
HACCP MORCILLA DE LEÓN - Universidad de Pamplona
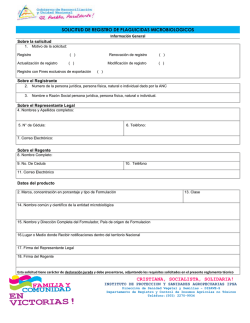
DISEÑO DE UN PLAN HACCP APLICADO AL PROCESO DE ELABORACIÓN DE LA MORCILLA DE LEÓN Cabeza Herrera, Enrique Alfonso1*, Mateo Oyagüe, Javier2, Zumalacárregüi Rodríguez, José María2. Departamento de Microbiología, Facultad de Ciencias Básicas, Universidad de Pamplona. Campus Universitario, Km. 1 vía a Bucaramanga, Pamplona, Colombia. 2 Departamento de Higiene y Tecnología de los Alimentos, Facultad de Veterinaria, Universidad de León, Campus de Vegazana s/n, C.P. 24071, León, España. 1 RESUMEN La morcilla de León es un embutido típico tradicional de la provincia de su mismo nombre, ubicada al noroccidente de España. Este embutido se elabora a base de cebolla, sangre de cerdo, grasa, migas de pan, arroz, pimentón, condimentos y poca sal. Este embutido es de fabricación principalmente artesanal aunque en las últimas décadas se ha venido industrializando. Según el Directorio de Industrias Agrarias y Alimentarías de Castilla y León (1.999), existen en León casi un centenar de fábricas de embutidos, de las que muchas de ellas, fabrican morcillas en alguna época del año. No obstante, hay media docena de industrias artesanales dedicadas, casi específicamente a la producción de morcilla, con una producción media individual de 60 – 100.000 Kg./año; en conjunto, la producción global de morcillas se puede estimar en unos 500.000 Kg./año. Los mercados más importantes se sitúan en León, Valladolid, Asturias y también Madrid y Barcelona.1La principal ventaja se basa en la calidad y selección de sus ingredientes, cuyo bajo precio permite un buen nivel sin costos excesivos. Además, su preparación rápida y fácil –tanto cocida como frita- y la buena adaptación para ser consumida en forma de raciones en bares y mesones, favorecen mucho su futuro. Su debilidad, es el tamaño reducido y la dispersión de las industrias artesanales, que hace difícil conseguir un producto homogéneo; su reducida conservación en fresco –unos 20 días- también es un inconveniente para su comercialización. En este sentido se hace necesario el diseño de un plan que permita en cierta medida INTRODUCCIÓN Hoy por hoy, el mercado de alimentos se mueve en torno a unas directrices mundiales, donde la demanda de alimentos cada vez más frescos y de mejor calidad se constituye en el común denominador casi en cualquier parte del planeta, este fenómeno llamado globalización de los mercados, sumado a la disponibilidad y accesibilidad a la información, hace que cada día más consumidores demanden mejores productos, de buena calidad y casi un hecho más, amigables al medio ambiente, es decir, procurar la menor aplicación de productos químicos durante su producción, transformación y consumo final (cadena alimenticia). * Correspondencia: [email protected], [email protected]. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Esta preocupación ha hecho que los productores de alimentos implementen nuevas estrategias que les permita captar un mayor volumen de ventas a nivel nacional e internacional; una de esas estrategias es la de ofrecer alimentos que lleven un certificado reconocido mundialmente como “un alimento que cumple con unos requisitos mínimos de inocuidad, y que su consumo no causa daños a la salud del consumidor”. En el área de los productos alimenticios la inocuidad es una característica de calidad fundamental. La participación en un mercado global hace necesario contar con procedimientos mínimos exigidos en el mercado internacional en lo relativo a la higiene y formas de manipulación. Estos procedimientos son llamados Buenas Prácticas de Manufactura – BPM o GMP –. También se necesita de un sistema de aseguramiento de la calidad higiénico-sanitaria de los productos y control de todos los procesos. Para ello se implementa el Sistema de Análisis de Riesgos y Control de Puntos Críticos – HACCP –. En el comercio internacional esto está siendo exigido por la demanda privada, por ello, o se cumple con BPM y HACCP o se sale rápidamente del mercado. El Sistema de Análisis de Peligros y Control de Puntos Críticos “APPCC” (HACCP por sus siglas en inglés) – es un modelo efectivo que permite identificar los riesgos asociados que puedan afectar los alimentos, y cuales son las posibles medidas para su control con el único fin de garantizar la inocuidad de los mismos, como tal constituye un enfoque eminentemente preventivo de los peligros sanitarios vinculados a los alimentos. La implantación del sistema representa una aproximación sistemática a la identificación, evaluación y control de peligros asociados a la producción y manipulación de los alimentos empleando variables fáciles de medir. En este sentido el Real Decreto 2207/95 de 28 de diciembre, por el cual se establecen las normas de higiene de los productos alimenticios, consecuencia de la incorporación de la Directiva 93/43 CEE del Consejo al Ordenamiento jurídico español, dispone en su artículo 3, apartado 2, que las empresas del sector alimentario deberán realizar actividades de autocontrol, basados en los principios de análisis de peligros y de puntos de control crítico (APPCC). La morcilla es uno de los embutidos más antiguos. Griegos y romanos embutían tripas y estómagos de cabras y cerdos con dados de carne y de tocino y también sangre, para luego someterlos al asado. En el primer Concilio Apostólico (325 d.Cr.) se prohibió el consumo de sangre por razones morales pero también higiénicas. A pesar de estas prohibiciones las morcillas se mantuvieron vigentes. Posteriormente se desarrollaron otras variedades de embutidos como las morcillas de hígado. La elaboración de estos embutidos cocidos ha permitido aprovechar las partes comestibles de la canal, teniendo la sangre una especial importancia como aportador de proteína de alto valor. Las morcillas son embutidos cocidos que son rodajables en condiciones frías. La rodajabilidad y firmeza al corte cuando están frías se debe a la mezcla de la sangre con la gelatina solidificada proveniente de los cueros del cerdo y/o a la unión por la coagulación de la proteína de la sangre. Según el etnógrafo Joaquín Alonso, en su libro sobre los viejos oficios de León, la morcilla, de acuerdo con Platón –referencia recogida en El Mithaïcos (428 a.C.)- fue invento del griego Aftónitas y resultó ser uno de los grandes hallazgos del arte culinario y una prueba del máximo aprovechamiento del porcino, que por fortuna, se ha 2. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León perpetuado en León, a través de los platos tradicionales del mundo rural. Su elaboración, está muy extendida por toda la provincia, sin embargo, es en la mitad norte donde las condiciones para su curación natural son más adecuadas.2 La morcilla de León es un producto derivado, asociado y dependiente de la matanza, muy influido por el clima –frío, seco y con fuertes heladas- y por las condiciones de elaboración –ahumado, oreo-. No obstante, la matanza, también constituye un rito tradicional en el que se reúnen la familia y los amigos más íntimos para elaboración y el consumo (la “prueba”) de los diferentes productos ligados a ella. Según el Directorio de Industrias Agrarias y Alimentarías de Castilla y León (1.999), existen en León casi un centenar de fábricas de embutidos, de las que muchas de ellas, fabrican morcillas en alguna época del año. No obstante, hay media docena de industrias artesanales dedicadas, casi específicamente a la producción de morcilla, con una producción media individual de 60 – 100.000 Kg./año; en conjunto, la producción global de morcillas se puede estimar en unos 500.000 Kg./año. Los mercados más importantes se sitúan en León, Valladolid, Asturias y también Madrid y Barcelona.3 La principal ventaja se basa en la calidad y selección de sus ingredientes, cuyo bajo precio permite un buen nivel sin costos excesivos. Además, su preparación rápida y fácil –tanto cocida como frita- y la buena adaptación para ser consumida en forma de raciones en bares y mesones, favorecen mucho su futuro. Su debilidad, es el tamaño reducido y la dispersión de las industrias artesanales, que hace difícil conseguir un producto homogéneo; su reducida conservación en fresco –unos 20 días- también es un inconveniente para su comercialización. D DE ESSC CR RIIPPC CIIÓ ÓN ND DE ELL PPR RO OD DU UC CTTO O Definición: La morcilla de León es un embutido cárnico tradicional, originariamente ligado a la matanza familiar, que se elabora exclusivamente en la provincia de León que se puede consumir cocida o freída, con 15 de vida útil almacenada en refrigeración. Este producto es elaborado con sangre y grasa de cerdo cocinadas, a los que se añaden, cantidades elevadas de cebolla y miga de pan, acompañadas de otros componentes menores, cuya forma exterior viene determinada por la tripa de cerdo o de otros herbívoros domésticos (vacuno), en la que estos ingredientes van introducidos. Como otros embutidos de León, las morcillas, también se someten al preceptivo curado al humo. Ingredientes: Cebolla (65 – 75%). Sangre de cerdo o vacuno (10 – 20%). Grasa/sebo (10 – 20%). Migas de pan (10%). Arroz (2 – 5%). Pimentón (2%). Ajo, condimentos y especias (pimienta, perejil, orégano, anís, canela, etc., - 1g/Kg. masa -) 2 http://www.patrimoniogastronomico.com/embutido_c.shtml?idboletin=123&idseccion=481&idarticulo=2759 3 http://www.patrimonio-gastronomico.com/embutido_c.shtml?idboletin=123&idseccion=481. 3. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Composición del producto (% sobre peso fresco): Humedad (69,4%) Grasa (14%) Proteína 4,6%) Hidratos de carbono Cenizas pH: 5,78 Actividad del agua: 0,978 Características de envasado: Se comercializa, en forma de sartas o “ristras” de 80 – 100 cm. de longitud, divididas en unidades de 15 – 20 cm, o bien, individual en forma de herradura (200 a 400 g), con el preceptivo hilo atado a los extremos para poderse colgar en los varales durante el proceso de ahumado, oreado y venta. Características del proceso tecnológico: Precocción a 60ºC durante 15 – 20 minutos. Escaldado a 70 – 75ºC durante 30 minutos. Enfriado a 0 – 5ºC dentro de las 2 – 3 horas siguientes, almacenamiento en oscuridad y humedad de 80%. Durante todo el proceso la temperatura no debe descender de 45 ºC. Especificaciones de la etiqueta: Lista de ingredientes. Conservar entre 0 – 5 ºC. Fecha de elaboración y caducidad. D DIIA AG GR RO RA OC AM CE MA ESSO AD O DE EF FLLU UJJO O YY D DE ESSC CR RIIPPC CIIÓ ÓN ND DE ELL PPR El diagrama de flujo del proceso de elaboración de morcilla se muestra en la figura 1. La elaboración de la morcilla es un proceso largo y laborioso en cuanto a los ingredientes, cantidades de cada uno y fases de elaboración. Una vez mezclados todos estos ingredientes, en las cantidades adecuadas, y embutido el mondongo en la tripa, se someten las morcillas a una cocción suave en caldero con agua; posteriormente, se ahuman colgadas en los varales, durante varios días con leña de roble o encina y, después de oreadas unos días a la helada, ya se pueden empezar a consumir. Actualmente, no existen iniciativas para alcanzar algún tipo de distintivo de calidad, aunque es un producto Catalogado por la Junta de Castilla y León.4 1. El primer paso en la elaboración de morcillas de León es la recepción de las materias primas empleadas en el proceso. Los ingredientes más utilizados son: Sangre proveniente del cerdo (por su color intenso) o vacuno; grasa (de cerdo o también denominada manteca o “unto”) y/o sebo (generalmente de vaca o ternero), cebolla (la más utilizada es la grande de invierno – Variedad horcal – o denominada “horco”) que es el ingrediente más voluminoso, miga de pan (bien 4 http://www.patrimoniogastronomico.com/embutido_c.shtml?idboletin=123&idseccion=481&idarticulo=2760 4. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León “posada” durante 2 – 3 días) en cantidad próxima al 10% o arroz entre el 2 al 5%; pimentón (procedente de La Vera) en un 2% aproximado; ajos (grandes, provenientes de las ferias de Santa Marina y Veguellina); perejil, orégano, anís, canela, comino, pimienta y hortelana aproximadamente 1g/Kg de masa; y finalmente, la tripa de embutir, antiguamente la del propio cerdo que se sacrificaba, bien lavada y, en la actualidad, de vaca, con un calibre próximo a los 45 mm de diámetro. Para la producción de morcillas se toma como principio, que cuanto mas fresca es la materia prima, mejor es el sabor y su aceptabilidad. El material obtenido de animales recientemente sacrificados posee la ventaja de una escasa carga microbiana y los productos que se elaboran del mismo presentan un mejor aroma. El sabor y la apariencia son afectados por la sangre y los cueros de cerdo, estos tienen que estar bien limpios y desengrasados, la sangre debe estar fresca y en condiciones higiénicas. Bajo estas condiciones, los cueros de cerdo y la sangre son adecuados para la producción de morcillas. La sangre como componente esencial de las morcillas posee una especial importancia. El empleo de la sangre para el consumo humano requiere de una obtención de la misma bajo condiciones de higiene absoluta, dado que la sangre debido a su elevada actividad de agua (0.99) y el alto pH (7.3 a 7.5) es muy susceptible al deterioro bacteriano. Para lograr una obtención con un bajo recuento microbiano, lo más conveniente es el desangrado en sistema cerrado e inmediata refrigeración a temperaturas por debajo de los 3 ºC luego de la obtención. Para evitar la coagulación puede emplearse la adición de un anticoagulante como lo es el citrato o revolver periódicamente la sangre. Cuando la sangre no puede utilizarse el mismo día de la matanza, debe curarse mediante la adición de sal con 0,6% de nitrito, esto además de favorecer la conservabilidad aumenta la proporción de nitrosohemoglobina “enrojecimiento” y por ende del color estable; además, en todo momento debe mantenerse en refrigeración a 2 o 3 ºC. durante el almacenaje, la sangre tiene que ser removida regularmente, para que reciba oxígeno y garantizar que el calor se disipe. La sangre debe entibiarse antes de su utilización en el proceso, removiéndola y con cuidado para que sus proteínas no coagulen, para que el nivel de oxígeno alcance un grado de saturación y esté disponible en cantidad suficiente para la formación de un color homogéneo en todos los lotes de producción. 2. A continuación, los ingredientes de gran tamaño son triturados (picadora, cúter) finamente, la cebolla se pica y es cocinada posteriormente en conjunto con la grasa a una temperatura de 60ºC. El arroz es adicionado antes de la finalización de este primer calentamiento. Al final del mismo se adicionan las especias y por último la sangre, que sufre una coagulación. 3. El embutido se suele realizar en caliente inmediatamente después del mezclado final, obteniéndose las denominadas “ristras”, compuestas por 6 – 7 unidades de 15 – 20 cm de longitud, o bien, individual en forma de herradura “sartas” (200 a 400 g). 4. Las morcillas sufren un tratamiento final en caldera abierta con agua hirviendo “Escaldado”, durante el tiempo necesario para que el centro de la ristra alcance una temperatura de 70 – 75 ºC aproximadamente, manteniéndose por ½ hora. Entonces se enfrían muy brevemente en agua fría y se cuelgan para que se terminen de enfriar al aire y se sequen. Al finalizar el proceso, las morcillas se pueden ahumar con humo frío. El almacenamiento se hace en ambientes oscuros, a temperaturas de 0 a 5ºC, y con humedad relativa de 80% hasta su comercialización. 5. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León 5. La venta se suele realizar sin envasar, alcanzándose una vida media de 15 días a temperatura entre 0 y 5 ºC. Durante todo el proceso de producción, la temperatura debe estar en un rango no inferior de 45ºC. Cuarto frío. 0 – 4ºC. HR: 80% Almacenamiento de Producto terminado D DIISSE EÑ ÑO OD DE ELL PPR RO OC CE ESSO O Salida de Producto Terminado ZONA DE PRODUCCIÓN Cuarto frío. 0 – 4ºC. Almacenamiento de materias primas. AREA ADMINISTRATIVA Recepción de materias primas Flujo del proceso Zonas de mayor contaminación. Zonas frías. Zona de producción. 6. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León COMPONENTES SÓLIDOS (Cebolla, Grasa, Pan, Arroz, Pimentón, Manteca. CONDIMENTOS □◙ □◙ REDUCCIÓN DE TAMAÑO (Cebolla, Grasa, Pan, Arroz, Pimentón, Ajo) ◙ ■ MEZCLA PCH PRECOCCIÓN 60ºC 15-20 min. ◙■∅⊕ PCH EMBUTIDO ATADO ◙■ PCH ◙■ PCH ◙■ □◙ PCH PCH ◙■ MEZCLA – AMASADO SANGRE PCH COCCIÓN (Escaldado) 70-75ºC/ ½ h. ◙■*⊗ PCC ENFRIADO – SECADO 0-5ºC 2/3 h. ◙■⊕ PCC ALMACENAMIENTO ◙■ 0-5ºC. PCH Figura 1. Diagrama de flujo del proceso de elaboración de morcilla de León. (- -) opcional; (□) peligro de contaminación inicial; (◙) peligro de contaminación por manipuladores; (■) peligro de contaminación por equipos/utensilios; (⊗) supervivencia de esporas; (⊕) peligro de multiplicación microbiana; (∅) supervivencia de formas vegetativas bacterianas; (∗) inactivación de formas vegetativas bacterianas; (PCH) puntos de control de higiene; (PCC) Puntos de control críticos. 7. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León E EN RO AF NU OSS IID UM FA ME ASSE ER RA DE E AC EN CIIÓ NTTIIF ÓN ND FIIC DE CA E LLO AD DO OSS A OSS R ASSO RIIE OC ESSG CIIA GO AD OSS YY PPE DO OSS E EN NC ELLIIG CA AD GR DA O P E R A C I O N A L OPERACIONAL Fase Peligro Recepción de materias primas Almacenamiento de materias primas e ingredientes Reducción de tamaño Presencia de microorganismos patógenos en la sangre de cerdo, esporos bacterianos en especias, pesticidas residuales en especias y otros Ingredientes. Contaminación Química. Crecimiento de Bacterias patógenas psicrófilas, Contaminación microbiana por suciedad y/o restos de insectos/roedores. Incremento y/o microbiológica. Bacterias patógenas de manipuladores y equipos/utensilios. Contaminación microbiológica. Mezcla Bacterias patógenas de manipuladores y equipos/utensilios, presencia de productos químicos residuales de equipos/utensilios y de especias. Contaminación microbiológica. Supervivencia y/o multiplicación de formas vegetativas patógenas. Multiplicación microbiológica. Bacterias patógenas de manipuladores y equipos/utensilios Contaminación microbiológica. Bacterias patógenas de manipuladores y equipos/utensilios Contaminación microbiológica. Bacterias patógenas de manipuladores y equipos/utensilios Contaminación microbiológica. Bacterias patógenas de manipuladores y equipos/utensilios Contaminación microbiológica. Supervivencia de formas vegetativas y esporuladas, reducción inadecuada de la contaminación microbiológica. Insuficiente tratamiento térmico. Crecimiento de Bacterias patógenas psicrófilas. Incremento de microbiológica. Crecimiento microbiano en la superficie del producto. Contaminación microbiológica. Crecimiento de Bacterias patógenas psicrófilas. Incremento y/o microbiológica. Alteración de productos. Precocción Mezcla Amasado Embutido Atado Cocción (escaldado) Enfriado Secado Almacenamiento producto final de Riesgo microbiológica o contaminación la contaminación contaminación Tabla 1. Matriz de identificación de los posibles peligros y riesgos en cada etapa operacional. 8. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León D DE ETTE ER RM MIIN NA AC CIIÓ ÓN ND DE E PPU UN NTTO OSS C CR RÍÍTTIIC CO OSS Etapa 1 2 3 4 PCH PCC Recepción de materias primas Si No Si Si Si No Almacenamiento de materias primas Si No Si Si Si No Reducción de tamaño Si No No Si Si No Mezcla Si No Si Si Si No Precocción Si No Si Si Si No Mezcla Si No Si Si Si No Amasado Si No Si Si Si No Embutido Si No No Si Si No Atado No Si No Cocción (escaldado) Si Si Si Enfriado Si Si Si Secado Si No Si No Si No Almacenamiento de producto final Si No No Si No P1. ¿Existen medidas preventivas para el riesgo identificado? ¿Esta etapa o fase está diseñada para eliminar o reducir la probabilidad de P2. presencia de un riesgo o peligro hasta un nivel aceptable? ¿Podría tener lugar una contaminación con el peligro o riesgo identificado en P3. exceso del nivel aceptable o podría el riesgo o peligro aumentar hasta un nivel inaceptable? ¿Una fase posterior del proceso eliminará el riesgo o peligro o reducirá la P4. probabilidad de su presentación hasta un nivel aceptable? Tabla 2. Árbol de decisiones en un proceso de elaboración de Morcilla de León. 9. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León PPLLA AC CIIÓ AN NH ÓN ND HA AC DE CC EM CPP E MO OR EN RC NU CIILLLLA UN N PPR AD RO DE OC E LLE CE ESSO EÓ OD ÓN N.. DE EE ELLA AB BO OR RA VIGILANCIA Frecuencia Límites críticos Etapa Riesgo Medidas preventivas Recepción de materias primas Contaminación microbiológica o Química. Empleo de materias primas frescas. Manipulación correcta de mercancías en el transporte (Tº, higiene). Inspección visual y comprobación de mercancía. Comprobación Lectura de Tº. Conteo directo de Bacterias. Diaria. Almacenamiento de materias primas e ingredientes Incremento y/o contaminación microbiológica. Supervisión visual del orden del almacén. Correcta aplicación de programas de L&D, CP. Control de Tº. Diaria. Reducción tamaño Contaminación microbiológica. Desarrollo de programa de Limpieza y Desinfección (L&D). Desarrollo de programa de Control de Plagas (CP). Desarrollo de Buenas prácticas de manipulación (BPM). Rotación de stocks. Manipulación correcta de materias primas (Tiempo/Temperatura Adecuada). Condiciones higiénicas del almacén. Tiempo/Tº adecuada. Buenas condiciones de manipulación. Condiciones higiénicas de equipos y útiles. Tº adecuada del local de preparación. Tiempo/Tº adecuada. Buenas condiciones de manipulación. Control de Tº/ tiempo. Inspección visual. Correcta aplicación del programa de L&D. Control de Tº/ tiempo. Inspección visual. Mezcla de Contaminación microbiológica. Monitoreo Acciones Correctoras -Recuento ≤104 bac/ml sangre. -Tº de Transp. ≤ 4ºC. -Especificaciones sanitarias en su caso. Especificaciones microbiológicas en su caso. No existencia o incumplimiento de Programas de L&D, CP, BPM. -Tº de cuarto frío ≤ 4ºC. Fechas de caducidad. Tiempo de almacenamiento adecuado. -Rechazo y devolución de materias que no cumplan requisitos. -Retirada de homologación a proveedores. Para cada partida. BPM. Condiciones higiénicas satisfactorias. Tº/ tiempo adecuado del local. Corregir condiciones de trabajo. Corregir programa de L&D. Corregir temperatura del local. Para cada partida. BPM. Condiciones higiénicas Corregir condiciones de trabajo. Corregir programa de Capacitación en BPM a personal. Reentrenamiento de personal responsable de L&D. Corregir condiciones de almacenamiento. 10. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Precocción Mezcla Amasado Embutido Atado Multiplicación microbiológica. Contaminación microbiológica. Contaminación microbiológica. Contaminación microbiológica. Contaminación microbiológica. Condiciones higiénicas de equipos y útiles. Tº adecuada del local de preparación. Desarrollo de BPM de Limpieza y Desinfección (L&D). Tiempo/Tº adecuada. Buenas condiciones manipulación. Condiciones higiénicas equipos y útiles. Tº adecuada del local preparación. Tiempo/Tº adecuada. Buenas condiciones manipulación. Condiciones higiénicas equipos y útiles. Tº adecuada del local preparación. Tiempo/Tº adecuada. Buenas condiciones manipulación. Condiciones higiénicas equipos y útiles. Tº adecuada del local preparación. Tiempo/Tº adecuada. Buenas condiciones manipulación. Condiciones higiénicas equipos y útiles. Correcta aplicación del programa de L&D. Control tiempo. de Tº/ Para cada partida. satisfactorias. Tº/ tiempo adecuado. L&D. Corregir Tº/tiempo. 60ºC por 15 – 20 min. Corregir condiciones trabajo. Corregir programa L&D. Corregir Tº/tiempo. Corregir condiciones trabajo. Corregir programa L&D. Corregir Tº/tiempo. de Para cada partida. de Control de Tº/ tiempo. Inspección visual. Correcta aplicación del programa de L&D. Control tiempo. Tº/ de Para cada partida. BPM. Condiciones higiénicas satisfactorias. Tº/ tiempo adecuado. Corregir condiciones de trabajo. Corregir programa de L&D. Inspección visual. Correcta aplicación del programa de L&D. Para cada partida. BPM. Condiciones higiénicas satisfactorias. Tº/ tiempo adecuado. Corregir condiciones de trabajo. Corregir programa de L&D. Control tiempo. Para cada partida. BPM. Condiciones higiénicas satisfactorias. Tº/ tiempo adecuado. Corregir condiciones de trabajo. Corregir programa de L&D. de de de de BPM. Condiciones higiénicas satisfactorias. Tº/ tiempo adecuado. de de de de de de de de de de Tº/ 11. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Cocción (escaldado) Insuficiente tratamiento térmico. Enfriado Incremento de la contaminación microbiológica. Definir proceso, Tiempo/Tº adecuada. Correcto funcionamiento de equipos. Condiciones higiénicas de equipos y útiles. Calibración de equipos de medida. Uso de agua potable. Aplicación del frío de forma inmediata. Desarrollo de BPM de Limpieza y Desinfección (L&D). Renovación periódica del agua. Inspección visual del proceso. Control de Tº/tiempo. Calibración de equipos/instrumentos Control de temperatura según proceso. Cada minutos. Supervisión visual del orden del almacén. Correcta aplicación del programa de L&D y CP. Control de Tº y HR. Supervisión visual del orden del almacén. Correcta aplicación del programa de L&D y CP. Control de Tº y HR. Para cada partida. Secado Contaminación microbiológica. Desarrollo de BPM de Limpieza y Desinfección (L&D). Condiciones higiénicas del almacén. Tº y humedad adecuada. Almacenamiento de producto final Incremento y/o contaminación microbiológica. Alteración de productos. Desarrollo de BPM de Limpieza y Desinfección (L&D). Almacenamiento correcto. Condiciones higiénicas del almacén. Tº y humedad adecuada. 10 Mínimo 70 – 75 ºC / 30 min. en el interior del producto mas desfavorable. Condiciones higiénico-sanitarias satisfactorias. Nuevo tratamiento térmico y rechazo del producto en su caso. Corregir condiciones de trabajo. Para cada partida. El agua potable cumplirá las especificaciones del R.D. 1138/1990. Temperatura final de 0-5ºC en 2/3 horas. No existencia o incumplimiento de Programas de L&D, CP, BPM. -Tº de cuarto frío ≤ 4ºC. HR 80%. No existencia o incumplimiento de Programas de L&D, CP, BPM. -Tº de cuarto frío ≤ 4ºC. HR 80%. Fecha de caducidad. Corregir proceso. Revisar producto. Rechazar producto apto. Diaria. no Corregir condiciones de trabajo. Corregir programa de L&D. Corregir Tº / tiempo / Humedad. Corregir condiciones de almacenamiento. Rechazo de producto no apto. Tabla 3. Plan HACCP en un proceso de elaboración de Morcilla de León. 12. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León PPR RO OG GR RA AM MA ASS A AN NE EX XO OSS A AN NE EX XO O 11 B BU UE EN NA ASS PPR RA AC CTTIIC CA ASS H HIIG GIIÉ ÉN NIIC CA ASS El personal que trabaja en la industria alimentaria y que manipula materias primas y alimentos debe tomar conciencia de la importancia y repercusión social que tiene el correcto desempeño de su labor así como de su influencia en la calidad sanitaria y comercial del producto final. Los manipuladores suponen un riesgo de transmisión de microorganismos patógenos a los alimentos y, por tanto, de producir infecciones e intoxicaciones en los consumidores. Por ello deben mantener la máxima higiene, en su doble vertiente de higiene personal e higiene de las operaciones y manipulaciones. Y puesto que las reglas de higiene deben cumplirse, previamente serán explicadas y comprendidas, lo cual se conseguirá mediante la realización de programas de formación en materia de higiene. Asimismo conviene recordar que todo manipulador de alimentos tiene la obligación de contar con un Carnet de Manipulador expedido por la Administración competente y un certificado médico que acredite, en el momento del inicio de la relación laboral, que no existe ningún impedimento sanitario para la realización de su trabajo. A) Los hábitos higiénicos mínimos que deben cumplir los manipuladores serán: Empleo de ropa de trabajo distinta de la de calle, limpia y de colores claros. Debe llevar una prenda de cabeza para evitar que el pelo contamine los alimentos. Prohibido comer, beber o fumar mientras se elaboran alimentos y realizar estas acciones fuera de las zonas de descanso. Estos hábitos son doblemente peligrosos puesto que aparte del peligro de la caída al alimento de objetos extraños, aumentan la secreción salivar y la expectoración, con lo que el riesgo de transmitir microorganismos del sistema respiratorio se ve muy aumentado. Limpieza de manos. La posibilidad de contaminación a través de las manos durante la transformación de alimentos es muy elevada. Su limpieza sistemática reduce considerablemente los riesgos de contaminación. Así antes de empezar la jornada de trabajo deben lavarse los brazos, antebrazos y manos, así como una vez terminada la jornada. Además durante la manipulación deberán lavarse las manos tantas veces como se considere necesario y después de todo tipo de interrupción. El lavado de manos se hará con jabón y agua caliente. Después de usar los servicios deberán lavarse las manos siempre, ya que las heces, orina, secreciones son fuente de contaminación. No tocarse la nariz, boca, oídos, etc., ya que son zonas donde pueden existir gérmenes. Las uñas deben llevarse limpias, sin esmalte y cortas, puesto que debajo de ellas se albergan con gran facilidad todo tipo de microorganismos. Conviene señalar la obligación que tiene todo manipulador de alimentos de comunicar de forma inmediata cualquier patología que sufra y que pueda representar un riesgo de transmisión de agentes patógenos a los alimentos. Cuando haya lesiones cutáneas ya reconocidas por el médico, este deberá certificar la adecuación del empleado al trabajo y en caso de permanencia en la 13. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León cadena, la herida deberá aislarse por completo, protegiéndola con una cubierta impermeable. B) El mantenimiento de equipos y utensilios: Los equipos y utensilios destinados a la elaboración de productos cárnicos han de mantenerse en buen estado de conservación y se deben limpiar y desinfectar de acuerdo con lo establecido en el programa correspondiente de L&D. Para prevenir contaminaciones entre materias primas y productos terminados los utensilios usados para manipular las primeras no podrán entrar en contacto con los productos finales, a no ser que hayan sido limpiados y desinfectados previamente. Todas las superficies donde se manipulen tanto materias primas como productos intermedios o elaborados, serán impermeables y de materiales fáciles de limpiar. Los utensilios no deben tener elementos de madera. Todas las estructuras de apoyo (mesas, bandejas, carros, etc.) se conservarán en perfecto estado y se inspeccionarán y limpiarán periódicamente. Las superficies se mantendrán en todo momento limpias. Es importante que toda superficie que esté en contacto directo con alimentos se haya limpiado y secado antes de utilizarla. C) La higiene de locales y almacenes: La higiene de locales se asegura mediante la correcta aplicación del programa de limpieza y desinfección. En el caso de los almacenes de materiales auxiliares deben realizarse visitas periódicas de control en las que se compruebe la estiba adecuada de los productos y/o materiales, así como las condiciones generales del local, que deben ser adecuadas para permitir el correcto acondicionamiento de los productos en ellos almacenados. Las materias primas, productos auxiliares y otros materiales no pueden estar en contacto directo con el suelo, debiendo separarse del mismo mediante el empleo de palets u otros dispositivos, que no deberán ser de madera salvo en el caso de que los productos estén embalados. Los condimentos y aditivos deben conservarse en locales limpios y secos, debidamente acondicionados y procurando conservar los envases cerrados para evitar la perdida de sus propiedades organolépticas. Debe evitarse su manipulación con las manos. A AN NE EX XO O 22 PPR NF FE EC CC CIIO ON N RO OG GR RA AM MA AD DE E LLIIM MPPIIE EZZA A YY D DE ESSIIN Además de comprobar que en el establecimiento se llevan a cabo unas buenas prácticas de manipulación, debe asegurarse que se realiza una correcta limpieza y desinfección de aquellos elementos, máquinas y útiles que intervienen en el proceso de fabricación. El establecimiento de un programa de limpieza y desinfección debe contemplar aquellos locales donde se manipulan las carnes (obrador, local de despiece, etc.), las cámaras de conservación de carnes y productos y los equipos y útiles allí empleados. El programa 14. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León se determina evaluando las necesidades higiénicas en función del riesgo sanitario, del tipo de operación que se realice y del producto alimenticio de que se trate. El programa de limpieza se redactará por escrito y contemplará de manera detallada: - Tipo y dosis de los productos utilizados. - Método y frecuencia con que se realizan estas operaciones. - Personal que se ha encargado de estas actividades (personal propio, personal contratado). La responsabilidad de limpieza del establecimiento recaerá sobre una persona del establecimiento y cuyas funciones estarán separadas, en lo posible, de la producción. Esta persona deberá tener pleno conocimiento de la importancia de los riesgos que entraña la contaminación debida a unos locales o equipos deficientemente mantenidos. La limpieza debe iniciarse sin demora una vez terminados los procesos de fabricación para evitar que los restos orgánicos se sequen y adhieran a las superficies, lo cual dificultará su posterior eliminación, evitando también que tenga lugar una multiplicación microbiana excesiva. El proceso de limpieza debe empezarse eliminando los restos visibles de materias cárnicas y otros ingredientes y restos de fabricación (mediante barrido, aclarado con agua, etc.). En esta fase será necesario proceder al desmontaje de algunas máquinas (picadores, amasadoras, etc.), permitiendo la limpieza en las zonas de difícil acceso. A continuación debe aplicarse un detergente que facilita la eliminación y disolución de las partículas y restos de menor tamaño, que en la industria cárnica son fundamentalmente de origen graso o proteico. Hay que tener presente que todos estos restos orgánicos dificultan y reducen la acción posterior de los desinfectantes. Para que sea completamente eficaz es necesario que el detergente actúe durante un cierto tiempo sobre las superficies a limpiar, tiempo que puede aprovecharse para potenciar su actuación mediante una acción mecánica, bien manual o con sistemas automatizados. Terminada esta fase debe procederse a un aclarado en profundidad, que arrastre tanto los residuos existentes como los restos de detergente utilizado. Una vez que las superficies se hallen visualmente limpias, debe procederse a la desinfección. El tipo de desinfectante a utilizar dependerá de las características de cada industria, si bien resulta muy importante, para su correcta actuación, respetar las instrucciones de utilización (concentración, tiempo y temperatura). Finalmente, la operación debe concluir con un aclarado completo que elimine cualquier resto de desinfectante para evitar que pudiera contaminar la carne. Conviene destacar que en otras ocasiones es factible realizar una limpieza y desinfección combinadas, y que son muchos los métodos y productos que pueden emplearse con resultados óptimos, por lo que deberá ser la empresa la que establezca el que considera mas adecuado a sus necesidades. La vigilancia de la correcta aplicación del programa de limpieza y desinfección debe hacerse en primer lugar mediante la inspección visual, comprobando la ausencia de suciedad y el adecuado estado de limpieza de locales y equipos. También juega un papel importante la verificación de la eficacia de la desinfección en aquellas superficies que puedan comprometer la higiene del producto cárnico, tales como mesas de trabajo, carros donde se transporta la carne, bandejas transportadoras y maquinaria (deshuesadoras, cortadoras, picadores, amasadoras, etc.) mediante la toma periódica de muestras de superficies. 15. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León A AN NE EX XO O 33.. C CO ON NTTR RO OLL D DE ELL A AG GU UA A PPO OTTA AB BLLE E El empleo de agua potable, tal como se define en la legislación actual, es obligatorio para todos los usos en las industrias de alimentación. Únicamente se contempla el empleo de agua no potable de forma excepcional para la producción de vapor, la extinción de incendios o la refrigeración, siempre que las tuberías instaladas para ello imposibiliten que esa agua pueda ser utilizada para otros fines o suponga un riesgo de contaminación para los productos. Las tuberías de agua no potable deben diferenciarse claramente de las del agua potable. Es conveniente también diferenciar las tuberías de los circuitos de agua fría y caliente. La empresa deberá realizar análisis microbiológicos y físico-químicos del agua que utiliza, para asegurarse de la idoneidad de la misma. Los análisis microbiológicos del agua deberán realizarse con una frecuencia variable en función de la fuente de abastecimiento: Red pública: anual. Agua de pozo: mensual. Aguas superficiales: semanal. El análisis físico-químico se realizará con una periodicidad anual en todos los casos. Las tomas de agua se harán alternativamente en los diferentes grifos dentro del establecimiento Estos análisis pueden complementarse y contrastarse con los procedentes de los boletines periódicos de análisis realizados por las empresas o entidades responsables del suministro del agua potable. Si de los resultados de dichos análisis se detectaran desviaciones con respecto a los valores de referencia establecidos en la legislación, deberán tomarse las medidas correctoras oportunas (cloración, cambio de fuente de abastecimiento, etc.) y repetirse los análisis para confirmar la corrección del defecto detectado. Los valores tanto microbiológicos como físico-químicos del agua, así como los métodos de análisis, se encuentran recogidos en el Real Decreto 1138/1990. Concentración máxima admisible Parámetros Volumen de la muestra (en ml) Método de Membranas filtrantes 0 0 0 Método de los Tubos múltiples (NPP) NMP 1 NMP 1 NMP 1 Coliformes totales 100 Coliformes fecales 100 Estreptococos 100 fecales Clostridium 20 --NMP 1 Sulfitorreductores Tabla 4. Parámetros microbiológicos que debe cumplir el agua potable (R.D. 1138/90). A AN NE EX XO O 44 LLU UC CH HA AC CO ON NTTR RA A PPLLA AG GA ASS Los insectos y roedores constituyen un peligro grave de alteración y contaminación de los alimentos por lo que es necesario adoptar medidas encaminadas a la prevención y en su caso a la eliminación de su presencia en las industrias alimentarias. 16. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Entre las medidas preventivas se encuentra el adecuado diseño y construcción de los locales, que deben estar proyectados para evitar su penetración. Como medida preventiva es necesario también eliminar la maleza y acumulos de objetos o basura en el perímetro de la industria que puedan servir de cobijo o lugar de cría tanto de insectos como de roedores. DESINSECTACIÓN: Los insectos suponen un alto riesgo de contaminación y deterioro para numerosos productos alimenticios, entre ellos los productos cárnicos. Entre las medidas preventivas especificas para evitar su penetración en los locales destaca la utilización de telas mosquiteras y mallas finas en las ventanas y otras aberturas al exterior, como por ejemplo las de ventiladores y extractores. Es también por este motivo que ningún local de fabricación puede comunicar directamente con el exterior, sino que debe estar aislado por un vestíbulo dotado de una doble puerta o sistema de aislamiento equivalente. En caso de detectarse la presencia de insectos, puede procederse a su eliminación mediante el uso de insecticidas, si bien en este caso debe tenerse presente la toxicidad que representan para el hombre y el peligro de contaminación de los productos, por lo que actualmente está prohibida su aplicación sobre alimentos o en los locales donde se estén manipulando o se encuentren almacenados. Por ello únicamente es posible su aplicación en locales vacíos, bien al término de la jornada de trabajo o cuando quedan vacíos al finalizar los períodos de curación de los productos. Ha de tenerse presente también la necesidad de un período de ventilación de los locales previo a su reutilización tras el empleo de insecticidas, cuya duración dependerá del tipo de compuesto elegido. Dada la peligrosidad de la aplicación de estos productos se recomienda su empleo por personas con preparación para ello o empresas habilitadas para realizar este tipo de tratamientos. Los productos empleados deben siempre estar autorizados para su uso en la industria alimentaria. Es útil también el empleo de trampas para la captura de insectos voladores, siendo las mas utilizadas las formadas por una rejilla eléctrica que rodea a un foco de luz ultravioleta. La luz atrae a los insectos lo cuales al contactar con la rejilla electrificada mueren y caen sobre una bandeja colectora. DESRATIZACION: Otro de los peligros biológicos de la industria alimentaria son los roedores (ratas y ratones) por su voracidad y capacidad de transmisión de enfermedades. Los métodos utilizados para eliminar roedores son: - Métodos físicos como es el empleo de trampas colocadas en lugares estratégicos donde pueda presumirse el paso o presencia de estos animales. - Métodos químicos basados en el empleo de cebos con venenos agudos o crónicos. Las empresas deben establecer un programa de prevención y eliminación sistemática de roedores para lo que deben contar con un plano de sus instalaciones en las que se indique la ubicación de los cebos y una memoria en la que se haga constar el nombre del producto o productos empleados, composición, modo de empleo y su frecuencia de reposición, así como otros datos que se consideren de interés. Dicha memoria deberá actualizarse cuando se cambie de productos, método de desratización, etc. Asimismo es necesario proceder a la revisión periódica de los cebos, anotando el resultado de la misma y cuantas incidencias se detecten (si se ha apreciado consumo del cebo, indicios de la presencia de roedores, animales muertos, etc.), indicando el punto 17. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León donde hayan sucedido. La empresa determinará la frecuencia de estas revisiones en función de los resultados obtenidos. B BIIB BLLIIO OG GR RA AF FIIA A Adesiyun, A. A. y Balbirsingh, V. (1996) Microbiological analysis of “Black pudding”, a Trinidadian delicacy and health risk to consumers. International Journal of Food Microbiology, 31, 283-299. Adesiyun, A. A. y Benjamín, L. A. (1996) Identification of microbial hazards, methods for their control and critical control points for black pudding (“boudin noir”). Food Microbiology, 13, 243-256. Antiduelo, A. (2002) Tesina “Aportaciones a la caracterización de la morcilla de León”. Facultad de Veterinaria. Universidad de León. Córdoba, Mª. G., Jordano, R y Córdoba, J. J. (1998) El sistema ARCPC como medida de aseguramiento de la calidad alimentaria. Alimentación, equipos y tecnología. 10, 127-139. Escriche, I., Doménech, E., Bertó, E y Serra, J. A. (1999) HACCP (Análisis de Peligros y Control de Puntos Críticos) en un proceso de Jamón cocido. Alimentación, equipos y tecnología, 7, 91-96. Kulmbach, G. H. (1986) Higiene y Tecnología de la producción cárnica, IV. Fleischwirtsch (en español), 2, 8-16. Ministerio de sanidad y Consumo, Federación Española de Industrias de la Alimentación y Bebidas, Asociación de Industrias de la Carne de España. (1995) Guía práctica de aplicación del Sistema de Análisis de Riesgos y Control de Puntos Críticos en productos cárnicos. Madrid, Agosto de 1995. Moreno, B. (2003) El sistema HACCP: requisitos previos, elaboración del plan inicial, validación y verificación de su funcionamiento. Eurocarne, 115, 79-92. Mouwen, J y prieto, M. (1998) Aplicación del Sistema ARICPC-HACCP a la industria cárnica. Cienc. Tecnol. Aliment., 1, 42-46. Pardo, J. E., Pérez, J. I., Parra, A., Legorburo, A y Serrano, E. (1998) Aplicación del sistema de riesgos y control de puntos críticos (ARICPC) en la industria cárnica (I). Alimentación, equipos y tecnología, 1, 69-80. Pardo, J. E., Pérez, J. I., Parra, A., Legorburo, A y Serrano, E. (1998) Aplicación del sistema de riesgos y control de puntos críticos (ARICPC) en la industria cárnica (II). Alimentación, equipos y tecnología, 7, 67-79. 18. Diseño de un plan HACCP aplicado a la elaboración de la morcilla de León Presidencia del Gobierno, (1981). Norma genérica de calidad para productos cárnicos tratados por el calor. B.O.E. 268, del 5 de Noviembre de 1981. Santos, E. M., Gonzáles-Fernández, C., Jaime, I. y Rovira, J. (2002) Physicochemical and sensory characterisation of Morcilla de Burgos, a traditional Spanish blood sausage. Meat science, 65, 893-898. Stiebing, A. (1992) Tecnología de la morcilla. Fleischwirtsch (en español), 1, 1319. 19.
© Copyright 2026