenten en los mecanismos o instrumentos administrativos (procedimientos, tácticas, estrategias, presupuestos, etc.), que están sistémicamente vinculados y que se obtienen del proceso de planificación. 1.7.4. Etapa de control: El control es una gestión administrativa, puramente reguladora, permitiendo verificar (constatar, comparar, palpar, evaluar o medir), si la variable seleccionada (sea esta una actividad, un proceso, unidades, un sistema, etc.), está cumpliendo dentro de los objetivos esperados o está alcanzando los resultados deseados. Introducción y marco Teórico 15 Es importante resaltar cuyo fin del control es la detección de errores, variaciones, fallas o diferencias, en comparación a un planteamiento inicial, para su corrección y/o prevención. Por ende, el control debe estar ligado con los objetivos definidos inicialmente, debe alcanzar la medición y cuantificación de los resultados obtenidos, la detección de desviaciones y el planeamiento de medidas correctivas y preventivas que permita disminuir o eliminar dichas desviaciones. Siendo las siguientes etapas control: o Definición de los estándares para la medición y comparación o Indicador del desempeño: o Detección de las desviaciones en relación al estándar o el mínimo establecido: o Definición de acciones correctivas y preventivas (Vergara, 2014). 1.8. Caracterización del sector manufacturero del país El sector primario El sector primario abarca los procesos de extracción directa de bienes de la naturaleza, en bruto sin la implicación de un proceso alguno. Generalmente, se entiende al sector: la silvicultura, la minería, la ganadería, la agricultura, y la pesca. En el País la parte agrícola es un sector dinámico y vital de la economía, considerado como una fuerza laboral puntual, además provee de un ingreso aproximadamente del 40% en la población llegando aportar el 50% de las divisas para el país. El sector secundario El sector secundario hace referencia a las actividades en donde se involucra la conversión o transformación de alimentos y materias primas por medio de los diferentes procesos productivos existentes. Introducción y marco Teórico 16 Se añaden en este sector la siderurgia, las industrias metalmecánicas, mecánicas, la química, la textil, la producción de servicios, bienes de consumo, industrias Software y hardware informático, etc. También son consideradas las industrias que transforman o convierten materias primas en bienes o servicios que satisfacen las necesidades humanas, ratificándolo Benalcázar en su Libro Análisis del Desarrollo Económico del Ecuador 1989, concluyendo que los países se diferencian por el grado superior de desarrollo así, en “industrializados”, “desarrollados” y los que proveen de materia prima “en vías de desarrollo”. El sector terciario El sector terciario encierra las actividades en la cual se necesitan diferentes clases de equipos y de trabajo humano para comprender las demandas de transporte, telecomunicaciones y actividades financieras como son los seguros, la bolsa, la banca. Este sector está constituido por las actividades orientadas a “la generación de servicios básicos tales como: electricidad, gas y agua, obras públicas y construcciones, comercio, hoteles, restaurantes y bares, transporte, almacenamiento, telecomunicaciones y comunicaciones, finanzas, alquiler de vivienda, bancos e inmobiliarias, y otros servicios intangibles prestados a empresas y a hogares”. (slideshared, 2015) En el Ecuador, la economía se sostiene en seis sectores • Enseñanza y salud • Transporte • Manufactura • Agricultura • Construcción • Petróleo (Revistaslideres.com, 2015) Introducción y marco Teórico 17 1.9. Herramientas de análisis y diagnostico 1.9.1 Diagrama causa efecto Es una herramienta de análisis que nos permite obtener un cuadro, detallado y fácil de visualización, de las diversas causas que pueden originar un determinado efecto o problema. Fue concebido por el licenciado en química japonés Dr. Kaoru Ishikawa en el año 1943. (Wikipedia, 2014) Suele aplicarse a la investigación de las causas de un problema, mediante la incorporación de opiniones de un grupo de personas directa o indirectamente relacionadas con el mismo. Por ello, está considerada como una de las 7 herramientas básicas de la calidad, siendo una de las más utilizadas, sencillas y que ofrecen mejores resultados. El diagrama causa-efecto se conoce también con el nombre de su creador, el japonés Kauro Ishikawa (diagrama de Ishikawa), o como el “diagrama de espina de pescado”. 1.9.2 Utilidad del diagrama causa-efecto Podemos decir que el diagrama causa-efecto es útil para: a) Determinar las posibles causas de un problema b) Agrupar estas causas en diferentes categorías o factores. c) Orientar las posteriores acciones correctoras hacia las causas identificadas (especialmente si se identifican las causas principales). d) Proporcionar un nivel común de compresión. Al final de la reunión, el diagrama causa efecto es el mismo para todos, con independencia de las causas que cada uno, individualmente, fuese capaz de identificar. e) Reflejar la dispersión del conocimiento del equipo. Cuanto más ramificado este un diagrama causa-efecto, será señal de una mayor diversidad de causas identificadas. Introducción y marco Teórico 18 En definitiva, es una herramienta que fomenta el pensamiento creativo de los componentes de la organización y el trabajo en equipo, aplicando estos principios al análisis de problemas en la organización. FIGURA N°4 UTILIDAD DEL DIAGRAMA CAUSA-EFECTO. Fuente: http://cmapspublic3.ihmc.us/rid=1G6QLLFF1-22VHWKG-2J05/Ishikawa.cmap Autor: Beltrán Iñiguez Juan 1.9.3. FODA En el mecanismo de planificación estratégica, en donde utiliza diversas herramientas de análisis de la cual se obtiene información que facilitaran la toma de decisiones acertadas dentro de los diferentes departamentos de las organizaciones. Una de las herramientas más común, por su utilidad y gran sencillez, es el análisis FODA. Las conclusiones de un análisis FODA (SWOT en el idioma inglés; FOCA, DOFA, DAFO, etc. en el idioma español, según el orden y la traducción de los elementos que le constituyen) es un diagnóstico muy ampliamente preciso de la situación actual del entorno externo e interno de la organización. Facilitando a la alta gerencia la toma de estratégicas y tácticas. decisiones Introducción y marco Teórico 19 La herramienta FODA se divide en cuatro conceptos: fortalezas, oportunidades, debilidades y amenazas. Los criterios para ubicar una variable, hecho o dato en una de estas cuatro categorías son generalmente dos: 1. Si son externos o internos a la organización 2. Si son inconvenientes o convenientes para la organización Las amenazas y las oportunidades son elementos externos a la organización en las cuales no se puede modificar ni controlar, pero sí manejar y aprovechar. Las debilidades y las fortalezas son factores internos en donde la organización sí puede controlar. Es fácil deducir que las oportunidades y las fortalezas son aspectos favorables para la organización y las amenazar y las debilidades son aspectos desfavorables. Por consiguiente, se pueden plantear los siguientes conceptos: Fortalezas: Son las capacidades y características internas de la organización que le han aportado a llegar al nivel actual de éxito y lo que le diferencia de la competencia (ventaja competitiva). La organización tiene el control absoluto sobre ellas y son muy relevantes. Podemos decir que son ejemplos: la porción de mercado, el posicionamiento en el mercado, la exclusividad de un producto de punta, recursos humanos fieles, leales y motivados, salarios dignos, competitivos, modelo gerencial exitoso, procesos muy eficiente en producción, capital de trabajo idóneos y otros. Debilidades: Son las capacidades y características internas de la organización que no se encuentran en el lugar que debieran estar para contribuir al éxito y Introducción y marco Teórico 20 son generadoras de situaciones desfavorables para la organización. Del mismo modo que las fortalezas, la organización posee control sobre ellas y son relevantes. Las fortalezas pueden llegar a convertirse en debilidades, por ejemplo, si modifica la estructura salarial y deja de ser competitiva, si aparece algo que provoque desmotivación absoluta en los empleados, si la exclusividad de un producto de punta se llega a perder, si el posicionamiento en el mercado se reduce sustancialmente y así sucesivamente. Oportunidades: Son aquellos aspectos externos de la organización de los cuales se puede aprovechar para obtener ventajas y estrategias competitivas. La organización no depende de esta y no las puede controlar, pero puede lograr ventajas de tales hechos relevantes. Por ejemplo: una ley que esté por aprobarse, un esquema tributario nuevo, la decadencia del competidor principal, en las universidades la producción de empleados calificados, el aumento acelerado de los clientes principales, la apertura de un nuevo mercado, etc. Amenazas: Son aquellas situaciones que manifiesta el entorno externo a la organización, que pueden desfavorablemente afectar y en forma relevante y no se pueden controlar. De presentarse atentarían con los objetivos de la empresa. Teniendo por ejemplos citados como oportunidades pueden llegar a ser amenazas si su efecto es negativo: una nueva ley puede perjudicar; un mercado con porcentaje alto de consumo puede cerrarse; el cliente principal puede escoger otro proveedor retador o competidor; las universidades pueden dejar de aportar el recurso humano valioso que la organización necesita y así sucesivamente. (Orlich, 2014) Introducción y marco Teórico 21 1.9.4. Estudios de tiempos Los estándares de tiempo se encuentran entre los elementos de información más importantes que requiere el planeador de instalaciones. Los estándares de tiempo o manufactura se usan para distintos propósitos dentro de una organización. Sus usos incluyen asignación y control de costos y presupuestos; producción y planeación y administración de inventarios; evaluación del desempeño y pago de incentivos, donde los haya; y evaluación de métodos alternativos de operación. (Stephens, 2006, pág. 50). Diferenciándose por las siguientes definiciones: • El Diagrama de operaciones de proceso ilustra gráficamente un cuadro general de la manera de cómo se realizan procesos o etapas, considerando principales operaciones e inspecciones. De modo, que única y exclusivamente serán usados símbolos de operación e inspección. (Abraham, 2008, pág. 41) • El diagrama de flujo de procesos. técnica que permite representar gráficamente las operaciones y estructuras que se van a realizar, por medio de la representación de los pasos de un producto, un servicio, o bien una combinación de ambos. (slidehare, 2014) 1.9.5. Herramienta 5´s La herramienta 5´S se define en cinco principios japoneses los cuales sus nombres empiezan por S y todos ellos en la misma dirección: • Clasificar - Seri • Orden - Seiton • Limpieza – Seiso • Limpieza Estandarizada - Seiketsu • Disciplina - Shitsuke Introducción y marco Teórico 22 Clasificación “Botar lo que es inútil y separar lo que es necesario de lo que no lo es” De la siguiente manera: 2 Realizando inventarios de las cosas necesarias y más útiles en el área de trabajo. 3 Realizar un listado de las herramientas o equipos inservibles en el área de trabajo. • Deshaciéndose de las cosas inútiles Organizar “Situar lo indispensable en un lugar fácilmente visible y accesible” De la siguiente manera: 4 Colocar las cosas más útiles según su orden considerando factores de Calidad, Seguridad y Eficacia. 5 Seguridad: Que no se permitan moverse ni estorbar peor aún generar accidentes. 6 Calidad: Que su vida útil no se acorte considerando su ficha técnica por cada producto. 7 Eficacia: optimizar y minimizar el tiempo perdido. 8 Desarrollar procedimientos que ayuden a mantener el orden. Limpieza “limpiar las áreas dejando libre de suciedad” De la siguiente manera: 9 Segregando, y quitando lo que estorba. 10 Limpiando con el instrumento adecuado las maquinarias, áreas o superficies. 11 Barriendo. Introducción y marco Teórico 23 12 Eliminado o disminuyendo focos de suciedad. Estandarizar “Respetar manteniendo el orden, limpieza e Higiene de nuestra área de trabajo” De la siguiente manera: 13 Limpiar con la frecuencia establecida. 14 Mantener todo en su sitio y en orden según lo establecido. 15 Estructurar procedimientos y planes para mantener orden y Limpieza. Disciplina “Acoger esta herramienta como forma de cultura en nuestro sitio de trabajo respetando con rigor las normas y procedimientos establecidos” De la siguiente manera: 16 Respetando a los demás y las normas del sitio y cumpliéndolas. 17 Acoplarse y ser ejemplo de los demás acatando las leyes de las empresas en temas de seguridad y productividad. 18 desarrollando un hábito de limpieza. 19 Adaptando esta disciplina en las casi todas las tareas a realizar. (Santander, 2014) 1.10. Aportes científicos relacionados al objeto en estudio Optimización de la producción del área de paneles de la empresa chaide y chaide conforme a la teoría de restricciones. (Polanco, 2014). De este aporte científico es relevante la siguiente información: Capacidad de los recursos Identificación de los cuellos de botellas. Introducción y marco Teórico 24 Determinación de los ritmos de cada recurso (Takt time-balanceo de líneas). Implementación de un sistema de abastecimiento de materiales ckd (competely knocked down) en la línea de ensamble de vehículos de la empresa Maresa. (Borja, 2014 ). De este aporte científico es relevante la siguiente información: Mejora de proceso de abastecimiento de materiales Trabajo estandarizado (Importancia- beneficios-Procedimiento para implementar el trabajo estándar) Tiempo estándar Propuesta de un plan para la aplicación de la estrategia smed en el área: “Construcción de llantas de camión radial” (Andres, 2011). De este aporte científico es relevante la siguiente información: Carga de trabajo de cada máquina. Causas de las demoras en maquinas Conversión de tareas internas a externas 1.10.1. Antecedentes generales de la empresa 1.10.2. Constitución ECUAPAR Ecuatorianas de Partes S.A, se constituyó 05 de diciembre de 1979 e inicio sus actividades en la misma fecha. Se inscribió el 31 / 10 /1981 en el SRI, siendo su última fecha de actualización el 02/05/2011. 1.10.3. Actividad económica Es una empresa privada que tiene como objetivo principal elaborar, comercializar piezas metálicas (acero y aluminio) para consumo interno de industrias ensambladoras de artefactos de línea blanca para el hogar. Introducción y marco Teórico 25 1.10.4. Ubicación geográfica Para la elaboración de sus productos, la empresa cuenta con dos plantas Alcón y Ecuapar ubicadas dentro de un mismo predio en la ciudad de Guayaquil, localizada en la vía Daule km 101/2, calle Honorato Vásquez y Quinquellas. Este sector dispone de todos los servicios básicos tales como: agua, luz eléctrica, alcantarillado, líneas telefónicas y vías de acceso, lo que contribuye al optimo desenvolvimiento de todas las operaciones que realiza la empresa, para una mejor visualización del sitio donde se encuentra la empresa se muestra el siguiente gráfico. FIGURA N°5 UBICACIÓN DE LA EMPRESA ECUAPAR S.A ECUAPAR S.A Fuente: Google maps,2015 Elaborado por: Beltrán Iñiguez Juan 1.10.5 Productos o servicios La empresa Ecuapar ofrece una amplia gama de accesorios, soportes (complementos) de acero, quemadores y bisagras de Aluminio y Zamak respectivamente. La filosofía de esta empresa es ofrecer productos de alta calidad a costos competitivos para las fábricas ensambladoras de electrodomésticos de línea blanca. Introducción y marco Teórico 26 A continuación se realizará un listado de los productos que ofrece nuestra empresa: CUADRO N°2 PRODUCTOS QUE ELABORA LA EMPRESA 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 2 3 4 5 6 7 Área de Inyección de Aluminio y Zamack. Quemador 3/16" Sist.OH Quemador 3/16" - Pupos Quemador 3/16" Sist.OH Bujía. Quemador Económico Cocineta 16mm. Quemador Económico OH Quemador 4/16" - Sist. OH Quemador 4/16" - Pupos Soporte varilla. Porta Goma Zamack Toma de gas 3/8" Zamack. Tuerca de gas 3/8" Zamack. Placha Freidora QZ-24 Placha Freidora Renascense. Placha Freidora QZ-32. Placha Freidora Comal. Area de Pintura (Internos y Externos). Cornisas. Molduras. Complementos Bisagras Relantizadoras. Manijas. Moldura Inferior Santiago (Externo). Soporte Posterior Santiago (Externo). Moldura Superior 35" (Externo). 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 Área de Metalistería Tapillas Q-3. Tapillas Q-4. Tapillas Económica Cocineta. Soporte Tubo Regulador Soporte Plano Labor. Cornisas Superior 24". Cornisas Inferior 24". Moldura Lateral de 24" Moldura Lateral de 20" Cornisa Superior de 20". Tapa Quemador. Base Quemador. Bisagras Puerta Horno de 24". Soporte Distanciador Copete. Complementos Bisagra Relantizadora. Soporte Termostato. Manijas Júpiter de 20" y 24". Manijas 55 Santiago de 20" y 35". Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 1.10.6 Estructura organizacional Ecuapar S.A. cuenta con una estructura organizacional tipo horizontal mostrado en el Anexo N°1, el cual es designado por el Gerente general, que es el que administra todos sus recursos en base a los objetivos de la empresa. Introducción y marco Teórico 27 1.10.7. Recursos 1.10.8. Recursos humanos La empresa posee un total de 85 colaboradores distribuidos en diferentes áreas, de la siguiente manera: CUADRO N° 3 PERSONAL DE LA EMPRESA ECUAPAR Departamento Cantidad Trabajo Ecuapar 24 Obreros Alcon 31 Obreros Mantenimiento 4 Mecánicos/eléctricos Taller Mecánico 7 Matriceros Administrativos 19 Supervisores/jefes Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 1.10.9. Recursos Tecnológicos En el siguiente cuadro se detallara los equipos con los que consta la empresa Ecuapar. CUADRO N°4 PRINCIPALES EQUIPOS UTILIZADOS EN ECUAPAR Cantidad Equipo Energía/combustible operación/proceso 4 Inyectora Electricidad Inyección 3 Horno Diésel Inyección 2 Pulidora Electricidad Pulido 5 Lijadoras Electricidad Lijado 6 Taladro Electricidad Acabado 3 Compresores Electricidad - 14 Prensas Electricidad Prensa 1 Horno de pintura Gas Pintura 1 Inyectora Zamak Electricidad Inyección 1 Fosfatizado Gas Pintura Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Introducción y marco Teórico 28 1.11. Análisis situación de la empresa 1.11.1. Procesos 1.11.2. Macro procesos En la planta de producción de ECUAPAR, se desarrollan diversas operaciones unitarias, enfocadas a la elaboración de piezas metálicas de acero y aluminio para el consumo interno de industrias ensambladoras de artefactos de línea blanca para el hogar. El proceso productivo lo constituyen dos macros procesos: producción de piezas metálicas y el de producción de piezas de aluminio. Para el motivo de estudio se considerara el proceso macro de metalistería. GRÁFICO N° 1 DIAGRAMA DE MACROPROCESO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Introducción y marco Teórico 29 En las áreas de metalistería, ensamble, lijado, fosfatizado, pintura, y control de calidad, de la planta Alcon se realizan distintos procesos para la elaboración de partes y piezas metálicas, estos son: Corte: En el área de metalistería ingresan las láminas de acero, en esta área se realiza un corte en línea recta a través de la cizalla a las láminas de acero de diferentes calibres. Del mismo modo se cortan los tubos de acero negro para dar formas a las manijas. Troquelado: Las láminas de acero son troquelados perimetralmente, doblados, planchadas, cortadas, embutidos, perforados, conforme a las medidas requeridas por las fichas técnicas, mediante el uso de prensas hidráulicas con la ayuda de matrices diseñadas para cada proceso en especifico Ensamblado: Elementos o piezas se unen entre sí para constituir o formar una sola, logrando un producto final. Generalmente las líneas que realizan esta operación es la línea de bisagras Lijado: Es la remoción del volumen máximo o excesivo del material (Rebabas), logrando un acabado o superficie deseado acorde al producto terminado. Cabe recalcar que también se realiza el proceso del pulido con la gran diferencia que esta se aplican a abolladuras. Fosfatizado: Proceso que permite la remoción de grasa, a través de concentraciones químicas, con la ayuda de temperatura en sus principales tanques desengrasantes, controladas mediante titulaciones, incrementando la resistencia a la corrosión, mejorando la adhesión de la pintura, se realiza un recubrimiento de fosfato en las piezas de acero negro. Pintado y secado: se adhiere pintura electrostática mediante un soplete (aire comprimido), pasando al horno secador, posterior a esto pasan a control de calidad obteniendo finalmente el producto acabado. Introducción y marco Teórico 30 GRÁFICO N° 2 DIAGRAMA DE FLUJO ECUAPAR Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Introducción y marco Teórico 31 1.11.3 Cadena de valor ECUAPAR tiene constituida su cadena de valor de la siguiente manera para el proceso de las manijas: CUADRO N° 5 CADENA DE VALOR INFRAESTRUCTURA DE LA EMPRESA Administración de los recursos humanos (selección de la mano de obra calificada, capacitaciones de grupos , certificaciones al personal) Desarrollo tecnológico, ingeniería (desarrollo de materias primas y de proveedores pruebas de campo, pruebas de laboratorios) Compra de implementos equipos de oficina, maquinarias, adecuaciones de planta. Materia prima Transforma Almacena La fuerza Monitoreo de ción miento, de venta, constante, proveedores, materia distribució publicidad, capacitació almacenamie prima ny promocion n, nto, producto es, ect. instalación, devoluciones terminado de la a Entrega final reparación al y cliente del de producto. Logística Entrada de servicio post venta Operacione Logística Mercadeo s de Salida y ventas Servicio Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Logística de entrada.- Ecuapar tiene una bodega donde recepta productos de los diferentes proveedores, varios filtros de calidad que aceptan o rechazan el mismo y el control por parte de producción. Introducción y marco Teórico 32 Clasificación de Materiales Los tubos ingresan a la Planta en un camión y se recepta la materia prima con la ayuda del montacargas de 5 toneladas; Almacenándose en el lugar indicado y estipulado para determinado material sea por su trazabilidad u fácil ubicación para el proceso Control de Calidad El jefe de Calidad o el Auditor son los encargados de controlar el proceso y de velar que no existan variaciones o desviaciones según los estándares establecidos evitando de generar no conformidades. Todo material ingresado y despachado es validado por el auditor de calidad con el fin garantizar un proceso regular Transporte. La materia prima se moviliza en camión (es) las cuales ingresan a la planta para su recepción. Operaciones Los tubos pasan por una serie de operaciones hasta tener un producto semi-terminado, los cuales son: • Accesorios.- Corte y Doblado de Tubos • Acabados.- Fosfatizado y Pintura. El punto clave está en el control de calidad que se realiza en el proceso, porque se considera una falta grave la devolución o reclamo del cliente, tanto es así que existen personas cuyo objetivo es realizar control de calidad como parte de una operación (ultimo filtro en la línea de producción). Por lo cual se requiere culturizar al personal orientándolo en las mejoras continuas y oportunidades que se den en el proceso. Introducción y marco Teórico 33 Logística de salida Posee el área “Kanban” el cual se encarga de realizar toda la distribución, logística del producto y a su vez recepta la revisión del pedido, su papel es importante ya que es el vínculo y la retroalimentación del cliente final. Dentro los cuales se da: Embarque del Producto.- Para este proceso en primer lugar se coordinan el Departamento de despacho para dicho pedido ya receptado, elaborando una Orden de Emisión y transportada por el Camión hacia nuestros clientes. • Despacho del Producto.- El Pedido llega al departamento de Logística y es transmitida a los Jefes de Producción para cumplir lo solicitado por nuestros clientes y realizar el despacho correcto. • Transporte.- Todo producto terminado, se lleva a la Bodega de Productos Terminados, donde se ordenan y clasifican para llevar un inventario y mantener nuestro Stock. Mercadeo y ventas Su departamento se dedica a la búsqueda en nuevos mercados, la coordinación de los pedidos tanto en producción como en despacho y el aprovisionamiento de la materia prima. Su función es principal ya que permite establecer una carga de trabajo optima en base al requerimiento del cliente. Servicio Esta parte más la realiza el departamento de calidad junto con al departamento de ingeniería, mediante las no conformidades presentadas, se toman decisiones, se delegan responsabilidades con los departamentos involucrados, comprometiese a mejorar. Se retroalimenta al departamento de calidad del cliente para tener un solo criterio y controlar la desviación del problema generado. Introducción y marco Teórico 34 1.11.4 procesos claves Proveedor de las materias primas: Al tener un solo proveedor de acero (Ipac), en la línea se debe tener listo los tubos a utilizar, sean estos de diferentes dimensiones (7/8” y 1”) y sobre todo cumplir las especificaciones de calidad. Del mismo modo todos las herramientas necesarias, repuestos de toda la línea de manija, deben estar en estados operativos. Planificación de la demanda de la producción: Ante la cambiante demanda del proveedor se debe tener una buena planificación de tal manera que el inventario sea mínimo y los seput sean cortos. Capacidad de repuesta: Se debe tener la polifuncionalidad de manera que los operadores tengan la capacidad y habilidad de desenvolverse en cualquier puesto de la línea de producción. La metodología empleada: Cultura de los operadores hacia las operaciones realizadas enfocándose a las políticas de la empresa sean estas de: seguridad, calidad y producción. Es decir usando sus cinco sentidos en lo que se hace, revisando, asegurando un producto de buena calidad y tratar de cumplir los estándares establecidos. Tiempos: Se debe respetar los tiempos de inmersión en todos los baños del área de fosfatizado, del mismo modo la velocidad y frecuencia de la cadena en el área de pintura. Introducción y marco Teórico 35 1.11.5 Procesos críticos Dentro del proceso que se genera podemos citar lo siguiente: Uso de matrices: Los mantenimientos y los montajes que se realicen deben ser adecuados, realizados por personal capacitado (matriceros y montajista) siguiendo los procedimientos de manera que no sufran ningún daño al momento de ser reparadas, montados o calibrados ya que estos por sus altos costos de fabricación y reparación representan un proceso crítico. Del mismo modo al momento de las operaciones estas deben ser usadas de la manera adecuada es decir usar sus topes de la matriz, ya que un fallo de esto puedo ocasionar fracturas en las mismas. Calibración de las pistolas de pinturas: Al ser aparatos muy delicados deben tener el uso y calibración adecuada, ya que los costos de estos aparatos son muy elevados y su uso es esencial en el proceso de pintura. En operación debe ser regulada acorde al producto ya que da la aportación de capa al producto terminado. Concentración del calor: Garantiza un producto terminado. La concentración adecuada de calor dentro del horno de pintura sea esta en el arranque y al inicio de las corridas, consecuentemente la cristalización de la pintura. Concentraciones de tanques de Fosfatizados: Las concentraciones deben estar siempre por los niveles permisibles de manera que no se saturen los desengrasantes sean estos alcalinos o ácidos. Introducción y marco Teórico 36 Compresores: Son la fuente de alimentación de toda el área de metalistería, su falla provocaría paras irremediables. 1.11.6 Procesos productivos Corte Se calibra el tope de la máquina, para cortar el desarrollo del tubo dependiendo de la orden de producción, mediante el uso de disco de corte. Limpieza Se procede a limpiar los tubos cortados con la finalidad de que no arrastre de limañas, producto del corte además de retirar el exceso de aceite. Embutido Los tubos son embutidos dependiendo del modelo de la manija, mediante el uso de matrices. Despunte Los extremos de los tubos son cortados mediante discos de cortes, guiados por los topes que se encuentran en las matrices y sujetados por las mordazas de las mismas. Lijados de extremos Según el modelo del tubo, esta es lijado con el fin de eliminar el exceso de rebabas producidas por los discos de cortes en el despunte, se lo realiza girando el tubo en forma circular usando la parte inferior de la polea de lijado. Introducción y marco Teórico 37 Perforado de tubo Los tubos son perforados en sus extremos, mediante los punzones de la matriz adoptando la forma del embutido de tal manera que no exista mayor variación en las dimensiones entre perforaciones. 1.11.7 Indicadores de producción Los indicadores son elementos de control cuyo propósito es controlar el funcionamiento de una actividad u operación. Dentro del proceso de metalistería línea de manija están relacionados los indicadores de eficiencia con los ratios que muestran los recursos utilizados en la realización de tareas y/o trabajo en tiempos determinados. Eficiencia Total del Equipo (EF Maquina) Es el indicador que en tiempo disponible analiza la eficiencia, la eficiencia de calidad y la eficiencia de rendimiento de manera general. Eficiencia de disponibilidad: Nos muestra el tiempo de funcionamiento de la máquina con respecto al tiempo disponible: A = Tiempo disponible B = Tiempo operativo Disponibilidad = B/A Eficiencia de calidad: Nos indica cuantas piezas buenas se han elaborados en un total de una producción realizada. D = Producción Total E = Piezas buenas Disponibilidad = E/D ETE = B/A x D/C x E/D x 100% Introducción y marco Teórico 38 Eficiencia de rendimiento Nos indica durante el periodo de trabajo, cuanto se ha producido (bueno y malo) con respecto de lo que se tenía programado: C = Producción Programada D = Producción Total Rendimiento = D/C (Edmundo Rafael Guadalupe Moyano, 2014) 1.11.8 Indicadores de gestión Un indicador de gestión es la relación entre las variables cuantitativas o cualitativas de un sistema, permitiendo observar la situación, las tendencias y las variaciones de cambios generadas en el objeto, fenómeno o individuo observado, en relación a objetivos y metas previstas como influencias esperadas. Se describe como un número (cociente) que permite informar continuamente sobre el funcionamiento o comportamiento de un proceso en una organización. “Control”, es la medida de desviación del comportamiento planeado y la realización de acciones correctivas. Vigilando el rendimiento de los diferentes procesos se tiende asegurar el control de los mismos, se los realizan de acuerdo con indicadores que son un patrón medida de lo que la empresa realiza en un momento determinado. Los indicadores pueden ser Unidades, Valores, Índices, datos estadísticas, etc. Los indicadores son aspectos que permiten establecer el cumplimiento y el logro de la Misión, Objetivos propuestos y Metas dentro de un determinado proceso. (gerenciales, 2014) Introducción y marco Teórico 39 Criterios para determinar indicadores de gestión Para que un indicador de gestión sea efectivo y útil, tiene que cumplir con diferentes características, de las cuales destacan: Relevante (que tenga en consideración los objetivos estratégicos de la organización), Definido muy Claramente (que asegure su justa comparación y correcta recopilación), Fácil de Usar y Comprender, Comparable (se pueda entre organizaciones comparar sus valores, y a lo largo del tiempo en la misma organización), Costo-Efectivo y Verificable (que para obtenerlo no haya que incurrir en costos excesivos). Indicador Eficiencia de Producción FORMULA: Producción real mensual 𝑥𝑥 100 Producción esperada mensual Indicador Efectividad de Proceso Debido a que tiene un gran impacto positivo en la contribución de ingresos para la empresa es importante establecerlo. Lo que se desea determinar es el número de unidades vendidas mensualmente en comparación con el número de unidades fabricadas. Ya que generalmente no se podrá vender la totalidad de la producción elaborada, generando inventarios en bodega lo cual representa un costo significativo para la empresa u organización. FORMULA: Número de unidades vendidas al mes 𝑥𝑥 100 Producción real mensual Del mismo modo el indicador de Recursos Humanos Empleados muestra una relación de la cantidad de recursos humanos utilizados en el instante del control, entre lo que inicialmente se había programado, Introducción y marco Teórico 40 utilizando las horas - hombre como unidad de medición. Su determinación se la elabora mediante la siguiente fórmula: FORMULA: IERH = ((ΣHHp / ΣHHr) – 1))*100 Dónde: IERH representa la cantidad de recursos humanos utilizados, ΣHHp es la cantidad total de horas - hombre programadas para un período determinado y ΣHHr, representa el total de horas - hombre utilizadas realmente en el período determinado, al momento de realizar el control. Cabe recalcar que si IERH es de calor negativo, nos indica que al momento de control se ha usado una cantidad de horas - hombre superior a la programada, consecuentemente si es igual a 0, indica que va de acuerdo al programa establecido y si la cantidad obtenida es positiva, ello indica que se ha optimizado el recurso humano del que se tenía presupuestado a la fecha de elaborar el control. (Herrera, 2008) 1.11.9 Identificación y priorización de problemas Debido a que no se tiene una cultura de trabajo, la falta de procedimientos e información de cómo hacer las cosas, la poca planificación de mantenimientos preventivos (matrices, prensa, y de más equipos utilizados), son los que generan tiempos improductivos y no conformidades en el proceso. A continuación se detallan los problemas más evidentes: 1.- Cuellos de botellas Existe actualmente inventario en proceso debido a los cuellos de botellas que se dan en los diferentes procesos, se evidencia la ubicación de materiales en zonas no adecuadas para su almacenamiento, materia prima almacenada en espera de ser procesada y no de dispone de un espacio específico para el almacenamiento del material en proceso pues Introducción y marco Teórico 41 los operarios agrupan el material trabajado en pequeños lotes cercanos a su lugar de trabajo. 2.- Reprocesos Muchas de estas se dan por la mala calidad de la materia prima, por la mala operación o por los desgastes de los componentes de cortes. 3.- Falta de mantenimientos preventivos Las matrices no tienen un mantenimiento preventivo que les permita a largar su tiempo de vida. 4.- Falta de instructivos de operación No existe información adecuada de cómo debe realizarse las operaciones en los diferentes procesos. 5.- Tiempos de cambios o Seput Poca coordinación y flexibilidad en los cambios de modelos. 6.- Tiempos muertos por abastecimiento No se encuentra el material listo para procesarse, no hay organización para almacenar el material en proceso, movimientos innecesarios y repetitivos. 7.- Incumplimiento de los estándares de producción Por las condiciones del proceso y a esto se le suma el cansancio físico y la poca rotacionalidad del personal en los diferentes puestos de trabajo. CAPITULO II METODOLOGÍA 2.1 Diseño metodológico 2.1.1 Tipos de investigaciones CUADRO N° 6 TIPOS DE INVESTIGACIONES TIPO DE ¿QUÉ BUSCA? MÉTODOS INVESTIGACIÓN • Investiga algo poco conocido. • Se enfoca a encontrar indicios de relaciones. • Relaciona indicadores que permitan evaluar los Exploratoria • fenómenos de estudio. • Observar Permite delimitar un tema y • Registrar quién, cuándo, qué. • Observar Trabajan varios o solo un • Indagar evento sin determinar • Registrar crear herramientas acordes. • Propone un tema pero NO preguntas de investigación. • finaliza con preguntas más NO CON RESPUESTAS • Descriptiva • Responde: cuántos, dónde, relaciones causa-efecto como • en un censo. Definir Metodología 43 • Entre dos o más grupos. • Compara entre sí: semejanzas comportamientos y diferencias. • Requiere clasificación de los resultados y descripción de los fenómenos en estudio. Comparativa • Las relaciones de causalidad no se establecen. • Determina variables existentes empleadas en investigaciones • Observar • Indagar • Registrar • Definir • Contrastar • Observar • Registrar • Definir • Contrastar • Analizar • Sintetizar confirmatorias. • Ejm.: ¿Los padres dedican mas horas a los niños que los padres? (...) • Intenta comprender las situaciones en términos de sus componentes. • Trata descubrir los elementos que componen la totalidad y las interconexiones de los Analítica fenómenos. • Conlleva SÍNTESIS después de lo que se ha analizado. • En investigaciones más complejas, Se convierte en un objetivo dejando de ser herramienta Metodología 44 • Analiza relaciones causa-efecto. • Responde: cómo y por qué. • Su descripción no es detallada. • Trata de revelar leyes y principios. • No implica verificación. • Observar • Busca los mecanismos y • Registrar razones por los que ocurren los • Describir Explicativa • fenómenos. • Analizar Ejm.: ¿Qué variables se • Comparar relacionan con el proceso • Integrar • Observar • Registrar • Describir • Comparar • Integrar • Explorar • Describir • Explicar • Proponer enseñanza aprendizaje? ¿Qué efectos causan los programas violentos en el comportamiento de los niños en edades preescolares? (...) • Pretende establecer la tendencia del evento o el comportamiento futuro. Predictiva • Sus predicciones son en base a explicaciones. • Ejm.: ¿Cómo se desarrollará el evento A, si se presentan los factores x, y, z? • Proyectiva Genera alternativas o soluciones de cambio para una determinada situación. Metodología 45 • Ejm.: estudios de diseño, factibilidad o creación de algo nuevo: inventos de maquinaria y artefactos, tesis de informática, Proyectiva planes de intervención, etc. • • Plantear estudiado, aplicando y • Explorar generando una intervención • Describir diseñada. • Proponer Cambia lo actual por lo • Cambiar problema. • Observar Trata de llenar vacíos, resolver • Describir • Explicar • Evaluar • Cambiar Rutas diferentes: prospectiva (del futuro a hoy) perspectiva (hoy hacia el futuro), y la planificación (pasado, presente y futuro). • Interactiva • Pretende modificar el fenómeno deseado. • Pretende EVALUAR los resultados. • Resultados específicos enfocados a la solución de un • una situación mediante la Evaluativa aplicación de un programa de intervención analizado en el transcurso de la investigación. • Ejm.: ¿Existe diferencia en el clima social de un grupo antes de la ejecución del programa y después de la aplicación? Metodología 46 • Solicita una explicación previa o hipótesis a confirmar. • Según el proceso: Demostración lógicomatemática (se recurre a datos científicos y no a la experiencia => deducción) o Verificación empírica (mediante experiencia • directa veracidad de hipótesis). • Observar Predicción del efecto • Describir • Explicar • Deducir • Experiment originalmente de la causa => diseño cuasiexperimental y Confirmatoria experimental (la experimentación es comprobada). • Inferir la causa a través del ar • Predecir efecto => diseño expofacto (mediante la observación se comprueba). • Ejm.: ¿Existe relación entre la cantidad de beneficios sociales y el nivel de motivación intrínseca de los empleados en los trabajos? (...) Fuente: HURTADO DE BARRERA, Jacqueline, El proyecto de Investigación. Metodología de la investigación holística. Caracas: Fundación Sypal, 1ª Ed., 2000, 119 p Elaborado por: Beltrán Iñiguez Juan Para abordar este trabajo se utilizan métodos cualitativos combinados tanto para la obtención de la información, su análisis en la variabilidad de sus datos, su procesamiento y el efecto que causa en la variable o universo en estudio. De la misma manera se basara en la investigación descriptiva con el efecto de detallar cada operación, actividad o tarea. Metodología 47 1. Según la intervención del Investigador Experimental de los cuales siempre son longitudinales, prospectivos, analíticos y de nivel investigativo “explicativo” (causa – efecto); También son “controlados”. 2. Según la planificación de la toma de datos Prospectivo ya que los datos adecuados para el estudio son obtenidos en relación a la investigación (primarios). De manera que, posee un control del sesgo y la frecuencia de medición. 3. Según el número de ocasiones en que mide la variable de estudio Longitudinal ya que en dos o más ocasiones la variable de estudio es medida; por ende, al realizar comparaciones (antes – después) son entre variables de la misma medida o relacionadas entre sí. 4. Según el número de variables de interés Analítico de tal manera que es bi-variado; porque mediante su planteo pone a prueba hipótesis, estableciendo la relación entre sus factores desde el nivel más básico. Importante: “Observacional no es sinónimo de descriptivo”. Un estudio observacional puede considerarse analítico. Ejm: El estudio de los casos y controles”.(http://seminariosdeinvestigacion.com/tipos-de-investigacion/, s.f.) 2.1.2 Cumplimiento del objetivo propuesto Para poder cumplir el objetivo propuesto se llevara a cabo los siguientes pasos en el orden indicado de tal manera que nos permitan tener una idea mas amplia de la o las variables en estudio. Metodología 48 De las cuales se detallan a continuacion: Recopilar Toda la nformacion necesaria acerca de los procedimientos, del operador las condiciones de trabajo y todo lo que se relacione directa e indirectamente con el proceso a traves de videos, leventamiento de información en el sitio y datos historicos. Una vez obtenida la información de todo el proceso, separar en variables que permita el entendimiento de estudio. Analizar Los diferentes indicadores que afecten el rendimiento de la productividad. De las variables identificadas, mediante observaciones determinar la ocurrencia de la misma a través de herramientas sencillas de análisis, fáciles de emplear y comprender. Evaluar Todos los procesos en estudios, priorizar las restricciones en cuanto al efecto que cause proporcionalmente a la productividad. Dada las restricciones establecidas determinar la manera en que esta pueda ser disminuida mediante los análisis y evaluaciones correspondientes. Presentar y discutir toda idea o mejora que se desee implementar con todas las personas relacionadas al proceso. 2.1.3. Área de estudio El área de estudio será en la planta Ecuapar, línea de manijas, área de metalistería, dicha área se encuentra comprendida en 9 estaciones de las cuales será detalladas en actividades para el análisis posterior. Metodología 49 Siendo las siguientes: Corte desarrollo tubo manija júpiter Limpieza de tubo manija júpiter Embutido manija júpiter Corte transversal izquierdo manija júpiter Corte transversal derecho manija júpiter Lijado extremo izquierdo manija júpiter Lijado extremo derecho manija júpiter Perforado manija júpiter Pulido manija júpiter FIGURA N° 6 PLANTA METALISTERÍA Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 50 FIGURA N°7 ÁREA DE MANIJAS Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 2.1.4 Técnicas de recolección de datos Para llevar a cabo un trabajo de investigación se lo realizará mediante las siguientes técnicas: Entrevistas Al personal del proceso se le dirá el motivo de la entrevista, con el fin de conocer, saber lo que piensan y recolectar ideas en mejoras del mismo. Del mismo modo al personal de apoyo como los mandos medios se intercambiara ideas con el objetivo de saber la factibilidad de la misma. Metodología 51 Indicadores de defectos o desperdicios Información generada por el departamento de calidad con el objetivo de determinar el impacto económico que genera el mismo. Levantamiento de tiempos Mediante el uso de formatos se levantará información de todos los tiempos ciclos del proceso en estudio. Indicador de reportes de producción Analizar cada indicador de este reporte de manera que se logre establecer la causa y el efecto de la misma. 2.2. Métodos y técnicas de investigación 2.2.1. Método Primera etapa: Planteamiento del problema ¿Qué necesita saber? ¿Por qué se escogió ese problema? Segunda etapa: Planeación ¿Qué recursos se requieren? ¿Qué actividades son necesarias de desarrollar? Tercera etapa: Recopilación de la información ¿Cómo se obtiene los datos? ¿Con qué? Cuarta etapa: Procesamiento de datos Quinta etapa: Explicación e interpretación Sexta etapa: Comunicación de resultados y solución de un problema. Metodología 52 2.2.2 Técnica de investigación 2.2.2.1 Análisis causa efecto GRÁFICO N°3 ANÁLISIS SITUACIÓN ACTUAL DE LA CAUSA EFECTO DE LA EMPRESA. Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 2.2.2.1.2 Problema: improductividad en el área de manijas Causas principales y secundarias Mediciones A. Dimensiones sub-dimensionadas o sobredimensionadas.- Se suele generar en las estaciones criticas durante el proceso (Embutido, Corte de extremos, perforado) siempre generada por una mala práctica operativa. Metodología 53 B. Mal corte según orden de producción.- Programa de producción equivocado lo que genera un mal corte en los desarrollos de los tubos generando desperdicios. C. Mala calibración en matrices.- debido a la planicidad de la prensa o el mal ajuste de los pernos de donde se agarra, esta genera una mala calibración de la matriz, lo cual genera medidas erróneas en el producto requerido, lo que dificulta el ensamble de los diferentes componentes que llevan. FIGURA N°8 MAL CORTE SEGÚN ORDEN DE PRODUCCIÓN Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Máquinas A. Falta de mantenimiento en prensas por la ausencia de revisiones periódicas e implementaciones de check list, lo cual facilite un mantenimiento preventivo y correctivo. B. Falta de mantenimiento en matrices por la falta de programación de acuerdo a su utilización, no se tiene control por golpes ni su estado (uso). C. Abuso excesivo en los tiempos de vida de discos de cortes.- ciclo de vida de los discos de acuerdo a su uso Metodología 54 FIGURA N° 9 FALTA DE MANTENIMIENTO EN MATRICES Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Mano de obra A. Falta de entrenamiento en procesos continuos.- No se tiene el criterio y la importancia de los tiempos ciclos por operaciones del mismo modo el valor que agrega cada uno de ellos. B. Falta de Flexibilidad.- Mala coordinación en los tiempos de cambios (setup), no se tiene identificadas las herramientas necesarias para cada cambio de matriz. C. Poli funcionabilidad de los operadores.- Poca rotación en cada puesto de trabajo, y excesiva sobre carga de la misma hace que se llegue a la fatiga la cual genera un bajo ritmo de trabajo. D. Prácticas de manufacturas no adecuadas.- movimientos repetitivos e incensarios que no agregan valor al producto e incrementan los tiempos ciclos por operación. E. Poco empoderamiento del trabajo por parte de la mano de obra directa. F. Poco control por parte de los facilitadores (supervisores) debido a la sobre carga del trabajo que tienen. Metodología 55 FIGURA N° 10 PRÁCTICAS DE MANUFACTURAS NO ADECUADAS Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Instalaciones A. Espacio muy reducido.- poco espacio físico para el almacenamiento, transporte del producto en proceso, amontonamiento, congestionamiento y desorden. B. Sobre- producción.- Inventario por ser procesado, reprocesado segregado, ocasionando un desorden visual. C. Condiciones no ergonómicas.- excesiva carga por cada puesto de trabajo hacia el operador, posturas inapropiadas por la diferencias de alturas entre las botoneras de la prensa y los asientos y falta de pausas activas. D. Falta de contenedores para el almacenamiento de los productos en procesos, identificándolos por proceso y por estado, ya que muchas veces se mezclan llevando a la confusión. E. Por el poco espacio el layaout se hace extenso ya que los materiales de la primera operación se encuentran ubicados en sitios alejados y en mayores volúmenes, lo que genera mayor tiempo ciclo en abastecimiento. Metodología 56 FIGURA N° 11 SOBRE - PRODUCCIÓN Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Métodos A. Falta de instructivos y procedimientos de procesos.- No se está definido, ¿Cómo? Se debe realizar las operaciones, Ni ¿Quién? Las debe realizar. B. Poca comunicación.- Falta de comunicación entre supervisores, departamentos, que permita establecer acciones preventivas ante los diferentes tipos de restricciones. C. Falta de seguimiento y presión al proceso.- Poco control a las operaciones realizas y los tiempos utilizados. Materiales A. Un solo proveedor.- Debido a la imposicion del cliente por políticas de calidad, solo se cuenta con un solo proveedor calificado de materia prima. De lo cual se depende el tiempo de abastecimiento y la calidad de la misma. B. Exceso de lubricante en la materia prima dificulta las operaciones en las diferentes operaciones. Metodología 57 C. Propiedades mecánicas.- Fallas en la resistencia del material lo que genera deformación o excesivo radio de embutición, falta de calibre del material. D. Material Aboyado.- Material defectuoso, con abolladuras provenientes del proveedor, genera reprocesos lo cual alarga el tiempo ciclo de operación. E. Cordón de soldadura muy evidente.- Al ser muy notorios provocan defectos estéticos al ser pintados, su uso genera un reproceso de pulido extra del proceso normal. FIGURA N° 12 MATERIAL ABOYADO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan FIGURA N° 13 CORDÓN DE SOLDADURA Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 58 2.2.2.2. Estudio de tiempo del proceso en estudio 2.2.2.2.1. Diagrama de flujo del proceso de manijas GRAFICO N° 4 DIAGRAMA DE FLUJO DEL PROCESO DE MANIJAS. Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 59 2.2.2.2.2 Determinación de los tiempos por cada estación de trabajo CUADRO N° 7 ESTACIÓN 1 (TIEMPO EN SEGUNDOS) Proceso a observar : Corte desarrollo tubo manija jupiter FORMATO PARA LA OBSERVACIÓN DE TIEMPOS 2 3 4 5 6 7 8 9 10 Tiempo del elemento No. Componente 1 Desatar zuncho de pacas de tubos 360 1 Colocar Tubos (10 u) en la mesa de trabajo 72 2 Tomar tubo y posicionar hasta el tope del disco de corte 1,8 6 5 6 7 6 5 6 6 5 6 6 4 Accionar el disco de corte y cortar tubo Retirar tubo y colocarlo en canasta metalica 1,2 1,5 1,6 1,4 1,5 1,4 1,4 1,6 1,4 1,4 1,4 5 3 Formato lean Observaciones Abastecimiento 2,88 1,5 1,8 1,6 1,7 1,8 1,8 1,8 1,7 1,8 1,8 12,08 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan FIGURA N° 14 ESTACIÓN 1 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Abastecimiento Metodología 60 CUADRO N° 8 ESTACIÓN 2 (TIEMPO EN SEGUNDOS) Proceso a observar : Limpieza de tubo manija jupiter FORMATO PARA LA OBSERVACIÓN DE TIEMPOS No. 1 2 3 4 Componente Abastecer estacion con material sujetar manija con mano izquierda limpiar manija con mano derecha Dejar manija en mesa de trabajo siguiente 1 2 3 54 - - 4 5 6 7 8 9 10 Formato lean Tiempo del elemento Observaciones 1 Abastecimiento 0,97 1 1 1 1,2 0,98 1 1,1 0,9 1 1 1,55 1,54 1,55 1,55 1,45 1,55 1,54 1,55 1,5 1,55 1,55 1,13 1,14 1,15 1,1 1,12 1,15 1,14 1,15 1,13 115 1,15 4,78 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan FIGURA N°15 ESTACIÓN 2 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N° 9 ESTACIÓN 3 (TIEMPO EN SEGUNDOS) Proceso a observar : Embutido manija jupiter Componente Tomar manija de la mesa de trabajo FORMATO PARA LA OBSERVACIÓN DE TIEMPOS 1 2 3 4 5 6 7 8 9 10 Tiempo del 2 2,2 1,31 2,3 2,1 2 2 4,75 2,7 2,6 2,2 Posicionar la manija con el gancho guia en sentido al cordon de soldadura y ubicarlo en el tope de la matriz 2 1,7 4,25 1,9 1,81 1,9 1,8 1,6 1,8 1,9 2 3 Accionar botonera 1,8 1,6 1,8 1,8 1,6 1,8 1,8 1,6 1,8 1,8 4 Retirar la manija embutida y dejarlo en la mesa de trabajo siguiente 2,5 2,6 2,5 2,5 2,4 2,6 2,5 2,5 2,6 2,5 2,5 5 Pasar Wipe en el canal de embutido de la matriz 1,9 1,8 1,9 1,9 1,8 1,8 1,9 1,9 1,8 1,9 1,9 No. 1 2 1,74 10,34 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Formato lean Observaciones con la ayuda del guante de lana retira limañas Metodología 61 FIGURA 16 ESTACIÓN 3 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N°10 ESTACIÓN 4 (TIEMPO EN SEGUNDOS) Proceso a observar : Corte transversal izquierdo manija jupiter No. 1 2 FORMATO PARA LA OBSERVACIÓN DE TIEMPOS Componente Tomar y sopletear manija de la mesa de trabajo Posicionar el manija en los topes de la matriz mordaza 1 2 3 4 5 6 7 8 9 10 Tiempo del 2,1 2,2 2,1 2,1 2,3 2 2,1 2,2 4,1 2,1 2,1 1,5 1,8 1,5 1,5 1,6 1,5 1,8 1,8 1,5 1,8 1,8 3 Accionar pedal 3,4 3,4 3,5 3,5 3,6 3,4 3,4 3,4 3,4 3,4 4 Retirar, sopletear el manija cortado y dejarlo en la mesa siguiente 2,44 2,88 2,99 3 3,6 3 3,1 3,2 3,5 3,4 Formato lean Observaciones 3,4 3,1 10,40 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N°11 ESTACIÓN 5-(TIEMPO EN SEGUNDOS) Proceso a observar : Corte transversal derecho manija jupiter No. 1 2 Componente Tomar y sopletear manija de la mesa de trabajo Posicionar el manija en los topes de la matriz mordaza FORMATO PARA LA OBSERVACIÓN DE TIEMPOS 1 2 3 4 5 6 7 8 9 10 Tiempo del 2,1 2,2 2,1 2,1 2,2 2 2,2 2,2 4,1 2,1 2,2 1,8 1,8 1,5 1,8 1,6 1,5 1,8 1,8 1,5 1,8 1,8 3 Accionar pedal 3,6 3,7 3,6 3,5 3,6 3,6 3,6 3,4 3,6 3,6 4 Retirar, sopletear el manija cortado y dejarlo en la mesa siguiente 2,44 2,88 2,99 3 3,6 3 3,1 3,2 3,5 3,4 3,6 3,1 10,70 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Formato lean Observaciones Metodología 62 FIGURA N°17 ESTACIÓN 4-5 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N° 12 ESTACIÓN 6 (TIEMPO EN SEGUNDOS) Proceso a observar : Lijado extremo izquierdo manija jupiter FORMATO PARA LA OBSERVACIÓN DE TIEMPOS Componente Tomar manija de la mesa de 1 trabajo Sujetar manija de la mitad y 2 lijar exceso de rebaba Dejar manija en la siguiente 3 mesa de trabajo No. 1 2 3 4 5 6 7 8 9 10 Tiempo del 1,8 1,6 1,4 1,5 1,6 1,5 1,6 1,5 1,6 1,5 1,6 2,7 3,9 4,6 3,8 3,8 3,8 3,7 4,6 3,7 3,8 3,8 0,93 1 0,98 0,97 0,9 1,1 1 1,2 0,98 1 Formato lean Observaciones 1 6,40 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N° 13 ESTACIÓN 7 (TIEMPO EN SEGUNDOS) Proceso a observar : Lijado extremo derecho manija jupiter Componente Tomar manija de la mesa de 1 trabajo Sujetar manija de la mitad y 2 lijar exceso de rebaba Dejar manija en la siguiente 3 mesa de trabajo No. FORMATO PARA LA OBSERVACIÓN DE TIEMPOS 1 2 3 4 5 6 7 8 9 10 Tiempo del 1,8 1,7 1,8 1,9 1,8 1,4 1,6 1,5 1,6 1,4 1,7 3,8 3,7 3,9 3,8 3,8 3,4 3,7 3,8 3,8 3,8 3,8 0,98 0,98 0,9 1 1 1 1 1,1 0,98 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 1 1 6,5 Formato lean Observaciones Metodología 63 FIGURA N°18 ESTACIÓN 6-7 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan CUADRO N° 14 ESTACIÓN 8 (TIEMPO EN SEGUNDOS) Proceso a observar : Perforado manija jupiter No. 1 2 Componente Tomar manija de la mesa de trabajo Posicionar manija en el tope de la matriz (nucleo) FORMATO PARA LA OBSERVACIÓN DE TIEMPOS 1 2 3 4 5 6 7 8 9 10 Tiempo del 1,12 1,25 1,4 1,4 1,45 1,4 1,3 1,4 1,4 1,3 1,4 1,4 1,6 1,5 1,6 1,6 1,4 1,6 1,5 1,5 1,6 1,6 3 Accionar botonera 1,18 0,9 1 0,8 0,9 0,8 0,9 0,8 0,8 0,9 4 Retirar la manija , girarla y hacer tope en el pin de la matriz 1,9 1,88 1,6 1,9 1,8 1,8 1,7 1,9 1,8 1,8 Accionar botonera 0,7 0,8 0,8 0,9 0,7 0,8 0,8 0,7 0,8 0,9 6,4 6,5 6,6 6,4 6,5 6,4 6,5 6,6 6,5 6,4 0,43 0,59 0,56 0,56 0,54 0,54 0,56 0,54 0,57 0,58 0,54 0,56 5 6 7 Retirar manija y revisar con dispositivo de control de medidas (pasa no pasa cada 15 golpes) Dejar manija en la siguiente estacion de trabajo 0,8 1,8 0,8 7,4 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan FIGURA N° 19 ESTACIÓN 8 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Formato lean Observaciones Metodología 64 CUADRO N° 15 ESTACIÓN 9 (TIEMPO EN SEGUNDOS) Proceso a observar : Pulido manija jupiter FORMATO PARA LA OBSERVACIÓN DE TIEMPOS Componente Tomar manija de la mesa de 1 trabajo Revisar visualmente las 2 abolladuras No. 1 4 5 6 7 8 9 10 Tiempo del 0,98 0,9 0,9 0,8 1 1 1 1 0,8 1,0 1,8 2,5 2,4 2,6 2,4 2,5 2,5 2,4 2,5 2,6 2,5 10,8 11,5 10,9 10,4 10,4 10,6 10,6 1 2 3 3 Pulir abolladuras 10 10,4 11 4 Dejar manija en canasta metalica 1,8 1,6 1,6 1,65 1,45 1,48 1,4 10,66 1,6 1,45 1,7 1,6 15,76 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan FIGURA N° 20 ESTACIÓN 9 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Formato lean Observaciones Metodología 65 2.2.2.3 Análisis de fortalezas y debilidades CUADRO N° 16 DEFECTOS CRÍTICOS MANIJA JÚPITER Penetrar en el mercado con complementos de caldiad y sumar clientes Alianzas estratégicas con demas proveedores de la misma línea de productos. Que el cliente final busque otros proveedores de la misma línea de complementos (Costo Beneficio) Que el cliente ponga precios de costos muy bajos para ganar mercado proveedores no consten con la acreditacion adecuada para las partes del producto Que el gobierno empiece a importar los complementos de linea blanca AMENAZAS Ganar mercado en complementos para nuevos productos a desarrollarse. OPORTUNIDADES O1 O2 O3 A1 A2 A3 A4 FORTALEZAS Ofertar e ingresar a nuevos mercados Posicionar marca en el mercado nacional utilizando Buena perseccción del cliente como proveedor F1 exigentes en productos certificados (O1, eficientemente nuestra alianza estrat. (A1, Brinda seguridad (interna y externa)y calidad en toda su cartera de productos F2 F1, F2, F3,F4,F5) F1,F2,F3,F4,F5) Ganar clientes a través de alianzas estrategicas (O2,F2) Preveer caida de producciones o impacto economico ante la variabilidad del mercado y problemas gubernamentales(A2,A4, F3,F4) Manejar una buena estrategia de precio Su estrategia de precio F3 diferenciala partir de nuestros productos certificados (03, F3) Su logística de distribución, ventas, calidad y proyectos (capacidad de F4 gestión y reaccion por la cercania de la empresa cliente) Posee tecnologia moderna y equipos propios Agregar valor al producto mediante la F5 gestiones realizada y la capacidad de flexibilidad (O2,F4,F5) DEBILIDADES Posee un solo proveedor de materia prima (Acero-tubos). D1 Está enfocada más a un solo cliente final y no explora nuevos mercados. D2 Poca comunicación entre departamentos y compromiso hacia el D3 obejtivo final. Falta de motivación, preparación academica, entrenamiento y capacitación de la mano de obra directa. Buscar proveedores certificaados de tal Al ser un solo proveedor certificado este eleve los costos manera que se genere una alianza (A1, D1) estrategica (O1,O3, D1,D2) Promover la fidelidad al cliente con el precio medio calidad alta (D2, A4) Capacitacion a los recursos directos e indrectos de la empresa para mejorar la productividad y competitividad (O1, D2,D3) D4 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 66 2.2.2.4 Aplicación del diagrama A, B, C Unos de puntos críticos y del cual la empresa trata de mejorar son los indicadores de calidad, ya que el cliente al poseer un sistema de administración por procesos (SAP), esta no permite ningún tipo de no conformidades, desviaciones peor aún paras por razones calidad. CUADRO N° 17 DEFECTOS CRÍTICOS MANIJA JÚPITER AÑO 2014 JALADERA PTA. 20" JUPITER MES DE JULIO Defectos Unidades % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Julio ABOLLADURAS POR REBABAS POR PERFORACIONES CORRIDAS MAL LIJADO TOTAL DEFECTOS Buena s Producci on tota l 399 394 37,32% 36,86% 37,32% 74,18% 1,48% 1,46% 163 15,25% 113 1069 10,57% 100,00% 89,43% 100,00% 25877 26946 0,60% 0,42% 3,97% 96,03% JALADERA PTA. 20" JUPITER MES DE AGOSTO Defectos Unidades POR PERFORACIONES CORRIDAS ABOLLADURAS POR REBABAS MAL LIJADO TOTAL DEFECTOS Buena s Producci on tota l 375 179 50 0 604 % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Agosto 62,09% 29,64% 8,28% 0,00% 100,00% 62,09% 91,72% 100,00% 100,00% 1,71% 0,82% 0,23% 0,00% 2,84% 97,24% 21269 21873 JALADERA PTA. 20" JUPITER MES DE SEPTIEMBRE Defectos Unidades % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Agosto ABOLLADURAS POR PERFORACIONES CORRIDAS POR REBABAS MAL LIJADO TOTAL DEFECTOS Buena s Producci on tota l 257 100,00% 100,00% 0,94% 0,00% 0,00% 0,00% 100,00% 100,00% 100,00% 100,00% 0,00% 0,00% 0,00% 0 0 0 257 0,95% 99,06% 27034 27291 JALADERA PTA. 20" JUPITER MES DE OCTUBRE Defectos Unidades % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Septiembre POR REBABAS ABOLLADURAS POR PERFORACIONES CORRIDAS MAL LIJADO TOTAL DEFECTOS Buena s Producci on tota l 100 92 52,08% 47,92% 52,08% 100,00% 0,33% 0,30% 0 0 192 0,00% 0,00% 100,00% 100,00% 100,00% 0,00% 0,00% 30365 30557 0,63% 99,37% Metodología 67 JALADERA PTA. 20" JUPITER MES DE NOVIEMBRE Defectos Unidades % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Septiembre ABOLLADURAS POR REBABAS POR PERFORACIONES CORRIDAS MAL LIJADO TOTAL DEFECTOS Buenas Produccion total 20 0 100,00% 0,00% 100,00% 100,00% 0,07% 0,00% 0 0 20 0,00% 0,00% 100,00% 100,00% 100,00% 0,00% 0,00% 0,10% 99,90% 21017 21037 JALADERA PTA. 20" JUPITER MES DE DICIEMBRE Defectos Unidades % RELATIVO DE EVENTOS % RELATIVO ACUMULADO % Total Septiembre ABOLLADURAS POR REBABAS POR PERFORACIONES CORRIDAS MAL LIJADO TOTAL DEFECTOS Buenas Produccion total 88 6 91,67% 6,25% 91,67% 97,92% 0,29% 0,02% 2 0 96 2,08% 0,00% 100,00% 100,00% 100,00% 0,01% 0,00% 18952 19048 Fuente: Ecuapar S.A departamento de calidad Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 5 DEFECTOS MES DE JULIO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 0,51% 99,50% Metodología 68 GRÁFICO N° 6 DEFECTOS MES DE AGOSTO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 7 DEFECTOS MES DE SEPTIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 69 GRÁFICO N° 8 DEFECTOS MES DE OCTUBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 9 DEFECTOS MES DE NOVIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 70 GRÁFICO N° 10 DEFECTOS MES DE DICIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan En conclusión las gráficas nos indican que el 80% de los defectos evidenciados durante el proceso y hacia el cliente final no impactan ni en un 20% de la producción total. Se puede evidenciar que en cuestiones de calidad no sobre pasa del 4% de defectos, lo que permite deducir que en gestiones de calidad como producto terminado al cliente final, se tiene una calidad media. 2.2.2.5 Sistema de control de producción Para poder comparar y evaluar el sistema de producción se consideró lo siguiente: Tiempo Takt del sistema bajo los siguientes parámetros: Requerimiento de producción diaria = 2500 unidades Tiempo disponible = 1 turno = 8hr= 480min - 30min (comida)= 450 min Metodología 71 Quedando la siguiente fórmula: 𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇𝑇 𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑𝑑 450𝑚𝑚𝑚𝑚𝑚𝑚 TT=𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅 𝑑𝑑𝑑𝑑𝑑𝑑 𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐 = 2500 𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢𝑢=0, 18*60=10, 8 seg/unid Tiempo de preparación (min) 30 Total de unidades 2500 Tiempo de preparación por unidad (min x unid) 0,012 Tiempo de preparación por unidad ( seg )x unid 0,72 CUADRO N° 18 TIEMPOS CICLOS LINEA MANIJAS Estaciones (Tiempos en segundos) Descripcion Tiempo de proceso Tiempo de Abastecimiento Tiemppo ciclo total Porcentaje de incremento 1 12,08 0,72 12,8 5,63 2 4,78 0,72 5,5 13,09 3 10,34 0,72 11,1 6,51 4 10,4 0,72 11,1 6,47 5 10,7 0,72 11,4 6,30 6 6,4 0,72 7,1 10,11 7 6,45 0,72 7,2 10,04 8 7,4 0,72 8,1 8,87 9 15,76 0,72 16,5 4,37 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan El impacto en el tiempo ciclo de las operaciones están afectada directamente por auto-abastecimiento es del 4.37% al 10.11%. GRÁFICO N° 11 Tiempo en Segundos TIEMPOS CICLOS DE OPERACIÓN 18,0 16,5 16,0 14,0 12,8 11,1 12,0 11,1 11,4 10,0 8,0 5,5 6,0 7,1 7,2 6 7 8,1 4,0 2,0 0,0 1 2 3 4 5 Estaciones de Producción Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 8 9 Metodología 72 Con el dato obtenido en cálculo de T. Takt (11 seg) y el tiempo ciclo de operación, se obtiene la gráfica de Tiempo T. Takt. Vs T. ciclo. Esta gráfica sirve para determinar la saturación de las estaciones de trabajo. Se observa que la estación # 9 (control y pulido de manija y la estación #1 corte de manija) limitan la capacidad de línea con un T. Ciclo de 12,8seg y 16,5 seg respectivamente, las cuales marcan el ritmo del volumen de producción. Con respecto al Tiempo Takt de 11 seg y comparando con el tiempo ciclo de la estación # 9, existe una diferencia de 5,5 seg que representa un 50% de improductividad. GRÁFICO N° 12 TIEMPOS CICLOS DE OPERACIÓN VS T. TAKT 18,0 16,5 16,0 Tiempo en segundos 14,0 12,8 12,0 11,1 11,1 11,4 11 seg 10,0 8,1 8,0 6,0 7,2 7,1 5,5 4,0 2,0 0,0 1 2 3 4 5 Estaciones Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 6 7 8 9 Metodología 73 GRÁFICO N° 13 CAPACIDAD DE PRODUCCIÓN TURNO DE 8 HORAS Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan El proceso de Pulido y control manija júpiter, determina la capacidad máxima de producción diaria con 1748 unidades al 90% eficiencia, la cual se está dejando de producir 752 unidades diaria que representa un 30%. de la capacidad programada. También la estación # 1 con una producción de 2250 unidades, está por debajo de la capacidad de producción programada objetiva de 2500 unidades dejando de producir 250 unidades. Del mismo modo la estación # 2 sobre pasa la producción objetiva en 2736 unidades a un 52%, indicando un cuello de botella para la siguiente operación y tiempo ciclos muy cortos. Metodología 74 CUADRO N° 19 CAPACIDAD DE PROCESO 1 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan La estación # 9 define el estándar H-H con 218 unids/hora CUADRO N° 20 CAPACIDAD DE PROCESO Descripción dotación directo Produccion por hora H-H Directo Estandar H- Estandar HH cuadro Diferencia H por restriccion de (Estacion capacidad de proceso 9) 9 9 218 0,03662 0,0252 0,0114 Porcentaje 31% Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan En este análisis se muestra cálculo de estándar H-H del cuadro de capacidad de proceso vs estándar que se está generando por cuello de botella (estación 9), se está consumiendo 0.0114 horas por unidad de más que representa un 31%. 4 1500 6 1500 2400 -900 -900 Manija jupiter 4 0 0 0 0 0 0 Manija jupiter Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Tendencia Diferencia Programado Produccion Estándar Horas Unidades entregadas a fosfatizado Manija jupiter 301 Tendencia Diferencia Programado Produccion Estándar Horas Unidades entregadas a fosfatizado Tendencia Diferencia Programado Produccion Estándar Horas 1 3010 10 3010 4000 -990 -990 1 1890 6 1890 2400 -510 -510 310 Unidades entregadas a fosfatizado Manija jupiter 355 Tendencia Diferencia Programado Produccion Estándar Horas Unidades entregadas a fosfatizado Manija jupiter 341 Tendencia Diferencia Programado Produccion Estándar Horas Unidades entregadas a fosfatizado Tendencia Diferencia Programado Produccion Estándar Horas 1 0 0 0 0 0 0 1 2400 10 2400 4000 -1600 -1600 Manija jupiter Unidades entregadas a fosfatizado 2 2736 9 2736 3600 -864 -1854 5 0 0 0 0 0 0 2 1860 6 1860 2400 -540 -1050 2 0 0 0 0 0 0 5 0 0 0 0 0 -900 2 3200 10 3200 4000 -800 -2400 3 2754 9 2754 3600 -846 -2700 6 1196 4 1196 1600 -404 -404 3 2464 8 2464 3200 -736 -1786 3 0 0 0 0 0 0 6 0 0 0 0 0 -900 3 1500 10 1500 4000 -2500 -4900 4 2408 8 2408 3200 -792 -3492 7 598 2 598 800 -202 -606 4 618 2 618 800 -182 -1968 4 3080 10 3080 4000 -920 -920 7 1560 6 1560 2400 -840 -1740 4 1100 8 1100 3200 -2100 -7000 8 3160 10 3160 4000 -840 -4332 10 1806 6 1806 2400 -594 -1200 6 1240 4 1240 1600 -360 -2328 5 1860 6 1860 2400 -540 -1460 8 1734 6 1734 2400 -666 -2406 5 600 4 600 1600 -1000 -8000 9 1232 4 1232 1600 -368 -4700 11 1734 6 1734 2400 -666 -1866 7 640 2 640 800 -160 -2488 7 2480 8 2480 3200 -720 -2180 11 1240 4 1240 1600 -360 -2766 7 120 2 120 800 -680 -8680 10 0 0 0 0 0 -4700 13 0 0 0 0 0 -2488 10 1848 6 1848 2400 -552 -4391 13 1152 4 1152 1600 -448 -2314 11 0 0 0 0 0 -4700 12 1268 4 1268 1600 -332 -5032 14 400 2 400 800 -400 -2714 14 0 0 0 0 0 -9015 15 2890 10 2890 4000 -1110 -6270 13 1232 4 1232 1600 -368 -5400 17 2072 8 2072 3200 -1128 -3842 14 0 0 0 0 0 -2488 11 1196 4 1196 1600 -404 -4795 15 638 2 638 800 -162 -5562 18 1495 5 1495 2000 -505 -4347 15 0 0 0 0 0 -2488 Octubre 12 0 0 0 0 0 -4795 18 2384 8 2384 3200 -816 -7086 Agosto 11 0 0 0 0 0 -9015 Julio Septiembre 14 1888 8 1888 3200 -1312 -5160 10 0 0 0 0 0 -9015 Noviembre 9 0 0 0 0 0 -2488 9 2709 9 2709 3600 -891 -3839 13 992 4 992 1600 -608 -3848 9 65 1 65 400 -335 -9015 Diciembre 12 0 0 0 0 0 -1866 8 0 0 0 0 0 -2488 8 2432 8 2432 3200 -768 -2948 12 1926 6 1926 2400 -474 -3240 8 0 0 0 0 0 -8680 16 610 2 610 800 -190 -5752 19 1500 5 1500 2000 -500 -4847 16 0 0 0 0 0 -2488 15 0 0 0 0 0 -4795 19 1595 5,5 1595 2200 -605 -7691 15 0 0 0 0 0 -9015 17 0 0 0 0 0 -5752 20 1445 5 1445 2000 -555 -5402 20 3450 10 3450 4000 -550 -3038 16 0 0 0 0 0 -4795 20 2556 9 2556 3600 -1044 -8735 16 0 0 0 0 0 -9015 18 0 0 0 0 0 -5752 21 1734 6 1734 2400 -666 -6068 21 3460 10 3460 4000 -540 -3578 17 1232 4 1232 1600 -368 -5163 21 1164 4 1164 1600 -436 -9171 17 0 0 0 0 0 -9015 19 0 0 0 0 0 -5752 24 2216 8 2216 3200 -984 -7052 22 3390 10 3390 4000 -610 -4188 18 1200 4 1200 1600 -400 -5563 22 560 2 560 800 -240 -9411 18 0 0 0 0 0 -9015 22 0 0 0 0 0 -5752 25 1734 6 1734 2400 -666 -7718 23 2696 8 2696 3200 -504 -4692 19 2384 8 2384 3200 -816 -6379 21 0 0 0 0 0 -9411 21 1500 10 1500 4000 -2500 -11515 23 0 0 0 0 0 -5752 26 1156 4 1156 1600 -444 -8162 24 1860 6 1860 2400 -540 -5232 22 1734 6 1734 2400 -666 -7045 23 0 0 0 0 0 -9411 22 200 0,5 200 200 0 -11515 27 602 2 602 800 -198 -8360 25 1848 6 1848 2400 -552 -5784 23 1794 6 1794 2400 -606 -7651 25 0 0 0 0 0 -9411 23 625 5 625 2000 -1375 -12890 CUADRO N° 21 CUMPLIMIENTO DE LA PRODUCCIÓN AÑO 2014 28 612 2 612 800 -188 -8548 27 1860 6 1860 2400 -540 -6324 24 1156 4 1156 1600 -444 -8095 26 0 0 0 0 0 -9411 24 1000 6 1000 2400 -1400 -14290 28 1276 4 1276 1600 -324 -6648 25 1240 4 1240 1600 -360 -8455 27 0 0 0 0 0 -9411 25 1500 8 1500 3200 -1700 -15990 29 1236 4 1236 1600 -364 -7012 26 1232 4 1232 1600 -368 -8823 28 0 0 0 0 0 -9411 28 780 4 780 1600 -820 -16810 30 624 2 624 800 -176 -7188 29 0 0 0 0 0 -9411 31 618 2 618 800 -182 -7370 Metodología 75 Metodología 76 GRÁFICO N° 14 CUMPLIMIENTO MES DE JULIO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 15 CUMPLIMIENTO MES DE AGOSTO Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 77 GRÁFICO N° 16 CUMPLIMIENTO MES DE SEPTIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 17 CUMPLIMIENTO MES DE OCTUBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 78 GRÁFICO N° 18 CUMPLIMIENTO MES DE NOVIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 19 CUMPLIMIENTO MES DE DICIEMBRE Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Metodología 79 Las gráficas del cuadro N° 20 muestran las tendencias del cumplimiento en 6 meses en base a un programa de 2500 unidades / día dando como resultado: Pérdida en seis meses = 56714 unidades Pérdida promedio mensual = Pérdidas proyectadas anual= 9452 unidades 113424 unidades. 2.2.2.6 Impacto económico De la tendencia semestral se evidencia el costo que se deja de generar por las unidades no producidas. CUADRO N° 22 IMPACTO EN TENDENCIA Energia Eléctrica (Kwh) $ Agua m(3) Materiales H-H H-M $ $ $ $ Costo total 0,02 0,82 280,00 1,33 0,0019 Costo unidad centavos Meses $ 0,0036 Julio $ 0,0025 Agosto $ 0,2600 Septiembre $ 0,0033 Octubre $ 0,0020 Noviembre 0,27 Diciembre Unidades NP 16810 9411 8823 7370 8548 5752 Total Costo promedio mensual Costo $ 4.538,70 $ 2.540,97 $ 2.382,21 $ 1.989,90 $ 2.307,96 $ 1.553,04 $ 15.312,78 $ 2.552,13 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Es decir un costo promedio de $2,552 en cada mes. 2.3 Diagnostico situacional Con el sistema de producción actual (por lote) y la infraestructura actual se generan desperdicios tales como: Sobre inventarios, movimientos innesasarios, transportes, esperas, lay out extenso, los cuales ocasionan que se incrementen los tiempos ciclos por operación y los tiempos estándar por unidad. Afectando directamente a la productividad y los indicadores que en ella encierra, generando ineficiencias y mayor uso de recursos. A demás, con este sistema se tiene poca flexibilidad al cambio. Por lo expuesto, se tienen demasiadas variaciones en el proceso la cual originan que el cumplimiento de producción sea bajo e inestable. CAPITULO III PROPUESTA 3.1.1. Planteamiento de alternativas de solución a problemas De todas las restricciones planteadas en el capítulo II se definirá la herramienta necesaria en base a las teorías de restricciones para la disminución o el traslado de dicha restricción de manera que no afecte en proporción hacia el objetivo requerido. Herramienta: Entrenamiento Lean Manufacturing y la teoría de restricciones Una vez identificada el cuello de botella se debe enfocar todos los esfuerzos necesarios para poder disminuirlos o equilibrarlos a las demás operaciones. Para lo cual se define el siguiente plan de acciones. Los talleres Kaisen son cursos en los cuales los mandos medios se entrenan y capacitan para fortalecer conocimientos en diferentes áreas. Estos cursos permiten tener una visión horizontal ya que integra a todos los miembros que participan directa e indirectamente en el proceso. Generalmente se establecen con líderes de grupos, se definen metas, se obtiene indicadores todo esto en un periodo kaisen establecido y se atacan a los problemas que afectan proporcionalmente al proceso con una lluvia de ideas de todos los integrantes del grupo. Quedando soluciones accesibles a las restricciones más críticas de la siguiente manera. Propuesta 81 Espacio muy reducido Reestructurar layout y dispositivo de manera que se pueda colocar las cantidades adecuadas y evitar así el desperdicio visual. Véase el anexo 3 Condiciones no ergonómicas Modificar las alturas de las botoneras en la estación N° 8; y en lo posible darles rotación a los operadores por cada puesto de trabajo Sobre- producción Determinar el cuello de botella y agilizar cargas balanceando cada operación al tiempo Takt requerido. Poca comunicación Información del plan de producción a los departamentos de apoyo para agilitar las gestiones de cada departamento. Falta de mantenimiento en prensas Control mediante check list de todas las herramientas usadas para el proceso de producción e incluyendo un etiquetado dependiendo de un análisis correspondiente. Prácticas de manufacturas no adecuadas Instructivos de procesos considerando tiempos ciclos por operaciones y demás funciones, capacitando al personal mediante el uso de los mismos. A eso se suma la falta de Flexibilidad corregido mediante la Implementación del sistema SMED para acortar los tiempos de producción. Propuesta 82 Levantamiento de instructivos de procesos y calidad Permiten la graficación de los procesos e interpretación de los mismos de una manera más sencilla y práctica. Véase el anexo 4 FIGURA N° 21 EJEMPLO DE INSTRUCTIVOS DE PROCESOS Fuente: Mabe S.A Departamento de Manufactura Elaborado por: Beltrán Iñiguez Juan Propuesta 83 Herramienta: SMED (Single-Minute Exchange of Die) Permite determinar y estandarizar los tiempos que se utiliza por cada cambio dado, analizar cada operación, hacerlas internas a externas para lo cual establece funciones en base al orden y la disciplina, se implementa dispositivos para cambios rápidos y flexibles. FIGURA N° 22 EJEMPLO DE DISPOSITIVO DE CONTROL (CALIBRACIÓN) Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Restricciones grupo 4 Un solo proveedor.- Debido a las imposiciones del cliente solo se cuenta con un solo proveedor calificado de materia prima. De lo cual se depende el tiempo de abastecimiento de materia prima y la calidad de la misma. Herramienta: Fuerza 2 Poder de negociación de los proveedores Según una de las 5 fuerzas de poder cuando existe un solo proveedor para muchos clientes, el proveedor tiene el mando total. Es exactamente lo que ocurre dentro de la empresa, para poder llevar una negociación con el Propuesta 84 proveedor se le debe hacer saber lo que cuesta reprocesar un producto defectuoso provocado por su mala calidad en su materia prima. Dicha gestión le corresponde a la gerencia general. 3.1.2 Costo solución CUADRO N° 23 COSTO SOLUCIÓN ITEM Horas Mantenimiento a matriz critica (Perforado) Coordinador, capacitador e implementador lean Costo $ 40 1050,00 $ 3.500,00 Dispositivos de mejora manija júpiter $ 780,00 2 Contenedores $ 520,00 Incentivo objetivos planteados $ 40,00 Total $ 5.890,00 Fuente: Jefe de Taller de matricaria de Ecuapar s.a tel: 2113457 Capacitador y coordinador fuente Mabe s.a 2014 tel: 21600500 Elaborado por: Beltrán Iñiguez Juan El mantenimiento a la matriz permitirá fijar topes con la finalidad que disminuya la variación en las medidas entre perforaciones e incorporar punzones de manera que la manija no presente mayor abolladura al momento de ser perforada. Con el entrenamiento lean además de integrar a los colaboradores aportará al enfoque de la mejora, la importancia en cada proceso. Adquirir destrezas de análisis y conocimientos de las operaciones Del enfoque del proceso se desarrolla herramientas que permitan dar validaciones en arranques de procesos o del control del mismo ayudando a la optimización de los tiempos utilizados. Con un costo de $ 5890 se podrá mejorar el proceso y las restricciones más críticas adicional a eso adquirir herramientas de ingenierías útiles para cualquier proceso de producción. Propuesta 85 3.1.3 Evaluación del costo solución Con esta inversión no solo se fortalecerá en conocimientos, sino se tendrá un grupo que pueda tener la capacidad de reacción en cualquier problema planteado además se orienta a la mejora continua. Se equilibrarán las líneas de manera que el abastecimiento lo hará la persona de la estación 2 teniendo un sistema modular ajuga araña, Del mismo modo emplear material aprobado e inspeccionado por el departamento de calidad con la finalidad de tener una trazabilidad del proceso. Quedando de la siguiente manera un tiempo ciclo proyectado: CUADRO N° 24 EQUILIBRIO DE LÍNEA Estaciones (Tiempos en segundos) Descripcion Tiempo de proceso Tiempo de Abastecimiento Tiemppo ciclo total 1 9,2 0 9,2 2 8 0 8,0 3 10,34 0 10,3 4 10,4 0 10,4 5 10,7 0 10,7 6 6,4 0 6,4 7 6,45 0 6,5 8 7,4 0 7,4 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan GRÁFICO N° 20 PROYECCIÓN CON OPTIMIZACIÓN T.CICLO VS T. TAKT Tiempo Ciclo Vs Tiempo Takt Tiempo en segundos 12,0 10,7 10,4 10,3 10,0 11 seg 9,2 8,0 9,0 8,0 7,4 6,5 6,4 6,0 4,0 2,0 0,0 1 2 3 4 5 Estaciones Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan 6 7 8 9 Tiem… Tiem… 9 9 0 9,0 Propuesta 86 CUADRO N° 25 PROYECCIÓN CON OPTIMIZACIÓN EN OPERACIONES SATURADAS Tiempo Estación Producción (seg) Unidades x H (8H) júpiter 9,2 391,30 3130 Limpieza de tubo manija júpiter 8,0 450,00 3600 Embutido manija júpiter 10,3 348,16 2785 10,4 346,15 2769 10,7 336,45 2692 6,4 562,50 4500 júpiter 6,5 558,14 4465 Perforado manija júpiter 7,4 486,49 3892 Pulido manija júpiter 9,0 400,00 3200 8,7 431 3448 Corte desarrollo tubo manija Corte transversal izquierdo manija júpiter Corte transversal derecho manija júpiter Lijado extremo izquierdo manija júpiter Lijado extremo derecho manija Promedio Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Con un equilibrio de las líneas en las operaciones saturadas se obtiene un tiempo promedio de 8,7 seg. Pero para este tipo de proceso y este balance no se aplicará el resultado promedio más bien se tendrá en consideración la operación con mayor tiempo ciclo, resultando un tiempo estándar 10.7 seg por la nueva restricción que se dará por el proceso de corte longitudinal con 336 unidades/ horas, y una producción de 2692 unidades en una jornada de 8 horas, una ganancia de 845 unidades con relación a la restricción anterior que se encontraba con tiempo de 16.48 seg con una producción de 218 unidades/hora. . Propuesta 87 3.1.4 Costo beneficio CUADRO # 26 PROYECCIÓN CON OPTIMIZACIÓN VS OPERACIONES SATURADA Meses 1 2 3 4 5 6 Tiempo estandar estiamdo 336 x H 218 xH Programado mensual Proyectado Programado mensual 26376 17113 26376 17113 30576 19838 32256 20928 25200 16350 20832 13516 Diferencia Costo Unitario 9263 $ 0,27 9263 $ 0,27 10738 $ 0,27 11328 $ 0,27 8850 $ 0,27 7316 $ 0,27 Ganancia Mensual $ $ $ $ $ $ $ Costo mensual 2.501,01 2.501,01 2.899,26 3.058,56 2.389,50 1.975,32 2.554,11 Fuente: Ecuapar S.A Elaborado por: Beltrán Iñiguez Juan Del siguiente cuadro se puede deducir que con un estándar de 336 unidades/horas mensualmente se obtendrá una rentabilidad de $2554.11 aproximadamente por cada mes del mismo modo la inversión requerida se la recupera en los 3 primeros meses. La relación beneficio / costo es un indicador que mide el grado de desarrollo y bienestar que un proyecto puede generar a una comunidad en este caso queda planteado de la siguiente manera. 𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵𝐵 Costo Beneficio = Donde: 𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶 = $15,324.66 𝑆𝑆5,890 ==2.6 Por cada $1 invertido. Beneficios = La sumatoria de los costos mensuales en los primeros 6 meses. Costos = La inversión requerida 3.2 Conclusiones y recomendaciones 3.2.1 Conclusiones Una inversión al igual que la tercera ley de newton siempre tendrá una reacción, en igual dirección pero en sentidos contrarios, lo que se trata con Propuesta 88 este trabajo es poder tener todo parametrizado de manera que se pueda medir y controlar. En cuanto al sistema de producción actual se definen las razones por las cuales existe esta improductividad en la línea de producción: Abastecimientos no programados lo que ocasiona recorridos innecesarios de los materiales, materia prima defectuosa por recuperar lo que alarga el tiempo ciclo de las operaciones, la importancia de ser equipos de trabajo y de qué manera la malas prácticas de manufactura afectan a las siguientes operaciones, así como la falta de estandarización de las actividades, falta de mantenimientos preventivos a las herramientas usadas en los procesos, cronogramas de adiestramientos que le sirvan de guía al personal, con el fin de lograr un desempeño optimo y agregue valor a cada operación Es importante entender, que las diferencias personales e intereses, afectan a los intereses de la empresa. Contar con un grupo de trabajo comprometido e interesado en el cambio, estabilidad laboral, crecimiento profesional y el respeto como personas, todo esto es influyente hacia el objetivo propuesto. 3.2.2 Recomendaciones Existen muchas técnicas que se pueden aplicar, se seleccionó las más prácticas y adecuadas. Se recomienda la técnica de las teorías de las restricciones que nos permite, una vez identificada la restricción abordarla con una lluvia de ideas, permitiendo restructurar los procesos de tal manera que no impacto o afecte en proporción en las operaciones siguientes. Se debe tener la mayor flexibilidad en los cambios o setup, estandarizar las actividades para realizar las operaciones de una manera adecuada Propuesta 89 evitando movimientos innecesarios y por ende defectos o variaciones en los procesos. Mantenimientos preventivos planificados definidos, permitirán tener control de tiempo de vida útil sean matrices o las herramientas utilizadas. Mantener todo ordenado y en su respectivo lugar eliminara el desperdicio visual mejorara el ambiente de trabajo y facilitara la identificación de las producciones en cada proceso. Una vez implementado el método propuesto se debe seguir evaluando los procesos, para determinar los indicadores actuales y sobre ellos seguir buscando las mejoras con las herramientas y bases establecidas. GLOSARIO DE TÉRMINOS TAKT: Ritmo al cual debe trabajar un sistema para cubrir la demanda. TOC: es el acrónimo de Theory Of Constraints, Teoría de las Restricciones. Lean manufacturing: producción ajustada', 'manufactura esbelta', 'producción limpia' o 'producción sin desperdicios SMED: Es un acrónimo en lengua inglesa Single Minute Exchange of Die, que significa cambio de troqueles en menos de diez minutos Ciclo: Repetición de cualquier fenómeno periódico, en el que, transcurrido cierto tiempo Balance: Herramienta para el control de la producción, dado que de una línea de fabricación equilibrada depende la optimización de ciertas variables que afectan la productividad de un proceso 5S: Son el fundamento del modelo de productividad industrial creado en Japón y hoy aplicado en empresas occidentales. NP: No Producidas Instructivo: Texto que tiene como finalidad dar cuenta del funcionamiento de algo en particular Dispositivo de control: También denominados pasa no pasa, permiten medir (en calibración) y controlar medidas en un proceso determinado. ANEXOS Anexos 92 ANEXO N° 1 ORGANIGRAMA ECUAPAR 2015 4,50 mt. 8,3 mt. 3,2 mt 8,50 mt. 9,50 mt VESTIDORES Y MESA 1 BAÑOS AL-1 C H E C O AREA DE R A 2 TRANSFORMADOR CONTROL 2 2 AL-10 E 6 mt. LIJADORAS D T A 13 6 3 L L P N C 3 E R COBRE CHATARRA BODEGA 4 CALIDAD PRUEBAS OFICINA 6 3 HIGIENECOS SERVICIOS 7 C 4 Á 12 4 AREA DE TAMIZADO 9 7,50 x 8,50 mt. 6 5 AREA DE ENSAMBLE DE BISAGRA PUERTA HORNO 6 mt. M E AREA DE PRENSAS Y PLEGADORAS 6,30 X 8,50 mt. ALMACENAM FLEJES LONJAS 6 mt. E FLECHAS NEGRAS INDICAN EL RECORRIDO DEL PROCESO OFICINA DE PRODUCC. 1 5,10 x 8,50 mt. ALMACENAM. PLANCHAS 3,0 mt AL CAMIÓN DE DESPACHO PLANTA OFICINA DE JEFE 6 mt. A 6 mt. N 11 C 8 54 mt. BODEGA PINTURA I 5 3 5 6 4 TRABAJO AREA DE FOSFATIZADO 6 6 mt LÍNEA MANIJAS 6 TAQUES DE FOSFATIZADO E 1 7 mt. 6 mt. ÁREA DE CORTES DISTRIBUCIÓN ACTUAL DE LA PLANTA ALCON 7 PINTADO MATERIAL DE CONTROL AREA LINEA PINTURA CONTROLES 12,20 mt. 7 BODEGA C C 8 8 2,4 mt. 3,80 mt. 6 mt AREA DE COMPRESORES 8,50 mt. 6 mt. SALA DE CAPACITAC. 9 1,10 mt. 9 4,50 mt. 6 4 20 mt. 4 6 9,50 mt. Anexos 93 ANEXO N° 2 DISTRIBUCION DE PLANTA MANIJAS Anexos 94 ANEXO N° 3 INSTRUCTIVO DE CALIDAD MANIJA JUPITER ESTACION 1-2 Anexos 95 ANEXO N° 4 INSTRUCTIVO DE CALIDAD MANIJA JUPITER ESTACION 3-4-5 Anexos 96 ANEXO N° 5 INSTRUCTIVO DE CALIDAD MANIJA JUPITER ESTACION 6-7-8 Anexos 97 ANEXO N° 6 INSTRUCTIVO DE CALIDAD MANIJA JUPITER ESTACION 8-9 BIBLIOGRAFÍA Abraham, C. J. (2008). Manual de tiempos y movimientos. mexico: limusa. ADAN. JR RONALD, E. E. (s.f.). Administracion de la produccion y las operaciones. En E. E. Adeudima. (11 de 12 de 2015). adeudima.com. Obtenido de adeudima.com: http://www.adeudima.com/?page_id=371 BITTEL, L. R., & RAMSEY, J. E. (1992). ENCICLOPEDIA DEL MANAGEMENT. En L. R. BITTEL, & J. E. RAMSEY, ENCICLOPEDIA DEL MANAGEMENT (pág. 1376). Barcelona: GRUPO EDITORIAL OCEANO. Borja, R. M. (2014 ). • Implementación de un sistema de abastecimiento de materiales ckd (competely knocked down) en la línea de ensamble de vehículos de la empresa maresa. Quito. Edmundo Rafael Guadalupe Moyano, I. J. (29 de 12 de 2014). https://www.dspace.espol.edu.ec. Obtenido de https://www.dspace.espol.edu.ec: Gerenciales, E. (29 de 12 de 2014). Gerencia para el emprendimiento. Obtenido de Gerencia para el emprendimiento: http://www.dipres.cl/control_gestion/indicadores/Guia_Indicadores_ 1996.pdf Herrera, I. B. (2008). Modulo de Gestion de indicadores. Obtenido de http://dspace.ups.edu.ec/bitstream/123456789/964/8/Capitulo_4.pd f. Paz, R. C., & Goméz, D. G. (s.f.). El sistema de produccion y operaciones. Sistemas de produccion, 26. Polanco, P. P. (2014). • Optimización de la producción del área de paneles de la empresa chaide y chaide conforme a la teoría de restricciones. Quito. Santander, C. A. (2014). Manual de implementacion 5s. Manual de implementacion 5s, 16. Sanz, J. B., Calvo, M. A., Perez, R. C., Zapara, M. A., & Panchon, F. T. (s.f.). Guia para una gestion basada en procesos. Guia para una gestion basada en procesos, 140. Stephens, F. E. (2006). Diseño de instalaciones de manufactur y manejo de materiales. PEARSON EDUCACION; MEXICO , 2006.
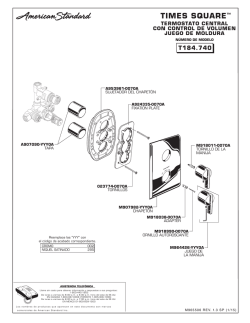



© Copyright 2026