
CRISTINA ÁLVAREZ GÓMEZ JOHNATHAN A
DEFINICIÓN DE LA FUNCIÓN LOGÍSTICA PARA LA EMPRESA FYR INGENIERIOS LTDA. Presentado por: CRISTINA ÁLVAREZ GÓMEZ JOHNATHAN ARAUJO PONCE JULIANA QUIJANO LÓPEZ Profesor guía: ING. JUAN BERNARDO MERINO ZULETA PONTIFICIA UNIVERSIDAD JAVERIANA FACULTAD DE INGENIERÍA INGENIERÍA INDUSTRIAL BOGOTÁ D.C. 2012 2 CARTA DE AUTORIZACIÓN DE LOS AUTORES (Licencia de uso) Bogotá, D.C., Octubre 3 de 2012 Señores Biblioteca Alfonso Borrero Cabal S.J. Pontificia Universidad Javeriana Cuidad Los suscritos: Juliana Quijano López Cristina Alvarez Gómez Johnathan René Araujo Ponce , con C.C. No , con C.C. No , con C.C. No 1.110.487.191 1.026.267.923 1.045.693.992 En mi (nuestra) calidad de autor (es) exclusivo (s) de la obra titulada: “Definición de la función logística para la empresa FyR Ingenieros Ltda.” (por favor señale con una “x” las opciones que apliquen) No x Tesis doctoral Trabajo de grado x Premio o distinción: Si cual: presentado y aprobado en el año 2012 , por medio del presente escrito autorizo (autorizamos) a la Pontificia Universidad Javeriana para que, en desarrollo de la presente licencia de uso parcial, pueda ejercer sobre mi (nuestra) obra las atribuciones que se indican a continuación, teniendo en cuenta que en cualquier caso, la finalidad perseguida será facilitar, difundir y promover el aprendizaje, la enseñanza y la investigación. En consecuencia, las atribuciones de usos temporales y parciales que por virtud de la presente licencia se autorizan a la Pontificia Universidad Javeriana, a los usuarios de la Biblioteca Alfonso Borrero Cabal S.J., así como a los usuarios de las redes, bases de datos y demás sitios web con los que la Universidad tenga perfeccionado un convenio, son: 1. 2. 3. 4. 5. 6. AUTORIZO (AUTORIZAMOS) La conservación de los ejemplares necesarios en la sala de tesis y trabajos de grado de la Biblioteca. La consulta física o electrónica según corresponda La reproducción por cualquier formato conocido o por conocer La comunicación pública por cualquier procedimiento o medio físico o electrónico, así como su puesta a disposición en Internet La inclusión en bases de datos y en sitios web sean éstos onerosos o gratuitos, existiendo con ellos previo convenio perfeccionado con la Pontificia Universidad Javeriana para efectos de satisfacer los fines previstos. En este evento, tales sitios y sus usuarios tendrán las mismas facultades que las aquí concedidas con las mismas limitaciones y condiciones La inclusión en la Biblioteca Digital PUJ (Sólo para la totalidad de las Tesis Doctorales y de Maestría y para aquellos trabajos de grado que hayan sido laureados o tengan mención de honor.) SI NO X X X X X X De acuerdo con la naturaleza del uso concedido, la presente licencia parcial se otorga a título gratuito por el máximo tiempo legal colombiano, con el propósito de que en dicho lapso mi (nuestra) obra sea explotada en las condiciones aquí estipuladas y para los fines indicados, respetando siempre la titularidad de los derechos patrimoniales y morales correspondientes, de 3 acuerdo con los usos honrados, de manera proporcional y justificada a la finalidad perseguida, sin ánimo de lucro ni de comercialización. De manera complementaria, garantizo (garantizamos) en mi (nuestra) calidad de estudiante (s) y por ende autor (es) exclusivo (s), que la Tesis o Trabajo de Grado en cuestión, es producto de mi (nuestra) plena autoría, de mi (nuestro) esfuerzo personal intelectual, como consecuencia de mi (nuestra) creación original particular y, por tanto, soy (somos) el (los) único (s) titular (es) de la misma. Además, aseguro (aseguramos) que no contiene citas, ni transcripciones de otras obras protegidas, por fuera de los límites autorizados por la ley, según los usos honrados, y en proporción a los fines previstos; ni tampoco contempla declaraciones difamatorias contra terceros; respetando el derecho a la imagen, intimidad, buen nombre y demás derechos constitucionales. Adicionalmente, manifiesto (manifestamos) que no se incluyeron expresiones contrarias al orden público ni a las buenas costumbres. En consecuencia, la responsabilidad directa en la elaboración, presentación, investigación y, en general, contenidos de la Tesis o Trabajo de Grado es de mí (nuestro) competencia exclusiva, eximiendo de toda responsabilidad a la Pontifica Universidad Javeriana por tales aspectos. Sin perjuicio de los usos y atribuciones otorgadas en virtud de este documento, continuaré (continuaremos) conservando los correspondientes derechos patrimoniales sin modificación o restricción alguna, puesto que de acuerdo con la legislación colombiana aplicable, el presente es un acuerdo jurídico que en ningún caso conlleva la enajenación de los derechos patrimoniales derivados del régimen del Derecho de Autor. De conformidad con lo establecido en el artículo 30 de la Ley 23 de 1982 y el artículo 11 de la Decisión Andina 351 de 1993, “Los derechos morales sobre el trabajo son propiedad de los autores”, los cuales son irrenunciables, imprescriptibles, inembargables e inalienables. En consecuencia, la Pontificia Universidad Javeriana está en la obligación de RESPETARLOS Y HACERLOS RESPETAR, para lo cual tomará las medidas correspondientes para garantizar su observancia. NOTA: Información confidencial Esta Tesis o Trabajo de Grado contiene información privilegiada, estratégica, secreta, confidencial y demás similar, o hace parte de una investigación que se adelanta y cuyos resultados finales no se han publicado SI NO X En caso de afirmativo expresamente indicaré (indicaremos), en carta adjunta, tal situación con el fin de que se mantenga la restricción de acceso. FACULTAD: Ingeniería PROGRAMA ACADÉMICO: Ingeniería Industrial 4 BIBLIOTECA ALFONSO BORRERO CABAL, S.J. DESCRIPCIÓN DE LA TESIS O DEL TRABAJO DE GRADO FORMULARIO TÍTULO COMPLETO DE LA TESIS O TRABAJO DE GRADO Definición de la función logística para la empresa FyR Ingenieros Ltda. SUBTÍTULO, SI LO TIENE AUTOR O AUTORES Apellidos Completos Nombres Completos Quijano López Juliana Alvarez Gómez Cristina Araujo Ponce Johnathan René DIRECTOR (ES) TESIS O DEL TRABAJO DE GRADO Apellidos Completos Nombres Completos Merino Zuleta Juan Bernardo FACULTAD Ingeniería PROGRAMA ACADÉMICO Tipo de programa ( seleccione con “x” ) Pregrado Especialización Maestría x Nombre del programa académico Ingeniería Industrial 5 Doctorado Nombres y apellidos del director del programa académico Joseph Robert Voelkl Peñaloza TRABAJO PARA OPTAR AL TÍTULO DE: Ingeniero Industrial PREMIO O DISTINCIÓN (En caso de ser LAUREADAS o tener una mención especial): CIUDAD AÑO DE PRESENTACIÓN DE LA TESIS O DEL TRABAJO DE GRADO NÚMERO DE PÁGINAS Bogotá 2012 174 TIPO DE ILUSTRACIONES ( seleccione con “x” ) Dibujos Pinturas Tablas, gráficos y diagramas Planos Mapas Fotografías Partituras X SOFTWARE REQUERIDO O ESPECIALIZADO PARA LA LECTURA DEL DOCUMENTO Nota: En caso de que el software (programa especializado requerido) no se encuentre licenciado por la Universidad a través de la Biblioteca (previa consulta al estudiante), el texto de la Tesis o Trabajo de Grado quedará solamente en formato PDF. MATERIAL ACOMPAÑANTE TIPO DURACIÓN (minutos) FORMATO CANTIDAD CD DVD Vídeo Audio Multimedia Producción electrónica Otro Cuál? 6 Otro ¿Cuál? DESCRIPTORES O PALABRAS CLAVE EN ESPAÑOL E INGLÉS Son los términos que definen los temas que identifican el contenido. (En caso de duda para designar estos descriptores, se recomienda consultar con la Sección de Desarrollo de Colecciones de la Biblioteca Alfonso Borrero Cabal S.J en el correo [email protected], donde se les orientará). ESPAÑOL INGLÉS Análisis de los procesos logísticos Analysis of current logistics processes in the actuales de la empresa company Capacidad de producción de la planta Manufacturing capacity of the plant Análisis de clientes Customer analysis Diseño de la función logística por Design of the logistic function eslabones Costos de la función logística Costs covering the logistic function RESUMEN DEL CONTENIDO EN ESPAÑOL E INGLÉS (Máximo 250 palabras - 1530 caracteres) Este trabajo contiene el proceso que se llevo a cabo para el diseño de cada uno de los eslabones de la función logística para la empresa FyR Ingenieros Ltda. Se inicia con una recolección de información sobre los procesos relacionados con la logística de la empresa, haciendo un análisis con el fin de detectar fallas y plantear puntos de partida para la función logística a proponer. Cabe resaltar que la empresa no cuenta con área específica que se encargue de la logística. Con el fin de encontrar las restricciones a nivel productivo se determina la capacidad de planta actual y se involucra un análisis de clientes con el fin de sincronizar los eslabones de la función logística hacia la satisfacción del mismo. Con esta información se diseñan los procesos que hacen parte de la función logística, en cuanto a actividades, personal, infraestructura y recursos. Del mismo modo se determinan los costos involucrados en estos procesos. This paper presents the process that was held for the design of each of the links in the supply function for the company Ingenieros Ltda FYR starts with a collection of information on the processes involved in the logistics of the company, making an analysis in order to detect faults and raise points for the logistic function to propose. Significantly, the company has no specific area to take care of the logistics. In order to find the restrictions on production level determines the current plant capacity and involves an analysis of clients to synchronize the links of the logistic function to satisfy them. With this information we design processes that are part of the logistic function, in terms of activities, personnel, infrastructure and resources. Likewise determining the costs involved in these processes. 7 Tabla de Contenido INTRODUCCIÓN............................................................................................................................ 14 1. PLANTEAMIENTO DEL PROBLEMA ....................................................................................... 15 1.1 Antecedentes del problema ............................................................................................. 15 1.1.1. La empresa ............................................................................................................ 15 1.1.2 Participación en el mercado ......................................................................................... 15 1.1.3 Clientes ..................................................................................................................... 16 1.1.4 Ciclo productivo .......................................................................................................... 17 1.1.5 Situación actual .......................................................................................................... 20 2. JUSTIFICACIÓN DEL PROYECTO .......................................................................................... 24 3. OBJETIVOS ........................................................................................................................... 25 4. 3.1. General ......................................................................................................................... 25 3.2. Específicos .................................................................................................................... 25 DESCRIPCION GENERAL DE LA EMPRESA........................................................................... 26 4.1. Reseña Histórica ............................................................................................................ 26 4.2. Estrategia Organizacional................................................................................................ 26 4.2.1 Visión ........................................................................................................................ 26 4.2.2 Misión........................................................................................................................ 27 4.2.2. Filosofía ................................................................................................................. 27 4.2.3 Objetivos ................................................................................................................... 27 4.2.4 Políticas ..................................................................................................................... 28 4.3 Portafolio Productos y Servicios ....................................................................................... 28 4.4 Mapa de Procesos .......................................................................................................... 32 5. MARCO CONCEPTUAL .......................................................................................................... 33 6. ANALISIS DE LA SITUACION ACTUAL DE LA EMPRESA ........................................................ 42 6.1 Fabricación .................................................................................................................... 42 6.2 Mantenimiento y Reparación ........................................................................................... 46 6.3 Mantenimiento en Sitio .................................................................................................... 50 6.4 Resultados del análisis de la situación actual .................................................................... 52 6.4.1 ABASTECIMIENTO .................................................................................................... 52 6.4.2 ALMACENAMIENTO DE MATERIA PRIMA .................................................................. 54 6.4.3 ALMACENAMIENTO DE PRODUCTO TERMINADO ..................................................... 54 6.4.4 DISTRIBUCIÓN .......................................................................................................... 55 8 6.5 7. Fallas por cada eslabón .................................................................................................. 57 6.5.1 Abastecimiento ........................................................................................................... 57 6.5.2 Almacenamiento de Producto Terminado ...................................................................... 58 6.5.3 Alistamiento y Distribución ........................................................................................... 58 COSTOS DE LA FUNCIÓN LOGÍSTICA ................................................................................... 59 7.1 Eslabón Abastecimiento .................................................................................................. 59 7.2 Eslabón Almacenamiento Materia Prima ........................................................................... 60 7.3 Eslabón Almacenamiento De Producto Terminado ............................................................ 60 7.4 Eslabón Alistamiento Y Distribución ................................................................................. 61 8. CAPACIDAD DE PRODUCCIÓN DE LA PLANTA ..................................................................... 62 8.1 Fabricación .................................................................................................................... 62 8.2 Mantenimiento y Reparación ........................................................................................... 64 8.3 Mantenimiento en Sitio .................................................................................................... 66 8.4 CÁLCULO DE LA CAPACIDAD DE PRODUCCIÓN DE LA PLANTA ................................... 67 9. ANALISIS DE LOS CLIENTES................................................................................................. 71 9.1 Encuestas ...................................................................................................................... 72 9.2 Resultados de las encuestas ........................................................................................... 73 9.3 Análisis de Resultados .................................................................................................... 75 9.3.1 9.4 10. Requerimientos de los clientes..................................................................................... 75 Conclusiones Análisis de los Clientes ............................................................................... 78 DEFINICIÓN DE LA FUNCIÓN LOGÍSTICA .......................................................................... 79 10.1 PROPUESTAS DE MEJORAMIENTO PARA LA FUNCIÓN LOGÍSTICA ............................. 79 10.1.1 ABASTECIMIENTO ................................................................................................ 80 10.1.2 ALMACENAMIENTO DE MATERIA PRIMA .............................................................. 88 10.1.3 ALMACENAMIENTO DE PRODUCTO TERMINADO ................................................. 89 10.1.4 DISTRIBUCIÓN ...................................................................................................... 90 10.1.5 FUNCION LOGISTICA ............................................................................................ 90 10.2 10.2.1 DISEÑO DE LOS ESLABONES DE LA FUNCIÓN LOGÍSTICA .......................................... 92 ABASTECIMIENTO ........................................................................................................ 94 10.2.1.1 Políticas Abastecimiento ............................................................................................. 95 10.2.1.2 Infraestructura, Recursos y Personal .......................................................................... 95 10.2.1.3 Costos Eslabón de Abastecimiento.............................................................................. 95 10.2.1.4 Proceso de ejecución en el eslabón de abastecimiento ................................................. 96 9 10.2.1.4 Indicadores de gestión para el eslabón de abastecimiento ............................................. 97 10.2.2 ALMACENAMIENTO DE MATERIA PRIMA ............................................................................ 98 10.2.2.1 Políticas Almacenamiento Materia Prima ..................................................................... 98 10.2.2.2 Infraestructura, Recursos y Personal .......................................................................... 98 10.2.2.3 Costos Eslabón de Almacenamiento de Materia Prima .................................................. 98 10.2.2.4 Proceso de ejecución en el eslabón de almacenamiento de materia prima ...................... 99 10.2.2.5 Indicadores de gestión para el eslabón de almacenamiento de materia prima ............... 100 10.2.3 ALMACENAMIENTO DE PRODUCTO TERMINADO ....................................................... 101 10.2.3.1 Políticas de Alistamiento y Almacenamiento de Producto Terminado ............................ 101 10.2.3.2 Infraestructura, Recursos y Personal ........................................................................ 101 10.2.3.3 Proceso de ejecución en el eslabón de almacenamiento de producto terminado............ 102 10.2.3.4 Indicadores de gestión para el eslabón de almacenamiento de producto terminado ....... 103 10.2.3.5 Costo Eslabón de Almacenamiento de Producto Terminado ........................................ 104 10.2.4 DISTRIBUCIÓN............................................................................................................ 104 10.2.4.1 Políticas de Distribución ........................................................................................... 104 10.2.4.2 Infraestructura, Recursos y Personal ......................................................................... 104 10.2.4.3 Costos Eslabón de Distribución ................................................................................. 105 10.2.4.4 Proceso de ejecución en el eslabón de distribución .................................................... 106 10.2.4.5 Indiadores de gestión para el eslabón de distribución .................................................. 107 11. ANALISIS FINANCIERO ................................................................................................... 102 11.1 Flujo de Caja Propuesto (Mejor Escenario) .......................................................................... 102 11.2 Flujo de Caja (Peor Escenario) ........................................................................................... 105 12. CONCLUSIONES ..................................................................................................... 109 13. RECOMENDACIONES ..................................................................................................... 111 14. BIBLIOGRAFIA ................................................................................................................ 112 15. ANEXOS ................................................................................................................................ 113 10 LISTA GRAFICAS PAGINA Gráfica 1. Crecimiento trimestral del pib y de la demanda de energía eléctrica 2001 – 2010 16 Gráfica 2. Banda de proyección de demanda nacional de energía eléctrica 2011 – 2013 16 Gráfica 3. Diagrama de Ishikawa - Espina de Pescado FyR Ingenieros Ltda. 21 Gráfica 4. Cumplimiento en la entrega de transformadores. 23 Gráfica 5: Mapa de Procesos de la empresa FyR Ingenieros Ltda. 32 Gráfica 6: Etapas de la cadena de suministro. 34 Gráfica 7. Ciclos de los procesos de una cadena de suministro. 35 Gráfica 8. Subprocesos en los ciclos de los procesos de una cadena de suministro. 36 Gráfica 9: Enfoque de empuje/tirón de la cadena de suministro. 37 Gráfica 10. Procesos macro de la cadena de suministro. 38 Gráfica 11. Canales de distribución disponibles para las organizaciones. 39 Gráfica 12. Cadena de valor de una compañía. 40 Gráfica 13: Frontera eficiente costo-capacidad de respuesta. 41 Gráfica 14. Ruta Crítica de la producción en la empresa FyR Ingenieros Ltda. 68 Gráfica 15. Encuesta – Tipo de Servicio Solicitado 73 Gráfica 16. Encuesta – Cantidad Usual de Pedido Fabricación 74 Gráfica 17. Encuesta – Cantidad Usual de Pedido Mantenimiento y Reparación 74 Gráfica 18. Encuesta – Interés en el descargue del transformador 75 Gráfica 19. Modelo Tarjeta Kardex para el almacén de FyR Ingenieros Ltda. 89 Gráfica 20. Consolidación Mensual del almacén de materia prima de la empresa FyR Ingenieros Ltda. Gráfica 21. Función logística 89 92 11 LISTA DE TABLAS PAGINA Tabla 1. Control de entrega de transformadores al cliente final del año 2011 22 Tabla 2. Proveedores que tardan más en entregar la materia prima a la empresa FyR Ingenieros Ltda. 53 Tabla3. Almacenamiento de Materia Prima Actual 54 Tabla 4. Porcentaje de utilización del almacén 55 Tabla 5. Porcentaje de Utilización de los Vehículos 56 Tabla 6. Porcentaje de Utilización de los vehículos 56 Tabla 7. Fallas y Causas del Eslabón de Abastecimiento 57 Tabla 8 Fallas y Causas del Eslabón de Almacenamiento de Producto Terminado 58 Tabla 9. Fallas y Causas del Eslabón de Alistamiento y Distribución 58 Tabla 10. Costos Eslabón Abastecimiento 59 Tabla 11. Costos Eslabón Almacenamiento de Materia Prima 60 Tabla 12. Costos Eslabón Almacenamiento de Producto Terminado 60 Tabla 13. Costos Eslabón Alistamiento y Distribución 61 Tabla 14. Actividades de la Ruta Critica de la producción en la empresa FyR Ingenieros Ltda. 67 Tabla 15. Producción de Transformadores para el mes de Julio del año 2011 68 Tabla16. Mantenimiento de transformadores para el mes de Julio del año 2011 69 Tabla 17. Capacidad de Producción de las unidades de negocio de la empresa FyR Ingenieros Ltda. 69 Tabla 18. Tiempos de Entrega de Transformadores en Mantenimiento. 76 Tabla 19. Tiempos de Entrega de Transformadores en Fabricación. 76 Tabla 20. Tiempos de Entrega de Transformadores en Reparación 77 Tabla 21. Propuestas de mejora para la función logística de FyR Ingenieros Ltda. 79 Tabla 22. Temas de la capacitación. 81 Tabla 25. Resumen MRP (Material Requirement Planning) de la unidad de negocio de Fabricación. 85 12 Tabla 28. MRP (Material Requirement Planning) de la unidad de negocio de mantenimiento y reparación. 87 Tabla 29. Indicadores de gestión propuestos para el eslabón de almacenamiento de producto terminado 97 Tabla 30. Indicadores de gestión propuestos para el eslabón de almacenamiento de materia prima 100 Tabla 31. Indicadores de gestión propuestos para el eslabón de almacenamiento de producto terminado. 102 Tabla 32. Indicadores de gestión propuestos para el eslabón de distribución 106 Tabla 33. Flujo de Caja Propuesto mejor escenario. 102 Tabla 34. Tabla desglose costos función logística mejor escenario. 103 Tabla 35. VPN y TIR mejor escenario 105 Tabla 36. Flujo de Caja Propuesto peor escenario 106 Tabla 37. Tabla desglose costos función logística peor escenario. 107 Tabla 38. VPN y TIR peor escenario 108 LISTA DIAGRAMAS PAGINA Diagrama 1. Diagrama de flujo del ciclo productivo de la empresa FyR ingenieros Ltda. 18 Diagrama2. Flujo de la función logística del proceso fabricación de transformador en la empresa FyR Ingenieros Ltda. 42 Diagrama 3. Flujo de la función logística del proceso mantenimiento y reparación de transformadores de distribución en la empresa FyR Ingenieros Ltda. 46 Diagrama 4. Flujo de la función logística del proceso mantenimiento en sitio de la empresa FyR Ingenieros Ltda. 50 Diagrama 5. Proceso productivo de la fabricación en la empresa FyR Ingenieros 62 Diagrama 6. Proceso productivo del mantenimiento y reparación en la empresa FyR Ingenieros 64 Diagrama 7. Proceso productivo del mantenimiento en sitio de la empresa FyR Ingenieros 66 Diagrama 8. Propuesta proceso de ejecución Eslabón Abastecimiento 96 Diagrama 9. Propuesta proceso de ejecución eslabón de almacenamiento de materia prima. 99 Diagrama 10. Propuesta proceso de ejecución eslabón de almacenamiento de PT. 101 Diagrama 11. Propuesta proceso de ejecución eslabón de distribución 105 13 INTRODUCCIÓN Para el desarrollo del presente trabajo, se centró el estudio en la empresa FyR Ingenieros Ltda., empresa dedicada a la ingeniería especializada del sector eléctrico. El objetivo central del trabajo es la definición de la función logística de la compañía, logrando la integración de los procesos con miras a la satisfacción del cliente final. Se determinaron como eslabones que conforman la función logística de la empresa, abastecimiento, almacenamiento de materia prima, almacenamiento de producto terminado y distribución. Los procesos productivos de la empresa se analizaron con el fin de tener un punto de partida para la definición de estos procesos mencionados. Cabe resaltar que el estudio comprendía las tres unidades de negocio de la empresa, fabricación, mantenimiento y reparación y mantenimiento en sitio. El trabajo se hizo a través de las siguientes actividades: Se realizó un estudio de las generalidades de la empresa a nivel interno y externo, con el fin de contextualizar en el sector en el que se encuentra y la manera como la empresa realiza su gestión. A partir de ahí se inicio un proceso de levantamiento de información. Esto se hizo por cada uno de los eslabones que se definieron, identificando las tareas y actividades que se hacen, así como los recursos y la infraestructura con la que cuenta la empresa. A medida que se hacía este levantamiento de información se podían identificar algunas fallas en cada una de las actividades. Teniendo la información completa y consolidad, se realizaron los diagramas por cada unidad de negocio, definiendo los eslabones y realizando la respectiva descripción de los procesos. El análisis de la situación actual se hizo con el objetivo de identificar y cuantificar las fallas que se encontraron a lo largo de los eslabones y sus procesos actuales. El siguiente paso radica en determinar cuánto cuesta el desarrollo de cada uno de los eslabones de la función logística. El siguiente análisis realizado fue la capacidad de planta, con el fin de determinar las restricciones a nivel productivo. Y finalmente se estudió el cliente final por medio de una encuesta de satisfacción del servicio. Los resultados de cada uno de los análisis realizados, fueron el punto base para la definición de la función logística. De esta manera se establecieron propuestas en los diferentes eslabones basados en las fallas encontradas. De esta manera, se definieron los procesos, recursos e infraestructura necesaria para el funcionamiento de la función logística. De la misma manera, se establecieron las políticas pertinentes y los indicadores para llevar los controles adecuados. Como último parámetro se determinaron los costos de la función logística propuesta para evaluar el impacto financiero en el que la empresa incurre. 14 1. PLANTEAMIENTO DEL PROBLEMA 1.1 Antecedentes del problema 1.1.1. La empresa FyR Ingenieros Ltda. es una empresa que presta servicios de ingeniería altamente especializados para el sector eléctrico colombiano con alrededor de 25 años de experiencia. Se dedica a la fabricación, mantenimiento y reparación de transformadores de distribución y tipo seco, así como al ensamble y reparación de transformadores de potencia. Además, realiza operación, mantenimiento y diagnostico de subestaciones eléctricas y pequeñas centrales hidroeléctricas. Cuenta con un laboratorio de análisis físico-químico para aceites dieléctricos y un laboratorio de ensayos eléctricos. Igualmente, la empresa realiza mantenimiento de redes eléctricas y tiene un contrato a 10 años con la ciudad de Honda para la construcción y operación del alumbrado público de esta ciudad. FyR Ingenieros es una empresa grande en cuanto a su tamaño debido a que cuenta con alrededor de 300 empleados distribuidos en todas su sedes. Sus dos plantas principales se encuentran en la ciudad de Bogotá y cuenta con proyectos desarrollados en las plantas ubicadas en las ciudades de Ibagué y Pereira. 1.1.2 Participación en el mercado Actualmente la empresa cuenta con una amplia participación en el mercado. Se evidencia debido a que tiene clientes como CODENSA, EPSA, entre otras, con grandes contratos a largo plazo. La organización ha participado en actividades empresariales de gran importancia, en exposiciones empresariales donde se reúnen un alto número de empresas a exponer sus ideas de emprendimiento, en diferentes ferias, entre las que se encuentra la Feria Internacional del Sector Eléctrico de 2007(FISE 2007) , allí tuvo participación entre las 134 empresas expositoras, en las que hicieron presencia 51 expositores de Medellín y el área metropolitana, 70 expositores nacionales (Bogotá, Barranquilla, Bucaramanga, Cali, Manizales, Pereira, SOGAMOSO, Yumbo) y 11 expositores internacionales (Estados Unidos, Ecuador, Brasil. Perú. Argentina, España, Ecuador, Finlandia). El sector eléctrico colombiano ha tenido un gran auge y se pronostica un crecimiento en los siguientes años, esto demuestra que FyR Ingenieros se desenvuelve en un mercado que le permite tener metas de expansión. Estos pronósticos son realizados por UPME (Unidad de Planeación Minero Energética), cada trimestre, actualizan un documento sobre la “Proyección de Demanda de Energía Eléctrica y Potencia Máxima”. La última actualización fue en julio del año 2011 y se mostraron los siguientes resultados: 15 Gráfica 1. Crecimiento trimestral del pib y de la demanda de energía eléctrica 2001 – 2010. Fuente: Unidad de Planeación Minero Energética Gráfica 2. Banda de proyección de demanda nacional de energía eléctrica 2011 – 2013 Fuente: Unidad de Planeación Minero Energética 1.1.3 Clientes Algunos de los clientes de la empresa FyR Ingenieros son: Ecopetrol Universidad Nacional de Colombia ISA EMSA CAM Banco de la Republica de Colombia EPSA Corferias Bogotá 16 Alcaldía de Honda Energía de Pereira CHEC Enertolima Enertotal DISPAC CODENSA DICEL Universidad de la Sabana Pontificia Universidad Javeriana Cerrejón EEC: Empresa de Energía de Cundinamarca OPAIN IME ETIPRESS OYD PQS Corona (PUBLICAR S.A.) D. Elect JT Electrodiseños Andina Santana Lamyflex Sumatec CONINSA.R INGEMERC Implante Medico Strud Ingeniería Distr. Eléctricas La compañía es reconocida por ser socialmente responsable y sobre todo por la calidad de los productos y servicios que ofrece a sus clientes, por este motivo, está certificada por el ICONTEC en: ISO 9001, ISO 14001 y OHSAS 18001. Así como la certificación del CIDET (Corporación, centro de investigación y desarrollo tecnológico del sector eléctrico) para los transformadores secos. 1.1.4 Ciclo productivo Para realizar un análisis del problema que se presenta en la compañía, es preciso contextualizar la manera cómo la empresa lleva a cabo sus funciones. A continuación se muestra el diagrama de flujo del ciclo productivo de la empresa FyR Ingenieros. 17 INICIO Especificaciones del transforador dadas por el cliente Llenar formato Orden de Pedido Revisión de la orden por el departamento de ingeniería Se genera la orden de producción Realizar el diseño del transforador Solicitud de materia prima Llenar formato Orden de Compra Confirmar existencias de material en el almacén Formato de requisición de material SI Autorización de Gerencia NO Elaboración cotización Pedido de materia prima a proveedores SI Autorización de Gerencia NO Llegada de material NO APROBADO Revisión de Material Pedido APROBADO Envío de remisión a Gerencia 1 (S.A, 2011) 18 1 Autorización de pago Almacenamiento de materia prima Entrega de material a operarios Fabricación del transformador Alistamiento del transformador Almacenamiento de producto terminado Distribución del producto al cliente final FIN Diagrama 1. Diagrama de flujo del ciclo productivo de la empresa FyR ingenieros Ltda. Fuente: Los autores – Año 2012 El ciclo productivo inicia en el momento en que el cliente hace una solicitud de pedido, en donde se especifican los requerimientos y características del transformador. Una vez registrado el pedido se envía la orden al departamento de ingeniería para su confirmación con el propósito de generar la orden de compra. 19 Nuevamente se confirma con el cliente las especificaciones y se genera la orden de producción que es estudiada por el departamento de ingeniería para realizar el diseño del transformador. Con base en el diseño establecido se hace la requisición de material, que es enviada a gerencia para ser autorizada. El área de compras toma la requisición de materiales y se comunica con el almacenista para confirmar existencias de cada uno de los materiales requeridos; para luego realizar la cotización respectiva con los proveedores. Esta cotización es enviada a gerencia para autorizar la realización del pedido. Una vez hecho el pedido se espera el tiempo pactado con el proveedor. En el momento de llegada del material se hace la revisión respectiva del mismo, se envía la remisión a gerencia y se almacena. La materia prima es entregada a cada operario para dar inicio al proceso de fabricación del transformador. Al terminar la fabricación, el transformador pasa al área de alistamiento donde se hace la respectiva marcación, se embala y enguacala, para ser trasladado al área de almacenamiento de producto terminado y finalmente la distribución es realizada directamente por la empresa. De acuerdo al ciclo productivo descrito anteriormente, la cadena de abastecimiento no está definida, sin embargo, existen los procesos de compras, producción, almacenamiento y distribución. 1.1.5 Situación actual A partir del método de observación directa del ciclo productivo, en el que se llevó a cabo un seguimiento de cada una de las actividades que componen estos procesos, se llego al siguiente diagnostico: Los tiempos de entrega de los proveedores no son exactos. La empresa no tiene definido un sistema de inventarios. No hay una planeación de la producción, por lo tanto, no se establecen metas de mediano o largo plazo. La planeación se hace día a día o máximo en un periodo de una semana. Se presentan demoras en el alistamiento de producto terminado a causa de acumulación del mismo. En la empresa se presentan con frecuencia paros en la producción, por la ausencia de materia prima; cuando esto sucede los operarios inician un nuevo proceso de fabricación, lo que causa la generación de costos ocultos y almacenamiento de productos en proceso. No hay indicadores de gestión a lo largo de toda la cadena de abastecimiento, por este motivo no se tiene un control de los procesos logísticos y productivos de la empresa. En el diagrama de Ishikawa se muestran las áreas afectadas por los problemas existentes a lo largo de la cadena de abastecimiento, y que traen como consecuencia las demoras en la entrega de transformadores al cliente final. 20 Materiales Existen paros de planta por ausencia de material, hay cambio de actividad Mano de obra Método No existe un modelo de inventarios definido No existe frecuencia de pedido de material establecida En el área de producción se dan muchos tiempo improductivos Demoras en la entrega de transformadores al cliente final No hay tiempos exactos de entrega No hay una planeación de la producción No existen indicadores de gestión para los procesos Almacenamiento innecesario de producto en procesos Proveedores Medición Producción Gráfica 3. Diagrama de Ishikawa - Espina de Pescado FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 El cuadro de control de entrega de transformadores al cliente final de los primeros ocho meses del año 2011, muestra la fecha pactada con el cliente y la fecha en la que se entrega el producto. Teniendo en cuenta esto, es evidente que en repetidas ocasiones hay un incumplimiento por parte de la empresa, debido a que el cliente no tiene el producto en el momento que lo requiere. 21 CONTROL DE ENTREGA DE TRANSFORMADORES O.P. 1336 1337 1337 1338 1348 1351 1353 1353 1366 1366 1352 1378 1362 1387 1387 1387 1387 1387 1169 1393 1360 1379 1403 1404 1405 1406 1408 1409 1412 1413 1418 1421 1425 1427 1428 1323 1431 1437 1443 Fecha ingreso fabricación 26/01/2011 26/01/2011 26/01/2011 26/01/2011 09/02/2011 16/022011 17/02/2011 17/02/2011 14/03/2011 14/03/2011 17/02/2011 01/04/2011 08/03/2011 12/04/2011 12/04/2011 12/04/2011 12/04/2011 12/04/2011 19/05/2010 15/04/2011 03/03/2011 01/04/2011 13/05/2011 09/05/2011 20/05/2011 24/05/2011 27/05/2011 27/05/2011 03/06/2011 03/06/2011 17/06/2011 23/06/2011 08/07/2011 12/07/2011 09/07/2011 28/12/2010 26/07/2011 05/08/2011 12/08/2011 Fecha Pactada 11/02/2011 11/02/2011 11/02/2011 11/02/2011 09/03/2011 16/03/2011 07/03/2011 07/03/2011 01/04/2011 01/04/2011 07/03/2011 11/04/2011 31/03/2011 27/04/2011 27/04/2011 27/04/2011 27/04/2011 27/04/2011 27/04/2011 27/04/2011 04/04/2011 20/04/2011 27/05/2011 10/06/2011 11/06/2011 03/06/2011 10/06/2011 12/06/2011 30/06/2011 17/06/2011 05/07/2011 11/07/2011 13/07/2011 19/07/2011 16/07/2011 11/08/2011 04/08/2011 17/08/2011 30/08/2011 Fecha de entrega 16/02/2011 16/02/2011 16/02/2011 16/02/2011 16/03/2011 17/03/2011 16/03/2011 16/03/2011 08/04/2011 08/04/2011 08/04/2011 12/04/2011 20/04/2011 20/04/2011 20/04/2011 20/04/2011 20/04/2011 20/04/2011 30/04/2011 27/04/2011 09/08/2011 24/06/2011 02/06/2011 16/06/2011 11/06/2011 09/06/2011 15/06/2011 16/06/2011 12/07/2011 21/06/2011 12/07/2011 12/07/2011 14/07/2011 23/07/2011 14/07/2011 05/08/2011 19/08/2011 19/08/2011 23/08/2011 Rem isión 6835 6835 6835 6835 6875 6878 6876 6876 6919 6919 6923 6922 6933 6937 6938 6939 6940 6941 6948 6941 7082 7024 6987 7017 7003 7011 7015 7015 7046 7021 7048 7047 7058 7068 7059 7079 7106 7104 7112 Fecha Rem ision 21/02/2011 21/02/2011 21/02/2011 21/02/2011 21/02/2011 17/03/2011 16/03/2011 16/03/2011 13/04/2011 13/04/2011 16/03/2011 13/04/2011 20/04/2011 12/04/2011 13/04/2011 14/04/2011 15/04/2011 16/04/2011 30/04/2011 27/04/2011 09/08/2011 24/06/2011 02/06/2011 16/06/2011 11/06/2011 09/06/2011 15/06/2011 15/06/2011 12/07/2011 21/06/2011 12/07/2011 12/07/2011 14/07/2011 23/07/2011 14/07/2011 05/08/2011 19/08/2011 19/08/2011 23/08/2011 N* factura 1723 6723 6723 6723 6724 6771 6769 6769 6824 6824 6770 6822 6830 6849 6850 6851 6852 6853 6855 6843 6840 6947 6918 6946 6934 6930 6942 6943 6982 6961 6988 6969 6999 7012 6998 6637 7062 7060 7070 Cliente OPAIN OPAIN OPAIN OPAIN CONINSA.R UNIV.DE CONST. INGEMERC INGEMERC CODENSA S.A. ESP. CODENSA S.A. ESP. INGEMERC IMPLANTE MEDICOS STRUD INGENIERIA CAM CAM CAM CAM CAM CODENSA DISTR.ELECTRICAS IME ELECTRODISEÑOS IME IME ETIPRESS OYD PQS PQS ING.LUIS ERNESTO INGEMERC CORONA ING.CARLOS D.ELEC. JT ELECTRODISEÑOS ANDINA SANTANA LAMYFLEX PQS SUMATEC Capacidad T. prim ario T. secundario No DE SERIE 250 150 150 75 500 225 30 30 630 630 75 20 225 10 10 10 10 10 45 30 630 500 112.5 630 150 15 30-K13 6 500 10 60 300 15 15 10 225 112,5 6 5 440 440 440 440 11400 13200 440 440 11400 11400 227 220 11400 380 380 380 380 380 11400 220 11400 11400 11400 11400 220 480 208 480 11400 380 440 11400 220 440 440 11400 380 480 440 225 225 225 225 214 214 225 225 225 225 220 214 214 214 214 214 214 214 214 214 214 214 225 214 465 227 208 208 214-452 225 214 214 225 214 225 214 220 208 225 9100211 9120211 9140211 9110211 9160211 9230311 9180311 9200311 9240311 9250311 9220311 9270411 9260311 9310411 9320411 9330411 9340411 9350411 8781010 9360411 9300411 9260411 9390511 9380511 9400511 9410511 9440611 9420611 9450611 9490611 9500611 9520611 9540711 9550711 9560711 8991210 9570711 9590811 9700811 Tabla 1. Control de entrega de transformadores al cliente final del año 2011 Fuente: Área Ingeniería Empresa FyR Ingenieros Ltda.- Año 2011 ENTREGADO A OPAIN OPAIN OPAIN OPAIN CONINSA.R UNIV.DE CONST. INGEMERC INGEMERC CODENSA S.A. ESP. CODENSA S.A. ESP. INGEMERC IMPLANTES MEDICO QUIRURGICOS SA STRUD INGENIERIA CAM CAM CAM CAM CAM DISTRI. ELECTRICAS DISTRI. ELECTRICAS IME ELECTRODISEÑOS IME IME ETIPRESS OYD PQS PQS ING.LUIS ERNESTO INGEMERC CORONA ING.CARLOS D.ELEC. JT ELECTRODISEÑOS ANDINA SANTANA LAMYFLEX PQS SUMATEC En la gráfica de cumplimiento en la entrega de los transformadores, se muestra que de 39 transformadores fabricados 8 fueron entregados antes de la fecha pactada, 2 fueron entregados en la fecha y hubo retrasos en las entregas de 29 de estos transformadores. De lo anterior se concluye que hay incumplimiento en el 74% de las entregas a los clientes. Grafica 4. Cumplimiento en la entrega de transformadores. Fuente: Los autores – Año 2011 Teniendo en cuenta el diagnóstico de la situación actual de la empresa, en el que se encontraron las causas de las fallas en la cadena de abastecimiento, se puede concluir que el nivel de servicio esperado por el cliente se ve directamente afectado. El nivel de servicio de la empresa actualmente es deficiente debido a que se encuentra por debajo de un valor aceptable, que según los niveles promedios de las empresas colombianas varía entre el 80 y 90 porciento. Finalmente, se deben tomar medidas frente a los problemas que se están presentando en los eslabones de la cadena de abastecimiento y el proceso de producción, puesto que el cliente se ve afectado directamente. De esta manera es preciso definir apropiadamente la función logística de la empresa FyR Ingenieros respondiendo al siguiente interrogante: ¿Permitirá la definición clara y precisa de una función logística la mejora de los procesos productivos de la organización, la disminución de costos, el aumento de la rentabilidad y la satisfacción de los requerimientos de los clientes? 23 2. JUSTIFICACIÓN DEL PROYECTO Con el propósito de responder a las necesidades, requerimientos y expectativas de los clientes, se hace necesario determinar una función logística puesto que en estos momentos en FyR Ingenieros Ltda., no existe un proceso logístico documentado ni analizado adecuadamente. Acorde a los problemas nombrados anteriormente, se debe analizar cada eslabón dentro de la cadena de abastecimiento de la empresa FyR Ingenieros Ltda., puesto que estas fallas podrían mejorarse o eliminarse con una adecuada función logística, de esta forma se podría tener un control adecuado de la producción, de la materia prima y de los tiempos de entrega. Adicionalmente, el gran auge en el sector eléctrico colombiano permite tener metas de expansión para este tipo de empresas, por lo tanto, mejorar su función logística le permitirá crecer y ser una empresa más competente en el mercado actual, sin olvidar la satisfacción de los requerimientos del cliente y la calidad de los productos terminados. Así mismo, la realización de este trabajo tiene un impacto social, debido a que beneficiaría a los empleados de la empresa y sus familias. Esto se debe a que con el diseño de la función logística, la eficiencia de los procesos aumentaría y de esta misma manera su productividad. Como estudiantes de Ingeniería Industrial el trabajo nos permite aplicar diferentes herramientas y conocimientos que adquirimos a lo largo de la carrera; esto nos da las bases para brindar un análisis adecuado de las necesidades de la empresa FyR Ingenieros Ltda., con el fin de mejorar su actual desempeño en las áreas de logística y producción. En conclusión, la elaboración de una propuesta para el diseño de la función logística que abarque cada uno de sus eslabones (suministro, compras, fabricación, almacenamiento, transporte y distribución), puede ser el primer paso para la estandarización y mejoramiento de los procesos, y así traer consecuencias positivas para la empresa y sus empleados. Por último, es necesario determinar el alcance de este proyecto, el cual está definido por el estudio y propuesta de la función logística, lo cual no incluye la implementación de esta. 24 3. 3.1. OBJETIVOS General Definir la función logística de la empresa F y R Ingenieros que permita el abastecimiento para la producción, el control de los costos logísticos y la satisfacción de las necesidades y requerimientos de los clientes. 3.2. Específicos Realizar un diagnóstico de la situación actual de la función logística de la empresa para identificar de manera precisa sus fallas y así plantear los puntos de partida claves para la definición de la función logística a proponer. Determinar la capacidad de producción de la empresa para identificar las restricciones a nivel productivo que determinarán las características que debe tener la función logística de la empresa para responder a las exigencias productivas. Realizar un seguimiento del cliente final con el fin de captar la información necesaria para identificar sus necesidades y requerimientos, y de esta manera determinar el nivel de servicio esperado. Diseñar la función logística propuesta para la organización, desde el suministro, pasando por el eslabón de fabricación hasta la distribución al cliente final, definiendo cada uno de sus procesos de tal forma que se generen de acuerdo a un estándar establecido, en cuanto al abastecimiento, el control de los costos logísticos y la satisfacción de los requerimientos y necesidades del cliente. Determinar el costo total de la función logística e identificar los componentes relevantes de dicha función, con el fin de evaluar financieramente el impacto que tendría la implementación de la propuesta y su conveniencia para la empresa. 25 4. 4.1. DESCRIPCION GENERAL DE LA EMPRESA Reseña Histórica Fyr ingenieros es una empresa dedicada a la parte eléctrica fundamentalmente, en este momento cuenta con diferentes bienes y servicios para ofrecer a sus clientes, siendo su fuerte el diseño, construcción y comercialización de transformadores, así como también el análisis de aceites, para lo cual cuentan con un laboratorio certificado. Todo esto llego a este punto liderado por el ingeniero Pedro Rueda dueño y gerente de la compañía, y gracias a su amor por la carrera y el conocimiento que tenía sobre los temas que se trabajan, decidió fundar a Fyr ingenieros con ayuda de su compañero Guillermo Fernández que más tarde se retiró. Todo empezó cuando Pedro Rueda recién egresado de la Universidad Nacional como ingeniero electricista, decidió irse a Bélgica a continuar sus estudios, con la ayuda del ICETEX, emprendió su viaje, el cual duró 2 años donde pudo hacer sus especializaciones hacia el año 1974. Tuvo la oportunidad de conocer mucha gente, muchos contactos, varias empresas europeas del sector eléctrico. Estaba muy relacionado con este tema y le tomó un gran gusto. Al llegar de nuevo al país empezó a trabajar para la universidad en la parte técnica de alta tensión y entró posteriormente a la compañía Licel que actualmente no existe, pero que gracias a esto empieza a conocer a la perfección el sector eléctrico colombiano. Hace gran cantidad de contactos con diferentes empresas gracias al conocimiento que ya tenía por su experiencia en el exterior. Finalmente el ingeniero Pedro Rueda se enamora de los transformadores y desarrolla su idea para así crear la compañía Fyr ingenieros el 4 de abril de 1986. Para esto fue fundamental la gran cantidad de gente que conocía Pedro Rueda del sector en el que movía. Fyr ingenieros dura de 7 a 8 años en consolidarse y equilibrarse, y a lo largo de los años se fueron vinculando personas a colaborar con la construcción y desarrollo de la compañía, varias de estas personas todavía siguen haciendo parte de la empresa. Ahora tras 23 años de funcionamiento es una empresa muy bien estructurada, con una muy buena participación en el mercado, ya que tiene grandes contratos con diferentes empresas del país como CODENSA, Enertolima, Cerrejón, Siemens, Epsa, entre muchas otras. Esta empresa sigue creciendo con el fin de que siempre exista. 4.2. Estrategia Organizacional 4.2.1 Visión Ser reconocidos como las empresa prestadora de servicios de ingeniería altamente especializados para el sector eléctrico que responde eficientemente a las exigencias que imponen los desarrollos tecnológicos y tendencias del mercado, manejando conceptos futuristas sobre calidad y productividad, con el fin de obtener un desarrollo sostenible, transmitiendo tranquilidad con resultados económicos. 26 4.2.2 Misión Ser la mejor alternativa para atender las necesidades de nuestros clientes: Reparación y mantenimiento de transformadores de distribución y potencia. Diseño fabricación y venta de transformadores secos abiertos clase H. Operación y mantenimiento de subestaciones eléctricas y operación de centro de control. Ensamble en sitio, montaje y puesta en servicio de transformadores de potencia, Construcción, operación y mantenimiento de sistemas de distribución eléctrica de media y baja tensión. Construcción, operación y mantenimiento de sistemas de alumbrado público. Gestión de proyectos de ingeniería. Análisis físico-químico de aceites dieléctricos. Ensayos eléctricos a equipos y subestaciones eléctricas. Análisis termográfico. Somos una compañía consolidad, sostenible, comprometida con el medio ambiente y con responsabilidad social, en permanente crecimiento y mejoramiento, que genera bienestar, con un equipo humano idóneo altamente calificado, con integridad moral y ética. 4.2.2. Filosofía 4.2.2.1 Valores: Integridad moral y ética: responsabilidad, incluso legal, de cumplir con lo que nos hemos comprometido y se asumir las consecuencias de nuestros actos. Compromiso que se adquiere con uno mismo de ser siempre más persona. Trabajo en equipo: coordinación, comunicación, intercambio efectivo de pensamiento, ideas y conocimientos. 4.2.3 Respeto: Reconocimiento del valor inherente a los derechos de los individuos y de la sociedad. Disciplina: Capacidad de actuar y perseverantemente para lograr un bien. Lealtad: Compromiso a defender lo que creemos y en quien creemos. Conciencia social y ambiental: Conciencia del estado de los demás miembros de nuestra comunidad y de cómo el entorno los puede perjudicar o favorecer. Objetivos 4.2.3.1 Objetivos de calidad: Satisfacer las necesidades y confianza de nuestros clientes y garantizar la calidad y el cumplimiento ambiental en nuestros servicios con compromiso firme e interrelacionado. Respuesta oportuna para asegurar el funcionamiento de la organización y de los procesos de calidad y ambiental. Mejoramiento continuo en todos los procesos que conforman las principales actividades de la empresa. 27 Permanencia y rentabilidad para asegurar la sobrevivencia y la inversión en la empresa. Satisfacer las necesidades ambientales de los clientes y de las partes interesadas. Compromiso con el mejoramiento continuo del sistema de gestión ambiental. 4.2.3.2 Objetivos medioambientales Satisfacer las necesidades ambientales de los Clientes y de las partes interesadas. Compromiso con el mejoramiento continuo del Sistema de Gestión Ambiental. 4.2.3.3 Objetivos de seguridad y salud ocupacional: 4.2.4 Asegurar y mantener un ambiente de trabajo que contribuya al bienestar físico y emocional de sus trabajadores, contratistas, clientes y visitantes. Trabajar bajo condiciones seguras y evitar la generación de actos inseguros. Establecer acciones de mejora para evitar la accidentalidad laboral. Satisfacer los requerimientos de S&SO de las partes interesadas. Políticas 4.2.4.1 Política de gestión: Fyr ingenieros Ltda. como organización dedicada al suministro de bienes y servicios para el sector eléctrico, asume el compromiso de asegurar la calidad de sus productos y servicios preservando el medio ambiente en el cual opera, la seguridad y salud del personal, contratistas, visitantes y comunidades vecinas. Para ellos se implementan Sistemas de Gestión de Calidad, ambiental, seguridad y salud ocupacional, y de responsabilidad social que aseguran el cumplimiento de esta política y que incluyen programas de: Mejora continua Prevención de la contaminación por vertimientos de aceite en suelo y agua y por generación de residuos impregnados de aceite. Reducción de los riesgos asociados a sus procesos (riesgo eléctrico, mecánico, químico y ergonómico) y mejora del ambiente laboral. Superación de la satisfacción de los clientes y de las partes interesadas. Revisión, actualización y seguimiento al cumplimiento permanente de la legislación, requisitos de los clientes y de todo compromiso voluntariamente asumido. Por lo tanto consideramos esta política como parte integral de nuestros negocios y prioritaria en toda la línea gerencial, asegurando su difusión, compresión y cumplimiento en todos los niveles de la organización. 4.3 Portafolio Productos y Servicios Transformadores secos Diseño, fabricación y comercialización de transformadores secos Transformadores secos, clase H son: 28 Auto extinguibles: En caso de fuego externo al transformador que afecte al mismo sus materiales no propagan la llama, aumentando el nivel de seguridad. Mantenimiento reducido: Solamente requieren de inspección y limpieza periódica de polvo, ajuste de contactos y refuerzo del aislamiento donde sea necesario. Facilidad de instalación: Es suficiente una protección contra contactos directos (celda-gabinete) ya que no requieren de foso para derrame de aceite y la exigencia de la obra civil para los transformadores inmersos en aceite. Libre contaminación: Por la ausencia de aceite dieléctrico, no presentan riesgo de contaminación ambiental. Transformadores de distribución y de potencia Diseño, fabricación y comercialización. Reparación y mantenimiento. Subestaciones eléctricas: Operar subestaciones se constituye en un esquema básico para la confiabilidad y calidad del servicio de energía eléctrica en sistemas interconectados. La constante supervisión de equipos, el monitoreo de los mismos y la atención inmediata en eventos de falla garantiza menores traumatismos para los clientes en el suministro de energía eléctrica. Para las labores de mantenimiento, el personal de Operación de Subestaciones presta apoyo constante en las maniobras de cierre y apertura de equipos, supervisando que se cumplan con las normas de seguridad industrial y verificando la correcta operación de equipos después de su mantenimiento. Alumbrado público: Un espacio público bien iluminado, nos brinda seguridad, oportunidad de recreación y sentido de pertenencia. La infraestructura de Alumbrado Público debe mantenerse en condiciones adecuadas de funcionamiento, para garantizar los niveles de iluminación que permitan prestar un servicio eficiente y confiable a la comunidad. Investigación y desarrollo: Laboratorio de análisis Físico-Químico de aceites dieléctricos: Fyr Ingenieros implementó un laboratorio de análisis Físico-Químico único en Bogotá, acreditado por la Superintendencia de Industria y Comercio, bajo la resolución 3667 de 2003. Con ellos garantizan para el cliente, la confiabilidad de los resultados bajo el lineamiento de estándares internacionales con confidencialidad de la información y recurso humano y técnico idóneo. Con nuestros equipos de última tecnología se realizan las pruebas y/o ensayos de aceites dieléctricos, teniendo como referencia las normas ASTM D. 29 Laboratorio de ensayos eléctricos: Ensayos Eléctricos Generales: NTC-380 Tensión Aplicada: NTC-837 Tensión de Corto Circuito: NTC-1005 Pérdidas en vacío: NTC-1031 Tensión Inducida: NTC-837 Transformación-verificación polaridad: NTC-471 Resistencia Devanados: NTC-375 Calentamiento Transformadores Secos: NTC-3654 Redes eléctricas MT-BT: Construcción, operación y mantenimiento de sistemas de distribución eléctrica. Gestión y administración de proyectos de ingeniería: La compañía cuenta con un capital humano idóneo en el diseño y desarrollo de proyectos de ingeniería eléctrica. Nuestro portafolio ofrece una amplia gama de especialidades, garantizando soluciones innovadoras a las necesidades de nuestros clientes, con las prácticas más avanzadas y tecnologías de última generación. Prueba de puesta en servicio y mantenimiento de subestaciones eléctricas: Fyr ingenieros Ltda. realiza pruebas especializadas para el diagnostico confiable del estado de los equipos asociados a una subestación eléctrica, garantizando el conocimiento cierto de la vida útil de los equipos y su estado, la posibilidad de programas mantenimientos preventivos y la solución para evitar salidas de servicio no deseadas. Prueba de factor de potencia: PTs inductivos, PTs capacitivos. Prueba de relación de transformación por toma. Prueba de resistencia de devanados por toma. Prueba de relación de transformación y carga. Prueba de resistencia de devanados secundarios. Prueba de curva de excitación. Laboratorio de aceite dieléctrico: Número de neutralización. Gravedad especifica. Contenido de humedad. Tensión interfacial. Rigidez dieléctrica. Contenido PCBs. 30 Alumbrados navideños: Fyr ingenieros, realiza alumbrados navideños u para ocasiones especiales en ciudades y poblaciones. Colabora al bienestar de la comunidad con hermosas y económicas propuestas de iluminación. En Honda, tuvo especial mención la cuidadosa construcción del alumbrado de la catedral. Impresos: Nuestro grupo empresarial desarrolla diversas actividades entre ellas su empresa editorial. Realiza trabajos de impresión publicomercial, desarrollos gráficos, visuales y multimedia, además de diseño gráfico y artístico, reconocidos en el mercado nacional. Termografía: Contamos con personal certificado en Termografía infrarroja por The Professional Termographers Association, bajo licenciamientos de ASNT-LA. Igualmente disponemos de una cámara de última generación, totalmente radiométrica, con protección IP54 para responder a entornos difíciles y garantizar total confiabilidad. Mediante tecnología de captura de imágenes térmicas por infrarrojos, nuestra cámara FLUKE Ti20 permite detectar problemas sin necesidad de interrumpir el servicio de energía. 31 4.4 Mapa de Procesos La grafica 5 muestra el mapa de procesos que fue elaborado por representantes de las diferentes áreas de la empresa FyR Ingenieros Ltda. Grafica 5. Mapa de procesos de la empresa FyR Ingenieros Ltda. Fuente: Empresa FyR Ingenieros Ltda.- Año 2011 32 5. MARCO CONCEPTUAL El direccionamiento estratégico de la compañía FyR Ingenieros Ltda. Sirve como marco de referencia para el análisis de la situación actual de la compañía, tanto internamente como frente a su entorno. Por ello es indispensable obtener y procesar información sobre el entorno con el fin de identificar allí oportunidades y amenazas, así como sobre las condiciones, fortalezas y debilidades internas de la organización. El análisis de oportunidades y amenazas ha de conducir al análisis DOFA, el cual permitirá a la organización definir estrategias para aprovechar sus fortalezas, revisar y prevenir el efecto de sus debilidades, anticiparse y prepararse para aprovechar las oportunidades y prevenir oportunamente el efecto de las amenazas. (Serna, 2008). El DOFA a pesar de ser una útil herramienta para la identificación de los anteriores factores tanto externos como internos, no es tan específica como lo es el Diagrama propuesto por el Padre de la Calidad Total, el Dr. Kaoru Ishikawa, quien con la creación de este concepto resume en que cuando se realiza el análisis de un problema de cualquier índole, estos siempre tienen diversas causas de distinta importancia, trascendencia o proporción. Algunas causas pueden tener relación con la presentación u origen del problema y otras, con los efectos que este produce. El diagrama Causa-Efecto es un vehículo para ordenar, de forma muy concentrada, todas las causas que supuestamente pueden contribuir a un determinado efecto. Permite, por tanto, lograr un conocimiento común de un problema complejo, sin ser nunca sustitutivo de los datos. Es importante ser conscientes de que los diagramas de causa-efecto presentan y organizan teorías. Sólo cuando estas teorías son contrastadas con datos podemos probar las causas de los fenómenos observables. (Ishikawa, 1990) El diagrama de Ishikawa – Espina de Pescado se utiliza principalmente al momento de: (Ishikawa, 1990) · · · · · · · Identificar un producto o servicio para el análisis en cuanto a mejora de la calidad. La necesidad de llamar la atención a los problemas o causas de una forma sistemática. Identificar oportunidades para mejorar. Buscar las causas principales de los problemas y establecer la prioridad de las soluciones. Evaluar los resultados de los cambios efectuados a un proceso Cuando los datos puedan clasificarse en categorías. Cuando el rango de cada categoría es importante Por medio de la Gráfica 4. Diagrama de Ishikawa - Espina de Pescado FyR Ingenieros Ltda. se tomó como punto de partida la idea de definir la función logística para la organización. Cuando se habla de Función logística se delimita o se especifica al concepto de cadena de suministro, que según Anaya y Polanco, (2005) es una red unida por un grupo de agentes que intervienen desde el momento de abastecer materiales y componentes a las fábricas para la realización de un determinado producto, hasta que el mismo se sitúa en el punto de venta para el consumidor final. Se trata de una cadena compuesta por diferentes eslabones tales como: Proveedores, Fabricantes, Almacenistas, Operadores Logísticos, Distribuidores, Instaladores y Detallistas, cada uno de los cuales representa un papel determinado dentro del proceso de distribución y producción. La cadena de suministro está formada por la interrelación de distintos agentes, que a su vez pueden estar agrupados en una o varias organizaciones empresariales. Desde el punto de vista de la gestión, en la cadena de suministro cada organización gestiona a título individual el flujo de productos. Esta se crea de un modo más o menos natural 33 siendo resultado directo del producto de que se trate. Cada uno de los agentes que intervienen en la cadena de suministro tiene definida su propia cadena logística. (Anaya, Polanco, 2005) La definición de Cadena de Suministro evoca la imagen de un producto o suministro que se mueve a lo lardo de la misma, de proveedores a fabricantes a distribuidores a detallistas. En efecto todo esto es importante, sin embargo es necesario visualizar también los flujos de información, fondos y productos en ambas direcciones de ella. (Chopra y Meindl, 2008) Una cadena de suministro típica puede abarcar varias etapas que incluyen: Clientes Detallistas Mayoristas/Distribuidores Fabricantes Proveedores de componentes y materias primas Grafica 6: Etapas de la cadena de suministro. Fuente: Chopra y Meindl, 2008 El objetivo de una cadena de suministro debe ser maximizar el valor total generado. El valor que esta genera es la diferencia entre lo que vale el producto final para el consumidor y los costos en que la cadena incurre para cumplir la petición de éste. Para la mayoría de las cadenas de suministro, el valor estará estrechamente correlacionado con la rentabilidad de la cadena de suministro (conocida como superávit de la cadena de suministro), que es la diferencia entre los ingresos generados por el cliente y el costo total de la cadena. Mientras más alta sea la rentabilidad de la cadena de suministro, más exitosa será ésta. Dicho éxito debe medirse en términos de la rentabilidad y no en función de la ganancia de cada etapa. Una eficaz administración de la cadena de suministro comprende la administración de los activos y de los flujos de productos, información y fondos de la cadena para maximizar la rentabilidad total de la misma. Existe una estrecha conexión entre el diseño y la administración de los flujos de una cadena de suministro (productos, información y fondos) y el éxito de ésta. (Chopra y Meindl, 2008) La administración exitosa de la cadena de suministro requiere las decisiones relacionadas con el flujo de información, productos y fondos. Cada una de ellas debe tomarse para incrementar el superávit de la cadena de suministro. Estas decisiones se clasifican en tres categorías o fases, dependiendo de la frecuencia de cada decisión y el periodo durante el cual tiene impacto una fase de decisión: 34 1. Estrategia o diseño de la cadena de suministro: durante esta fase, dados los planes de fijación de precios y de marketing para un producto, la compañía decide como estructurar la cadena, cómo serán distribuidos los recursos y qué procesos se llevarán a cabo en cada etapa. Las decisiones estratégicas tomadas por las compañías incluyen ya sea subcontratar o realizar las funciones de la cadena de suministro internamente, la ubicación y las capacidades de producción e instalación de almacenaje, los productos que se fabrican o almacenarán en varias ubicaciones, los medios de transporte disponibles a lo largo de las diferentes rutas de envío y el tipo de sistema de información que se utilizará. Una compañía debe asegurarse de que la configuración de que la cadena de suministro apoye sus objetivos estratégicos e incremente el superávit de la misma durante la fase. 2. Planeación de la cadena de suministro: el período que se considera es de un trimestre a un año. Por lo tanto, la configuración determinada para la cadena de suministro en esta fase estratégica es fija. La meta es maximizar el superávit de la cadena de suministro que se puede generar durante el horizonte de planeación, dadas las restricciones que se establecieron durante la fase estratégica o de diseño. Las compañías comienzan la fase de planeación con un pronóstico para el siguiente año (o un periodo comparable) e la demanda de diferentes mercados. La planeación incluye tomar decisiones respecto a cuáles mercados serán abastecidos y desde qué ubicaciones, la subcontratación de fabricación, las políticas de inventario que se seguirán y la oportunidad y magnitud de las promociones de marketing y precio. 3. Operación de la cadena de suministro: Aquí, el horizonte de tiempo es semanal o diario, y durante esta fase las compañías toman decisiones respecto a los pedidos de cada cliente. Al nivel de la operación, la configuración de la cadena de suministro se considera fija y las políticas de planeación ya se han definido. La meta de las operaciones de la cadena de suministro es manejar los pedidos entrantes de los clientes de la mejor manera posible. Durante esta fase, las compañías distribuyen el inventario o la producción entre cada uno de los pedidos, establecen una fecha en que debe completarse el pedido, generan listas de surtido en el almacén, asignan un pedido a un modo particular de transporte y envío, establecen los itinerarios de entrega de los camiones y colocan ordenes de reabastecimiento. Debido a que las decisiones de operación se toman a corto plazo (minutos, horas, días) hay menos incertidumbre acerca de información de la demanda. (Chopra y Meindl, 2008) Una cadena de suministro es una secuencia de procesos y flujos que tienen lugar dentro y entre diferentes etapas y se combinan para satisfacer la necesidad que tiene el cliente de un producto. Existen dos diferentes formas de ver los procesos realizados en una cadena de suministro. 1. Enfoque de ciclo: los procesos se dividen en series de ciclos, cada uno realizando en la inter-fase entre dos etapas sucesivas de una cadena de suministro. En base a las cinco etapas que tiene la cadena de suministro que se muestran en la figura 2. Todos los procesos de ésta se pueden dividir en los cuatro ciclos de procesos siguientes, como se aprecia en la figura 3, a continuación: Grafica 7. Ciclos de los procesos de una cadena de suministro. Fuente: Chopra y Meindl, 2008 35 Cada ciclo ocurre en la inter-fase entre dos etapas sucesivas de la cadena de suministro. Las cinco etapas dan por resultado cuatro ciclos de proceso en la cadena de suministro. Esto no quiere decir que todas las cadenas de suministro tendrán claramente separados los cuatro ciclos. Dentro de cada ciclo la meta del comprador es asegurar la disponibilidad del producto y lograr economías de escala con el pedido. El proveedor trata de pronosticar los pedidos del cliente y reducir el coso de recibirlos. Luego el proveedor trabaja para surtir el pedido a tiempo y mejorar la eficiencia y la precisión del proceso de surtido de pedidos. El comprador trabaja entonces para reducir el costo del proceso de recepción. Los flujos inversos se manejan para reducir el costo y cumplir con los objetivos ambientales. A continuación en la figura 5. Se muestran los subprocesos en cada uno de los ciclos de los procesos de una cadena de suministro. (Chopra y Meindl, 2008) Grafica 8. Subprocesos en los ciclos de los procesos de una cadena de suministro. Fuente: Chopra y Meindl, 2008 En el ciclo del pedido del cliente, la demanda es externa a la cadena de suministro, y por lo tanto incierta. En todos los otros ciclos la colocación del pedido es incierta pero puede proyectarse con base en las políticas que se siguen en una etapa particular de la cadena de suministro. Conforme se mueve del cliente al proveedor, el número de pedidos individuales desciende y el tamaño de cada pedido se incrementa. Por tanto, el compartir la información y las políticas de operación a lo largo de las etapas de la cadena de suministro se vuelve más importante conforme nos alejamos del cliente final. El enfoque del ciclo de la cadena de suministro es muy útil cuando se consideran las decisiones de operación, ya que especifica con claridad la función de cada miembro de la cadena de suministro. La descripción detallada del proceso de una cadena de suministro en el enfoque de ciclo obliga al diseñador de la cadena de suministro a considerar la infraestructura requerida para apoyar estos procesos 2. Enfoque de empuje o de Tirón: todos los procesos de una cadena de suministro se clasifican dentro de una de dos categorías dependiendo del momento de su ejecución en relación con la demanda del consumidor final. Con los procesos de tirón, la ejecución se inicia en respuesta a un pedido del cliente. Con los procesos de empuje, la ejecución se inicia en anticipación a los pedidos del cliente. Por tanto en el momento de la ejecución de un proceso de tirón, se conoce con certidumbre la demanda del cliente, mientras que en el momento de ejecución de un proceso de empuje, la demanda no se conoce y se debe pronosticar. Los procesos de tirón también pueden llamarse procesos reactivos, pues reaccionan a la 36 demanda del cliente. Los procesos de empuje pueden denominarse especulativos, ya que responden a la demanda especulada o pronosticada en lugar de la real. (Chopra y Meindl, 2008) Grafica 9: Enfoque de empuje/tirón de la cadena de suministro. Fuente: Chopra y Meindl, 2008 Procesos Macro de una cadena de Suministro en una compañía: Todos los procesos de la cadena de suministro que se han discutido en los dos enfoques de procesos se clasifican en los siguientes tres procesos macro: 1. Administración de la relación con el cliente (ARC): Todos los procesos que se centran en la interacción de la compañía con sus clientes. 2. Administración de la cadena de suministro interna (ACSI): todos los procesos internos de la empresa. 3. Administración de la relación con el proveedor (ARP): todos los procesos que se centran en la interacción de la compañía con sus proveedores. Los tres procesos macro administran el flujo de información, productos y fondos requeridos para generar, recibir y cumplir la petición del cliente. El proceso macro ARC apunta a generar demanda por parte del cliente y a facilitar la colocación y el seguimiento de los pedidos. Incluye procesos como los de marketing, fijación de precios, ventas, administración de pedidos y administración del centro de atención telefónica. El procesos macro ACSI apunta a satisfacer la demanda generada por el proceso ARC de manera oportuna y al menor costo posible. El proceso macro ACSI incluye la planeación de la capacidad interna de producción y almacenamiento, la preparación de los planes de demanda y oferta y el surtido de los pedidos reales. El proceso macro ARP apunta a conseguir y administrar las fuentes de suministro de varios bienes y servicios. Incluye la evaluación y la selección de proveedores, negociación de los términos del suministro y la comunicación respecto a nuevos productos y órdenes para los proveedores. Para que una cadena de suministro sea exitosa, es crucial que los tres procesos macro estén bien integrados. La estructura organizacional de la compañía tiene una fuerte influencia en el éxito o fracaso del esfuerzo de integración (Chopra y Meindl, 2008) Proveedor Compañía ARP Cliente ACSI ARC 37 Fuente Negociación Compra Planeación estratégica Planeación demanda Colaboración para el diseño Planeación suministro Colaboración para el suministro Cumplimiento Servicio de campo de la del Mercado Precio Venta Centro de llamadas Administración de los pedidos Grafica 10. Procesos macro de la cadena de suministro. Fuente: Chopra y Meindl, 2008 Canales de Distribución El término canal se utiliza para describir el viaje que realiza un producto desde la fábrica hasta el usuario final. Puede haber múltiples paradas a lo largo de este viaje o puede ser un viaje directo, pero, en cualquier caso, se trata de un viaje a través de un canal. Existen dos tipos básicos de canal: directo e indirecto: Un canal de distribución directo significa que el fabricante produce y vende el producto al usuario final. Aunque puede parecer un enfoque muy típico, en realidad suele ser bastante raro. Hay muchas razones por las que se querría controlar la distribución a través de canales directos, la primera es que se tiene control sobre todos los aspectos del comercio minorista, se diseñan las tiendas, se determina dónde deben ubicarse, se fabrica, se vende y se ofrece el servicio posventa al cliente se controla toda la relación con el usuario final. Además tampoco se tiene que compartir los beneficios con nadie, pero el costo de esas tiendas cuesta gran cantidad de dinero de la que se es responsable. En cambio si se recurre a un canal de distribución indirecto, se vende el producto a alguien más, que a su vez, se lo vende al usuario final. Los canales de distribución indirectos suman un 95% de todo el marketing de consumo. Los canales de distribución indirectos son la opción elegida por la mayoría de los consumidores. A los consumidores les encanta comprar todo en un sitio, así que los canales indirectos permiten situar en el mismo anaquel productos de diferentes marcas para competir entre ellos. Los canales indirectos también permiten a los consumidores obtener un servicio posventa en la zona, ofrece a la marca presencia local en comunidades de cualquier tamaño y son una opción más sencilla para los fabricantes que intentar abrir tiendas por todas partes. A pesar de todo también se tienen algunos inconvenientes. Cuando se entrega el producto a una tercera parte, se pierde el control sobre cómo se presenta al usuario final, el precio de venta y esto en algún nivel podría afectar la marca del producto en la forma como llega al cliente final. En cuanto a los canales de distribución mixtos, casi todos los fabricantes recurren a canales de distribución realmente complicados que combinan canales directos (de fabricante a consumidor) e indirectos (de fabricantes a intermediarios, incluyendo minoristas). Y dentro de una organización el objetivo es aumentar las ventas del producto, significando esto que los consumidores compren más o encontrando nuevos mercados a 38 los que se pueda atacar. Por tanto la gestión de los canales de distribución permitirá conseguir este fin, a continuación se muestran varias opciones en las que se podría elegir. (Russell, 2010) Grafica 11. Canales de distribución disponibles para las organizaciones. Fuente: Russell, 2010 Estrategia Competitiva y de Cadena De Suministro La estrategia competitiva de una compañía se define, en relación con sus competidores, el grupo de necesidades del cliente que ésta busca satisfacer con sus productos y servicios. En cada caso la estrategia competitiva se define con base en cómo el cliente da prioridad al costo del producto, tiempo de entrega, variedad y calidad. Para conocer la relación entre las estrategias competitivas y las de la cadena de suministro se tiene en cuenta la cadena de valor. La cadena de valor empieza con el desarrollo de un nuevo producto, que crea especificaciones para el producto. Marketing y ventas generan la demanda al promocionar las prioridades del cliente que los productos y servicios satisfarán. Marketing también recaba información para el desarrollo del nuevo producto. Usando las especificaciones de éste, Operaciones transforma los insumos en producción para la creación del mismo. Distribución lleva el producto al cliente o viceversa. Servicio responde a las peticiones del cliente durante o después de la venta. Los anteriores son los procesos o funciones principales que deben llevarse a cabo para una venta exitosa. Finanzas, contabilidad, tecnología de la información y recursos humanos apoyan y facilitan el funcionamiento de la cadena de valor. Para ejecutar la estrategia competitiva de la compañía, todas estas funciones desempeñan un papel, y cada una debe desarrollar su propia estrategia. La estrategia de desarrollo de productos especifica el portafolio de nuevos productos que la compañía tratará de desarrollar. También, determina si el esfuerzo de desarrollo se llevará a cabo internamente o se subcontratará. Una estrategia de marketing y ventas especifica cómo se segmentará el mercado y como se posicionará, se le fijará precio y se promocionará el producto. Una estrategia de cadena de suministro determina la naturaleza de la obtención de las materias primas, el transporte de los materiales desde y hacia la compañía, la fabricación del producto u operación para proporcionar el servicio y la distribución del producto al cliente, junto a cualquier servicio de seguimiento y una especificación que indique si estos procesos se llevarán a cabo de manera interna o se subcontratarán. Dado que las compañías rara vez están completamente integradas de manera vertical, es importante reconocer que la estrategia de cadena de suministro define tanto los procesos que se realizará bien dentro de 39 la empresa, como la función que desempeñará cada entidad de la cadena de suministro. La estrategia de cadena de suministro también incluye decisiones de diseño respecto al inventario, transporte, instalaciones de operación y flujos de información. La cadena de valor enfatiza la estrecha relación entre las estrategias funcionales dentro de la compañía. Cada función es crucial para que la compañía satisfaga las necesidades del cliente de manera rentable. Por tanto, las diversas estrategias funcionales no pueden formularse en forma aislada, ya que están estrechamente entrelazadas y deben ajustarse y apoyarse la una de la otra para que la compañía tenga éxito. (Chopra y Meindl, 2008) Grafica 12. Cadena de valor de una compañía. Fuente: Chopra y Meindl, 2008 Existen tres pasos básicos para lograr un ajuste estratégico el cual se analiza a continuación: 1. Entender al cliente y la incertidumbre de la cadena de suministro: Primero, una compañía debe entender las necesidades del cliente de cada segmento que trata de captar y la incertidumbre que enfrenta la cadena de suministro al satisfacerlas. Estas necesidades ayudan a la empresa a definir el costo deseado y los requerimientos de servicio. La incertidumbre de la cadena de suministro también le es de utilidad para identificar el grado de imprevisibilidad de la demanda, así como los trastornos y retrasos para los cuales se debe estar preparada. En general la demanda del cliente de segmentos diferentes varía a lo largo de diversos atributos de la siguiente manera: La cantidad del producto necesario para cada lote: un pedido de emergencia de material necesario para reparar una línea de producción es probable que sea pequeño. Un pedido de material para construir una nueva línea de producción probablemente sea muy grande. El tiempo de respuesta que los clientes están dispuestos a tolerar: el tiempo de respuesta tolerable para un pedido de emergencia es probablemente corto, mientras que aquél para el pedido de una construcción sin duda será muy largo. La variedad de los productos necesarios: un cliente puede conceder suma importancia a la disponibilidad de todas las partes de una orden de reparación de emergencia de un solo proveedor. El nivel de servicio requerido: el cliente que coloca un pedido de emergencia espera un alto nivel de disponibilidad del producto. El precio del producto: el cliente coloca un pedido de emergencia quizá sea mucho menos sensible al precio que el coloca una de construcción. La tasa deseada de innovación en el producto: los clientes de una tienda departamental cara esperan una mayor innovación y nuevos diseños en la ropa de la tienda. (Chopra y Meindl, 2008) 40 2. Entender las capacidades de la cadena de suministro: existen muchos tipos de cadenas de suministro, cada una de las cuales se diseñó para realizar bien diferentes tareas. La capacidad de respuesta de la cadena de suministro incluye su habilidad de hacer lo siguiente: Responder a amplios rangos de cantidades demandadas Cumplir con cortos periodos de entrega Manejar una gran variedad de productos Construir productos altamente innovadores Cumplir con alto nivel de servicio Manejar la incertidumbre de la oferta Estas capacidades son similares a muchas de las características de la demanda y la oferta que llevan a una incertidumbre implícita alta. Mientras más capacidades tenga la cadena de suministro, tanto más capaz de responder será. La capacidad de respuesta, sin embargo, trae consigo un costo, para responder a un rango más amplio de cantidades demandadas, debe aumentarse la capacidad, la cual eleva los costos. Este incremento lleva a una segunda definición: la eficiencia de la cadena de suministro es inversa al costo de fabricar y entregar un producto al cliente. El incremento de los costos disminuye la eficiencia. Por cada opción estratégica seleccionada para aumentar la capacidad de respuesta, hay costos adicionales que disminuyen la eficiencia. La frontera eficiente costo-capacidad de respuesta está dada por la curva que muestra el menor costo posible para un nivel dado de capacidad de respuesta. (Chopra y Meindl, 2008) Grafica 13: Frontera eficiente costo-capacidad de respuesta. Fuente: Chopra y Meindl, 2008 3. Lograr un ajuste estratégico: si hay un desajuste entre lo que la cadena de suministro hace particularmente bien y las necesidades deseadas del cliente, la compañía tendrá que reestructurarse la cadena de suministro para apoyar la estrategia competitiva o modificar esta última. La meta es apuntar a una alta capacidad de respuesta para una cadena de suministro que enfrenta una alta incertidumbre implícita y a la eficiencia para una que enfrenta baja incertidumbre implícita. (Chopra y Meindl, 2008) 41 6. ANALISIS DE LA SITUACION ACTUAL DE LA EMPRESA La actividad principal de la empresa FyR Ingenieros radica en tres unidades de negocio: fabricación de transformadores tipo seco, reparación y mantenimiento de transformadores de distribución y mantenimiento en sitio. A continuación se encuentra el diagnóstico de los procesos logísticos de abastecimiento, almacenamiento de materia prima, alistamiento, almacenamiento del producto terminado y su distribución los cuales trabajan para cada una de estas unidades de negocio. 6.1 Fabricación El siguiente diagrama muestra la situación actual de la función logística del proceso de fabricación de un transformador. Para la elaboración de este diagrama se contó con el apoyo de los directos responsables de cada uno de los eslabones, realizando el debido seguimiento y levantamiento de información de los mismos. FABRICACIÓN Hoja 1 de 2 Diagrama de Flujo Responsable INICIO Orden de Pedido Recibir especificaciones Gerente Administrativo – Gerente Gestión Estrategica Orden de producción Realizar revisión de la orden de pedido Ingeniero de Planta – Ingeniero Asistente Diseñar el transformador Ingeniero de Planta – Ingeniero Asistente Orden de Compra SI Formato de requisición de material Solicitar materia prima NO Ingeniero de Planta – Ingeniero Asistente ¿La solicitud de materia prima es autorizada por gerencia general? Confirmar existencias Compras -Almacenista Elaborar cotización Compras NO SI ¿La cotización es aprobada por gerencia general? Pedir materia prima Compras 1 42 FABRICACIÓN Diagrama de Flujo Hoja 2 de 2 Responsable 1 Recibir el material Recepcionista – Compras Almacenista NO ¿Se aprueba la revisión del material? Remisión Remisión SI Enviar remisión Compras Autorizar pago Gerente General Almacenar la materia prima Almacenista Entregar material Almacenista Fabricar el transformador Operarios Fabricación Almacenar el transformador Empaque Transformadores Embalar el transformador Empaque Transformadores Introducir transformador en guacal Empaque Transformadores Recibir información de distribución Recepcionista – Gerente Administrativo – Gerente Gestión Estratégica Revisar disponibilidad Recepcionista – Gerente Administrativo Cargar transformador Empaque Transformadores Transportar el transformador Conductor Confirmar entrega de transformador Conductor, Recepcionista FIN 43 Diagrama2. Flujo de la función logística del proceso fabricación de transformador en la empresa FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 El primer eslabón que se va a analizar es el eslabón de abastecimiento para esto se llevó a cabo una entrevista con la encargada del proceso de compras. Dicho proceso inicia en el momento en el que los ingenieros de planta hacen la solicitud de materia prima, posteriormente se diligencia el formato Formato R07-01-01 Solicitud de Materia Prima, (Anexo 1) con el cual el almacenista verifica las cantidades que hay en stock y envía a compras la información de los faltantes. La empresa FyR Ingenieros cuenta con una base de datos que contiene entre 3 y 4 proveedores por material. Al momento de realizar la cotización, se hace un análisis de esta información teniendo en cuenta calidad de producto y precio. Se contacta el proveedor para pactar cantidades, precio, forma de pago y fecha de entrega lo cual queda registrado en la Orden de Compra, Formato R-07-02-01 (Anexo 2) Cuando llega el material a la planta, se recibe y revisa que estén las cantidades solicitadas y el estado de los materiales. Si se cumple con estas condiciones se realiza y envía remisión a la gerencia general, en donde se autoriza el pago. Respecto al almacenamiento de la materia prima, dentro de la planta está adecuado un espacio de 27 metros cuadrados, con 3 estantes de 5 niveles clasificados por tipo de material. El método de almacenamiento consiste en organizar el material recibido llevando un registro en un formato de Excel. La forma para controlar los inventarios se basa en la teoría de “primeros en entrar primeros en salir” (PEPS). Para materiales como tornillos, tuercas y arandelas no se lleva un control tan preciso, por lo tanto cuando se esté agotando (a criterio del almacenista) se solicita. Para dar inicio a la producción de transformadores, teniendo en cuenta el diseño de los mismos se distribuye el material entre los operarios encargados de este proceso. Una vez finalizada la producción, el transformador es llevado sobre una base de madera al área de almacenamiento de producto terminado que cuenta con 30 metros cuadrados sin ningún tipo de estantería. Sin embargo, cuando el área no es suficiente, se ubican los transformadores en algún espacio que se encuentre disponible en la empresa como área de alistamiento y/o pasillos. Para que se lleve a cabo el proceso de alistamiento es necesario que el cliente se comunique con la empresa 2 días antes de la fecha de entrega pactada desde el momento en que se solicitó el transformador para volver a especificar fecha, hora y lugar de entrega. En el momento de realizar el alistamiento se embala el transformador utilizando vinipel y polietileno con burbujas de aire para luego introducirlo en el guacal. 44 Para realizar el proceso de distribución, la empresa cuenta con un conductor, una grúa y 4 vehículos propios, una camioneta, un camión mediano, un camión grande y un camión internacional con capacidades para 5, 10, 30 y 60 transformadores monofásicos respectivamente. De acuerdo con la información brindada por el cliente acerca de la entrega del producto, se verifica la disponibilidad de conductor y camión para la respectiva distribución; en caso que el conductor no esté disponible, la empresa asigna a un operario en planta para realizar esta función; en última instancia se notifica al cliente para pactar una nueva fecha. Después se realiza la remisión, la cual es un formato que controla la entrega del producto. Para el transporte, los transformadores se cargan en los respectivos camiones con ayuda de la grúa y una vez esté en el lugar de entrega el cliente debe descargarlo. Dependiendo del número de transformadores a distribuir, se selecciona el camión a utilizar y según los lugares a los que se deben llevar, se planea una ruta de distribución; posteriormente se carga el vehículo de forma que primero se ubican los transformadores que se entregan al final de la ruta. 45 6.2 Mantenimiento y Reparación La siguiente unidad de negocio que se analizó fue mantenimiento y reparación de transformadores de distribución, basados en los eslabones de la función logística ya identificados. De igual forma como se puede ver en el siguiente diagrama se contó con la información suministrada por los encargados de cada proceso para llegar a un diagnostico. MANTENIMIENTO Y REPARACIÓN Hoja 1 de 3 Diagrama de Flujo Responsable Responsable INICIO Recibir solicitud de diagnóstico NO Visitar instalaciones de cliente Ingeniero de Planta – Ingeniero Asistente ¿La solicitud la hizo un cliente particular? Inspeccionar el transformador Ingeniero de Planta – Ingeniero Asistente Formato R-01-09-01 Mantenimiento Planta Cotizar reparación o mantenimiento de transformador Cotizar reparación o mantenimiento de lote Ingeniero de Planta – Ingeniero Asistente SI Recibir el transformador en planta Diagnosticar el lote de transformadores Ingeniero de Planta – Ingeniero Asistente Ingeniero de Planta – Ingeniero Asistente Recibir aprobación de la cotización Ingeniero de Planta – Ingeniero Asistente Orden de producción Ingeniero de Planta – Ingeniero Asistente Validar la cotización del lote Ingeniero de Planta – Ingeniero Asistente Orden de producción Transportar lote a la planta Conductor 1 46 Ingeniero de Planta – Ingeniero Asistente MANTENIMIENTO Y REPARACIÓN Diagrama de Flujo Hoja 2 de 3 Responsable 1 Solicitar Materia Prima NO Formato de requisición de material Almacenista - Compras ¿La solicitud de materia prima es autorizada por gerencia? SI Confirmar existencias Compras Elaborar cotización NO Pedir materia prima ¿La cotización es aprobada por la gerencia general? SI Compras Compras – Recepcionista - Almacenista Recibir el material Compras NO ¿Se aprueba la revisión del material? Gerencia General SI Enviar remisión Almacenista Autorizar pago Almacenista Almacenar la materia prima Entregar material 2 47 MANTENIMIENTO Y REPARACIÓN Hoja 3 de 3 Diagrama de Flujo Responsable Responsable 2 ¿Se solicitó servicio de Reparación? SI Ingeniero de Planta – Ingeniero Asistente Realizar Reparación Formato R-01-09-07 NO Cambiar aceite y limpiar transformador Realizar pruebas eléctricas Laboratorio de Ensayos Empaque Transformadores Almacenar el transformador Embalar el transformador Empaque Transformadores Introducir transformador en guacal Empaque Transformadores Recepcionista – Gerente Administrativo – Gerente Gestión Estratégica Recibir información de distribución Revisar de disponibilidad Remisión Cargar transformador FIN 48 Recepcionista – Gerente Administrativo Empaque Transformadores Conductor Transportar el transformador Confirmar entrega de transformador Operario Mantenimiento – Limpieza Flejes Remisión Conductor, Recepcionista Diagrama 3. Flujo de la función logística del proceso mantenimiento y reparación de transformadores de distribución en la empresa FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 Tipos de Cliente: la empresa cuenta con dos tipos de clientes que se dividen en particulares y por contrato, es decir, empresas distribuidoras de energía como CODENSA, Empresa de Energía de Cundinamarca, Enertolima, Empresas Publicas de Medellín, entre otros; o clientes particulares como constructoras y pymes. Cabe resaltar que el procedimiento varía dependiendo del tipo de cliente al que se le presta el servicio. Una vez el cliente ha hecho la solicitud del diagnóstico, el proceso inicia dependiendo del tipo cliente. En caso que sea por contrato, el ingeniero de planta o el ingeniero asistente visita las instalaciones del cliente con el fin de diagnosticar el lote de transformadores y diligenciar el Formato R-01-09-01 referente a la inspección de mantenimiento y reparación (Anexo 3) de los transformadores. De acuerdo con el resultado se genera una cotización de la reparación o el mantenimiento del lote la cual debe ser validada por el cliente, dando su aprobación para que la empresa inicie el respectivo proceso que inicia con el transporte del lote a la planta. Este transporte está a cargo de la empresa, lo que implica verificar disponibilidad de camión y conductor. Para llevar a cabo este transporte, el cliente por contrato se encarga de cargar el camión y en el momento en que el lote de transformadores es recibido y descargado por operarios en planta, se genera la Orden de Producción. Por otro lado cuando se trata de un cliente particular este se encarga de realizar el transporte del transformador a la planta, donde es recibido para ser inspeccionado por los operarios de mantenimiento en planta quienes dan el diagnostico diligenciando el formato R-01-09-01 (Anexo 3). Después se realiza la cotización por parte del ingeniero de planta o ingeniero asistente la cual el cliente válido para dar inicio al proceso, generando la orden de producción. Con la orden de producción tramitada se procede a solicitar la materia prima necesaria para realizar el procedimiento respectivo. Este abastecimiento y almacenamiento de materia prima se realiza de la misma forma que en el proceso de fabricación descrito anteriormente. Después de realizar el servicio solicitado de reparación o mantenimiento se procede a realizar las pruebas eléctricas con el fin de controlar el cumplimiento de los estándares de calidad, diligenciando el formato R-0109-07. Con el control de calidad aprobado los transformadores pasan a almacenamiento de producto terminado e inician los procesos de alistamiento y distribución, los cuales son manejados de la misma forma que en el proceso de fabricación descrito anteriormente. 49 6.3 Mantenimiento en Sitio Mantenimiento en sitio es la última de las unidades de negocio que maneja la empresa; lo encontrado en el análisis de la situación actual de la función logística está planteado a continuación. MANTENIMIENTO EN SITIO Hoja 1 de 2 Diagrama de Flujo Responsable INICIO Recibir solicitud Ingeniero Mantenimiento en Sitio Ingeniero Mantenimiento en Sitio Contactar y Visitar al Cliente Formato de reporte de inspección Realizar inspección Cotizar mantenimiento en sitio Ingeniero Mantenimiento en Sitio Acta de ejecución Recibir aprobación Orden de Compra Solicitar materia prima SI Formato de requisición de material Cuadrilla Mantenimiento en Sitio Ingeniero Mantenimiento en Sitio NO Ingeniero Mantenimiento en Sitio ¿La solicitud de materia prima es autorizada por gerencia general? Compras -Almacenista Confirmar existencias Elaborar cotización Compras NO SI ¿La cotización es aprobada por gerencia general? Compras Pedir materia prima Recibir el material Recepcionista – Compras Almacenista NO ¿Se aprueba la revisión del material? SI Enviar remisión 1 50 Compras MANTENIMIENTO EN SITIO Diagrama de Flujo Hoja 2 de 2 Responsable 1 Autorizar pago Gerente General Almacenar la materia prima Almacenista Almacenista Entregar material Ejecutar el mantenimiento Facturar proceso de mantenimiento Informe Cuadrilla Mantenimiento en Sitio Ingeniero Mantenimiento en Sitio FIN Diagrama 4. Flujo de la función logística del proceso mantenimiento en sitio de la empresa FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 Para que el proceso de mantenimiento en sitio inicie el cliente realiza una solicitud del servicio, ésta se puede hacer vía internet o vía telefónica, la cual es analizada por la empresa con el fin de coordinar su ejecución. Teniendo en cuenta esto, se pacta con el cliente fecha y hora para llevar a cabo la visita, en la que el ingeniero de mantenimiento en sitio inspecciona y da un diagnóstico, para lo cual diligencia el formato R-0109-02 (Anexo 4)de reporte de inspección y determina las personas que se necesitan para realizar el mantenimiento, materiales y herramientas. Con esta información el ingeniero encargado genera una cotización que debe ser aprobada por el cliente para realizar el acta de ejecución que contiene fecha, hora la información de la cuadrilla, esto por cuestiones de seguridad y adecuación del lugar donde se va a ejecutar el mantenimiento. 51 El abastecimiento y almacenamiento de materia prima para el proceso de mantenimiento es sitio sigue el mismo procedimiento que las otras dos unidades de negocio. En la fecha pactada en el acta de ejecución, la cuadrilla se dirige al lugar donde se va a llevar a cabo el mantenimiento, cabe resaltar que la cuadrilla utiliza el transporte público (Transmilenio – Bus Urbano) para su desplazamiento. Una vez hecho el mantenimiento, se elabora un Acta de Entrega y Recibo Final de la Obra Formato R-05-0201 (Anexo 5) que es entregado al cliente el cual contiene la información del proceso realizado. Así mismo, el cliente debe diligenciar el Formato Formulación para la evaluación de los servicios (Anexo 6). Por último, el ingeniero de mantenimiento formaliza la facturación. 6.4 Resultados del análisis de la situación actual 6.4.1 ABASTECIMIENTO Indicador de tiempos de entregas de materias primas por parte de los proveedores. Con el fin de realizar la medición de este indicador, se contó con el apoyo del área de compras; donde las entregas de materias primas por parte de los proveedores son controladas por la orden de compra del material. Dicha orden cuenta con la fecha en la que se realiza la orden, la fecha pactada con el proveedor y la fecha en la que el material ingresa a la planta. La información de las órdenes de compra del periodo Enero – Marzo del año 2012 está recopilada en la Tabla de Tiempos de Entregas de Materias Primas por parte de los Proveedores (Anexo 7) la cual a continuación será resumida. Número de Órdenes de Compra: 355 Número de Entregas a tiempo: 180 Número de Entregas después de la fecha pactada: 175 Por lo tanto, el 49,3% de la entregas de materia prima por parte de los proveedores no son en la fecha pactada. Esto trae varias consecuencias en la función logística afectando directamente el nivel de servicio de la empresa. El problema más relevante se refleja en los paros de planta por faltantes de materiales, cuando esto pasa la solución que proporciona la empresa es cambiar de actividad generando acumulación de producto en proceso hasta que llegue la materia prima necesaria. Después de realizar un seguimiento de las órdenes de compra respecto a las demoras de los 12 proveedores que tardan más en entregar y sus causas se obtuvieron los siguientes resultados: 52 PROVEEDOR DEMORAS (días) DISTRIBUCIONES POLIFLEX LTDA 7,66 FAGAELEC INGENIERIA ELECTRICA LTDA 7,00 IMPORTADORA COMERCIAL COLOMBIA E.U. 5,75 MATRIMOL LTDA 5,61 PINTUBLER DE COLOMBIA S.A. 3,88 FRANA INTERNATIONAL S.A.S. 3,57 CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA 3,51 PROVELECTRICOS LTDA 3,50 COMERCIAL LEOSAN LTDA 3,33 LAMINAS Y CORTES BOGOTA LTDA 3,28 METALES Y AFINES MANTILLA VELEZ S.A. 3,16 ARPO S.A.S. 3,00 Tabla 2. Proveedores que tardan más en entregar la materia prima a la empresa FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 Apoyados en la información recolectada en el área de compras, la causa principal de las demoras por parte de los proveedores se basa en que para las mismas fechas, tienen exceso de pedidos y en el momento de distribuirlos no priorizan la entrega a la empresa FyR Ingenieros, es decir, no tienen la capacidad ni los recursos para cumplir con la demanda afectando directamente a la empresa con sus demoras. 53 6.4.2 ALMACENAMIENTO DE MATERIA PRIMA Actualmente el manejo de inventarios lo realiza el almacenista por medio de la actualización de una tabla que contiene la información de cantidad y material que sale e ingresa al almacén de materia prima. Material ENTRADAS Unidades Fecha SALIDAS Unidades Fecha Inventario Final Tabla3. Almacenamiento de Materia Prima Actual Fuente: Almacenista FyR Ingenieros Ltda. - 2012 El proceso para responsabilizar a una persona del material cuando sale del almacén, se realiza diligenciando una planilla que contiene el material que salió, la cantidad y la firma del operario. 6.4.3 ALMACENAMIENTO DE PRODUCTO TERMINADO Indicador que muestre el tiempo que tarda el producto terminado en área de almacenamiento De acuerdo a los datos obtenidos en el área de ingeniería de la empresa FyR Ingenieros, acerca de las fechas en la que finaliza la fabricación, el mantenimiento o la reparación del transformador y la fecha en la que se entrega al cliente en el periodo Julio – Diciembre del año 2011 recopilados en la Tabla tiempo que tarda el producto terminado (PT) en área de almacenamiento (AA). (Anexo 8). La información se resume de la siguiente manera: Numero de Transformadores Entregados al cliente: 41 Número de Transformadores en área de almacenamiento de producto terminado más de 1 día: 25 Promedio de días en que los transformadores están en área de producto terminado: 14 Por lo tanto, el 60,98% de los transformadores están en el área de producto terminado por más de 1 día; se tomó como base esta duración de tiempo puesto que a partir del segundo día se genera el costo de almacenamiento. Es importante resaltar que la empresa no lleva control de las causas por las cuales se alarga el tiempo de almacenamiento; este elevado porcentaje se debe a que el cliente tarda en solicitar la entrega del transformador. Porcentaje de utilización del almacén En cuanto al porcentaje de utilización del almacén, se tiene los datos de Julio a Diciembre de la cantidad de producto terminado almacenado y el espacio en promedio que ocupa un transformador en el almacén. Esto se puede ver en la siguiente tabla, donde se halla el porcentaje de utilización, basados en la información anteriormente mencionada: 54 Espacio en m2 ocupados en almacén de PT Porcentaje de utilización del almacén de PT Julio 44 89,8% Agosto 48 98,0% Septiembre 49 100,0% Octubre 49 100,0% Noviembre 43 87,8% Mes Diciembre 32 65,3% Tabla 4. Porcentaje de utilización del almacén Fuente: Los autores – Año 2012 De acuerdo con los resultados, se puede concluir que el espacio del almacén actualmente no está siendo utilizado según la capacidad que tiene, puesto que es un espacio que cuenta con lo que conlleva a que en algunas ocasiones se vean obligados a ubicar producto terminado en los pasillos y otras áreas disponibles de la empresa. 6.4.4 DISTRIBUCIÓN Uso de personal de planta para realizar la distribución Actualmente, el proceso de distribución es realizado por el gerente administrativo, el cual asigna los transformadores a distribuir y el conductor que realiza la entrega. Sin embargo, según la información del Gerente Administrativo el 40% de las entregas las realiza un operario de planta que tiene los documentos apropiados para manejar los camiones que permiten hacer la distribución. Porcentaje de Utilización de los Vehículos La empresa FyR Ingenieros Ltda. cuenta con 4 vehículos propios como se dijo anteriormente. Con el fin de conocer qué tanto se utilizan los vehículos en un mes, se realizó la siguiente tabla, teniendo en cuenta la información de los meses de Julio a Diciembre del año 2011. 55 Utilización Mensual Jul Ago Sept Oct Nov Dic Promedio Camioneta 14 11 9 13 10 12 58,3% Camión Mediano 3 5 5 4 6 6 24,8% Camión Grande 4 2 1 2 3 4 13,2% Camión Internacional 0 1 2 1 0 0 3,7% Tabla 5. Porcentaje de Utilización de los Vehículos Fuente: Los autores – 2012 De acuerdo a la información mostrada en la tabla anterior, se puede concluir que los 2 camiones más utilizados son la camioneta y el camión mediano, sin embargo, este último se utiliza el 24.8% de las distribuciones. Respecto a los camiones con mayor capacidad, estos mensualmente son usados esporádicamente. Porcentaje de Utilización de la capacidad de los vehículos Con el fin de conocer qué capacidad de cada uno de los vehículos se utiliza en el momento de hacer la distribución, se realizó la siguiente tabla teniendo en cuenta la información de los meses de Julio a Diciembre del año 2011: Capacidad % Utilización Promedio Camioneta 5 80% Camión Mediano 10 80% Camión Grande 30 67% Camión Internacional 60 75% Tabla 6. Porcentaje de Utilización de los vehículos Fuente: Los autores – 2012 56 De acuerdo a la información mostrada en la tabla, se puede concluir que actualmente distribuyen el 73,3% de lo que podrían llegar a distribuir. 6.5 Fallas por cada eslabón Según el seguimiento que se hizo de los eslabones de la función logística de cada uno de las unidades de negocio se detectaron las siguientes fallas: 6.5.1 PROCESOS Fabricación Mantenimiento y Reparación Mantenimiento en Sitio Abastecimiento FALLAS ESLABÓN DE ABASTECIMIENTO CAUSA Se presentan tiempos adicionales respecto El proceso presenta trámites que pueden llegar a ser innecesarios, pues no le dan al flujo de información, , un valor agregado al proceso, ni son indispensables para su correcta ejecución. En el eslabón de abastecimiento de 4 Los trámites que involucran dinero deben ordenes generadas, 3 van a trámite por ser autorizados por la gerencia general. gerencia. Cuando se solicita la materia prima, existen demoras en la entrega de estos materiales; según el estudio en el periodo Enero – Marzo del año 2012, el 50,7% de las veces, la entrega se hace efectiva después de la fecha pactada con el proveedor. Los proveedores tienen varios pedidos para las mismas fechas y no tiene en cuenta la empresa para priorizar dicha entrega. Se generan cambios de actividad Se presentan paros de planta acumulando producto en proceso dentro de la planta. Se presentan paros de planta. Debido a faltantes de materiales No se realiza el seguimiento de los La falta de un sistema de inventarios, movimientos del almacén. Tabla 7. Fallas y Causas del Eslabón de Abastecimiento Fuente: Los autores – Año 2012 57 6.5.2 PROCESOS Almacenamiento de Producto Terminado FALLAS ESLABÓN DE ALMACENAMIENTO DE PRODUCTO TERMINADO CAUSAS Fabricación Mantenimiento y Reparación Se ubican los transformadores en algún espacio que se encuentre disponible en la empresa como área de alistamiento y/o pasillos. En el área almacenamiento no hay una organización para almacenar el producto que fabrica la empresa. Tabla 8 Fallas y Causas del Eslabón de Almacenamiento de Producto Terminado Fuente: Los autores – Año 2012 6.5.3 PROCESOS Fabricación Mantenimiento y Reparación Alistamiento y Distribución FALLAS ESLABÓN DE ALISTAMIENTO Y DISTRIBUCIÓN Según el análisis de los resultados que se obtuvieron con respecto al tiempo que están los transformadores en el área de producto terminado, se detectó una falla que afecta el nivel de servicio esperado por el cliente, debido a que la mayoría de los transformadores que se almacenan duran más de un día en esta área; esto hace referencia a un 60,98% de los productos generando costos de almacenamiento adicionales. CAUSAS Incumplimiento de las fechas pactadas por parte de los clientes para la entrega del producto terminado. Otra de las causas es que no haya disponibilidad de camión o conductor. Operarios de la planta dejan sus funciones No hay suficiente personal para la para realizar la distribución de producto distribución de los transformadores. La empresa terminado. cuenta con un solo conductor encargado. Tabla 9. Fallas y Causas del Eslabón de Alistamiento y Distribución Fuente: Los autores – Año 2012 58 7. COSTOS DE LA FUNCIÓN LOGÍSTICA Para determinar el costo de cada uno de los eslabones de la función logística se tomaron las actividades que hacen parte de los mismos en las tres unidades de negocio. Dentro de estos costos se encuentran los de mano de obra, espacio, recursos y capital comprometido tomando valores mensuales. El método para calcular cada uno de los costos, se realizó como se describe a continuación: Mano de Obra, se tomó en cuenta el salario de cada uno de los cargos que realizan las actividades por cada eslabón, así como la hora-hombre y el tiempo que duran ejecutando la actividad. Posteriormente se realizó la suma de estos valores discriminándolos por actividad y eslabón. En cuanto al costo de capital comprometido, este se halló teniendo en cuenta que el dinero empleado en espacio y recursos no está invertido en un Certificado de Depósito a Término (CDT) a una tasa del 7% anual puesto que esto es lo que actualmente realiza la empresa. Cabe aclarar que el costo de los recursos usados para la ejecución de cada una de las actividades que se tomó fue el valor comercial. Respecto al espacio, se tuvo en cuenta el valor del metro cuadrado en la planta y se midió la cantidad usada para la realización de cada actividad por eslabón. En los anexos 9, 10, 11 y 12 se encuentran las tablas con la desagregación de cada uno de los costos por eslabón. Es importante resaltar, que no se pretende hallar un número exacto de los costos logísticos actuales. Por lo tanto, los siguientes costos se determinaron bajo la ley de los grandes números. 7.1 Eslabón Abastecimiento ABASTECIMIENTO Salarios $ 37.772.347 Costo Capital Comprometido $ 15.171.412 Recursos Computadores $ 117.586 Espacio (m2) $ 15.053.826 Transporte $ - Seguros $ - Total $ 52.943.759 Tabla 10. Costos Eslabón Abastecimiento Fuente: Los autores. Año 2012 59 7.2 Eslabón Almacenamiento Materia Prima ALMACENAMIENTO DE MATERIA PRIMA Salarios $ 2.003.017 Costo Capital Comprometido $ 2.176.207 Transporte $ - Seguros $ - Total $ 4.179.224 Recursos Computador $ 12.600 Estantería $ 91.980 Espacio (m2) $ 2.071.627,42 Tabla 11. Costos Eslabón Almacenamiento de Materia Prima Fuente: Los autores. Año 2012 7.3 Eslabón Almacenamiento De Producto Terminado ALMACENAMIENTO DE PRODUCTO TERMINADO Salarios $ 1.832.191 Costo Capital Comprometido $ 2.183.877 Transporte $ - Seguros $ - Total $ 4.016.068 Recursos Grúa $ 112.249 Espacio (m2) $ 2.071.627 Tabla 12. Costos Eslabón Almacenamiento de Producto Terminado Fuente: Los autores. Año 2012 60 7.4 Eslabón Alistamiento Y Distribución ALISTAMIENTO Y DISTRIBUCIÓN Salarios $ 5.199.738 Costo Capital Comprometido $ 53.041.331 Recursos Camiones $ 49.560.327 Grúa $ 112.249 Combustible $ 54.151 Espacio (m2) $ 3.314.604 Transporte $ - Seguros $ - Total $ 58.241.069 Tabla 13. Costos Eslabón Alistamiento y Distribución Fuente: Los autores. Año 2012 De acuerdo a la anterior información, el costo actual de la función logística de la empresa FyR Ingenieros para las tres unidades de negocio que maneja es: Costo de Abastecimiento $ 52.943.908 Costo de almacenamiento de materia prima $ 4.179.224 Costo de almacenamiento de producto terminado $ 4.016.068 Costo de alistamiento y distribución $ 58.241.069 COSTO TOTAL $ 119.380.120 61 8. CAPACIDAD DE PRODUCCIÓN DE LA PLANTA La importancia de hallar la capacidad de producción radica en la satisfacción de la demanda, el cumplimiento de tiempos de entrega del producto final, y los recursos involucrados en la ejecución de la actividad de la empresa. Con el objetivo de identificar las restricciones a nivel productivo de la empresa FyR Ingenieros se determinaron las principales características con las que debe contar la función logística para responder ante el mercado y la capacidad de producción para las tres unidades de negocio. Cabe resaltar que el servicio de reparación y mantenimiento se hace en la misma planta en la que se hace la fabricación de transformadores; por tal motivo se realizará el cálculo de la capacidad de producción de la planta y la capacidad de servicio del mantenimiento en sitio. 8.1 Fabricación Con el fin de contextualizar la forma como se desarrolla el proceso productivo para la fabricación de un transformador, se elaboró un diagrama de flujo el cual será explicado brevemente a continuación. FABRICACIÓN Diagrama de Flujo Hoja 1 de 2 Responsable INICIO Cortar prensas Soldador Soldar prensas Soldador Pintar prensas Pintor Cortar núcleo Cortador de núcleo Apilar Núcleo Apilador Bobinar BT y AT Bobinador Inspeccionar Bobinas Bobinador Ensamblar Bobinas Ensamblador Realizar conexión de Bobinas de Baja Tensión Ensamblador 1 62 FABRICACIÓN Diagrama de Flujo Hoja 2 de 2 Responsable 1 Realizar conexión de Bobinas de Baja Tensión Ensamblador Medir y cortar material para ensamble Ensamblador Ensamblar el transformador Ensamblador Realizar pruebas eléctricas Laboratorio de Pruebas Aplicar barniz dielectrico Ensamblador Hornear Ensamblador Ajustar transformador Ensamblador Pintar y marcar el transformador Pintor FIN Diagrama 5. Proceso productivo de la fabricación en la empresa FyR Ingenieros Fuente: Los autores – Año 2012 El proceso de manufactura del transformador inicia con el corte, soldadura y pintura de las prensas, parte fundamental en la estabilidad y sostenibilidad del transformador; otra pieza principal es el núcleo y su fabricación radica en el corte y el apilado, para esto se utiliza una lámina de acero de silicio de grano, y se debe tener en cuenta la capacidad del transformador para las cantidades y el tamaño del corte. La siguiente actividad se centra en los devanados que son elaborados con alambre de cobre electrolítico. Se realiza el bobinado de baja tensión y de alta tensión, se ensamblan y se realizan las conexiones respectivas a cada tipo de tensión. Una vez finalizados los procesos descritos anteriormente se inicia el ensamble del transformador y para esto se requiere de la adecuación de material. Una vez ensamblado pasa al campo de pruebas eléctricas. Con el fin de aumentar la resistencia al ambiente, se utiliza el barniz dieléctrico que se aplica en las bobinas. Luego de esto es necesario hornear el transformador para que se seque completamente. Después de realizar este procedimiento es necesario ajustar tornillos y tuercas. 63 Por último se debe pintar y marcar el transformador con información pertinente y que es necesaria por normas establecidas. 8.2 Mantenimiento y Reparación El proceso productivo que se muestra a continuación hace referencia a la unidad de negocio de mantenimiento y reparación. MANTENIMIENTO Y REPARACIÓN Hoja 1 de 2 Diagrama de Flujo Responsable Responsable INICIO ¿Se solicitó el servicio de reparación? SI NO Operario Reparación Desencubar Realizar cambio de aceite al transformador Mantenimiento Operario Reparación Desarmar la parte activa de transformador Limpiar el transformador Limpieza flejes Recolectar de datos Alistar el Transformador Empaque Transformador Almacenar el Transformador Empaque transformador Operario Reparación Diligenciar formato R-01-09-01 Bobinador Fabricar de Bobinas Laboratorio de Ensayos Control de Calidad de las Bobinas FIN Bobinador Curado de Bobinas 1 64 MANTENIMIENTO Y REPARACIÓN Diagrama de Flujo Hoja 2 de 2 Responsable 1 Prensar el Transformador Ensamblador Ensamblar Transformador Ensamblador Control de Calidad de Ensamble Diligenciar formato R-01-09-01 Laboratorio de pruebas Secar la parte activa del transformador Diligenciar formato R-01-09-01 Ensamblador Encubar Diligenciar formatos R-01-09-01 y R-01-09-03 Realizar pruebas eléctricas Si Cumplimiento de estándares en las pruebas Ensamblador Laboratorio de pruebas No Diligenciar formatos R-01-09-07 Diligenciar formatos R-01-09-07 Pintura del Transformador Realizar ajustes Pintura del Transformador Ensamblador Pintor FIN Diagrama 6. Proceso productivo del mantenimiento y reparación en la empresa FyR Ingenieros Fuente: Los autores – Año 2012 Esta unidad de negocio se divide en dos, en caso de ser mantenimiento la materia prima entregada a los operarios de mantenimiento es aceite, puesto que este proceso consta de limpieza interna y externa del transformador y el cambio del aceite dieléctrico. A diferencia del proceso de reparación en donde es necesario inspeccionar y desarmar el transformador, para hacer los arreglos correspondientes. Después de realizada la inspección y definido el alcance de la reparación se procede al desarme de la Parte Activa y registro de las características técnicas y los datos generales del transformador en el Formato R-0109-01 Inspección de reparación de Transformadores (Anexo 3). 65 Luego del anterior registro, se fabrican las bobinas de acuerdo al plano suministrado, teniendo en cuenta el tipo de transformador a reparar, luego se procede a realizar el control de calidad de las bobinas y en caso que no cumpla con los estándares deseados se realizan los ajustes. El transformador debe ser ensamblado y sometido a pruebas de rutina como Resistencia de los Devanados, Tensión Aplicada, Tensión de Corto Circuito, Sobretensión Inducida, Pérdidas y corriente sin Carga, Aislamiento. Por último, el transformador debe ser pintado y marcado. 8.3 Mantenimiento en Sitio El desarrollo del proceso productivo del mantenimiento de un transformador en sitio se muestra en el siguiente diagrama. MANTENIMIENTO EN SITIO Diagrama de Flujo Hoja 1 de1 Responsable INICIO Realizar cambio de aceite al transformador Realizar pruebas electricas al aceite Limpiar el transformador Operarios Mantenimiento Operarios Mantenimiento Operarios Mantenimiento FIN Diagrama 7. Proceso productivo del mantenimiento en sitio de la empresa FyR Ingenieros Fuente: Los autores – Año 2012 El procedimiento fundamental que caracteriza al proceso de mantenimiento en sitio es el cambio del aceite dieléctrico, el cual debe ser analizado por medio de una serie de pruebas que verifican su funcionamiento. Finalmente se realiza una limpieza interna y externa de los transformadores. 66 8.4 CÁLCULO DE LA CAPACIDAD DE PRODUCCIÓN DE LA PLANTA Dentro de la planta se llevan a cabo las unidades de negocio de fabricación y mantenimiento y reparación. Para calcular la capacidad de producción se tomó como referencia la ruta crítica de los procesos detectando el cuello de botella, como se puede ver en el siguiente diagrama. Tiempo (horas) Actividad A. Cortar y Soldar las prensas 6 B. Pintar prensas 1 C. Cortar Núcleo 9 D. Apilar núcleo 9 E. Fabricar Bobinas 13 F. Ensamblar bobinas 3 G. Realizar la conexión de alta tensión 3 H. Realizar la conexión de baja tensión 2 I. 3 Medir y cortar material para ensamble J. Ensamblar Transformador 8 K. Realizar pruebas eléctricas 0,08 L. Aplicar Barniz Dieléctrico 1 M. Hornear transformador 1 N. Ajustar transformador 1 O. Pintar y marcar transformador 2 Tabla 14. Actividades de la Ruta Critica de la producción en la empresa FyR Ingenieros Ltda. Fuente: Los autores – Año 2012 67 C,9 A,6 B,1 E,13 D,9 F,3 G,3 H,2 J,8 K, 0.08 L, 1 M,1 N,1 O,2 I,3 Grafica 14. Ruta Crítica de la producción en la empresa FyR Ingenieros Ltda. Fuente: Los autores. Para el cálculo de la capacidad de producción se realizó la ruta crítica del proceso de fabricación de un transformador eléctrico, con lo cual se detectó el cuello de botella. Como se muestra en el diagrama, se puede observar que se pueden realizar varias operaciones simultáneamente, sin embargo, la fabricación de las bobinas, toma 13 horas, lo cual no permite avanzar en el proceso de fabricación, es decir, ensamblar el transformador. Por lo tanto, teniendo identificado el cuello de botella se halla la capacidad del mismo, observando la cantidad de bobinas que fabrican los bobinadores; Este estudio se hizo durante el mes de Julio del año 2011. FABRICACIÓN (Julio) ARTURO. P 9 DANIEL A. 4 TOTAL 13 Tabla 15. Producción de Transformadores para el mes de Julio del año 2011 Fuente: Los autores – Año 2012 Respecto a la capacidad de producción de la unidad de negocio de mantenimiento y reparación, se llevó a cabo el mismo proceso que en la fabricación, durante el mes de Julio del año 2011. Cabe resaltar que el número de transformadores a los que se les hace reparación se halla sumando los monofásicos y la mitad de los trifásicos, debido a que esta es la conversión que manejan en la empresa: 68 En la siguiente tabla se muestra la cantidad de transformadores monofásicos y trifásicos a los cuales se hizo reparación. En las unidades totales se muestra la conversión nombrada anteriormente. Tabla16. Mantenimiento de transformadores para el mes de Julio del año 2011 Fuente: Los autores – Año 2012 En la unidad de negocio de mantenimiento en sitio, el cuello de botella es la ejecución del mantenimiento, donde la realización de éste a 4 transformadores con una cuadrilla de 5 personas dura aproximadamente 6 horas. Por lo tanto, la capacidad de servicio de este proceso es de 4 transformadores diarios. De acuerdo a la anterior información acerca de cada unidad de negocio de la empresa FyR Ingenieros la capacidad de cada una de estas es: UNIDAD DE NEGOCIO CAPACIDAD (Mensual) Fabricación 13 Transformadores Mantenimiento y Reparación 186 Transformadores Mantenimiento en Sitio 80 Transformadores Tabla 17. Capacidad de Producción de las unidades de negocio de la empresa FyR Ingenieros Ltda. Fuente: Los Autores – Año 2012 Esta es la capacidad de planta actual de la empresa FyR Ingenieros, con el personal y la infraestructura con la que cuenta la compañía en este momento. 69 Es importante resaltar que el diseño de la función logística propuesta se hizo con base en esta capacidad de planta actual debido a que la empresa no considera pertinente las propuestas para el aumento de la capacidad de planta en un corto o mediano plazo. La empresa considera que se puede realizar el diseño de la función logística con los recursos y capacidades actuales, dejando el planteamiento de nuevas propuestas de crecimiento. A continuación se plantean propuestas para lograr un aumento en la capacidad de producción de la planta: Teniendo en cuenta que el cuello de botella está en el procedimiento de bobinado, con la compra de una nueva máquina se reduce el tiempo de fabricación de las bobinas. De acuerdo con el diseño de los transformadores, estos cuentan generalmente con dos o tres bobinas; por este motivo se sugiere tener en este cargo dos o tres operarios dependiendo de la demanda que exista en el momento. 70 9. ANALISIS DE LOS CLIENTES Para la definición de la función logística se hace preciso identificar información pertinente que los clientes pueden proporcionar. Como se vio en el análisis de la situación actual el principal problema de la empresa radica en la demora en la entrega de los transformadores, por lo que el cliente es el directamente afectado. Esto lleva a la elaboración de una encuesta en la que se puedan estimar valores de tiempos de espera y cantidades de pedido, y de esta manera lograr una sincronización con la producción de la empresa. Se realizó un estudio con un enfoque metodológico cuantitativo, tomando como base un muestreo dirigido a los clientes actuales en el que se halló una muestra de universo finito ( , con una confiabilidad del y un error del , se tiene que el tamaño de la muestra es: Donde p y q son la variabilidad positiva y negativa respectivamente. En este caso toman un valor de asumiendo variabilidad máxima debido a que no se tienen antecedentes del estudio. Para este proceso se contó con la colaboración del personal encargado de crear el área de mercadeo y ventas de la empresa FyR Ingenieros, desde la realización del diseño de la encuesta teniendo en cuenta las necesidades de la empresa, hasta el análisis de los resultados de la misma. Por el volumen de clientes y para mayor efectividad se decidió aplicar la encuesta vía mail y vía telefónica, dividiendo el trabajo entre los autores del presente trabajo y los encargados del departamento de mercadeo. A continuación se muestra la encuesta que se realizó a los clientes que se seleccionaron. Las preguntas se establecieron teniendo en cuenta las tres unidades de negocio, mantenimiento y reparación, fabricación y mantenimiento en sitio, debido a que existen clientes que utilizan varios de los servicios que ofrece la empresa. De esta manera, las preguntas que se hicieron están direccionadas a las cantidades usuales de pedido, la periodicidad con la que solicitan estos servicios y tiempos de entrega. Con esta información y teniendo la capacidad de la planta, FyR Ingenieros puede tener una idea más clara de lo que debe producir y en los tiempos esperados por los clientes. La recolección de esta información se hizo desde el año 2011 debido al volumen de encuestas. 71 9.1 Encuestas 72 9.2 Resultados de las encuestas A continuación se muestran los resultados obtenidos en la encuesta realizada a los clientes seleccionados; con esta información se analizó el impacto que genera cada una de las preguntas formuladas sobre el nivel de servicio esperado. Tipo de Servicio Solicitado La primera pregunta está direccionada a determinar cuál es la unidad de negocio que mas demanda tiene en los clientes, con el propósito de discriminar frecuencia de pedido, cantidades solicitadas y lead time de entrega por cada unidad de negocio. Grafica 15. Encuesta – Tipo de Servicio Solicitado Fuente: Los autores – Año 2012 Los resultados de la encuesta arrojaron que la unidad de negocio de mantenimiento y reparación es la más demandada abarcando el 68% de los clientes. El menor porcentaje está asociado al mantenimiento en sitio, debido a que hace referencia a los clientes por contrato los cuales tienen una menor proporción de la totalidad de clientes de la empresa. Finalmente, el porcentaje de la unidad de negocio de fabricación se justifica en que la empresa no es reconocida en el sector como fabricante de transformadores secos. De acuerdo con esta primera pregunta en donde existen clientes que llegan a utilizar más de un servicio, el análisis de las preguntas siguientes se hace basado en cada una de las unidades de negocio de manera independiente, debido a que los lead time son diferentes para cada uno, así como las cantidades demandas y los tiempo de entrega. Periodicidad de Pedido En cuanto a la periodicidad con la que los clientes solicitan los servicios de la empresa, se pretende iniciar un análisis y control de la frecuencia con la que piden los clientes y así tener en cuenta el lead time de proveedores para saber cuándo pedir; los recursos necesarios para la producción y la distribución; con el fin de cumplir con los requerimientos y expectativas del cliente Como se puede ver reflejado, los encuestados seleccionaron la periodicidad teniendo en cuenta cada unidad de negocio que utilizan en la empresa. 73 Cantidad Usual de Pedido En el capítulo anterior se determinó la capacidad máxima de la planta con los recursos actuales con los que cuenta la empresa; al preguntar a los clientes las cantidades usuales de pedido se puede establecer qué porcentaje de la planta se utiliza, y así mismo, hasta qué punto la empresa puede cumplir con la demanda de clientes. De esta manera se pueden establecer políticas de producción y de pedidos. Teniendo en cuenta lo anterior, cada cliente según los servicios que utiliza, hizo una estimación de la cantidad usual de pedido que hace, y los resultados se muestran a continuación divididos por unidad de negocio. Cabe resaltar que aquellos clientes que utilizan varios de los servicios, se tienen en cuenta como respuestas independientes por unidad de negocio. Respecto a la fabricación, se midió la demanda anual por cantidad de transformadores. Grafica 16 Encuesta – Cantidad Usual de Pedido Fabricación Fuente: Los autores – Año 2012 Según los resultados que se muestran de las encuestas, de acuerdo con las cantidades de transformadores que lo clientes solicitan para mantenimiento y reparación, esta unidad de negocio llega a ser la más demandada. Para facilidad de tabulación y lectura de dichos resultados, las barras se muestran por lotes de transformadores, es decir, aquellos que respondieron en la encuesta que solicitan 1 a 5, se tabulan como un solo grupo. A continuación se encuentra la gráfica que clara lo anterior. Grafica 17. Encuesta – Cantidad Usual de Pedido Mantenimiento y Reparación Fuente: Los autores – Año 2012 74 Tiempo en que el producto debe ser entregado Teniendo en cuenta que el problema central de la empresa FyR Ingenieros es el bajo nivel de servicio debido a las demoras en las entregas de transformadores se incluyó en la encuesta una pregunta enfocada a los tiempos que los clientes esperan de la entrega de su producto de acuerdo a las cantidades. Con el propósito de determinar el nivel de servicio de acuerdo a las expectativas de los clientes. Interés en descargue del Transformador Actualmente la distribución de la empresa FyR Ingenieros no incluye el descargue del transformador en el lugar y momento de la entrega. Con el propósito de mejorar el servicio y la satisfacción de los clientes se midió el interés en incluir este servicio. Grafica 18. Encuesta – Interés en el descargue del transformador Fuente: Los autores – Año 2012 Los resultados muestran que el 93% de los clientes encuestados están de acuerdo con incluir el descargue del transformador en la entrega del mismo. 9.3 Análisis de Resultados A continuación se muestra el análisis de los resultados obtenidos en las encuestas realizadas a los clientes seleccionados; este análisis se hace con el fin de conocer sus expectativas hacia la empresa y de esta manera realizar el diseño de la función logística. 9.3.1 Requerimientos de los clientes Basados en las encuestas, uno de los requerimientos más importantes para los clientes es el lead time de entrega del producto final. Las siguientes tablas muestran de acuerdo a las cantidades solicitadas, el tiempo máximo que el cliente está dispuesto a esperar por la entrega de su producto vs el tiempo real que la empresa tarda en hacerlo. A continuación se muestran los resultados atados a cada una de las unidades de negocio, mantenimiento, reparación y fabricación de transformadores. En las tablas, la fila de cantidad es de acuerdo a las respuestas 75 de las cantidades que reportaron los clientes al responder la encuesta. El tiempo real que la empresa tarda en entregar los productos, se obtuvo de registros históricos que la empresa lleva como un control interno. El tiempo que los clientes esperan, es producto de los resultados de las encuestas. Y finalmente se calcula una diferencia entre estos dos tiempos (reflejada en la última columna) con el fin de ver el estado en el que se encuentra la empresa frente a los clientes. Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días MANTENIMIENTO Tiempo esperado Tiempo Actual Diferencia por los clientes 1-5 Transformadores 10 12 2 5-10 Transformadores 20 17 -3 10-15 Transformadores 35 34 -1 15-25 Transformadores 45 48 3 25-30 Transformador 75 75 0 30-40 Transformadores 80 87 7 40 - 60 Transformadores 90 95 5 80-100 Transformadores 100 114 14 120-140 Transformadores 120 120 0 Tabla 18. Tiempos de Entrega de Transformadores en Mantenimiento. Fuente: Los Autores - 2012 Basados en la diferencia en tiempos se pudo ver la situación actual de la empresa en cuanto a los tiempos de entrega en mantenimiento y lo que el cliente espera de este servicio; de acuerdo a los tiempos que se observan en la tabla, el 55.5% de las entregas de transformadores en mantenimiento cuentan con un valor positivo, debido a esto el nivel de servicio de la empresa está por debajo del 30%. FABRICACIÓN Tiempo esperado por los clientes Cantidad Días Cantidad 7 Tiempo Actual 1 Transformador 16 2 Transformadores 76 Diferencia 9 Días Cantidad Días Cantidad Días Cantidad Días 15 25 30 45 19 3Transformadores 32 4 Transformadores 38 7 Transformadores 65 4 7 8 20 Tabla 19. Tiempos de Entrega de Transformadores en Fabricación. Fuente: Los Autores – 2012 Del mismo modo en la unidad de negocio de fabricación se observa que todas las desviaciones obtenidas son positivas, lo cual se puede definir como un punto crítico dentro de la función logística, debido a que no se está cumpliendo con las expectativas de los clientes, en cuanto a tiempos de entrega. REPARACIÓN Tiempo esperado por los clientes Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Cantidad Días Tiempo Actual Diferencia 1-5 Transformadores 15 13 -2 5-10 Transformadores 25 25 0 10-15 Transformadores 40 43 3 15-20 Transformadores 60 56 -4 20-25 Transformadores 60 60 0 25-30 Transformadores 90 92 2 30-35 Transformadores 90 96 6 35- 40 Transformadores 110 107 -3 40-60 Transformadores 180 168 -12 80-100 Transformadores 360 360 0 120-140 Transformadores 360 360 0 Tabla 20. Tiempos de Entrega de Transformadores en Reparación. Fuente: Los Autores - 2012 77 Por último se tienen los datos de la diferencia en la reparación en donde se muestra que el 27% de los casos no se cumple con los tiempos de entrega esperados. De esto se puede resaltar que la unidad de fabricación es la que presenta las desviaciones más altas y se puede decir que es la que afecta en mayor proporción el nivel de servicio. 9.4 Conclusiones Análisis de los Clientes Para el diseño de la función logística de la empresa, es preciso tener en cuenta la voz de los clientes para su definición, con el fin de ofrecer un mejor servicio y lograr un posicionamiento de la empresa. Con la información que se obtuvo del análisis de los clientes junto con la capacidad de planta obtenida se define con mayor precisión la planeación de la producción guiada a cumplir las expectativas de los clientes, dado que se generó una estimación de las cantidades usuales que los clientes solicitan a la empresa, según la unidad de negocio que requieran. De igual manera, se tendría en cuenta el tiempo que esperarían los clientes por la entrega de su producto, con respecto a la demanda y la capacidad de la planta. Cabe resaltar que en la medida que la capacidad de planta se logre aumentar, la satisfacción del cliente sería mayor en cuanto a tiempos de entrega o cantidades deseadas del producto. 78 10. DEFINICIÓN DE LA FUNCIÓN LOGÍSTICA En éste capítulo se tiene como propósito realizar la propuesta de definición de la función logística de la empresa FyR Ingenieros Ltda., teniendo como base el análisis que se hizo del funcionamiento actual de la compañía. De esta manera, se proponen una serie de mejoras a lo lardo de la cadena. 10.1 PROPUESTAS DE MEJORAMIENTO PARA LA FUNCIÓN LOGÍSTICA De acuerdo con las políticas estipuladas en el punto anterior y el análisis completo de la situación actual en la que se encuentra la compañía, se dio lugar al diseño de la función logística de la empresa FyR Ingenieros. Esto se hizo teniendo en cuenta procedimientos, recursos, herramientas, infraestructura y costos asociados. Como se indicó en capítulos anteriores cada eslabón presenta una serie de fallas a las cuales presentamos unas propuestas de mejora para la ejecución de estos procesos como una función logística. Cabe aclarar que las propuestas se hicieron teniendo en cuenta las limitantes de la empresa puesto que al plantear las soluciones a FyR Ingenieros, se descartaron algunas por no ser viables a causa del costo de las mismas. En el siguiente cuadro se resumen los problemas encontrados y su respectiva propuesta de mejora: ESLABÓN FALLA PROPUESTA DE MEJORA OBSERVACIÓN Abastecimiento El flujo de información presenta trámites innecesario a nivel administrativo. Las requisiciones de materia prima, cotizaciones, autorizaciones de pago y remisiones estarán bajo completa responsabilidad del área de compras Se capacitará a los responsables del área de compras en cuanto a toma de decisiones respecto a cotizaciones, precios y relación con proveedores. Abastecimiento Retrasos en la entrega de materia prima por parte de los proveedores. Propuesta de un sistema MRP (Material Requeriment Planning) Se establecen cantidades necesarias a solicitar, así como el momento en que se requiere hacer este pedido. Esto da paso a una planeación de la producción. No hay un sistema de inventarios Propuesta de un sistema de inventarios que registre todos los movimientos del almacén teniendo en cuenta el MRP. Relacionar la entrega de materia prima con la orden de producción. Almacenamiento de Producto de Terminado El espacio dentro de almacén de producto terminado no es suficiente, por lo que utilizan otros espacios dentro de la empresa para almacenar. Almacenar los transformadores de forma vertical dentro del almacén con bases entre uno y otro y organizados teniendo en cuenta el orden en que se entregan. Los transformadores se almacenan una vez estén embalados y dentro del guacal. Distribución Se tienen 4 camiones propios de los cuales 2 se utilizan Vender los 2 camiones que menos utilizan y subcontratar en caso de Se sub contarán las distribuciones que involucren Almacenamiento de Materia Prima 79 esporádicamente. ser necesario. más de 10 transformadores. Función Logística Dentro de la empresa no existe un área encargada de la logística. Contratar un Ingeniero que se haga cargo de la logística de la compañía, entrando a gestionar el funcionamiento de toda la función logística. Crear un área independiente en la empresa dedicada a la logística. Función Logística No existen controles a los la largo de la función logística. Manejo de indicadores de gestión en cada uno de los eslabones. El seguimiento que se hace con los indicadores permite estar en un mejoramiento continuo. Tabla 21. Propuestas de mejora para la función logística de FyR Ingenieros Ltda. Fuente: Los autores - Año 2012 10.1.1 ABASTECIMIENTO El flujo de información presenta trámites innecesarios a nivel administrativo Las requisiciones de materia prima, cotizaciones, autorizaciones de pago y remisiones debe estar bajo completa responsabilidad del área de compras, puesto que cuando se extienden este tipo de actividades, los resultados no se obtienen de la misma manera que cuando se realizan directamente; todo esto con el fin de agilizar los trámites en esta área y que al mismo tiempo se independice para reducir tiempos en la gestión, tener un mayor control sin necesidad que haga falta autorización de la Gerencia General y así el área de compras asuma las responsabilidades en cuanto a esta temática como parte del eslabón de abastecimiento de la función logística. Para esto es necesario que el personal del área de compras y de almacenamiento reciba una capacitación del nuevo comportamiento de las actividades respectivas, y para esto se debe hacer énfasis en la importancia y los beneficios que va a traer el nuevo flujo de información para así poder caracterizar una función logística eficaz desde el principio de la cadena. No obstante la(s) persona(s) que recibirán dicho entrenamiento, serán capaces de poder tomar las decisiones acerca de qué proveedor elegir en cuanto a términos de entregas a tiempo, precios pactados, calidad acordada y demás parámetros establecidos por ambas partes. Así mismo el área de compras podrá definirse como un área dentro de la empresa más autónoma, y que contará con obligaciones que deberá cumplir eficientemente para que no se presente ningún inconvenientes y retrasos al momento de la recibir la materia prima en el eslabón de abastecimiento y en el almacenamiento de la misma, y que de esta manera no se presenten paros o retrasos en la producción. Dichas capacitaciones deben tener como foco: Temas de Toma de Decisiones, Acuerdos con los proveedores y principalmente Cómo mantener las relaciones a largo plazo con los proveedores que suministran la materia prima para realizar el producto, y así definir la ejecución de los dos primeros eslabones de la función logística (abastecimiento y almacenamiento de materia prima) con los conocimientos adquiridos que es donde más impacto va a generar debido a que son quienes tienen contacto directo con los proveedores y con las materias primas que almacenan. 80 Las capacitaciones que va a recibir el personal deben incluir los siguientes temas: Capacitación Toma de Decisiones Tema Contenido Cómo Tomar Decisiones Asertivas Beneficios y Consecuencias en las Decisiones Selección de Proveedores y Criterios de Decisión Creatividad, Experiencia, Juicio: Características Para La Toma de Decisiones. Independencia – Autonomía en la Toma de decisiones Toma de decisiones en base a la razón, no a la emoción Método para tomar decisiones: Definición del problema, Búsqueda de Alternativas, Valoración de las Consecuencias, Elegir la mejor alternativa, Aplicar alternativa elegida y analizar resultados. Meditación en las decisiones que se van a tomar Análisis de Futuras Consecuencias ¿Confiar en los propios instintos es siempre bueno? No tomar decisiones hasta no estar convencidos del impacto de los beneficios Precios Calidad Pago Entrega Servicio Post Venta Experiencia en el servicio Reputación Organización en el sistema de entrega Localización Servicio al Cliente Convenios Técnicas para favorecer la creatividad Intuición, discernimiento y formulación lógica en la toma de decisiones Motivación y fomento de lluvia de ideas Retroalimentación a través de la experiencia y juicio de personal con 81 Tiempo Día 2 Hrs 1 6 Hrs 4 Hrs 2 4 Hrs conocimiento en la toma de decisiones asertivas. Acuerdos Con Proveedores Contrato con Proveedores Cómo reflejar lo más claro posible el acuerdo alcanzado por escrito Identificar soluciones a problemas futuros (multas por atraso o problemas de calidad) Productos a proveer Condiciones del suministro (fecha y estado) Obligaciones del proveedor Obligaciones de la empresa o del suministrado Plazo del contrato Garantías Descuentos: comerciales, y condicionados o financieros Just In Time Plazo de entrega Calidad de la Materia Prima Control de calidad de la materia prima Manejo de Relaciones Interpersonales – Comerciales Habilidades Sociales o Interpersonales ¿Cómo trabajar bajo presión? Sinergia en el fomento de un ambienta laboral Cumplimiento de deberes Respetar los derechos de ambas partes (proveedor – FyR Ingenieros) Beneficios en una Negociación Tiempos de Entrega Cómo Mantener Las Relaciones A Largo Plazo Con Los Proveedores Expectativas de la Empresa y de los Proveedores 3 2 Hrs 2 Hrs 2 Hrs 82 2 Hrs 2 Hrs 4 2 Hrs Satisfacción de las necesidades de la Empresa y de los Proveedores Confianza: ¿Un Criterio para mantener relaciones a largo plazo? Cumplimiento en las obligaciones de ambas partes Satisfacer las necesidades del cliente final es satisfacer las necesidades de la empresa y de los proveedores Todo lo pactado debe ir por escrito Las palabras en cualquier tipo de negocio simplemente quedan en el aire Compromiso, Responsabilidad y Honestidad deben ser Valores Corporativos en todo negocio Tabla 22. Temas de la capacitación. Fuente: Consultor Externo – Año 2012 83 2 Hrs 2 Hrs La duración de la capacitación debe ser mínimo de 4 días como se visualiza en la tabla, tiempo en el cual el personal quede consciente del objetivo y la importancia de tener en cuenta una propuesta implantada como la reducción de flujos de información en los trámites innecesarios con que actualmente cuenta. Para esto es necesario definir el costo de dicha capacitación que se llevará a cabo por un Ingeniero externo experto en los temas a tratar. MRP para la unidad de negocio de fabricación Para empezar, se tuvo en cuenta que el problema principal de la empresa radica en las demoras por parte de los proveedores en la entrega de materias primas; por este motivo el diseño de la función logística parte de la realización de un sistema MRP (Material Requeriments Planning) con el propósito de establecer las cantidades necesarias a solicitar, así como el momento en que se requiere hacer este pedido. Basados en la Tabla 23. Componentes para la fabricación de un transformador de 630 KVA (Anexo 14) que contiene la información del nombre de cada componente, sus cantidades y lead time respectivo, se elaboró el árbol de niveles para la fabricación de un transformador de 630 KVA, mostrado en el Diagrama 8. Árbol de Niveles de la unidad de negocio de fabricación. (Anexo 15), para facilidad de lectura, se desintegro el diagrama en partes globales. Este árbol cuenta con los lead time de cada material. Diagrama 9. Árbol de Niveles. Parte 1: Componentes Transformador, Núcleo y Bobinas con sus respectivos materiales. (Anexo 16), Diagrama 10. Árbol de Niveles. Parte 2: Componentes Conexión (C1-C17) (Anexo 17) y Diagrama 11. Árbol de Niveles. Parte 3: Componentes Conexión (C18-C31) (Anexo 18). El siguiente paso para la realización del MRP es realizar la lista de materiales (BOM) la cual se puede ver en Tabla 24. Bill of Materials (BOM) unidad de negocio de fabricación (Anexo 19). Finalmente el MRP, para la elaboración de este sistema se tuvo en cuenta los lead time de cada uno de los materiales basados en los registros de entregas por parte de cada proveedor. Plan de requerimiento de materiales Para la construcción del sistema MRP, se tuvieron en cuenta las siguientes pautas: los requerimientos brutos hacen referencia a la capacidad de producción mensual hallada en el Capitulo 9. Capacidad de Producción en este caso 13 transformadores; al ser el punto de partida del diseño de la función logística, los requerimientos programados y el inventario se asumen con valor en cero durante todo el mes. Finalmente se obtuvo el MRP (Anexo 23) Tabla MRP (Material Requirement Planning) de la unidad de negocio de fabricación y el resumen donde se encuentran los resultados obtenidos se muestra a continuación: 84 COMPONENTE A- Nivel 0 N-Nivel 1 N1- Nivel 2 N01- Nivel 3 B- Nivel 1 B1- Nivel 2 B2- Nivel 2 B3- Nivel 2 B4- Nivel 2 B5- Nivel 2 B6- Nivel 2 B7- Nivel 2 B8- Nivel 2 B9- Nivel 2 B10- Nivel 2 B11- Nivel 2 B12- Nivel 2 C- Nivel 1 C1- Nivel 2 C2- Nivel 2 C3- Nivel 2 C4- Nivel 2 C5- Nivel 2 C6-Nivel 2 Mes-2 13 Mes-1 … 4 Mes 0 17 18 19 20 21 22 23 24 25 26 27 28 13 13 52 13 13 13 13 234 390 13 156 13 13 13 13 13 13 13 26 26 104 52 13 13 85 29 30 C7-Nivel 2 C8-Nivel 2 C9-Nivel 2 C10-Nivel 2 C11-Nivel 2 C12-Nivel 2 C13-Nivel 2 C14-Nivel 2 C15-Nivel 2 C16-Nivel 2 C17-Nivel 2 C18-Nivel 2 C19-Nivel 2 C20-Nivel 2 C21-Nivel 2 C22-Nivel 2 C23-Nivel 2 C24-Nivel 2 C25-Nivel 2 C26-Nivel 2 C27-Nivel 2 C28-Nivel 2 C29-Nivel 2 C30-Nivel 2 C31-Nivel 2 13 13 13 26 52 39 143 546 13 52 312 26 26 13 13 13 6,5 13 6,5 13 13 13 13 156 13 Tabla 25. Resumen MRP (Material Requirement Planning) de la unidad de negocio de fabricación. Fuente: Los autores – Año 2012. 86 El resultado del MRP arroja las cantidades y los momentos en los que se debería hacerse pedido de materia prima. Cabe resaltar que existen materiales cuyos lead time exceden los 30 días, por lo tanto en el cuadro anterior se añaden hasta 2 meses antes del inicio de la fabricación de 13 transformadores. MRP para la unidad de negocio de mantenimiento y reparación Basados en la siguiente tabla que contiene la información del nombre de cada componente, sus cantidades y lead time respectivo, encontrado en Tabla 26. Componentes para el mantenimiento y reparación de un transformador de 630 KVA (Anexo 20) se elaboró el árbol de niveles para el mantenimiento y reparación de un transformador, Diagrama 12. Árbol de Niveles de la unidad de negocio de mantenimiento y reparación. (Anexo 21). Para la elaboración de este sistema se tuvo en cuenta los lead time de cada uno de los materiales basados en los registros de entregas por parte de cada proveedor. El siguiente paso para la realización del MRP es la elaboración de la lista de materiales (BOM) que se muestra en Tabla 27. Bill of Materials Unidad de negocio de mantenimiento y reparación (Anexo 22) Plan de requerimiento de materiales Para la construcción del sistema MRP, se tuvieron en cuenta las siguientes pautas: los requerimientos brutos hacen referencia a la capacidad de producción mensual hallada en el Capitulo 9. Capacidad de Producción en este caso 186 mantenimientos a transformadores; al ser el punto de partida del diseño de la función logística, los requerimientos programados y el inventario se asumen con valor en cero durante todo el mes. Finalmente se obtuvo el MRP (Anexo 24) Tabla MRP (Material Requirement Planning) de la unidad de negocio de mantenimiento y reparación. El resumen donde se encuentran los resultados obtenidos se muestra a continuación: COMPONENTE A-Nivel 0 B-Nivel 1 B1-Nivel 2 B3-Nivel 2 B5-Nivel 2 B7-Nivel 2 B10-Nivel 2 B12-Nivel 2 C-Nivel 1 C1-Nivel 2 C3-Nivel 2 C4-Nivel 2 C5-Nivel 2 C6-Nivel 2 C8-Nivel 2 C11-Nivel 2 Mes 0 17 18 19 20 21 22 23 24 25 26 27 186 186 3348 186 186 186 186 186 372 1488 744 186 186 186 744 87 28 29 30 186 C12-Nivel 2 C14-Nivel 2 C15-Nivel 2 C16-Nivel 2 C17-Nivel 2 C18-Nivel 2 C19-Nivel 2 C21-Nivel 2 C22-Nivel 2 C23-Nivel 2 C27-Nivel 2 C28-Nivel 2 C29-Nivel 2 558 7812 186 744 4464 372 372 186 186 93 186 186 186 Tabla 28. MRP (Material Requirement Planning) de la unidad de negocio de mantenimiento y reparación. Fuente: Los autores – Año 2012. El resultado del MRP arroja las cantidades y los momentos en los que se debería hacerse pedido de materia prima, para responder a la demanda. 10.1.2 ALMACENAMIENTO DE MATERIA PRIMA No hay un sistema de inventarios Como se pudo ver en capítulos anteriores, la empresa FyR Ingenieros realiza un registro de entradas y salidas de material, pero no cuenta con un sistema de inventarios determinado. Por este motivo se hace necesario ejercer un control sobre las materias primas que se manejan en el almacén de la empresa. La propuesta se basa en mantener un registro de todos los movimientos que se presentan en el almacén teniendo en cuenta las cantidades solicitadas por el Material Requeriment Planning, esto se conoce con el nombre de sistema de inventario periódico o perpetuo que permite un control constante de materiales. Dicho registro es apoyado por el uso de tarjetas Kardex donde se controlan las cantidades, fechas y valores de entrada y salida de cualquier artículo manejado en el almacén; así como los saldos en donde se registra la cantidad y el costo de la mercancía que se encuentra en existencia. Cabe resaltar que en esta tabla se lleva los registros de todos los materiales, llevando un registro de manera independiente, es decir, si se hacen varios pedidos de un mismo material se va a ver reflejado varias veces en la misma tabla. Para la valuación de inventarios se va a utilizar el método PEPS (Primeros en entrar, Primeros en salir). El modelo basado en la tarjeta kardex para el almacén de FyR Ingenieros se muestra a continuación: 88 Empresa: FyR Ingenieros Ltda. Registro de movimientos de materias primas para Inventario Mes: Mayo ENTRADAS CÓDIGO SALIDAS FECHA DE UNIDAD DE VALOR DE FECHA DE UNIDAD DE MATERIAL CANTIDAD CANTIDAD INGRESO MEDIDA COMPRA SALIDA MEDIDA SALDO VALOR UNIDAD DE CANTIDAD MEDIDA VALOR Grafica 19. Modelo basado en Tarjeta Kardex para el almacén de FyR Ingenieros Ltda. Fuente: La idea de este sistema es que se haga una programación en una hoja de cálculo en donde se obtenga de manera automática el valor de las salidas y los saldos por cada uno de los materiales. Cabe resaltar que el punto de reorden se debe hacer de acuerdo a la demanda y a la planeación de la producción debido a que puede llegar a ser muy variable. Con la ayuda de la hoja de cálculo, el sistema de inventarios también debe tener una programación para sacar los totales por materia prima, así como la consolidación del mes transcurrido, de la siguiente manera: Consolidación del mes: Mayo de 2012 CÓDIGO MATERIAL SALDO INICIAL DÉBITOS CRÉDITOS SALDO FINAL TOTALES Grafica 20. Consolidación Mensual del almacén de materia prima de la empresa FyR Ingenieros Ltda. Fuente: Esta tabla viene ligada al control de registros mostrado anteriormente, es decir, que de forma automática va arrojando los resultados requeridos. 10.1.3 ALMACENAMIENTO DE PRODUCTO TERMINADO Almacenar los transformadores de forma vertical dentro del almacén con bases entre uno y otro y organizados teniendo en cuenta el orden en que se entregan. Actualmente, el almacenamiento de producto terminado, se realiza antes de alistarlo y embalarlo, lo que causa que no se esté preparado para una entrega inmediata y no se proteja el transformador eléctrico después de estar terminado. Además, son colocados en una plataforma de madera, la cual es la base del guacal. El almacén de producto terminado solo se usa en un solo nivel, es decir, se coloca en el piso y el espacio vertical de aproximadamente 11 metros no es utilizado. Por lo tanto, la propuesta se basa en almacenar el producto terminado incluyendo el alistamiento y el embalaje del mismo en una estantería de tres niveles con el fin utilizar el espacio vertical. Inicialmente se tendrían 2 estanterías de tres niveles cada una en las cuales se podrían almacenar 15 transformadores por estante. Esta propuesta se considera viable debido a que el espacio se optimiza, se facilita la manipulación de la carga y además se protege el transformador, puesto que 89 se manipula después de ser alistado y embalado. Sin embargo, periódicamente se debe evaluar el uso de las estanterías con el propósito de determinar si se necesitan más niveles o más estantes. 10.1.4 DISTRIBUCIÓN Vender los 2 camiones que menos utilizan y subcontratar en caso de ser necesario. La empresa FyR Ingenieros, actualmente cuenta con 4 vehículos propios de diferentes capacidades, de los cuales como se dijo en el diagnostico, utilizan la camioneta y el camión mediano, con capacidades de 5 y 10 transformadores respectivamente. Por lo tanto, la propuesta consiste en vender los 2 camiones más grandes con capacidades para 30 y 60 transformadores y subcontratar en el caso que deban distribuir más de 15. 10.1.5 FUNCION LOGISTICA Contratar un Ingeniero que se haga cargo de la logística de la compañía, entrando a gestionar el funcionamiento de toda la función logística. Para toda empresa es importante tener definida un área destinada a las funciones ejercidas por logística, es necesario contar con una metodología, una secuencia de pasos, y unos estándares que permitan que la organización interna y externa de la empresa se lleva a cabo en el tiempo, lugar y con las condiciones (en cuanto a cantidad y calidad) pactadas. Dicha área va dirigida a obtener beneficios para el comercio del producto, y así contribuyendo a soportar internamente lo que es el desarrollo de cada una de las unidades de negocios de FyR Ingenieros. Desde el momento en que se define una función logística, y se aplica, se garantiza que la satisfacción de la demanda por parte de los clientes mejore en cuanto a las condiciones de servicio, costo y calidad, debido a que el cumplimiento de la promesa de servicio de la empresa permitirá generar fidelidad con cada uno de los clientes, y así lograr que la empresa vaya construyendo una imagen que represente una figura competitiva en el sector de mantenimiento, reparación y fabricación de transformadores eléctricos. No obstante permitirá que FyR Ingenieros cuente con una estrategia de planificación que optimice los tiempos de solicitud de materia prima, tiempos de producción, y tiempos de distribución referente a las entregas del producto terminado. Para crear dicha área es necesario contar en el cargo con un ingeniero que tenga experiencia en la gestión de cadena de suministros, y que permita controlar y reestructurar las condiciones actuales en que se encuentra FyR Ingenieros. La gestión debe basarse en estrategias que soporten la rentabilidad y éxito de la función logística a corto, mediano y largo plazo. Así mismo el Ingeniero a cargo debe contar con el apoyo de los demás miembros de la organización para que el comienzo del área de logística funcione y a medida que pase el tiempo crezca y se mantenga como un área que sostenga la rentabilidad de las unidades de negocio de la empresa. Cada eslabón cumple un papel fundamental y se complementan el uno al otro, y la sinergia entre ellos permitirá poder alcanzar los objetivos estratégicos que la empresa se propone dentro de la misión y la visión establecidas. El cumplimiento de dichos objetivos se lograrán mediante el seguimiento de las políticas de la función logística de la empresa anteriormente mencionadas, y así mismo siendo éstas un factor clave para que lleve a cabo el funcionamiento de la cadena de suministro; las políticas deben ser consideradas como una herramienta de apoyo a las actividades que hace parte de la función, y así conforme pasa el tiempo y se cumplan las expectativas por parte de la empresa del desarrollo de una propuesta de Ingeniería Industrial. 90 A continuación el salario del nuevo Ingeniero que se encargará de todo el área de logística de FyR Ingenieros Ltda. con el fin de administrar dicha área y llevar a cabo el cumplimiento de cada una de las propuestas que se encuentran planteadas en este trabajo. Dicho valor consta de 8 SMLMV (salarios mínimos legales mensuales vigentes) al año 2012 y será la cifra propuesta por los autores del texto, sin embargo todos los costos deberán ser analizados por parte de la gerencia de la empresa para la total aprobación de la misma, según la viabilidad y rentabilidad que internamente analicen del comportamiento diario de la empresa y de las expectativas a corto, mediano y largo plazo con la futura implementación de la propuesta de la función logística. Manejo de indicadores de gestión en cada uno de los eslabones. Para que toda función logística brinde resultados que satisfagan a la empresa, es necesario llevar a manera de seguimiento a través del tiempo una serie de indicadores para medir la gestión de la misma, dichos indicadores permitirán conocer el comportamiento a mediano y largo plazo a través de los eslabones de la cadena de suministro. El control de todo radica en que por medio de los indicadores se puede medir y a través de esto se pueden tomar decisiones que permitan administrar lo que sucede a lo largo de los procesos logísticos. Dicho control o manejo permite que la empresa tenga una visión competitiva y sostenible frente a un nicho de mercado del sector de transformadores eléctricos. Por medio de los indicadores lo que se quiere llegar es a que él o los responsables encargados de la logística de la empresa identifiquen y tomen acciones, se mida el grado de competitividad, se satisfagan las necesidades de los clientes mediante reducción de los tiempos de distribución, se busquen opciones para reducir gastos y mejorar la eficiencia, y se mejore el uso de los recursos para el aumento de la productividad. Para que los indicadores de gestión sean útiles y tengan un aporte para la empresa debe cumplir con una serie de características: Que se encuentre relacionado con los objetivos estratégicos, que se lleve un registro acumulativo para que puedan ser comparados entre diferentes periodos de tiempo en los que se quiera analizar para tomar decisiones, que se entiendan y que no haya que incurrir en costos excesivos para obtenerlos, sino que al contrario permitan generar una visión de que fallas o problemas se deben atacar para beneficio rentable de la empresa. De igual modo hay que tener presente que los indicadores de gestión son un medio y no un fin, ya que el indicador es un apoyo para saber cómo se encuentra la organización. Desde el momento en que FyR Ingenieros decida llevar el manejo por medio de indicadores de gestión, se podrán identificar donde se encuentran los problemas, fallas, cuellos de botellas y todo tipo de inconvenientes que sean la causa de que la situación actual de la empresa permita que la logística se lleve a cabo dentro de estándares a seguir. Costos Función Logística Para que a lo largo de la función logística se lleve a cabo la implementación de la propuesta es necesario tener a cargo un Ingeniero con experiencia en el tema que transmita los conocimientos adquiridos para que la empresa logre mantenerse competitiva y rentable con los servicios y pueda satisfacer las necesidades a cada uno de los clientes. Ingeniero Logística $4.533.000 Computador $1.000.000 Costo Total $5.533.000 91 Gracias a la contratación del Ingeniero encargado de la logística se podrá contar con un área especializada y que trabajará en pro de los aportes que dicha gestión brindará como beneficio a FyR Ingenieros; cada uno de los resultados que muestren el área será medido por indicadores de gestión que permitirá conocer el comportamiento desde el momento en que se comience la implementación de la propuesta de la Función Logística. 10.2 DISEÑO DE LOS ESLABONES DE LA FUNCIÓN LOGÍSTICA Una vez hecho el análisis cualitativo y cuantitativo de los procesos y procedimientos que se llevan a cabo dentro de la empresa FyR Ingenieros Ltda. en cuanto a su logística, se plantearon una serie de soluciones de acuerdo a las fallas encontradas. De esta manera se busca dar inicio al diseño de la función logística como un solo proceso y dar paso a la estandarización de estas actividades. Para el diseño de la función logística se establecen principalmente cuatro eslabones: Abastecimiento, almacenamiento de materia prima, almacenamiento de producto terminado y alistamiento y distribución. Se definen los flujos físicos y de información, la infraestructura, el personal y los costos que rigen la función logística. A continuación se muestra la descripción detallada de lo que se propone: Grafica 21: Función Logística Fuente: Presentación Ingeniero Oscar Jamoco Año: 2012 PROVEEDORES La empresa cuenta con alrededor de 60 proveedores que se encargan del abastecimiento de materias primas para las 3 unidades de negocio, fabricación, mantenimiento y reparación y mantenimiento en sitio. Algunos de ellos son: Maderas Valderrama y Bilbao Ltda. Frana Internacional S.A.S. Central de espárragos y tornillos Ltda. Agofer S.A. 92 Pintubler de Colombia S.A Compañía papelera nacional. Tecap S.A.S CR Ingeniería eléctrica S.A.S Comercial leosan S.A.S Martrom E.U. Coexito S.A. Ferricentro S.A.S CLIENTES FyR Ingenieros maneja dos tipos de clientes, clientes por contrato que se refieren a empresas distribuidoras de energía y clientes particulares entre las que se encuentran constructoras y pymes, entre los dos suman alrededor de 200 clientes. Cabe resaltar que varios de los clientes son beneficiarios de más de un servicio que ofrece la empresa. Algunos de ellos son: Codensa S.A E.S.P EPM Enertolima Ingemerc Electrodiseños Obras y diseños Confipetrol Crear Ingeniería Siemens Constructora nacional de vivienda ABC Ingeniería Supereléctricos Industrial Banco de la República Colceramica FLUJO DE INFORMACIÓN Y FÍSICO Tanto los clientes como los proveedores son generadores de información pertinente para la empresa y la ejecución de sus actividades a nivel logístico; por este motivo es preciso caracterizar el flujo de información y físico que es el punto de partida para la definición de los eslabones de la función logística. DEMANDA Basados en la información obtenida del análisis de los clientes, se pueden establecer las cantidades que usualmente se piden y su periodicidad. A partir de esta información inicial se puede llevar un control y establecer el tipo de demanda que se da en la empresa y así planear la producción basados en el sistema MRP establecido. Esto se da para cada una de las unidades de negocio. A continuación se muestra un resumen: Grafica 16 Encuesta – Cantidad Usual de Pedido Fabricación - Fuente: Los autores – Año 2012 93 Grafica 17. Encuesta – Cantidad Usual de Pedido Mantenimiento y Reparación – Fuente: Los autores – Año 2012 NECESIDADES Y REQUERIMIENTOS De acuerdo a la unidad de negocio, las necesidades y requerimientos de los clientes se definen según el diseño del transformador, el cual se acuerda con los ingenieros encargados del tema. En ese punto del proceso los clientes definen las características que desean en su producto. Por otro lado los clientes tienen exigencias de fechas y lugares de entrega del producto o de ejecución del servicio. Estos acuerdos se establecen directamente con la empresa. PRODUCTOS Y SERVICIOS Entre los productos y servicios que se ofrecen en la empresa FyR Ingenieros se encuentra: o o o o o o o o Transformadores secos Transformadores de distribución y de potencia Operación en subestaciones eléctricas Alumbrado público Análisis físico-químico de aceites dieléctricos Laboratorio de ensayos eléctricos Construcción, operación y mantenimiento de sistemas de distribución eléctrica. Diseño y desarrollo de proyectos de ingeniería eléctrica. CARACTERIZACIÓN DE LOS ESLABONES QUE COMPONEN LA FUNCIÓN LOGÍSTICA Como se mencionó anteriormente los 4 eslabones que se definieron son: Abastecimiento Almacenamiento de materia prima Almacenamiento de producto terminado Distribución. A continuación se hace la descripción de cada uno y los soportes que se tienen para su correcta ejecución. 10.2.1 ABASTECIMIENTO Es importante resaltar las variaciones que se dieron en el procedimiento de compras con respecto a la situación actual de la empresa. Con las capacitaciones que se hacen al personal de compras, los trámites que se hacían a nivel de la gerencia, como revisión de solicitud de materia prima y cotizaciones ya no son 94 necesarios, debido esta área será la directamente responsable. Por otra parte la confirmación de existencias de material en el almacén de materia prima las puede hacer directamente el área de compras debido a que la información se encuentra en el sistema. De esta manera se simplifica y facilita el proceso del eslabón de abastecimiento. 10.2.1.1 Políticas Abastecimiento En el área de compras la gestión se debe basar en el sistema MRP (Material Requirement Planning) establecido para el mes correspondiente, teniendo en cuenta la capacidad de producción de las unidades de negocio y los registros del control de inventarios. El personal de compras debe estar capacitado para la toma de decisiones correspondientes a relación con proveedores y todo lo que esto implique. Se deben tener varios proveedores por cada uno de los materiales, con el fin de tener mejores estimaciones en cuanto a precios, calidad y tiempos. Así mismo, se podrá tener un respaldo en caso de incumplimiento de alguno de los proveedores. Se tiene una base de datos para el área, en la cual se establece la información pertinente de cada uno de los proveedores. 10.2.1.2 Infraestructura, Recursos y Personal Para el desempeño del área de compras la empresa cuenta con una persona encargada de toda esta gestión: negociaciones con proveedores en cuanto a precios, calidad y tiempos de entrega de la materia prima. Así mismo, tiene un contacto directo con el almacén. En cuanto a infraestructura y recursos se tiene un puesto de trabajo adecuado con teléfono para el contacto con proveedores y computador donde se deben tener los archivos compartidos con el área de almacén para tener acceso directo a la información de inventarios, formato que fue explicado anteriormente. Adicional a esto, se tiene una base de datos con toda la información referente a los proveedores. 10.2.1.3 Costos Eslabón de Abastecimiento Para la implementación del eslabón de abastecimiento además de aplicar el diagrama de flujo propuesto junto con las políticas es necesario realizar una inversión de la siguiente manera: Capacitación por Consultor Independiente $2.240.000 Ingeniero MRP $1.500.000 Costo Total $3.740.000 Gracias a la capacitación que el personal va a recibir, se podrá mejorar los aspectos relacionados con la toma de decisiones selección de proveedores, manejo de relaciones a largo plazo con los mismos y de esta manera no generar retrasos en la solicitud de materias primas para el proceso, así mismo tener implementado un sistema MRP (Material Requeriment Planning) permitirá conocer a las empresas qué cantidades y en qué fechas solicitar las materias primas para que no haya un retraso en la producción. 95 10.2.1.4 Proceso de ejecución en el eslabón de abastecimiento Orden de compra Requisición de material INICIO RESPONSABLE Solicitar materia Ingeniero de planta – Ingeniero asistente El eslabón de abastecimiento está bajo la responsabilidad del área de compras, quienes se rigen por los requerimientos del departamento de ingeniería, encargados del diseño del transformador, donde se especifican las materias primas necesarias. Con esta información se realiza la solicitud de materia prima, generando una orden de compra. Compras Teniendo los materiales a comprar, se debe confirmar las existencias en almacén por medio del sistema de inventarios, que se debe tener como un archivo compartido para compras y almacén. Con estos datos se obtiene el formato de requisición de material. Elaborar cotizaciòn Compras A partir de la base de datos de proveedores, se busca obtener la mejor relación entre calidad, precio y tiempos, con el fin de obtener una cotización. Este análisis debe ser realizado por el área de compras, quien luego contacta los proveedores para pactar fechas, cantidades y precios. Esta información se registra en un formato de requisición de material que debe estar también medio magnético y se realiza el pedido. Pedir materia prima Compras Recibir material Almacenista Confirmar existencia DESCRIPCIÓN Teniendo en cuenta la información obtenida, se realiza el pedido En el momento en que el material llega a la planta, el almacenista realiza una revisión de las cantidades y el estado en que llegó el material, basado en la información que se encuentra en el sistema de la requisición de material. No Si ¿Se aprueba la revisión del material? En caso de alguna anormalidad se devuelve el material. Almacenista Enviar remisión Compras El departamento de compras genera la remisión y la envía a Gerencia. Autorizar pago Gerente General Cuando esté aprobada la revisión se puede generar la orden de pago, que debe ser autorizada por la gerencia general. FIN Diagrama 8: Propuesta proceso de ejecución en el eslabón de abastecimiento Fuente: Los autores Año 2012 96 10.2.1.4 Indicadores de gestión para el eslabón de abastecimiento Indicador Objetivo Nivel cumplimiento de proveedores Evaluar el grado de cumplimiento del proveedor sobre los aspectos acordados previamente en la negociación Calidad de pedidos recibidos Retrasos Materia Prima Fórmula Descripción Cantidad de pedidos recibidos a tiempo por parte de los proveedores Cantidad de pedidos recibidos sin ningún tipo de problema en cuanto a sus condiciones físicas Disminuir la cantidad de pedidos recibidos con problemas Evaluar el porcentaje de retrasos de materia prima debido a la inadecuada planeación de requerimiento de materiales pedidos a los proveedores Porcentaje de retrasos de materia prima por parte de los proveedores Tabla 29. Indicadores de gestión propuestos para el eslabón de abastecimiento. Fuente: Los autores Año 2012 97 10.2.2 ALMACENAMIENTO DE MATERIA PRIMA Se propone un procedimiento completo de almacenamiento de materia prima, con el fin de tener una información actualizada y verídica. Por este motivo se propone un sistema de inventarios periódico, manejado por medio de un sistema basado en el mecanismo de las tarjetas kardex. 10.2.2.1 Políticas Almacenamiento Materia Prima Con el fin de llevar un control constante de las materias primas y teniendo en cuenta que los movimientos dentro del almacén son irregulares, la empresa debe establecer un sistema de inventarios periódico. Para el registro de entradas y salidas del almacén se cuenta con el apoyo de un sistema que se basa en el mecanismo de las tarjetas kardex. La valuación de inventarios debe regirse bajo el método PEPS. 10.2.2.2 Infraestructura, Recursos y Personal El espacio para el almacenamiento es de aproximadamente 27 metros cuadros, adecuado con 3 estantes de 5 niveles, estos estantes deben estar marcados y divididos según el tipo de material. Se cuenta con un computador, en donde se deben encontrar los archivos respectivos para el inventario. Dentro del área del almacén solo trabaja una persona encargada de las actividades específicas de este eslabón: clasificación del material, organización en los estantes, entrega de materias primas a los operarios, mantener actualizado el sistema de inventarios. 10.2.2.3 Costos Eslabón de Almacenamiento de Materia Prima En el eslabón de almacenamiento de materia prima se debe llevar a cabo las siguientes acciones para lograr la implementación con una inversión cuantificada de la siguiente manera: Costo Técnico Sistemas $1.000.000 Costo Total $1.000.000 El control de inventarios por medio del manejo de tarjetas Kardex permitirá a FyR Ingenieros mayor orden y organización de la información en el almacenamiento de materias primas que ingresen a la empresa y así poder registrar la entrada y salida de las mismas generando certidumbre de las existencias dentro del almacén. 98 10.2.2.4 Proceso de ejecución en el eslabón de almacenamiento de materia prima Diagrama 9. Propuesta proceso de ejecución eslabón de almacenamiento de materia prima. Fuente: Los autores Año 2012 99 10.2.2.5 Indicadores de gestión para el eslabón de almacenamiento de materia prima Indicador Objetivo Índice de Rotación de materias primas Determinar la cantidad de inventario almacenado que se utiliza para el proceso de producción Cantidad de inventario de materia prima utilizado para la elaboración del producto terminado Definir la cantidad de Porcentaje de utilización del espacio destinado al almacenamiento de materia prima Porcentaje de utilización del espacio de almacenamiento de materia prima Fórmula utilizados en el almacén de materia prima con respecto al volumen disponible Tabla 30. Indicadores de gestión propuestos para el eslabón de almacenamiento de materia prima. Fuente: Los autores Año 2012 100 Descripción 10.2.3 ALMACENAMIENTO DE PRODUCTO TERMINADO Teniendo el producto terminado con todas las especificaciones y controles de calidad respectivos, se inicia el proceso de almacenamiento. Para lograr un almacenamiento en el que el producto no vaya a sufrir ninguna lesión, se debe llevar a cabo primero el alistamiento del transformador. Este proceso incluye embalar e introducir al guacal. 10.2.3.1 Políticas de Alistamiento y Almacenamiento de Producto Terminado Se deben almacenar en forma vertical utilizando estanterías propias para el producto que se maneja. La ubicación en el almacén se debe hacer de acuerdo a los días en que se debe entregar el producto. Con el fin de cuidar la calidad y especificaciones del producto, se debe realizar el almacenamiento una vez alistado el producto. 10.2.3.2 Infraestructura, Recursos y Personal El almacenamiento de los transformadores ya alistados se hace en un espacio de 42 metros cuadrados, en el que se debe adecuar una estantería especializada para el tipo de producto que se maneja. La organización de los transformadores se hace de manera vertical para optimizar el espacio, como se explicó anteriormente en este capítulo. Para esta función la empresa cuenta con un montacargas y una grúa para facilitar la movilidad de los transformadores, ya que puede llegar a ser un producto de gran magnitud. Respecto al personal el encargado de embalar el transformador e introducirlo en el guacal es un operario de planta. Por último, el encargado de manejar la grúa es el que manipula el producto terminado para realizar la operación de almacenar el transformador en la estantería. 101 10.2.3.3 Proceso de ejecución en el eslabón de almacenamiento de producto terminado Diagrama 10. Propuesta proceso de ejecución eslabón de almacenamiento de producto terminado. 102 10.2.3.4 Indicadores de gestión para el eslabón de almacenamiento de producto terminado Indicador Inventario producto terminado en otras zonas Daños en Producto Terminado Costo almacenamiento de producto terminado Objetivo Fórmula Cuantificar el porcentaje de utilización de zonas no destinadas al almacenamiento de inventario de producto terminado Descripción Porcentaje inventario de producto terminado que se encuentra en otras zonas diferentes al almacenamiento de producto terminado Determinar la cantidad de unidades de producto terminado que presentan daños o algún tipo de deterioro Porcentaje de inventario de producto terminado que presentan algún tipo de daño o deterioro Determinar el costo de almacenamiento por unidad de inventario de producto terminado almacenada Costo de almacenamiento de unidades almacenadas en un período de tiempo determinado Tabla 31. Indicadores de gestión propuestos para el eslabón de almacenamiento de producto terminado. Fuente: Los autores Año 2012 103 10.2.3.5 Costo Eslabón de Almacenamiento de Producto Terminado En el eslabón de almacenamiento de producto terminado se basa principalmente en la estructuración de 3 sistemas de estantería conformada por aproximadamente 35 estantes independientes de diferentes niveles que se valoriza en: 3 Sistemas de Estantes Producto Terminado $25.000.000 Costo Total $25.000.000 Por medio de estos estantes se ahorrará un área de 15 mts2 que representan el valor actual ocupado por los transformadores que se encuentran ocupando el espacio dedicado a los pasillos de la empresa. 10.2.4 DISTRIBUCIÓN Con el análisis que se hizo de la situación actual en cuanto a la distribución, se pudo evidenciar que la empresa tenía 4 camiones propios a los cuales no les daban el uso total o suficiente. Por este motivo, se hace la propuesta de vender dos de los camiones que menos utilizan y en caso de necesitarlo subcontratar el servicio de distribución de los productos. 10.2.4.1 Políticas de Distribución El ingeniero de logística debe diseñar la ruta más acertada en cuanto a tiempo y costos de distribución de acuerdo a los lugares de entrega. Se debe llevar una planeación de fechas de entrega, con el fin de organizar los camiones y tiempos para entregar el producto. En esta planeación el cliente debe recibir su pedido máximo un día después a la fecha pactada. 10.2.4.2 Infraestructura, Recursos y Personal Como propiedad de la empresa, se tendrían dos vehículo, una camioneta y un camión mediano, con capacidad para 5 y 10 transformadores respectivamente. Se cuenta con una grúa para la movilidad y cargue del producto a los camiones. Como herramienta de trabajo del gestor de esta área, se tiene un computador con información pertinente de la distribución, los clientes, las diferentes rutas, entre otros. En cuanto a personal, el ingeniero logístico es el que lidera todo el proceso de distribución. El conductor y los operarios de planta que ayudan al cargue de los camiones, también hacen parte de esta área, para hacer posible que el cliente tenga su producto en el lugar y momento requerido. 104 La infraestructura para llevar a cabo el proceso de distribución se centra en el espacio utilizado por el ingeniero de logística de 9 metros cuadrados, y los camiones mientras no están en funcionamiento ocupan un espacio de aproximadamente 40 metros cuadrados. 10.2.4.3 Costos Eslabón de Distribución En el eslabón de distribución de los transformadores tendrá en cuenta la opción de realizar el proceso de subcontratación de los camiones debido al uso no usual de los dos más grandes, a continuación la valoración financiera: Subcontratación Camión Internacional (C.I) $5.200.000 Subcontratación Camión Grande (C.G) 15.800.000 Costo Total $21.000.000 Dichos valores anuales permitirá a la empresa no contar con camiones de tan gran magnitud estacionados y sin ninguna función, sino por solicitar a un tercero el servicio de distribución que le permita generar ahorros, además la venta de los dos camiones más grandes por $297.480.000 (valor de desecho) en pesos ofrecerá un aporte significativo de efectivo al capital de la empresa. Dicho valor anterior se obtiene de: Venta de Camiones Valor Mercado $444.000.000 Valor en Libros 0 - Ya se encuentra depreciado (más de 10 años) Ganancia Ocasional $444.000.000 Impuesto $146.520.000 Utilidad después de impuesto $297.480.000 Valor en libros -0 Valor de desecho $297.480.000 105 10.2.4.4 Proceso de ejecución en el eslabón de distribución Diagrama 11. Propuesta proceso de ejecución eslabón de distribución. Fuente: Los autores Año 2012 106 10.2.4.5 Indicadores de gestión para el eslabón de distribución Objetivo Fórmula Descripción Indicador Comparativo Costo Transporte Nivel de utilización de los camiones Cumplimiento entrega a los clientes Medir el costo de transportar el producto por un medio de transporte propio en referencia a subcontratarlo por un tercero Costo unitario de transportar al ofrecido por un tercero Conocer el nivel de utilización de los camiones y así determinar la forma de optimizar la capacidad instalada de los camiones y evaluarla Capacidad real de los camiones respecto a la capacidad instalada Controlar las quejas que presentan los clientes debido a la no entrega a tiempo de los productos solicitados Tabla 32. Indicadores de gestión propuestos para el eslabón de distribución. Fuente: Los autores Año 2012 107 Nivel de cumplimiento de entregas de producto terminado a los clientes 11. ANALISIS FINANCIERO 11.1 Flujo de Caja Propuesto (Mejor Escenario) A continuación de muestra el comportamiento de los ingresos y egresos de la propuesta de la función logística por medio de un flujo de caja a un periodo de 36 meses (3 años) en donde muestra el valor de cada uno de los cambios que se quieren proponer a la empresa y en donde se detalla cómo se generó cada uno. Se define como mejor escenario ya que consta de la venta de activos tangibles que generarían el ingreso de flujo de efectivo a la empresa, permitiendo cubrir las inversiones propuestas a lo largo de cada uno de los eslabones que la componen, asimismo el ahorro anual por el concepto de seguros en los vehículos con que cuenta la organización generaría una disminución de costos por los valores descritos en el flujo de caja. En la siguiente tabla se muestra el Flujo de Caja: Flujo de Caja Propuesto (Mejor Escenario) Año 1 Año 2 Año 3 INGRESOS Venta Venta de Maquinaria y Equipo $ 297.480.000 Ahorro Seguros Camión C.I $ 42.857.143 $ 44.807.143 $ 46.845.868 Seguro Camión C.G $ 33.257.143 $ 34.770.343 $ 36.352.393 Combustible Camiones $ 2.299.624 $ 2.404.257 $ 2.513.651 Espacio Capital Comprometido $ 1.035.813 $ 1.082.942 $ 1.132.216 Tiempo Autorizaciones Gerencia $ 8.293.487 $ 8.670.841 $ 9.065.364 $ 385.223.210 $ 91.735.526 $ 95.909.492 TOTAL INGRESOS $0 EGRESOS Cuentas por pagar Costo Capacitación $ 2.240.000 Costo Mano de Obra Costo Ingeniero Logística $ 4.533.000 $ 4.739.252 $ 4.954.887 $ 5.180.335 Costo Técnico Sistemas $ 1.000.000 $ 1.045.500 $ 1.093.070 $ 1.142.805 Costo Ingeniero MRP $ 1.500.000 $ 1.568.250 $ 1.639.605 $ 1.714.207 Computador Ingeniero Logística $ 1.000.000 Estantes de Producto Terminado $ 25.000.000 Costo de subcontratación C.I $ 5.200.000 $ 5.436.600 Costo de subcontratación C.G $ 15.800.000 $ 16.518.900 $ 28.687.563 $ 29.992.847 Herramientas de Trabajo Costo Subcontratación Camiones TOTAL EGRESOS $ 35.273.000 102 $ 7.353.002 FLUJO NETO ($ 35.273.000) $ 377.870.208 $ 63.047.963 $ 65.916.645 Tabla 33. Flujo de Caja Propuesto- Los Autores, Año 2012 A continuación se muestra una tabla con el desglose de cada uno de los costos de la función logística y con su respectiva argumentación que se conforma por las fuentes de donde se obtienen cada uno de los datos utilizados para la creación del flujo de caja. Argumentación y Desglose Costos Logísticos $444.000.000 Venta de Maquinaria y Equipo 0_ $444.000.000 - $146.520.000 El valor anterior, valor de desecho se obtiene debido a que es la estimación que se obtiene de un activo fijo tangible cuando su vida útil ha terminado, en este caso son 10 años, dicho valor se obtiene restando el valor en mercado (respaldado por la carta en el anexo 31 de FyR Ingenieros donde confirma el valor de la compra de los camiones) con el valor en libros, de ahí se obtiene la ganancia ocasional, luego se le resta el impuesto (33%) y se llega a la utilidad después de impuesto, por último se le suma el valor en libros y se tiene el resultado final. $297.480.000 + _________0_ $297.480.000 Seguros de los Camiones (Camión Internacional y Camión Grande) Los valores se encuentran justificados por una carta de la empresa en donde confirman que anualmente realizan el pago de los valores correspondientes por el concepto de Seguro de Vehículos. Dicha Justificación se encuentra descrita en un carta en el anexo 31 $42.857.143 $33.257.143 Combustible de los Camiones (Camión Grande y Camión Internacional) El consumo de la gasolina que emplea cada uno de los camiones se encuentra descrita en la carta firmada por la empresa que se encuentra en el anexo 31 $2.299.624 El espacio de Capital comprometido ahorrado, equivale a un área de 15 mts2 dedicados a los pasillos; el valor del metro cuadrado es de $986.489 por ende el costo de 103 Espacio de Capital Comprometido Tiempo Autorizaciones Gerencia Costo de la Capacitación capital comprometido de dicha área es de $69.054. $1.035.813 $8.293.487 El costo de la Capacitación se obtiene de los valores que provee la empresa de consultoría ProConsultingTeam. En el Anexo 25 encontrarán la información detallada de los valores por temática de cada uno de las capacitaciones a dictar por el consultor externo. $2.240.000 Costo Ingeniero de Logística $4.533.000 Costo Ingeniero MRP $1.500.000 Costo Técnico de Sistemas $1.000.000 Computador Ingeniero de Logística El Ahorro del Tiempo de Autorizaciones de Gerencia, equivale al costo del tiempo que anteriormente el Gerente gastaba realizando las autorizaciones, diariamente dedicaba 1 hora de trabajo en dicho trámite. El salario del gerente es de $5.528.991 por lo cual el valor hora hombre es de $23.037,46. Al año empleaba 360 horas en dicha actividad. Cada uno de los 3 valores se encuentra justificado por una carta de FyR Ingenieros referente al pago por el concepto de cada uno de los salarios. Dicha carta se encuentra en el anexo 29 Dicho valor lo generó la empresa TecnoOutel por concepto de un portátil Dell Inspiro 4110. 4GB. La información anterior se soporta en la cotización que se encuentra en el anexo 26 $1.000.000 Los estantes de producto terminado se conforman por 3 sistemas integrados por estantería industrial independiente de 35 estantes individuales separables de diferentes niveles por un valor de $700.000, dicha cotización de encuentra justificada en el anexo 27. Estantes de Producto Terminado $25.000.000 El costo de subcontratación de encuentra detallado en la cotización que se obtiene por la empresa OikosStorage. Dicho valor se obtiene de los $1.000.000 por el costo de 104 Costo de Subcontración de Camiones transporte que se utilizaría aproximadamente en 10 oportunidades al año y el costo de $500.000 por el transporte de aproximadamente en 30 ocasiones anualmente, hay que agregar que ofrecen el servicio de monta-carga está incluido pero solo es cobrado por las horas del servicio; dichos valores se encuentran justificados en la cotización obtenida por OikosStorage en el anexo 28. $5.200.000 $15.800.000 Tabla 34. Tabla desglose costos función logística mejor escenario. Fuente: Los autores Año 2012 Nota: los valores de incremento anual del flujo de caja se basan en relación al incremento anual a un porcentaje mayor a la inflación aproximada del país. AÑO 1 AÑO 2 AÑO 3 AÑO 4 Flujo Neto ($ 35.273.000) $ 377.870.208 $ 63.047.963 $ 65.916.645 VNA $ 352.642.373,63 Inversión Inicial ($ 35.273.000) VPN $ 317.369.373,63 TIR 989% Tabla 34. VPN y TIR – Los Autores (2012) De acuerdo a los datos obtenidos anteriormente el valor del VPN nos provee a que valor presente las inversiones generadas a futuro actualmente le costarían a la empresa dicho valor, además teniendo una comparación de la inversión inicial en el periodo cero (año 1) con el flujo de efectivo que se recibirá por la venta de los camiones, se genera una TIR de 989% ya que a pesar de que la inversión sea considerable el valor de desecho de los camiones sigue siendo más alto (dicho evento extraordinario es el que genera que el comportamiento de esta variable sea tan grande) y permite que la empresa siga teniendo un capital considerablemente mayor al dinero invertido. Hay que agregar que dicha propuesta es una propuesta de ahorros que permitirá por medio de los ingresos netos cubrir la inversión inicial y al mismo tiempo alcanza para cubrir la tasa de rendimiento mínimo esperado de la empresa (WACC) que es de un 12.50%. 11.2 Flujo de Caja (Peor Escenario) A continuación de muestra el comportamiento de los ingresos y egresos de la propuesta de la función logística por medio de un flujo de caja a un periodo de 36 meses (3 años) en donde muestra el valor de cada uno de los cambios que se quieren proponer a la empresa y en donde se detalla cómo se generó cada uno. En este escenario se quiere mostrar como varía el comportamiento de la TIR en comparación al mejor escenario, dicho escenario no cuenta con la venta de los camiones, ni el dinero que se podría ahorrar en un futuro por evitar el pago de los seguros de los vehículos, además se eliminaría el costo obtenido por las cotizaciones de la subcontratación del transporte, y asimismo se observaría un cambio en el precio a pagar por la empresa por el concepto de los salarios a los empleados. A continuación el flujo de caja propuesto en el peor escenario: 105 Flujo de Caja Propuesto (Peor Escenario) Año 1 Año 2 Año 3 INGRESOS Espacio Capital Comprometido $ 1.035.813 $ 1.082.942 $ 1.132.216 Tiempo Autorizaciones Gerencia $ 8.293.487 $ 8.670.841 $ 9.065.364 TOTAL INGRESOS $ 0 $ 9.329.300 $ 9.753.783 $ 10.197.580 EGRESOS Cuentas por pagar Costo Capacitación $ 2.240.000 Costo Mano de Obra Costo Ingeniero Logística $ 2.833.500 $ 2.962.424 $ 3.097.215 Costo Técnico Sistemas $ 800.000 Costo Ingeniero MRP Herramientas de Trabajo Computador Ingeniero Logística Estantes de Producto Terminado TOTAL EGRESOS FLUJO NETO $ 836.400 $ 3.238.138 $ 874.456 $ 914.244 $ 1.113.400 $ 1.164.060 $ 1.217.024 $ 1.272.399 $ 740.000 $ 3.500.000 $ 11.226.900 $ 4.962.884 $ 5.188.695 $ 5.424.781 ($ 11.226.900) $ 4.366.416 $ 4.565.088 Tabla 36. Flujo de Caja Propuesto- Los Autores, Año 2012 $ 4.772.799 A continuación se muestra una tabla con el desglose de cada uno de los costos de la función logística y con su respectiva argumentación que se conforma por las fuentes de donde se obtienen cada uno de los datos utilizados para la creación del flujo de caja del peor escenario. Argumentación y Desglose Costos Logísticos El espacio de Capital comprometido ahorrado, equivale a un área de 15 mts2 dedicados a los pasillos; el valor del metro cuadrado es de $986.489 por ende el costo de capital comprometido de dicha área es de $69.054. Espacio de Comprometido Capital $ 1.035.813 El Ahorro del Tiempo de Autorizaciones de Gerencia, equivale al costo del tiempo que anteriormente el Gerente gastaba realizando las autorizaciones, diariamente dedicaba 1 hora de trabajo en dicho trámite. El salario del gerente es de $5.528.991 por lo cual el valor hora hombre es de $23.037,46. Al año 106 empleaba 360 horas en dicha actividad. Tiempo Autorizaciones Gerencia $8.293.487 El costo de la Capacitación se obtiene de los valores que provee la empresa de consultoría ProConsultingTeam. En el anexo 25 encontrarán la información detallada de los valores por temática de cada uno de las capacitaciones a dictar por el consultor externo. Costo de la Capacitación $2.240.000 Costo Ingeniero de Logística $2.833.500 Costo Ingeniero MRP $1.113.400 Costo Técnico de Sistemas Cada uno de los 3 valores se encuentra justificado por una carta de FyR Ingenieros referente al pago por el concepto de cada uno de los salarios. Dicha carta se encuentra en el anexo 30. $800.000 Dicho valor lo generó la empresa TecnoOutel por concepto de un portátil Toshiba C655 4GB. 560. Dicho computador presenta menores características al anterior descrito en el mejor escenario. La información anterior se soporta en la cotización que se encuentra en el anexo 26. Computador Ingeniero de Logística $740.000 Los estantes de producto terminado se conforman por 1 sistemas integrados por estantería industrial independiente de 5 estantes individuales separables de diferentes niveles por un valor de $700.000, se elegirían 5 estantes por la empresa para así comenzar una parte del sistema y conocer la calidad y garantía de este nuevo proveedor, dicha cotización de encuentra justificada en el anexo 27. Estantes de Producto Terminado $3.500.000 Tabla 37. Tabla desglose costos función logística peor escenario. Fuente: Los autores Año 2012 Nota: los valores de incremento anual del flujo de caja se basan en relación al incremento anual a un porcentaje mayor a la inflación aproximada del país. 107 AÑO 1 AÑO 2 AÑO 3 AÑO 4 Flujo Neto ($ 11.226.900) $ 4.366.416 $ 4.565.088 $ 4.772.799 VNA ($ 343.616,51) Inversión Inicial ($ 11.226.900) VPN ($ 11.570.516,51) TIR 11% Tabla 38. VPN y TIR – Los Autores (2012) De acuerdo a los datos obtenidos anteriormente el valor del VPN nos provee a que valor presente las inversiones generadas a futuro actualmente le costarían a la empresa dicho valor, además teniendo una comparación de la inversión inicial en el periodo cero (año 1) con el flujo de efectivo que se recibirá por la venta de los camiones, se genera una TIR de 11% ya que no se cuenta actualmente con la venta de los camiones que es el evento que más pesa financieramente a comparación de la inversión que se va a realizar. Sin embargo la tasa de rendimiento sigue siendo de 11% lo cual nos muestra que ese sería el valor porcentual para el peor escenario. 108 12. CONCLUSIONES Al realizar un análisis de la situación actual de la empresa FyR Ingenieros, se pudo obtener información pertinente en cada uno de los eslabones de la función logística. De esta manera dentro del área de compras se encontró que el 49.3% de las entregas de material por parte de los proveedores no se hacen efectivas en la fecha pactada. En cuanto al almacenamiento de materia prima actual, la empresa no contaba con un sistema de inventarios definido, por lo que se podía generar distorsiones en la información. La empresa cuenta con un espacio para el almacenamiento de producto terminado; basándose en el análisis realizado, se cuestionó la utilización de la capacidad que se estaba dando en este almacén, y se llegó a la conclusión de que el manejo del espacio no es adecuado debido a que se tiene que recurrir a otros lugares de la planta para almacenar el producto. Este espacio es utilizado entre el 65% y el 98% según estadísticas. En el eslabón de distribución se encontró, que de los 4 camiones con los que la empresa cuenta, dos de ellos tienen un porcentaje de utilización del 13.2% y 3.7%, estos datos reflejan que la empresa incurre en costos de tener dos camiones que no se están utilizando. Sin embargo, los otros dos camiones son utilizados en un 54% y 24%, es decir, que no se está haciendo una utilización adecuada de estos vehículos. Al cuantificar cada uno de los procesos que se abarcan dentro de la función logística actual, se llegó a un total de 119.380.120 pesos colombianos. De acuerdo con los recursos actuales con los que cuenta la planta, el personal y la infraestructura la compañía está en capacidad de realizar 13, 186 y 80 transformadores para las unidades de negocio de fabricación, mantenimiento y reparación y mantenimiento en sitio respectivamente. Teniendo en cuenta el análisis de clientes, la unidad de negocio de mantenimiento y reparación es la más demandada con un 31% y 37% respectivamente de la actividad de la empresa, esto según los clientes encuestados, lo que hace que la empresa se destaque por la prestación de este servicio. Por este motivo, el diseño de la cadena de abastecimiento debe estar direccionada a que el nivel de servicio de la empresa este acorde a las expectativas de los clientes. Este análisis se hace también para fabricación de transformadores, así sea una unidad de negocio menos solicitada, debido a que aumentando el nivel de servicio, la empresa podría llegar a ser reconocida también por la prestación de este servicio. Con los resultados de las encuestas del análisis de clientes que se realizó, la empresa llega a tener un panorama de sus actividades para responder a los clientes con cada uno de los servicios, debido a que se tiene una estimación de las cantidades usuales de pedido por cada unidad de negocio así como la periodicidad con la que se pide. Esto permite a la empresa realizar una verificación atada a la capacidad de planta actual, para ver si se puede responder a lo que los clientes esperan. Este llega a ser el punto de partida para el diseño de la función logística, teniendo en cuenta infraestructura, recurso humano, maquinaria, entre otros factores de definición. 109 Existen temas que pueden dar valor agregado a los servicios que está prestando la empresa actualmente, como por ejemplo hacer la distribución de los productos incluyendo su descargue. Al ver que los clientes estarían interesados, la empresa entra a evaluar la viabilidad de este servicio adicional. A lo largo de la función logística no se establecía un control a partir de indicadores de gestión y no se contaban con políticas definidas para el funcionamiento de los eslabones, por lo que se hizo la definición de estos dos aspectos. Las propuestas de la definición de la función logística se hicieron de acuerdo con las limitaciones de la empresa, la evaluación y aceptación de éstas propuestas por parte de la misma. Con la capacitación del personal se pueden evitar la centralización de funciones en la gerencia de la compañía. La definición de un sistema MRP permite precisar la planeación de la producción con el fin de responder a la demanda, y cumplir con los requerimientos de los clientes. 110 13. RECOMENDACIONES Para la capacidad de planta se deben evaluar propuestas en cuanto a actualización de recursos y modificación de infraestructura con el fin de aumentar la producción mensual de la empresa. Se definieron como propuesta algunos indicadores de gestión importantes para el control de la función logística; A medida que se implemente la los procesos, recursos y parámetros propuestos, se recomienda la evaluación de seguimiento para consolidar o aumentar estos indicadores. Partiendo del diseño de la función logística, la implementación y estandarización de la misma, ‘se debe seguir un camino de mejoramiento continuo en la empresa, con la integración de todos sus procesos y procedimientos. Se debe hacer un análisis completo del eslabón de distribución con el fin de evaluar la mejor opción para llevar a cabo este proceso. Esto se refiere a tercerizar por completo, o continuar con la opción de tener vehículos propios. 111 14. BIBLIOGRAFIA Rueda, I. P. (2010). Historia de la empresa FyR Ingenieros. (C. A. Juliana Quijano, Entrevistador) S.A, P. (2011). FYR INGENIEROS LTDA. Recuperado el 2011, de http://www.fyringenieros.com/home.html UPME. (Julio de 2011). PROYECCIÓN DE DEMANDA DE ENERGÍA ELÉCTRICA Y POTENCIA MÁXIMA. Recuperado el Septiembre de 2011, de Http://www.siel.gov.co/siel/documentos/documentacion/Demanda /proyeccion_demanda_ee_jul_2011.pdf Anaya Tejero, Julio Juan. El Transporte De Mercancías (Enfoque Logístico De La Distribución) Anaya Tejera, Julio Juan. Logística Integral La Gestión Operativa De La Empresa 3ra Ed. Anaya Tejera, Julio Juan. Polanco Martín, Sonia. Innovación Y Mejora De Procesos Logísticos, Análisis, Diagnostico E Implementación De Sistemas Logísticos. Bowersox, Donald John. Administración Y Logística En La Cadena De Suministros 2da Ed. Chase Richard. Administración De Operaciones Producción Y Cadena De Suministros 12ª Ed. Chopra, Sunsil. Administración De La Cadena De Suministro: Estrategia, Planificación Y Operación 3ra Edición. Harrison, Alan. Logistics Management And Strategy Competing Through The Supply Chain 3rd Ed Galtorna, John L. Cadenas De Abastecimiento Dinámicas (Living Supply Chains) Cómo Movilizar La Empresa Alrededor De Lo Que Los Clientes Quieren 1ra Ed. Goldratt, Eliyahum. La Carrera En Busca De Las Ventajas Competitivas: Cómo Ganar El Juego De La Calidad Y La Producción 2da Ed. Guerrero Salas, Humberto. Inventario Manejo Y Control 1ra Ed. Mora García, Luis Aníbal. Modelos de Optimización De La Gestión Logística 1ra Ed. Mora García, Luis Aníbal. Indicadores De La Gestión Logística 2da Ed. Mora García, Luis Aníbal. Gestión Logística Integral Las Mejores Prácticas En La Cadena De Abastecimiento 1ra Ed. Pines, Silvio Roberto Ignacio. Gestión De La Cadena De Suministros. Serna, Humberto. Gerencia Estratégica Vidal Holguín, Carlos Julio. Fundamentos De Control Y Gestión De Inventarios. 112 15. ANEXOS Anexo 1 - Formato R-07-01-01 Solicitud de Materia Prima 113 Anexo 2 - Formato R-07-02-01 Orden de Compra 114 Anexo 3 - Formato R-01-09-01 Inspección de Mantenimiento y Reparación 115 116 Anexo 4 - Formato R-01-09-02 Mantenimiento en Sitio 117 118 Anexo 5 - Formato R-05-02-01 Acta de Entrega y Recibo Final de la Obra 119 Anexo 6 - Formato Formulación para la evaluación de los servicios 120 Anexo 7 - TABLA DE TIEMPOS DE ENTREGAS DE MATERIAS PRIMAS POR PARTE DE LOS PROVEEDORES ORDEN DE COMPRA 9788 9789 9790 9791 9792 9793 9794 9796 9797 9799 9800 9801 9802 9803 9804 9805 9806 9807 9808 9809 9810 9811 9813 PROVEEDOR MADERAS VALDERRAMA Y BILBAO LTDA FRANA INTERNATIONAL S.A.S. FRANA INTERNATIONAL S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA AGOFER S.A. PINTUBLER DE COLOMBIA S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA CR INGENIERIA ELECTRICA S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA PINTUBLER DE COLOMBIA S.A. COMERCIAL LEOSAN LTDA COMERCIAL LEOSAN LTDA MARTROM E.U. COMERCIAL LEOSAN LTDA MARTROM E.U. COEXITO S.A. FRANA INTERNATIONAL S.A.S. MADERAS VALDERRAMA Y BILBAO LTDA FERRICENTROS S.A.S. FERRICENTROS S.A.S. COMPAÑÍA PAPELERA NACIONAL FRANA INTERNATIONAL S.A.S. TECAP S.A.S FECHA DE PEDIDO FECHA PACTADA FECHA DE ENTREGA DEMORAS (días) 03/01/2012 03/01/2012 03/01/2012 03/01/2012 03/01/2012 03/01/2012 03/01/2012 04/01/2012 04/01/2012 04/01/2012 04/01/2012 04/01/2012 04/01/2012 04/01/2012 05/01/2012 05/01/2012 05/01/2012 05/01/2012 05/01/2012 05/01/2012 05/01/2012 06/01/2012 06/01/2012 03/01/2012 03/01/2012 03/01/2012 04/01/2012 05/01/2012 05/01/2012 04/01/2012 06/01/2012 06/01/2012 06/01/2012 06/01/2012 06/01/2012 05/01/2012 06/01/2012 05/01/2012 06/01/2012 06/01/2012 05/01/2012 06/01/2012 06/01/2012 06/01/2012 08/01/2012 06/01/2012 03/01/2012 03/01/2012 03/01/2012 06/01/2012 10/01/2012 12/01/2012 06/01/2012 12/01/2012 06/01/2012 12/01/2012 06/01/2012 06/01/2012 05/01/2012 06/01/2012 05/01/2012 06/01/2012 06/01/2012 05/01/2012 06/01/2012 06/01/2012 06/01/2012 10/01/2012 06/01/2012 0 0 0 2 5 7 2 6 0 6 0 0 0 0 0 0 0 0 0 0 0 2 0 121 9814 9815 9816 9817 9818 9819 9820 9821 9822 9823 9824 9825 9826 9827 9828 9829 9830 9831 9833 9834 9835 9836 9838 9839 9840 9842 9843 9845 ALMACEN PINTUPLAST FERRICENTROS S.A.S. UNIVERSAL DE CAUCHOS HURTADO LTDA MULTIDATOS LTDA FRANA INTERNATIONAL S.A.S. LAMINAS Y CORTES BOGOTA LTDA IMPOFER S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA METALES Y AFINES MANTILLA VELEZ S.A. LAMINAS Y CORTES BOGOTA LTDA METALES Y AFINES MANTILLA VELEZ S.A. IMPOFER S.A.S. COMPAÑÍA PAPELERA NACIONAL LAMINAS Y CORTES BOGOTA LTDA TECAP S.A.S PROVELECTRICOS LTDA PINTUBLER DE COLOMBIA S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA INDUSTRIA DE CALZADO JOVICAL S.A. INDUSTRIA DE CALZADO JOVICAL S.A. COEXITO S.A. FRANA INTERNATIONAL S.A.S. COEXITO S.A. LAMINAS Y CORTES BOGOTA LTDA IMPOFER S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA METALES Y AFINES MANTILLA VELEZ S.A. ALMACEN PINTUPLAST 06/01/2012 06/01/2012 06/01/2012 06/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 10/01/2012 11/01/2012 11/01/2012 11/01/2012 11/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 122 06/01/2012 08/01/2012 08/01/2012 10/01/2012 10/01/2012 11/01/2012 12/01/2012 12/01/2012 11/01/2012 11/01/2012 11/01/2012 12/01/2012 11/01/2012 13/01/2012 11/01/2012 13/01/2012 13/01/2012 13/01/2012 14/01/2012 14/01/2012 13/01/2012 12/01/2012 12/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 06/01/2012 17/01/2012 18/01/2012 10/01/2012 10/01/2012 13/01/2012 12/01/2012 16/01/2012 13/01/2012 13/01/2012 13/01/2012 12/01/2012 11/01/2012 17/01/2012 11/01/2012 19/01/2012 16/01/2012 16/01/2012 18/01/2012 18/01/2012 13/01/2012 12/01/2012 12/01/2012 17/01/2012 16/01/2012 16/01/2012 16/01/2012 16/01/2012 0 9 10 0 0 2 0 4 2 2 2 0 0 4 0 6 3 3 4 4 0 0 0 3 2 2 2 2 9846 9847 9849 9850 9851 9852 9853 9854 9855 9856 9857 9858 9860 9861 9862 9864 9865 9866 9867 9868 9869 9870 9871 9872 9873 9874 FRANA INTERNATIONAL S.A.S. IMPOFER S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA LAMINAS Y CORTES BOGOTA LTDA IMPOFER S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA METALES Y AFINES MANTILLA VELEZ S.A. IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA METALES Y AFINES MANTILLA VELEZ S.A. COEXITO S.A. DISICO S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA LAMINAS Y CORTES BOGOTA LTDA MADERAS VALDERRAMA Y BILBAO LTDA COMPAÑÍA PAPELERA NACIONAL CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA PROVELECTRICOS LTDA REDES ELECTRICAS S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA FRANA INTERNATIONAL S.A.S. MATRIMOL LTDA COMPAÑÍA PAPELERA NACIONAL FRANA INTERNATIONAL S.A.S. 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 12/01/2012 13/01/2012 13/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 14/01/2012 15/01/2012 20/01/2012 17/01/2012 17/01/2012 16/01/2012 17/01/2012 16/01/2012 16/01/2012 16/01/2012 17/01/2012 17/01/2012 16/01/2012 16/01/2012 16/01/2012 20/01/2012 3 3 2 3 2 2 2 3 3 2 2 1 0 13/01/2012 15/01/2012 20/01/2012 5 14/01/2012 14/01/2012 16/01/2012 16/01/2012 16/01/2012 16/01/2012 16/01/2012 16/01/2012 16/01/2012 17/01/2012 17/01/2012 18/01/2012 18/01/2012 17/01/2012 20/01/2012 17/01/2012 17/01/2012 17/01/2012 18/01/2012 19/01/2012 17/01/2012 4 1 0 0 0 1 0 16/01/2012 16/01/2012 16/01/2012 17/01/2012 17/01/2012 18/01/2012 17/01/2012 19/01/2012 18/01/2012 17/01/2012 20/01/2012 17/01/2012 20/01/2012 18/01/2012 17/01/2012 2 0 1 0 0 123 9875 9876 9877 9878 9879 9880 9881 9882 9883 9884 9885 9886 9887 9888 9889 9890 9891 9892 9893 9894 9895 9896 9897 9898 9899 9900 CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. DISICO S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA IMPOFER S.A.S. RAPIPRINT REDISERV MATRIMOL LTDA FRANA INTERNATIONAL S.A.S. LAMINAS Y CORTES BOGOTA LTDA FRANA INTERNATIONAL S.A.S. MARTROM E.U. COMERCIAL LEOSAN LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA FRANA INTERNATIONAL S.A.S. DISICO S.A. METALES Y AFINES MANTILLA VELEZ S.A. TIRE DEPOT LTDA ALCOHOLES INDUSTRIALES L.C. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA PINTUBLER DE COLOMBIA S.A. 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 20/01/2012 19/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 21/01/2012 19/01/2012 20/01/2012 20/01/2012 23/01/2012 27/01/2012 26/01/2012 1 0 0 0 3 7 6 18/01/2012 18/01/2012 17/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 18/01/2012 20/01/2012 19/01/2012 17/01/2012 18/01/2012 20/01/2012 19/01/2012 20/01/2012 20/01/2012 19/01/2012 20/01/2012 20/01/2012 21/01/2012 19/01/2012 17/01/2012 18/01/2012 31/01/2012 19/01/2012 21/01/2012 24/01/2012 19/01/2012 24/01/2012 26/01/2012 1 0 0 0 11 0 1 4 0 4 6 19/01/2012 19/01/2012 19/01/2012 19/01/2012 19/01/2012 19/01/2012 19/01/2012 19/01/2012 21/01/2012 19/01/2012 27/01/2012 20/01/2012 19/01/2012 20/01/2012 20/01/2012 21/01/2012 24/01/2012 19/01/2012 27/01/2012 20/01/2012 19/01/2012 20/01/2012 26/01/2012 23/01/2012 3 0 0 0 0 0 6 2 124 9902 9903 9904 9905 9906 9907 9908 9909 9910 9911 9912 9913 9916 9917 9918 9919 9920 9921 9922 9923 9924 9925 9926 9927 9930 9931 9932 9933 FRANA INTERNATIONAL S.A.S. LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. FRANA INTERNATIONAL S.A.S. DISICO S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA MATRIMOL LTDA IMPORTADORA COMERCIAL COLOMBIA E.U. IMPORTADORA COMERCIAL COLOMBIA E.U. INDUSTRIA DE CALZADO JOVICAL S.A. FERRICENTROS S.A.S. FERRICENTROS S.A.S. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA FERRICENTROS S.A.S. MADERAS VALDERRAMA Y BILBAO LTDA ARPO S.A.S. IMPORTACIONES Y DISTRIBUCIONES JL S.A. AISLANTES ELECTRICOS S.A. RIELCO LTDA LAMINAS Y CORTES BOGOTA LTDA LAMINAS Y CORTES BOGOTA LTDA CAUCHOS Y DERIVADOS TECAP S.A.S 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 20/01/2012 21/01/2012 22/01/2012 22/01/2012 20/01/2012 22/01/2012 22/01/2012 22/01/2012 22/01/2012 21/01/2012 22/01/2012 22/01/2012 31/01/2012 31/01/2012 22/01/2012 22/01/2012 22/01/2012 20/01/2012 21/01/2012 27/01/2012 23/01/2012 20/01/2012 23/01/2012 31/01/2012 26/01/2012 24/01/2012 21/01/2012 26/01/2012 27/01/2012 06/02/2012 06/02/2012 09/02/2012 24/01/2012 24/01/2012 0 0 5 1 0 1 9 4 2 0 4 5 6 6 18 2 2 20/01/2012 23/01/2012 23/01/2012 23/01/2012 23/01/2012 23/01/2012 24/01/2012 25/01/2012 25/01/2012 25/01/2012 25/01/2012 22/01/2012 24/01/2012 24/01/2012 24/01/2012 25/01/2012 25/01/2012 24/01/2012 26/01/2012 27/01/2012 27/01/2012 26/01/2012 26/01/2012 24/01/2012 24/01/2012 24/01/2012 28/01/2012 26/01/2012 24/01/2012 26/01/2012 13/02/2012 27/01/2012 26/01/2012 4 0 0 0 3 1 0 0 17 0 0 125 9934 9935 9936 9938 9939 9940 9941 9942 9943 9944 9945 9946 9947 9948 9949 9950 9951 9952 9953 9954 9955 9956 9957 9958 9959 9960 9962 FERRICENTROS S.A.S. PINTUBLER DE COLOMBIA S.A. PROVELECTRICOS LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA EXPRODIN FERRICENTROS S.A.S. COMPAÑÍA PAPELERA NACIONAL LAMINAS Y CORTES BOGOTA LTDA FRANA INTERNATIONAL S.A.S. COMERCIALIZADORA E IMPORTADORA DE ELEMENTOS MEDICOS LIMITADA MATRIMOL LTDA LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA DISICO S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA IMPORTADORA COMERCIAL COLOMBIA E.U. TECAP S.A.S FERRICENTROS S.A.S. LAMINAS Y CORTES BOGOTA LTDA INVERSIONES RODOCAR - ALMACEN CARDOMAL PROQUIMAR LTDA FERRICENTROS S.A.S. DUQUE SALDARRIEGA Y CIA S EN C CCI 25/01/2012 25/01/2012 25/01/2012 25/01/2012 25/01/2012 25/01/2012 25/01/2012 25/01/2012 26/01/2012 26/01/2012 27/01/2012 27/01/2012 27/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 01/02/2012 27/01/2012 01/02/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 0 5 0 5 0 0 0 0 0 26/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 27/01/2012 28/01/2012 28/01/2012 28/01/2012 28/01/2012 27/01/2012 31/01/2012 01/02/2012 30/01/2012 13/02/2012 0 3 4 2 16 26/01/2012 26/01/2012 26/01/2012 26/01/2012 26/01/2012 30/01/2012 30/01/2012 30/01/2012 30/01/2012 30/01/2012 30/01/2012 31/01/2012 31/01/2012 28/01/2012 26/01/2012 28/01/2012 28/01/2012 28/01/2012 09/02/2012 31/01/2012 31/01/2012 01/02/2012 01/02/2012 01/02/2012 31/01/2012 01/02/2012 28/01/2012 26/01/2012 01/02/2012 30/01/2012 01/02/2012 09/02/2012 31/01/2012 31/01/2012 01/02/2012 29/02/2012 04/02/2012 31/01/2012 03/02/2012 0 0 4 2 4 0 0 0 0 28 3 0 2 126 9965 9966 9968 9969 9970 9971 9973 9974 9975 9976 9977 9979 9980 9982 9983 9984 9985 9986 9987 9988 9989 9990 9991 9992 9993 9994 9995 9996 MADERAS VALDERRAMA Y BILBAO LTDA SOLUCIONES ARP SAS COMPAÑÍA PAPELERA NACIONAL FERRICENTROS S.A.S. INDUSTRIA DE GUANTES CAPITAL INDUSTRIA DE CALZADO JOVICAL S.A. ARPO S.A.S. ARPO S.A.S. IMPORTADORA COMERCIAL COLOMBIA E.U. FERRICENTROS S.A.S. RIELCO LTDA FERRICENTROS S.A.S. FRANA INTERNATIONAL S.A.S. FERRICENTROS S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA MATRIMOL LTDA DISICO S.A. ELECTRICOS Y TELECOMUNICACIONES CM S.A. FRANA INTERNATIONAL S.A.S. PINTUBLER DE COLOMBIA S.A. FRANA INTERNATIONAL S.A.S. FERRETERIA AGUILAS LTDA LAMINAS Y CORTES BOGOTA LTDA IMPOFER S.A.S. METALES Y AFINES MANTILLA VELEZ S.A. LAMINAS Y CORTES BOGOTA LTDA SISTEMAS E INTRUMENTACION S.A. PINTUBLER DE COLOMBIA S.A. 01/02/2012 01/02/2012 01/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 02/02/2012 03/02/2012 03/02/2012 03/02/2012 03/02/2012 03/02/2012 03/02/2012 03/02/2012 03/02/2012 07/02/2012 07/02/2012 07/02/2012 07/02/2012 07/02/2012 08/02/2012 08/02/2012 08/02/2012 127 02/02/2012 06/02/2012 03/02/2012 03/02/2012 02/02/2012 04/02/2012 04/02/2012 04/02/2012 04/02/2012 04/02/2012 03/02/2012 04/02/2012 05/02/2012 05/02/2012 05/02/2012 05/02/2012 15/02/2012 05/02/2012 05/02/2012 05/02/2012 07/02/2012 07/02/2012 09/02/2012 09/02/2012 09/02/2012 09/02/2012 17/02/2012 10/02/2012 02/02/2012 08/02/2012 03/02/2012 03/02/2012 02/02/2012 23/02/2012 06/02/2012 06/02/2012 10/02/2012 06/02/2012 03/02/2012 06/02/2012 06/02/2012 06/02/2012 06/02/2012 07/02/2012 16/02/2012 07/02/2012 06/02/2012 07/02/2012 07/02/2012 07/02/2012 13/02/2012 09/02/2012 13/02/2012 09/02/2012 17/02/2012 10/02/2012 0 2 0 0 0 19 2 2 6 2 0 2 1 1 1 2 1 2 1 2 0 0 4 0 4 0 0 0 9997 9998 9999 10000 10001 10002 10004 10005 10006 10007 10008 10009 10010 10011 10012 10013 10014 10015 10017 10018 10019 10020 10021 10022 10023 10024 10025 10026 FRANA INTERNATIONAL S.A.S. REDES ELECTRICAS S.A. MARTROM E.U. COMERCIAL LEOSAN LTDA IMPORTADORA COMERCIAL COLOMBIA E.U. IMPORTACIONES Y DISTRIBUCIONES JL S.A. FERRICENTROS S.A.S. TECAP S.A.S ARPO S.A.S. COMPAÑÍA PAPELERA NACIONAL PROQUIMORT IMPORT S.A.S ALMACEN PINTUPLAST COMERCIAL LEOSAN LTDA IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA METALES Y AFINES MANTILLA VELEZ S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA LAMINAS Y CORTES BOGOTA LTDA LAMINAS Y CORTES BOGOTA LTDA JAVIER JULIAN DIAZ LAMINAS Y CORTES BOGOTA LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA METALES Y AFINES MANTILLA VELEZ S.A. LAMINAS Y CORTES BOGOTA LTDA FRANA INTERNATIONAL S.A.S. FRANA INTERNATIONAL S.A.S. MARTROM E.U. 08/02/2012 08/02/2012 08/02/2012 08/02/2012 08/02/2012 08/02/2012 09/02/2012 09/02/2012 09/02/2012 09/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 10/02/2012 128 08/02/2012 08/02/2012 08/02/2012 08/02/2012 10/02/2012 10/02/2012 10/02/2012 09/02/2012 11/02/2012 11/02/2012 12/02/2012 10/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 10/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 12/02/2012 08/02/2012 08/02/2012 08/02/2012 08/02/2012 10/02/2012 10/02/2012 10/02/2012 09/02/2012 14/02/2012 13/02/2012 25/02/2012 10/02/2012 15/02/2012 14/02/2012 13/02/2012 13/02/2012 22/02/2012 19/02/2012 13/02/2012 13/02/2012 10/02/2012 13/02/2012 14/02/2012 16/02/2012 13/02/2012 14/02/2012 24/02/2012 13/02/2012 0 0 0 0 0 0 0 0 3 2 13 0 3 2 1 1 10 7 1 1 0 1 2 4 1 2 12 1 10027 10028 10029 10031 10032 10033 10034 10035 10036 10037 10038 10039 10040 10041 10042 10043 10045 10046 10047 10048 10049 10051 10053 10054 10055 10056 10057 COMERCIAL LEOSAN LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA DISICO S.A. SOCOL S.A. E.P. DISTRIBUCIONES LTDA JAVIER JULIAN DIAZ EXPRODIN CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA BIOXICHEM QUIMICA S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA DISICO S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. PROVELECTRICOS LTDA AGOFER S.A. DISICO S.A. PINTUBLER DE COLOMBIA S.A. COMPAÑÍA PAPELERA NACIONAL TIRE DEPOT LTDA EXPRODIN IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA 10/02/2012 10/02/2012 10/02/2012 13/02/2012 13/02/2012 13/02/2012 13/02/2012 13/02/2012 13/02/2012 14/02/2012 12/02/2012 12/02/2012 27/02/2012 15/02/2012 14/02/2012 14/02/2012 15/02/2012 15/02/2012 15/02/2012 16/02/2012 15/02/2012 14/02/2012 27/02/2012 24/02/2012 14/02/2012 14/02/2012 17/02/2012 20/02/2012 20/02/2012 17/02/2012 3 2 0 9 0 0 2 5 5 1 15/02/2012 15/02/2012 15/02/2012 15/02/2012 17/02/2012 16/02/2012 17/02/2012 16/02/2012 17/02/2012 16/02/2012 07/03/2012 16/02/2012 0 0 19 0 15/02/2012 15/02/2012 15/02/2012 15/02/2012 15/02/2012 16/02/2012 16/02/2012 17/02/2012 17/02/2012 20/02/2012 20/02/2012 20/02/2012 20/02/2012 17/02/2012 17/02/2012 17/02/2012 16/02/2012 15/02/2012 16/02/2012 01/03/2012 19/02/2012 19/02/2012 20/02/2012 20/02/2012 22/02/2012 23/02/2012 17/02/2012 18/02/2012 20/02/2012 16/02/2012 15/02/2012 16/02/2012 09/03/2012 21/02/2012 21/02/2012 20/02/2012 20/02/2012 22/02/2012 23/02/2012 0 1 3 0 0 0 8 2 2 0 0 0 0 129 10058 10059 10060 10061 10062 10063 10064 10066 10067 10068 10070 10072 10073 10074 10075 10078 10079 10081 10082 10083 10084 10085 10086 10087 10088 10089 10091 10092 METALES Y AFINES MANTILLA VELEZ S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA FRANA INTERNATIONAL S.A.S. INDUSTRIAS MADERERA PINAR PINZON LTDA INDUSTRIAS HERNOL S.A. LAMINAS Y CORTES BOGOTA LTDA FAGAELEC INGENIERIA ELECTRICA LTDA PINTUBLER DE COLOMBIA S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA TECAP S.A.S PINTUBLER DE COLOMBIA S.A. METALES Y AFINES MANTILLA VELEZ S.A. FERRETETERIA BARBOSA & CIA S.C.S. IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA LAMINAS Y CORTES BOGOTA LTDA METALES Y AFINES MANTILLA VELEZ S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA DISICO S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. MATRIMOL LTDA FRANA INTERNATIONAL S.A.S. RIELCO LTDA IMPORTACIONES Y DISTRIBUCIONES JL S.A. ELECTRICOS Y TELECOMUNICACIONES CM S.A. 20/02/2012 20/02/2012 21/02/2012 21/02/2012 21/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 22/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 21/02/2012 21/02/2012 23/02/2012 23/02/2012 02/03/2012 23/02/2012 24/02/2012 24/02/2012 23/02/2012 24/02/2012 23/02/2012 24/02/2012 23/02/2012 24/02/2012 25/02/2012 24/02/2012 24/02/2012 24/02/2012 21/02/2012 21/02/2012 23/02/2012 23/02/2012 06/03/2012 23/02/2012 24/02/2012 27/02/2012 23/02/2012 24/02/2012 23/02/2012 28/02/2012 23/02/2012 24/02/2012 28/02/2012 24/02/2012 1 1 0 0 0 0 4 0 0 3 0 0 0 4 0 0 3 0 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 23/02/2012 25/02/2012 23/02/2012 25/02/2012 24/02/2012 25/02/2012 25/02/2012 24/02/2012 23/02/2012 24/02/2012 25/02/2012 25/02/2012 23/02/2012 29/02/2012 24/02/2012 28/02/2012 29/02/2012 24/02/2012 23/02/2012 24/02/2012 27/02/2012 0 0 4 0 3 4 0 0 0 2 130 10094 10095 10096 10097 10098 10099 10100 10101 10102 10103 10104 10105 10106 10107 10108 10109 10110 10111 10112 10113 10115 10116 10117 10118 10120 10121 CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA FERRICENTROS S.A.S. RIELCO LTDA FERRICENTROS S.A.S. COMPAÑÍA PAPELERA NACIONAL INCOI - INGENIERA Y CONSULTORIA INTEGRAL LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA DISICO S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA DISTRIBUCIONES POLIFLEX LTDA METALES Y AFINES MANTILLA VELEZ S.A. MATRIMOL LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA EXPRODIN PINTURAS RENANIA S.A. PROVELECTRICOS LTDA CONTINAUTOS S.A. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. - 24/02/2012 24/02/2012 24/02/2012 24/02/2012 24/02/2012 24/02/2012 25/02/2012 25/02/2012 25/02/2012 25/02/2012 26/02/2012 26/02/2012 26/02/2012 26/02/2012 26/02/2012 27/02/2012 27/02/2012 27/02/2012 25/02/2012 27/02/2012 27/02/2012 27/02/2012 27/02/2012 28/02/2012 28/02/2012 08/03/2012 28/02/2012 0 1 1 1 1 2 1 10 1 25/02/2012 25/02/2012 25/02/2012 25/02/2012 25/02/2012 27/02/2012 27/02/2012 27/02/2012 27/02/2012 27/02/2012 28/02/2012 27/02/2012 06/03/2012 05/03/2012 28/02/2012 1 0 8 7 1 25/02/2012 27/02/2012 27/02/2012 27/02/2012 27/02/2012 27/02/2012 28/02/2012 28/02/2012 28/02/2012 29/02/2012 29/02/2012 01/03/2012 27/02/2012 29/02/2012 28/02/2012 29/02/2012 29/02/2012 28/02/2012 01/03/2012 28/02/2012 01/03/2012 02/03/2012 06/03/2012 03/03/2012 28/02/2012 07/03/2012 28/02/2012 07/03/2012 05/03/2012 28/02/2012 01/03/2012 28/02/2012 07/03/2012 02/03/2012 06/03/2012 06/03/2012 1 7 0 7 5 0 0 0 6 0 0 3 131 CENTELSA 10122 10123 10124 10125 10126 10127 10128 10130 10131 10132 10133 10134 10136 10137 10138 10139 10141 10142 10143 10144 10145 10147 10148 10150 10154 10155 10158 MARTROM E.U. COEXITO S.A. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA REPRESENTACIONES SUPER GAR E.U. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA LAMINAS Y CORTES BOGOTA LTDA PROVELECTRICOS LTDA LAMINAS Y CORTES BOGOTA LTDA DISTRIBUCIONES POLIFLEX LTDA IMPOFER S.A.S. CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA MATRIMOL LTDA FAGAELEC INGENIERIA ELECTRICA LTDA PINTUBLER DE COLOMBIA S.A. LAMINAS Y CORTES BOGOTA LTDA IMPOFER S.A.S. LAMINAS Y CORTES BOGOTA LTDA CENTRAL DE ESPARRAGOS Y TORNILLOS LTDA IMPORTADORA COMERCIAL COLOMBIA E.U. FAGAELEC INGENIERIA ELECTRICA LTDA FERRICENTROS S.A.S. REDES ELECTRICAS S.A. ARPO S.A.S. INGENIERIA Y EQUIPOS INSUTRIALES LTDA FRANA INTERNATIONAL S.A.S. ASEI INGENIERIA 01/03/2012 01/03/2012 01/03/2012 01/03/2012 02/03/2012 02/03/2012 03/03/2012 01/03/2012 02/03/2012 02/03/2012 05/03/2012 01/03/2012 0 0 2 0 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 02/03/2012 05/03/2012 05/03/2012 05/03/2012 06/03/2012 06/03/2012 06/03/2012 12/03/2012 06/03/2012 06/03/2012 07/03/2012 07/03/2012 04/03/2012 04/03/2012 04/03/2012 02/03/2012 04/03/2012 04/03/2012 05/03/2012 05/03/2012 05/03/2012 05/03/2012 05/03/2012 03/03/2012 07/03/2012 06/03/2012 05/03/2012 09/03/2012 15/03/2012 09/03/2012 13/03/2012 09/03/2012 09/03/2012 07/03/2012 07/03/2012 06/03/2012 05/03/2012 14/03/2012 02/03/2012 06/03/2012 07/03/2012 05/03/2012 05/03/2012 07/03/2012 15/03/2012 09/03/2012 03/03/2012 07/03/2012 06/03/2012 05/03/2012 14/03/2012 15/03/2012 09/03/2012 13/03/2012 14/03/2012 09/03/2012 07/03/2012 07/03/2012 2 1 10 0 2 3 0 0 2 10 4 0 0 0 0 5 0 0 0 5 0 0 0 132 10159 10160 10161 10163 10164 10165 10168 10170 10171 10174 10175 10176 10177 10180 10182 10183 10184 10185 10186 10190 10191 10194 10195 10196 10197 10200 10204 PRODUCEL INGENIEROS S.A. FERRICENTROS S.A.S. E.P. DISTRIBUCIONES LTDA ORTOPEDICA TEUSAQUILLO Y/O JAIME GOMEZ LAMINAS Y CORTES BOGOTA LTDA CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA INDUSTRIA DE CALZADO JOVICAL S.A. FERRICENTROS S.A.S. E.P. DISTRIBUCIONES LTDA COMPAÑÍA PAPELERA NACIONAL DISICO S.A. INGENIERIA Y EQUIPOS INSUTRIALES LTDA FERRICENTROS S.A.S. ARPO S.A.S. COMPAÑÍA PAPELERA NACIONAL PRODUCTORA DE CABLES S.A. CI RIELCO LTDA PRODUCTORA DE CABLES S.A. CI FERRICENTROS S.A.S. ARPO S.A.S. LAMINAS Y CORTES BOGOTA LTDA COMPAÑÍA PAPELERA NACIONAL TECAP S.A.S ARPO S.A.S. DISICO S.A. IMPOFER S.A.S. CABLES DE ENERGIA Y TELECOMUNICACIONES S.A. CENTELSA 08/03/2012 08/03/2012 08/03/2012 08/03/2012 08/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 09/03/2012 0 0 0 0 0 09/03/2012 12/03/2012 12/03/2012 12/03/2012 12/03/2012 13/03/2012 13/03/2012 13/03/2012 13/03/2012 13/03/2012 14/03/2012 14/03/2012 14/03/2012 14/03/2012 15/03/2012 15/03/2012 15/03/2012 15/03/2012 15/03/2012 16/03/2012 16/03/2012 12/03/2012 13/03/2012 14/03/2012 13/03/2012 13/03/2012 13/03/2012 13/03/2012 15/03/2012 14/03/2012 15/03/2012 15/03/2012 16/03/2012 15/03/2012 15/03/2012 15/03/2012 16/03/2012 16/03/2012 15/03/2012 17/03/2012 16/03/2012 18/03/2012 12/03/2012 13/03/2012 14/03/2012 13/03/2012 13/03/2012 13/03/2012 13/03/2012 20/03/2012 14/03/2012 15/03/2012 15/03/2012 16/03/2012 15/03/2012 15/03/2012 15/03/2012 16/03/2012 16/03/2012 15/03/2012 20/03/2012 16/03/2012 20/03/2012 0 0 0 0 0 0 0 5 0 0 0 0 0 0 0 0 0 0 3 0 2 20/03/2012 21/03/2012 21/03/2012 0 133 10205 10207 10208 10213 10218 10220 COMERCIAL LEOSAN LTDA IMPORTACIONES Y DISTRIBUCIONES JL S.A. LAMINAS Y CORTES BOGOTA LTDA ARPO S.A.S. LAMINAS Y CORTES BOGOTA LTDA IMPORTADORA COMERCIAL COLOMBIA E.U. 20/03/2012 20/03/2012 20/03/2012 20/03/2012 21/03/2012 22/03/2012 134 20/03/2012 21/03/2012 22/03/2012 21/03/2012 21/03/2012 22/03/2012 20/03/2012 21/03/2012 22/03/2012 21/03/2012 21/03/2012 22/03/2012 0 0 0 0 0 0 Anexo 8 - Tabla tiempo que tarda el producto terminado en área de almacenamiento O.P. Fecha ingreso OP Fecha Entrega OP Fecha Entrega LEE Fecha Entrega CLIENTE Días en Área de Producto Terminado 1425 08/07/2011 13/07/2011 14/07/2011 14/07/2011 0 1427 12/07/2011 19/07/2011 19/07/2011 23/07/2011 4 1428 09/07/2011 16/07/2011 04/07/2011 14/11/2011 133 1431 26/07/2011 04/08/2011 03/08/2011 19/08/2011 16 1433 03/08/2011 11/08/2011 18/08/2011 31/08/2011 13 1437 05/08/2011 17/08/2011 18/08/2011 19/08/2011 1 1442 12/08/2011 26/08/2011 30/08/2011 08/09/2011 9 1443 12/08/2011 30/08/2011 02/09/2011 08/09/2011 6 1444 12/08/2011 17/08/2011 22/08/2011 23/08/2011 1 1445 17/08/2011 23/08/2011 26/08/2011 31/08/2011 5 1446 18/08/2011 15/09/2011 10/09/2011 27/09/2011 17 1450 25/08/2011 15/09/2011 15/09/2011 15/09/2011 0 1452 25/08/2011 06/09/2011 05/09/2011 06/09/2011 1 1453 30/08/2011 15/09/2011 23/09/2011 14/10/2011 21 1462 15/09/2011 04/10/2011 20/09/2011 10/10/2011 20 1464 16/09/2011 05/10/2011 30/09/2011 04/10/2011 4 1467 22/09/2011 07/10/2011 06/10/2011 07/10/2011 1 1468 22/09/2011 07/10/2011 06/10/2011 07/10/2011 1 1469 22/09/2011 18/10/2011 06/10/2011 07/10/2011 1 1471 22/09/2011 22/10/2011 25/10/2011 31/10/2011 6 1474 26/09/2011 03/10/2011 29/11/2011 31/12/2011 32 1479 12/10/2011 21/10/2011 02/11/2011 03/11/2011 1 135 1479 12/10/2011 21/10/2011 26/10/2011 04/11/2011 9 1480 13/10/2011 26/10/2011 26/10/2011 26/10/2011 0 1482 13/10/2011 31/01/2012 18/11/2011 31/01/2012 74 1483 13/10/2011 20/10/2011 26/10/2011 27/10/2011 1 1483 13/10/2011 20/10/2011 26/10/2011 28/10/2011 2 1484 13/10/2011 20/10/2011 21/10/2011 21/10/2011 0 1489 21/10/2011 28/10/2011 28/10/2011 29/10/2011 1 1492 03/11/2011 22/11/2011 18/11/2011 07/12/2011 19 1494 04/11/2011 24/11/2011 07/12/2011 08/12/2011 1 1495 08/11/2011 28/11/2011 28/10/2011 30/11/2011 33 1505 24/11/2011 05/12/2011 06/12/2011 09/12/2011 3 1505 24/11/2011 05/12/2011 06/12/2011 10/12/2011 4 1509 02/12/2011 09/12/2011 14/12/2011 20/01/2012 37 1513 14/12/2011 21/12/2011 29/12/2011 02/01/2012 4 1514 16/12/2011 16/01/2012 13/02/2012 24 1514 16/12/2011 16/01/2012 20/01/2012 18/01/2012 13/02/2012 26 1517 21/12/2011 STOCK 11/11/2011 23/12/2011 42 1516 19/12/2011 26/12/2011 29/12/2011 30/12/2011 1 1516 19/12/2011 26/12/2011 29/12/2011 30/12/2011 1 136 Anexo 9 - Costos Eslabón Abastecimiento 137 Anexo 10. Costos Eslabón Almacenamiento Materia Prima Anexo 11. Costos Eslabón Almacenamiento De Producto Terminado 138 Anexo 12. Costos Eslabón Alistamiento Y Distribución 139 Anexo 13. Resultados Encuestas 2. ¿Qué tipo de servicio solicita en la empresa Fyr Ingenieros? Servicio Fabricación Mantenimiento Reparación Mantenimiento en Sitio Cantidad 35 58 69 26 Porcentaje 18,62% 30,85% 36,70% 13,83% 3. Seleccione la periodicidad con la que solicita los servicios en la empresa FyR Ingenieros Periodicidad Cantidad Porcentaje Mensual 12 10,5% Trimestral 33 28,9% Semestral 48 42,1% Anual 21 18,4% 4. ¿Qué cantidad usualmente solicita por cada uno de los servicios? FABRICACION CANTIDAD TRANSFORMADORES 1 2 3 4 5 6 7 Número de Clientes Número de Clientes Número de Clientes Número de Clientes 17 10 3 2 0 0 3 1-5 5 - 10 MANTENIMIENTO CANTIDAD LOTE TRANSFORMADORES 10 - 15 15 - 20 20 - 25 25 - 30 8 35 - 40 16 40 - 60 7 60 - 80 3 80 - 100 3 100 - 120 7 120 - 140 2 140 - 160 2 4 2 0 1 1 2 25 - 30 30 - 35 8 3 1-5 5 - 10 10 18 REPARACION CANTIDAD 10 - 15 15 - 20 20 - 25 9 4 140 5 30 - 35 Número de Clientes 35 - 40 40 - 60 60 - 80 1 5 2 80 - 100 100 - 120 120 - 140 140 - 160 1 1 2 MANTENIMIENTO EN SITIO CANTIDAD 1 2 3 4 Número de Clientes 9 8 6 3 5. De acuerdo con el servicio y las cantidades usualmente solicitadas. ¿Cuál cree usted que debe ser el tiempo en que el producto sea entregado? FABRICACIÓN Cantidad 1 Transformador Días 5 7 8 10 % Cliente 6% 47% 35% 12% Cantidad 2 Transformadores Días 10 12 15 % Cliente 20% 10% 70% Cantidad 3Transformadores Días 20 25 % Cliente 33% 67% Cantidad 4 Transformadores Días 30 % Cliente 100% Cantidad 7 Transformadores Días 45 50 % Cliente 67% 33% MANTENIMIENTO Cantidad Días % Cliente Cantidad Días % Cliente Cantidad 5 1-5 Transformadores 10 37% 15 63% 5-10 Transformadores 20 25 16% 28% 6% 10-15 Transformadores 141 30 50% Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente 30 35 40 29% 57% 14% 15-25 Transformadores 45 100% 60 29% 75 25-30 Transformador 75 71% 30-40 Transformadores 80 50% 50% 40 - 60 Transformadores 90 100 75% 25% 80-100 Transformadores 100 120 67% 33% 120-140 Transformadores 100 120 33% 67% REPARACIÓN Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días 1-5 Transformadores 10 15 40% 60% 5-10 Transformadores 20 25 30 28% 61% 11% 10-15 Transformadores 35 40 45 33% 44% 22% 15-20 Transformadores 45 60 50% 50% 20-25 Transformadores 60 75 60% 40% 25-30 Transformadores 75 90 142 % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente Cantidad Días % Cliente 37% 63% 30-35 Transformadores 90 100% 35- 40 Transformadores 110 100% 40-60 Transformadores 180 210 60% 40% 80-100 Transformadores 360 100% 120-140 Transformadores 300 360 20% 80% 6. ¿Estaría usted interesado en que la distribución por parte de la empresa FyR Ingenieros incluyera el descargue del producto? Si 106 93% No 8 7% 143 Anexo 14. Tabla 23. Componentes para la fabricación de un transformador de 630 KVA Fuente: Los Autores. – Año 2012 Com p A N N01 N1 B B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12 C C1 C2 C3 Material Cant (Unid) Observaciones Transformador Núcleo Lamina de acero al silicio Prensas Bobinas Platina de cobre electrolítico de 3/8" x 3" x 3 mts Conductor AT Alambre Magneto doble capa AWG No 9 Terminales de cobre tipo ojo de 50A Dog Bone de 1/2" x 5/8" x 9 ft Tiras de lamina SG-200 de 10 cm x 100 cm x 1/4" Corte y mecanizado de peines en lamina SG-200 x 3/8" Lamina TEADIT 1,6mm Ref 1002 Lamina 1500 mm x 1600 mm Papel Nomex 0,08 mm Tipo 410 Papel Nomex maylar nomex 0,25 mm Cinta Breyden Cinta scoth 69 Cinta Filamento fibra de vidrio Conexión Perfiles tipo Z en lamina HR 1/4" x 1500 mm Perfiles tipo U en lamina HR 1/4" x 1500 mm Orejas de izaje pequeña 1 1 4 1 1 1 18 30 1 12 Se toma 1 Unidad = 1250 Kg Se toma 1 Unidad = 175 Kg 1 1 1 1 1 1 1 2 2 8 144 Parte LT 1 TRAFO - 1 A N N A B B B B B B 2 4 1 2 8 8 7 6 8 6 B Se toma 1 Unidad = 1 Kg Se toma 1 Unidad = 19 Kg B B B B B A C C C 8 2 2 2 2 2 3 3 3 3 LT 13 TRAFOS 52 1 8 8 7 78 8 78 8 2 2 2 2 2 3 3 3 C4 C5 C6 C7 C8 C9 C10 C11 C12 C13 C14 C15 C16 C17 C18 C19 C20 C21 C22 C23 C24 C25 C26 C27 C28 C29 C30 C31 4 1 1 1 1 1 2 4 3 11 42 1 4 24 2 2 1 1 0,1 0,5 1 0,5 1 1 1 1 12 1 Ruedas Industriales de 6" Platina HR de 3/8" x 2" x 3 mts Lamina de aluminio de 0,3 mm de 1m x 3,5 m Cable XLPE No 2 Serie 15 kV x 6 m Lamina SG-200 x 1/4" de 1220 mm x 2440 mm Tubo cuadrado UTR de 2" x 3 m Pantalla en lamina UTR de 62 cm x 62 cm x 3/16" Tubo fibrapox diámetro 13 mm x 67 cm Aislador de resina epoxica Ref TM-17500M Varilla roscada 1/2" x 1 metro zincada Tuercas y wasas zincada de 1/2" Arandelas 1/2" Tornillo 1/2" x 1 1/2" + 2a+w+t Bases Tuercas 1/2" en bronce Tornillo acero inoxidable M-12 de 2" +a+w+t Mordaza Puesta a tierra Varilla lisa en acero coll roll rectificada x 28 cm Buje Renania roja galones Pintura anticorrosivo Galones Renania de dos componente A y B Galon de renania transparente Ref 1256 Spaguett AWD # 6 X 5 M Portaplaca Placa Pliego lija 120 Soldadura barra Segueta 145 Se toma 1 Unidad=0,5 Kg C C C C C C C C C C C C C C C C C C C C C C C C C C C C 3 8 8 2 8 6 6 6 4 3 3 3 3 3 3 3 3 3 4 4 4 4 6 4 4 4 4 4 3 8 8 2 8 6 6 6 4 3 3 3 3 3 3 3 3 3 4 4 4 4 6 4 4 4 4 4 Anexo 15. Diagrama 8. Árbol de Niveles de la unidad de negocio de fabricación. Fuente: Los Autores – Año 2012 146 Anexo 16. Diagrama 9. Árbol de Niveles. Parte 1: Componentes Transformador, Núcleo y Bobinas con sus respectivos materiales. Fuente: Los Autores – Año 2012 147 Anexo 17. Diagrama 10. Árbol de Niveles. Parte 2: Componentes Conexión (C1-C17) Fuente: Los Autores – Año 2012 148 Anexo 18. Diagrama 11. Árbol de Niveles. Parte 3: Componentes Conexión (C18-C31) Fuente: Los Autores – Año 2012 149 Anexo 19. Tabla 24. Bill of Materials (BOM) unidad de negocio de fabricación Fuente: Los autores – Año 2012 ITEM: Transformador Parte No. 101 201 202 102 203 204 205 206 207 208 209 210 211 212 213 214 103 215 216 217 218 219 LISTA DE MATERIALES NIVEL: Descripción Núcleo Lamina de acero al silicio Prensas Bobinas Platina de cobre electrolítico de 3/8" x 3" x 3 mts Conductor AT Alambre Magneto doble capa AWG No 9 Terminales de cobre tipo ojo de 50A Dog Bone de 1/2" x 5/8" x 9 ft Tiras de lamina SG-200 de 10 cm x 100 cm x 1/4" Corte y mecanizado de peines en lamina SG-200 x 3/8" Lámina TEADIT 1,6mm Ref 1002 Lamina 1500 mm x 1600 mm Papel Nomex 0,08 mm Tipo 410 Papel Nomex maylar nomex 0,25 mm Cinta Breyden Cinta scoth 69 Cinta Filamento fibra de vidrio Conexión Perfiles tipo Z en lamina HR 1/4" x 1500 mm Perfiles tipo U en lamina HR 1/4" x 1500 mm Orejas de izaje pequeña Ruedas Industriales de 6" Platina HR de 3/8" x 2" x 3 mts 150 No 1 1 4 1 1 1 18 30 1 12 1 1 1 1 1 1 1 2 2 8 4 1 0 Nivel 1 3 2 1 2 2 2 2 2 2 2 2 2 2 2 2 1 2 2 2 2 2 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 Lamina de aluminio de 0,3 mm de 1m x 3,5 m Cable XLPE No 2 Serie 15 kV x 6 m Lamina SG-200 x 1/4" de 1220 mm x 2440 mm Tubo cuadrado UTR de 2" x 3 m Pantalla en lamina UTR de 62 cm x 62 cm x 3/16" Tubo fibrapox diámetro 13 mm x 67 cm Aislador de resina epoxica Ref TM-17500M Varilla roscada 1/2" x 1 metro zincada Tuercas y wasas zincada de 1/2" Arandelas 1/2" Tornillo 1/2" x 1 1/2" + 2a+w+t Bases Tornillo acero inoxidable M-12 de 2" +a+w+t Puesta a tierra Mordaza Puesta a tierra Varilla lisa en acero coll roll rectificada x 28 cm Buje Renania roja galones Pintura anticorrosivo Galones Renania de dos componente A y B Galon de renania transparente Ref 1256 Spaguett AWD # 6 X 5 M Portaplaca Placa Pliego lija 120 Soldadura barra Segueta 151 1 1 1 1 2 4 3 11 42 1 4 2 2 1 1 0,1 0,5 1 0,5 1 1 1 1 12 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 Anexo 20. Tabla 26. Componentes para el mantenimiento y reparación de un transformador de 630 KVA Fuente: Los Autores. – Año 2012 Comp A B B1 B3 B5 B7 B10 B12 C C1 C3 C4 C5 C6 C8 C11 C12 C14 C15 C16 C17 C18 Cant (Unid) Material Transformador Reparación Bobinas Platina de cobre electrolítico de 3/8" x 3" x 3 mts Terminales de cobre tipo ojo de 50A Tiras de lamina SG-200 de 10 cm x 100 cm x 1/4" Lamina TEADIT 1,6mm Ref 1002 Lamina 1500 mm x 1600 mm Cinta Breyden Cinta Filamento fibra de vidrio Conexión Perfiles tipo Z en lamina HR 1/4" x 1500 mm Orejas de izaje pequeña Ruedas Industriales de 6" Platina HR de 3/8" x 2" x 3 mts Lamina de aluminio de 0,3 mm de 1m x 3,5 m Lamina SG-200 x 1/4" de 1220 mm x 2440 mm Tubo fibrapox diametro 13 mm x 67 cm Aislador de resina epoxica Ref TM-17500M Tuercas y wasas zincada de 1/2" Arandelas 1/2" Tornillo 1/2" x 1 1/2" + 2a+w+t Bases Tuercas 1/2" en bronce Tornillo acero inoxidable M-12 de 2" +a+w+t 152 1 1 18 1 1 1 1 1 2 8 4 1 1 1 4 3 42 1 4 24 2 Observaciones Se toma 1 Unidad=0,5 Kg Parte LEAD TIME A B B B B B B A C C C C C C C C C C C C C 1 2 8 7 8 8 2 2 3 3 3 3 8 8 8 6 4 3 3 3 3 3 C19 C21 C22 C23 C27 C28 C29 2 1 0,1 0,5 1 1 1 Mordaza Puesta a tierra Buje Renania roja galones Pintura anticorrosivo Galones Portaplaca Placa Pliego lija 120 153 C C C C C C C 3 3 4 4 4 4 4 Anexo 21. Diagrama 12. Árbol de Niveles de la unidad de negocio de mantenimiento y reparación. Fuente: Los Autores – Año 2012 A01 Nivel 0 Nivel 1 Nivel 2 B(2) C(1) B1(1) B3(18) B5(1) B7(1) B10(1) B12(1) C1(2) C3(8) C4(4) C5(1) C6(1) C8(1) C11(4) C12(3) C14(42) C15(1) C16(4) C17(24) C18(2) C19(2) C21(1) C22(0,1) C23(0,5) C27(1) C28(1) C29(1) LT=8 Días LT=7 Días LT=8 Días LT=8 Días LT=3 LT=3 LT=3 LT=8 LT=8 LT=8 Días Días Días Días Días Días LT=3 Días LT=3 Días LT=3 Días LT=4 Días LT=2 Días LT=2 Días LT=6 Días 154 LT=4 Días LT=3 Días LT=3 Días LT=3 Días LT=3 Días LT=4 Días LT=4 Días LT=4 Días LT=4 Días Anexo 22. Tabla 27. Bill of Materials Unidad de negocio de mantenimiento y reparación Fuente: Los autores – Año 2012 ITEM: Transformador Parte No. 102 203 205 207 209 212 214 103 215 217 218 219 220 222 225 226 228 229 230 231 232 LISTA DE MATERIALES NIVEL: Descripción Bobinas Platina de cobre electrolítico de 3/8" x 3" x 3 mts Terminales de cobre tipo ojo de 50A Tiras de lamina SG-200 de 10 cm x 100 cm x 1/4" Lamina TEADIT 1,6mm Ref 1002 Lamina 1500 mm x 1600 mm Cinta Breyden Cinta Filamento fibra de vidrio Conexión Perfiles tipo Z en lamina HR 1/4" x 1500 mm Orejas de izaje pequeña Ruedas Industriales de 6" Platina HR de 3/8" x 2" x 3 mts Lamina de aluminio de 0,3 mm de 1m x 3,5 m Lamina SG-200 x 1/4" de 1220 mm x 2440 mm Tubo fibrapox diámetro 13 mm x 67 cm Aislador de resina epoxica Ref TM-17500M Tuercas y wasas zincada de 1/2" Arandelas 1/2" Tornillo 1/2" x 1 1/2" + 2a+w+t Bases Tornillo acero inoxidable M-12 de 2" +a+w+t Puesta a tierra Mordaza Puesta a tierra 155 No 1 1 18 1 1 1 1 1 2 8 4 1 1 1 4 3 42 1 4 2 2 0 Nivel 1 2 2 2 2 2 2 1 2 2 2 2 2 2 2 2 2 2 2 2 2 234 235 236 240 241 242 Buje Renania roja galones Pintura anticorrosivo Galones Portaplaca Placa Pliego lija 120 1 0,1 0,5 1 1 1 156 2 2 2 2 2 2 Anexo 23. Tabla MRP (Material Requirement Planning) de la unidad de negocio de fabricación. Fuente: Los autores – Año 2012. COMPONENTE A Nivel 0 N Nivel 1 N1 Nivel 2 N01 Nivel 3 B Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Mes -2 Mes -1 13 … 4 17 18 19 20 21 Mes 0 22 23 24 25 26 27 28 29 30 13 13 13 13 13 13 52 52 52 13 13 13 13 157 Nivel 1 B1 Nivel 2 B2 Nivel 2 B3 Nivel 2 B4 Nivel 2 B5 Nivel 2 Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes 13 13 13 13 13 13 13 13 234 234 234 390 390 390 13 13 13 158 B6 Nivel 2 B7 Nivel 2 B8 Nivel 2 B9 Nivel 2 B10 Nivel 2 B11 Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario 156 156 156 13 13 13 13 13 13 13 13 13 13 13 13 13 159 Nivel 2 B12 Nivel 2 C Nivel 1 C1 Nivel 2 C2 Nivel 2 C3 Nivel 2 C4 Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos 13 13 13 13 13 13 13 13 26 26 26 26 26 26 104 104 104 52 160 Nivel 2 C5 Nivel 2 C6 Nivel 2 C7 Nivel 2 C8 Nivel 2 C9 Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos 52 52 13 13 13 13 13 13 13 13 13 13 13 13 13 13 161 Nivel 2 C10 Nivel 2 C11 Nivel 2 C12 Nivel 2 C13 Nivel 2 C14 Nivel 2 C15 Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados 13 26 26 26 52 52 52 39 39 39 143 143 143 546 546 546 13 162 Nivel 2 C16 Nivel 2 C17 Nivel 2 C18 Nivel 2 C19 Nivel 2 C20 Nivel 2 Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes 13 13 52 52 52 312 312 312 26 26 26 26 26 26 13 13 13 163 C21 Nivel 2 C22 Nivel 2 C23 Nivel 2 C24 Nivel 2 C25 Nivel 2 C26 Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario 13 13 13 13 13 6,5 6,5 6,5 13 13 13 6,5 6,5 6,5 13 164 Nivel 2 C27 Nivel 2 C28 Nivel 2 C29 Nivel 2 C30 Nivel 2 C31 Nivel 2 Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes 13 13 13 13 13 13 13 13 13 13 13 156 156 156 13 13 13 165 El resultado del MRP arroja las cantidades (cuadros sombreados en color morado) y los momentos (cuadros sombreados en color rosado) en los que se debería hacerse pedido de materia prima. Anexo 24. Tabla MRP (Material Requirement Planning) de la unidad de negocio de mantenimiento y reparación. Fuente: Los autores – Año 2012. COMPONENTE A01 Nivel 0 B Nivel 1 B1 Nivel 2 B3 Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Mes 0 17 18 19 20 21 22 23 24 25 26 27 28 29 30 186 186 186 186 186 186 186 186 186 3348 166 Nivel 2 B5 Nivel 2 B7 Nivel 2 B10 Nivel 2 B12 Nivel 2 C Nivel 1 C1 Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos 3348 3348 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 372 167 Nivel 2 C3 Nivel 2 C4 Nivel 2 C5 Nivel 2 C6 Nivel 2 C8 Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos 372 372 1488 1488 1488 744 744 744 186 186 186 186 186 186 186 186 168 Nivel 2 C11 Nivel 2 C12 Nivel 2 C14 Nivel 2 C15 Nivel 2 C16 Nivel 2 C17 Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados 186 744 744 744 558 558 558 7812 7812 7812 186 186 186 744 744 744 4464 169 Nivel 2 C18 Nivel 2 C19 Nivel 2 C21 Nivel 2 C22 Nivel 2 C23 Nivel 2 Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes 4464 4464 372 372 372 372 372 372 186 186 186 186 186 186 93 93 93 170 C27 Nivel 2 C28 Nivel 2 C29 Nivel 2 Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes Requerimientos Brutos Requerimientos Programados Inventario Requerimientos Netos Relación de Ordenes 186 186 186 186 186 186 186 186 186 El resultado del MRP arroja las cantidades (cuadros sombreados en color azul) y los momentos (cuadros sombreados en color naranja) en los que se debería hacerse pedido de materia prima. 171 Anexo 25. Cotización Capacitación consultor independiente. 172 Anexo 26. Cotización Computador 173 Anexo 27. Cotización Estantes. 174 Anexo 28. Cotización Subcontratación Distribución 175 176 Anexo 29. Carta aprobación pagos a Ingeniero de Logística, Ingeniero Material Requirement Planning Técnico de sistemas en el mejor escenario. 177 Anexo 30. Carta aprobación pagos a Ingeniero de Logística, Ingeniero Material Requirement Planning Técnico de sistemas en el peor escenario. 178 Anexo 31. Carta de la empresa FyR Ingenieros Ltda. Donde afirma el valor que la empresa paga por los seguros de los camiones, el precio al cual compraron dichos camiones y el combustible que consumen. 179

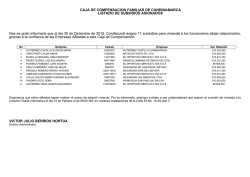
© Copyright 2026