
estudio economico de la planta de recuperacion de azufre dl los
ESCUEl
S U P E R IO R D E IN G E N IE R IA Q U I M I C A E IN D U S T R IA S E X T R A C T IV A S I . P . Di.
ESTUDIO ECONOMICO DE LA PLANTA DE RECUPERACION DE AZUFRE
DL LOS GASES AMARGOS PRODUCIDOS EN LA PLANTA DE DESIN
TEGRACION CATALITICA, EN LA REFINERIA MADERO
T
E
S
I
S
Q U E P A R A O B T E N E R EL T I T U L O
DE
INGENIERO QUIMICO INDUSTRIAL
PRESENTA
C O N STA N TIN O FER N A N D EZ R .
M E X IC O
D. F.
19 6 2
INSTITUTO POLITECNICO NACIONAL.
E s c u e la S u p t r i o r o t I n c .f n i c r i a Q u í m i c a c I n d u s t r i a s E x t r a c t i v a s
U N ID A D DL 'A C A PENCO \ ° 3
T E IS 17- 61-85 Y 17-O Í 89
M fxko h n f t
a 18 de octubre de
PDUCA CION PU BLICA
1)HISIfNÍ.IA
No DfcOM
OO
¡ x! *l>i*ví >
1962«
SECRETARIA
637
P A S A N T B Sí
A S U N T O : S e le c o m u n i c a t e m a d e
tesis*
AL C. CONSTANTINO FERNANDEZ R .,
Av, E scuela In d u s tria l 183,
MEXICO llf , D.F.
Tengo e l agrado de dirigirm e a u sted , para manifes
ta rle que e l señor In g. Jesiis Tavera Barquín, P rofesor de esta Es
cu e la , ha propuesto a la D irección de l a misma e l tema que haorá usted de d e s a r r o lla r como prueba e s c r it a en su t e s is p r o fe s io n a l e l cu a l me permito tr a n s c r ib ir le s
"USTODIO OCONO-'ICO OH LA PLAI7TA j-¡ UCTTf A .CIU1 J j
AZV7Z2 D3 LOS GÍJ23 A AROuj rtOJOCIOC3 *K LA PL > TA DE T)¿SINTjGRACT01 CATALITICA SF LA R37IN"HIA i'4
DERO"
I .In trod u cción ,
I I . - G eneralidades.
I I I . - D escrip ción d e l proceso.
I V .- Balance de m a teriales.
V .Balance termodinámico de la c a ld e ra .
V I . - Estudio Económico.
V I I . - C on clusion es,
V I I I .- B ib li o g r a f ía .
c.1Z
-Z'
UO O
5h 3
En su oportunidad deberá usted presentar en la Se—•
c r e t a r la de l a Escuela a l borrador da su t e s is en SISTB, TANTOS con
o b je to de que lo s maestros designados como S in od a les, l o revisen
y en caso a p ro b a tq y ícF p ^ ia usted proceder a su im presión.
Con cariño y agradecimiento
a mis padres
A mi Escuela y Maestros
Al Ing. Vicente Mercado F.
Con gratitud y respeto
CONT E N I DO
Capítulo
I
11
Generalidades
Capítulo
III
Descripoiár del proceso.-
Capítulo
IV
Capítulo
Introducáión•-
Balance de materiales.
Capítulo
V
Balance terttodlniÍBieo en la caldera,
Capítulo
VI
Estudio Econ<5mico
Capítulo
vn
Conclusiones.-
Capítulo
VIII
B ibliografía.-
C A P I T U L O
I.-
I HTRODUCCI ON
La planta de recuperac ión de azufre de la R efinería Madero, ee In sta lé principalmente por razones de higiene y seguridad in d u stria l,
ya que en e l l a se recupera e l azufre por sedio de la oxidación del
H2 S
que contienen lae corrientes de gas provenientes de la Regeneradora de Bietenol amina
de la Planta G irbotol, estas corrientes de gas tienen -
una concentración de HgS que varía de 55 a 80$ en volunten. Conocidas la s
propiedades altamente tóxioaa d el HgS se considera muy peligroso H adar
lo s gases que lo contienen a lo s quemadores de campo, pues ana f a l l a cil
io s p ilo tos de loe quemadores puede ser de ca ta stró fica s consecuencias ;
independientemente de que la cotabustión del HgS
produce SOg
que es un-
gas picante que produce molestias en la s vías r esp ira to ria s.
Ea e ste trabajo se considerar* la planta independiente de su ya ju stifica d a función de seguridad y ae bar¿ un a n á lis is de loe diferen
tes factores que intervienen en e l aspecto económico de la misma y de —
esta nanere determinar las condiciones necesarias para que la planta sea
eficien te desde e l punto de v is ta económico, para este f i n se analizarán
la s variables determinantes de
- 1 -
1»
planta en operación.
C A P I T U L O
II.-
En e l sistema de re fin e ría s de Peaex, se etienta nctualaeate con tr e s plantas de recuperación de azufre que se encuentran locallaadas
en lo s siguientes lugares»
Planta de azufre de la R efin ería de Paga Rica de Hidalgo. Ver.
Seta planta opera desde 1951 y recupera e l azufre de la s eo rrie n te s de gases procedentes de lo s diferen tes casipos de la región y que tienen una concentración de Z.S% de HgS; e sto s gases se hacen pasar
inlotaimante por la s plantas de absorción y pesterieroent* por la p la sta
G irbotol para su tratarien to con dietano-amlna. Del regenerador de e ste
¿Ltlrno tratamiento se «andan lo s gases ¿cidos a la planta de recupera eión de azu fre, donde se procesan aproxlaadanente
200 000 000
p ie 8 ^ dia
r ío s de gas con una concentración de 15 a 17 % de HgS, esta planta t i e
ne una capacidad de producción de 120 Ton/ día de a z u fr e .-
Planta AX de la Refinería 18 de Marzo de ¿tic a p o tza lo o . D. F . y Planta
MX de la Refinería de Cd» Madero. Taaps. -
Estas dos ¿ltim as plantas —
■en Idénticas y están basadas en una ■edificación d el proceso Ciaos, —
cuya fin alidad es la recuperación d e l azufre a p a rtir de lo s gases oemb u stib les que contienen HgS y que generalaente provienen de la s plantas
de desintegración c a t a lí t i c a .-
La carga para esta s plantas provienen de la planta G irb otol- 2 -
que contiene gran cantidad de HgS
y COg, puás estos gases son los que-
se absorben en la s soluciones de amina de acuerdo a la s siguientes reac
ciones!
2 R NHj,
2
38°C.
HpS¿zr. : - : £ j R NH, )gS
^
120°C.
3
4
so°c. /
2 R NHg + COg •+ H.,0 ^
*►( RKH^ JgCO^
150ÓC,
Las dos reacciones en su desplazamiento hacia la derecha t ie
nen lugar en la torre absorbedora y se efectúa a una temperatura máxima
de 50°C.
Las reacciones hacia la izquierda o de reactivación tienen lu
gar en la torre reactivadora a una temperatura de 150°C. Por la parte —
superior de la to rre, salen lo s gases ácidos ricos en HgS
y CO,, y por -
la parte in ferio r sale la dietanolamina regenerada como se muestra en —
e l siguiente diagrama:
Actualmente en la R efinería Madero, por e l tratamiento G irbotol
se procesan además de los productos amargos de la Planta F .C .C , (Crack—
ing C ata lítico Fluido ) lo s gases producidos en la s plantas de d e stila ción primaria y de tratamiento Perco, además de lo s gases procedentes de lo s campos de Altamira, proyectándose e l aprovechamiento t o t a l de d i
chos gases.
Las características de la carga a la planta recuperadora de azufre son la s siguientes»
HgS
%
en Volumen»
65
COg % en Voluawn s
Hidrocarburos n
t
34
1
- 3 -
La temperatura de e sta carga varía de 25 a 35
dad «s de 1.5 2 6 g r / l t .
sión de
0 ,7 0
E l f l u j o promedio as de 875 K ^/hr. eon una pre
a 0 .8 0 k g / 011^ . -
Como la reacción de oxidación d el HgS
menteexotérmica, y es necesario mantener una
la salida
vapor
C. j bu densi
de la caldera, e l calor sobrante
de 1J Rgs/cxP
el « a l
«5
es una reacoión a lt a -
temperatura de 427° C . a
-
se aprovecha pera producir —
emplea para la s necesidades de la p la n ta .
E l azufre obtenido es de aejor calidad que e l azufre b ri ll a n te
de la costa del g o lfo y tiene la s siguientes c a ra cterística s:
Temp. de inflamación en °C
..................
............. ..
Temp. de fusión en °C
Temp. de ebu llició n en °C
..................
Peao esp ecífico gr./car*
.................
250.0
114.5
444.6
2.03 a
2 .0 6
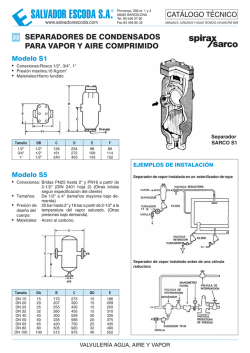
Prácticamente en l a operación de la planta se ha v is t o que « 1
O
azufre aujrenta su viscosidad a los 160 0.A
a•
ccrtlnuación se adjuntan gráficas de algucas propiedades d el
(CENT I POt SE S)
VtSCOSlDAD
120
130
140
150
160
T E M PE R A T U R A
N. _________________
E . S . I . a . I ■E .
V I S C O SI D A D
DEL
AZUFRE
LIQUIDO.
________ I . P.
TFSIS
CONSTANTINO
PROFESIONAL
FERNANDEZ
RODRIGUEZ,
rsma
3 20
f3
4C4
3S '0 d )
ti
íO
IS
I f
___________I P N_________
C.
S. I . Q . I .E
V IS C O S I DA D
AZUFRE
T ESI S
DEL
l IQUI D O .
Pk O F E S I O N ^ L
CONSTANTINO
rEPNÍNBEZ
RODÜ
.UEZ
C A P I T UL O
D B S C R I P C I O N
I I I .DEL
PROCESO
Cobo se ví6 en e l capítu lo a n terior, la Planta recuperadora de azu
fr e recibe carga de la Planta G lrbotol que está s itia d a en e l área de l a Planta de desintegración c a t a lí t i c a . E l gas entra a la planta recupe
radora por una linea de
6
pulg. pasando a l separador D-4 por la parte>
superior en donde se tien e dos válvulas de co n trol de presión PCV-1 y —
PCV-2 que constituyen la s partes principales d e l equipo de seguridad, pues actúan en caso de f a l l a en forma combinada desviando la oorrieote de gas ácido hacia e l quemador abriendo la PCV- 1 y cerrando la PCV-2.-
Este sistema actué en caso de las siguientes f a l l a s ¡
1 . - Cuando e l f lu jo de a ire de combustión baje de 5Oí d e l normal
.-
2 . - A l bajar la presión de lo s gases ácidos que entran a la calde ra a
0 .0 7
Kg/c»^ . -
3 . - Al bejar la temperatura en e l hogar de la caldera a l 538° C . 4 . - Al bajar la preei&i de aire de instrumentos a 3 Kg/cm
5 . - A l fa l l a r la flama d e l quemador de l a ca ld era .-
(r. - Por bajo n iv el en la c a ld e r a .Por cualquiera de la s causas anteriores la caldera deja de traba ja r de la s siguientes maneras:
- 6-
1 . - Se cierra e l f l u j o de aire de combustión.2 . - Se cierra e l flu jo de gases ácidos y se desvían a l quema
dor . 3 . - Se apaga e l p ilo to de gas combustible. 4 . - Se para e l soplador de aire C - l . -
E1 gas ácido entra a la caldera recuperadora de calor F - l don
de se mezcla con e l aire para combustión proveniente d el soplador C - l ,
regulando su flu jo por medio de un co n trol de proporción que mantiene tana iraJLaei©n 3e ]US a “2»© partes 4e aire per una de gas ácido» -
En la caldera F - l tiene lugar la combustión d e l gas ácido en presencia del a ir e , efectuándose la siguiente rea cció n ,-
2 HgS
f
1 .5 Og
rHgO
f
SOg
En este paso se quema aproximadamente una tercera parte d el BgS
hasta
por lo que l a sa lid a de l a caldera F - l se tiene xma r e -
IseiSn de HgS
a SO^ de dos a Tino. Es de hacerse notar que aonqae % o S -
ricamente no se considera la producción de azufre en este primer paso,
parácticamente ocurre una pequeña producción de azufre debida a la rea£
ción
d e l HgS con e l SC¿, de acuerdo a la siguiente reaeciónr
2 HgS
f
SOg -------- ^ 3 S
f
2 HgO
E l efluente de la caldereta F - l está compuesto principalmente
por SOg,HgS
y
azufre en forma de vapor a 427°C»“
Unaproporción de lo s gases que
- 6 -
salen de la caldera entra a l
fo n d o d e l primer condensador V - l , que es una torre empacada con a n illo s
11 Rashing"}
donde se enfrían y condensan lo s vapores de azufre elemental
producido por medio de una corriente circulante de azufre llamada r e flu jo y que se mantiene a una temperatura
o
de 132
dores E - l y E -l
en p a ralelo , circulando por lo s -
a
lo s cuales se operan
C. mediante los en fria ---
tubos de la calandria e l azufre, y pore l cuerpo del enfriador agua de enfriamiento la cual entra a 72° C. y sale a
88 °
ratura del azufre en los enfriadores E - l y E -l A
C.
La caída de tempe -
es de 1 1°C ,-
La cantidad de gases que salen de la caldera y que no pasan
por e l condensador V -l
ra TBC-1
- -
se regulan por medio de un control de temperatu -
que actúa por la temperatura de la corriente combinada
que pasa por e l condensador
tura se controla a 232° C.
1
( l o
y lo que pasa directamente); esta tempere
Es de v it a l importancia asegurarse que la tem
mpertaure de esta corriente combinada no exceda de 232° C; en caso de pe
lig r o ex iste un sistema de espreas que inyecta agua a la linea de entra da d*>l convertidor, estas espreas tienen capacidad de enfriamiento para e l f l u j o de gases de 56° C ,-
Los gases que salen por la parte superior d el condensador V - l y lo s que se desvían, entran a l convertidor c a ta lít ic o V -2 , que u t iliz a como catalizador
lumen de
de
30
230
* Porocel " ,
pies 3 ,
de cuatro por ocho mallas y tiene un vo -
para este efecto se tiene una cama de catalizador
pulg. de altura, soportada en una r e j i l l a de acero a l crom o-niquel.-
La corriente combinada de gases con poco
- 7 -
azufre
elemental - -
entra a l convertidor c a t a lít ic o a la s condiciones de temperatura antea
diohas y a üna presién de 28 pulg» de HgO f efectuándose la siguiente reacción catalisadai
2 HgS
f
SO,
*3 S
f
2 HgO
En este paso se logra l a reacción d e l HgS, hasta c a s i
bu
to -
ta lid a d . Loe gases que salen d e l convertidor mantienen una d ife r e n c ia lde te apera tura p o sitiva con respecto a la temperatura, de entrada que s e - a * proporcional a la e fic ie n c ia de l a con versián.-
En e l diseño se Barca una temperatura a la sa lid a d el conver
tid o r d« 399° C. can lo que se tiene una d iferen cia l de temperatura dé
l o ? 0 C ., pero por l o general en la s condicione* rea le s de operaci&i
de
la planta se tie n e una d ife r e n c ia l Menor, debido a que se trabaja a ana
capacidad in fe r io r a la que se considera en e l d ise ñ o .-
E l eflu en te de gases y vaporea procedente d el convertidor en
tra a l condensador
7 -3 por la parte in ferio r condans&dose todo e l asa
fr e e l»se n ta l por medio d e l r e flu jo que tien e la s miaaaa condiciones que
e l r e flu jo usado en e l condensador 7 - 1 ; en la s lin eas de entrada de re
f l u j o a lo s condensadores
V - l y V-3 se tienen la s válvulas de co n tro l-
manuales HCV - 1 y HCV-2, con la s cuales se controla respectivamente e l
r e flu jo a cada uno de lo s condensad©res,-
Por la parte in fe r io r de lo s condensadores V - l y V-3 sa le e l
azufre elemental condenaado a una temperatura de 143° C ., la cu al se
- 8 -
—
mantiene con un serpentín de vapor que conduce vapor da 3 .5 kg/oa^»-
De las fo sa s de almacenamiento succionan e l azufra líquido —
la s bombas P - l o su relevo de turbina de vapor P-1A, para candarlo conor e flu jo a l sistema ya antes explicado. Se dispone también que las beabas
P-2 y P-2A ambas elé c tr ic a s que se usan para circu la r «1 azufre a l s i t i o
a donde se almacena só lid o o a llenadoras de carros tan qu e.'
Los gases que
salen por la
se pasan por un sistema de
HgS
parte superior
d e l condensador V-3
«1
oxidación c a t a lít ic a con objeto de oxidar
que no baya reaccionado.-
E l sistema de oxidación consta de un soplador de a ire C-3 que
manda e l aire a l precalentador ? - 3 en e l cual se c a lie n ta a 6Z0° C. aproad
usadamente por contacto directo coa e l producto de la combustión del gascombuatible que es quemado en e l precálentodor
de a i r e .
Este ai r » ,
—
S*
más lo s gases de combustión se aezclan con lo s gases que salen del c<j» den3 ador V -3 ,
para dar una corriente de alimentación a l oxidador calía -
V
l í t i o o a 426° C . -
E l oxidador c a ta lít ic o usa como catalizador * P oro cel", en
donde se efectúa la oxidación d el HgS
a SOg
—-
segán la siguiente reac ® ”
ciónj
p
HgS
f
1 .5
Qj
rSOg
f
HgO
E l incremento de la d iferen cial de temperatura en e l oxidador
c a ta lític o indica que e l HgS
no reacciona en e l sistema de recupera —
c i ó n ,- Esto se origina generalícente por una mala proporción entre e l aire
y e l HgS
en caldera F - l , o bien , por Inactividad del catalizador en e l -
convertidor debida principalmente a l desgaste de carácter mecánico y no por agotamiento d el ca ta liza d o r .-
La corriente de gases que salen d e l oxidador pasa a l a chimenea --------Q-2 que descarga a la atmósfera. La composición de lo s gases en la chime nea es cono s ig u e .-
S02
* Vol,
COg
%
HjO
18 .2 %
»
N2
%
«
°2
%
II
M
Este a n á lis is es a la sa lid a d el oxidador y en condiciones n o n » le s de operaci&wLa planta de recuperación de azufre consta d e l sigu iente equi po que no se mencionó anterl*r*ente en la descripción d e l p rooeso.Un tanque para almacenamiento de agua, D- 3 que contiene con
-
-
densado para usarse en loe enfriadores E - l y E-1A, con capacidad para -
6
o ln . de tr a b a jo .- Este condensado Be otroala mediante la bonba P-3 a -
loe enfriadores del azufre preenfrláhdose antes en e l enfriador de aguaE -2 , e l cual tiene una válvula de control de temperatura de tr e s r ía s —
1 R C - 2 que mantiene e l agua a ~[Z° C .-
SI enfriador B - 2 u t iliz a
enfriante agua que entra a 32° C. y sa le a 49°C.-
- 10 -
cobo
asdio
S e d ia p o n e adanes de un alaterna d « a lim e n ta c ió n de agu». pora
l a caldera F - l que consta d el siguiente equipoj
Bembas de aliaentaelón P -4 y P-4A, que entras «a operación —
automáticamente a f a l l a de la t it u la r mediante toa s i s te na de T Í lm la s de control de presión .-
Como m edio de c a le n ta m ie n to ta m b ién ae ha d ia p u e s to p o r to d a *
la s lin eas en que a ireó la azufre una chaqueta de vapor de 3 .5 X g / o a 2
- 11 -
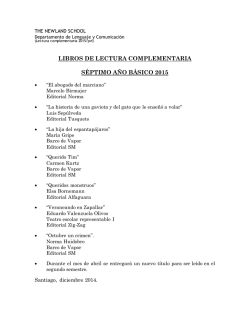
C O N C E V S AD O R
E
5 . 1 . 0
DIAGRAMA
T E S IS
P R O F E S IO N A L .
I .
E .
DE F L U J O .
OCTUBR E
1V62.
C A P I ,
BALANCE
IÍLD
DE
I V .-
M A T E R I A L E S . -
Pasa efectuar e l balance d« sssterlaleo se t o w t en cuenta la s
-
siguientes co n sid e ra d o » ai
la .-
S I balance de materia,l e a en l a planta recuperadora de aaufre
tiene por objeto determinar l a producción r e a l de l a laisssa.-
¿ a .-
Loe resoltados
que se obtengan tendrán ees® base ftedamen -
t a l lo s «u á lla ia qttímiooK ®factuados en lo s d iferen tes pantos importan
tes de la planta
3a l -
E l asufre dorante e l proceso de cSLoulo se considera como a so-
fr e ¿ Umtao, pero en l a evaluación f i n a l d* la producción se toma como -
Sj
de l a forma
en raain a que su estructura £toadea molecular raria -
con la temperatura de la siguiente manera:
VAPOR
Temp.
DE
A Z U F R E .
Molloula
°C
232 a 430
430 a 524
624 a 650
1
650 a 1800
S.
800 a
S
2
- 12 -
CARGA
DORA
A
LA
DE
PLANTA
R E C U P E R A
AZ UFRE. -
Para efectos del estudio económico, ge toma para e l balance de mate
r ia le s un a n á lisis promedio d e l gas ácido de carga a la planta de roen peración de azufre, que es e l siguientes
% en Volumen.
HgS:
..........................................
COgt
62.3
3 2 .5
Hidrocarburos:
1 .0
HgO:•«•••»«••**»•• (Vapor) . . . .
4 .2
100.0
La humedad relativa d el gas ®s de 100$ a 3 1 ° C. y la carga promedio
d el gas ácido a la planta es de
878
üP /
De acuerdo con lo e datos anteriores
hr - 32 000 pie^ /h r .
se
hará e l balance de r a te r ia le s
en Ib-m ol/hr. para cada uno de lo s pasos del proceso y de acuerdo a l dia
grama de flu jo No, I . -
Balance de materiales en la caldera recuperadora de calor
Carga de gas ácido
T32 000 pie^ / h r .
H S en la carga
r 6 2 .3 0 %
F - l •-
Alimentación de H S :3 2 000 x 0.623
;2 0
150 pie^ /h r .
E l volumen de 1 Ib -m o l/ a las condiciones de 1 atu, y 1 5 .6 ° C . es de acuerdo a la ecuación de la s gases perfectos e l sigu iente:
- 13 -
V
-
nR T
p
Volumen de
1
Ib-mol T V .
No. de I b -s o l , n
= 1.
Constante de lo s gases? p erfe cto s,
Temperatura,
P resión, P
R - 10*71 pi ®3 l b / l b - s o l
T Z 60° F .
'Tt
s 520° R.
z 1 4 .7 lb /p u lg ® .
Sustituyendo valores»
V
r
1 0 .7 % 520 x 1
1 4 .7
lb -m o l/h r . de % S
_
3 7 3 .5 pi*3 /lb -m o l.
^ ^ 5
=
---------
r
5 3 ,2
Allnentaciéh d.- COg
CQg en l a mxga, “
3 2 .5 0 %
H S j S K I K S a de COg -
l b -a o l /h r . da COo
32 000 x 0*385
=
J.0 640 pie 3 / h r .
“
10 540
3 7 8 .5
r 27*8
A llaen taoifo de hidrocarburos
HIdrocarburos en l a carga =
1 .0 0 %
álissentaeián de hürocrburoa =
Z
lb ~ a o l/h r . de hidrocarburos
-
32
000
x
0 .0 1
320 p l«” / h r .
320
_ o .85
378 .5
La allmentac láa de hidrocarburos puede considerarse despre
cia b le para e fecto d e l balance de calor y fo rjació n d e l COg.
- 14 -
Humedad en la alimentación. La presión de vaporde agua en e l
C . saturado-
(0.652 Ib/pu lg 2 )
de humedad es de 33«7 *“>>• deHg.
Xb-m ol/hr. de agtia
gas ácido a 31
„
'
0.652 x 32 000
1 0 .7 x 520
"
3
gs
Alimentación de aire para la coicbugtlón. La relación gas acido
es
— a ire qae se recomienda en e l diseño -
de1 .5 a 2 .0 partes de aire por 1 .0 de gas a c id o .-
La relaaion prác
tic a en la operación de la planta es de 1 .7 5 , por lo que e l volumen de? aire alimentado será:
Alimentación de aire
- 32 000 x 1 .7 5
Z 56 000 pie 3 /h r .
La composición d e l aire en volumen es de 76*00 % d« Hg y £ 0 .7 ?
de
CV>, por lo que
lo s volúmenes de Ng y Og alimentados a la caldera son;
56 000 x O.7 6
Alimentación de Ng z
42 500 pie 3 / h r .
I
lb -m o l/h r. de N9
"
2
42 500
378.5
_
1 1 3 .0
E1 Ng como gas Inerte, no reacciona en e l proceso de recupersc ió n .Allmentacion de Og I
-
lb -m o l/h r. de Og
56 000 x 0.207
11 200.5 pie 3 /h r .
- ■
- 15 -
2 9 .6
Humedad d el aire
5 80 %
0 .8 x 0.6 5 2 x 56 000
“ TXT^H¡rfe2 d
"
lb -m o l/h r . de agua
_
-
lb -m o l/h r . de aire
- 113 .0 I
29*6 f 5 .8
- e s
”
- 1 4 8 .4
Los gases a la sa lid a de la caldera F - l , despu#» de reaccionar
¡se distribuyen de aouerdo a l siguiente a n á lis is y la s lb-m ol de cada uno
de
14b productos de la reacción ee calculan a continuación
j en Volumen
H g S ......................................
9.60
S0g t ' ............................................. 6 .1 0
C0 g * ............................................... 1 2 .0 0
H20 t ................................................ 21.20
Ng
t
s 7 * ...
•*#
50.10
( Vapor ) ................
1 ,0 0
1 0 0 .0 0
E l f l u j o a la salida de la caldera #s la sum de laB corrientes
de gas áoido y aire alimentado. Por ca ra cterística s de diseño hay une —
Perdida de 7 % en este f l u j o . Por
lo tanto e l f l u j o t o t a l de gases a la
salida de la caldera eai
0.93
x
( 32 000 f
56 000 ) i 80 135 pi«3 /h r .
E l cálculo d el misero de Tb-aol de cada uno de lo s componentes a
- 16 -
la salida de la caldera se efectuará de igual manera a la de los gases
de entrada:
lb -m o l/h r. de H2S
=
135 x 0.096
..
:
22.4 0
378. 5
lb-m ol/hr. de SO, s
lb -m o l/h r. de COg
2
80 135 x 0.0 6 1
378.5
80 H 5 x 0.1200___
378.5
Z 12.75
=
lb -m o l/h r. de HoO =
80 135 x 0.2120
378.5
lb -m o l/h r. de No
-
80 J35 £ 0t !fP2P.-----378.5
5
lb-m ol/hr. de S ,
=
,9P 135, X Q.P1Q0
Z
2 5 .8 0
= 45.50
105 .0
2.16
378 .5
Total de lb -m o l/h r. a la salida de la caldera:
Z 213.61
Se hace notar que aun cuando teóricamente no se considera la formación de azufre elemental en e l primer paso del proceso, este se —
otiene en pequeñas cantidades, debido a las condiciones propicias para la reacción entre e l HgS
y e l S0g . -
2 . - Balance de Materiales en e l condensador 7 -1
De acuerdo a los capítulos anteriores la función de lo s conden
sadores es la de separar los vaporee de azufre elemental por medio de -
en reflujo. Por esta razón, solamente se notará variación en el flu jo por efecto de la desviación d el mismo hacia el convertidor.
- 17 -
E l promedio de gases desviados hacia e l convertidor c a t a lít ic o
que permite un control adecuado de la temperatura a la entrada del con
vertidor es de 32 % d el efluente r e a l de la caldera F - l .
De asnera que
68 % ••
la carga a l condensador V - l será e l
l b -a o l /b r . de HgS
a
2 2 .4 0 x 0.68
= 15.3 0
lb -m o l/h r. de SOg
s
1 2 .7 6
*
lb -m o l/h r . de CCfc>
=
2 5 .8 0 x 0.6 8
*= 1 7 .6 0
lb -m o l/h r . de HgO
=
4 5 .5 0 x 0 .6 8
= 3 1 .0 0
lb -m o l/h r. de Hg
r
1 0 5.00 x 0 .6 8
= 71.5 0
lb -m o l/h r . de S y
a
2 ,1 6
T otal de lb -m o l/h r. a la entrada
d e l condensador V - l :
x
x
0 .6 8
0 .6 8
=
8 .1 0
1 .4 7
=145.54
Salida a e l condensador V - l . -
E1 f l u j o de gases que salen del condensador V - l es e l que
en
tra menos e l azufre elemental que se condensa, e l cual se suma a la co —
rrien te de r e flu jo de la fosa de almacenamiento. De esta manera se obtie
ne que e l azufre condensado son 1 .4 7 lb -m o l/h r. y loe gases que salen por
e l domo d el condensador serán:
lb -m o l/h r . de H^S
s
1 5 .3 0
lb -m o l/h r . de SOg
s
8 .7 0
lb -m o l/h r . de HgO
s
3 1 .0 0
lb -m o l/h r . de C0¡¡>
=
1 7 .6 0
lb -m o l/h r. de Ng
s
71.50
- 18 -
T o ta l de lb -m o l/h r
a l a s a lid a d e l con
,
„ ,
- — 144.1
»— - 1 —
densador V - l j
-
SI se considera el azufre formado como de la configuración Sy
para el cálculo se tiene quej
1 lb-mol de Sy I 224 Ib.
Azufre líquido que sale por el fondo del V-l s
1.47 lb-mol/hr
r 1»46 x 224 * 329 lb/hr.
“ 3.1 Ton./hr.
3.- Balance de materiales en el convertidor catalítico 7-2.La carga al convertidor V-2, será igual a la descarga de la caldera F-l menos el azufre elemental que se condensé en el condensador 7-1.- Por lo anterior se tiene que la carga al convertidor catalítico 7-2 esi
s
22.40
lb-mol/hr. de SOg £
12.75
lb-mol/hr. de COg £
25.80
lb-mol/hr. de h 20 =
45.50
lb-mol/hr. de % s
lb-mol/hr. de %
= 105.00
lb-mol/hr. de
*
0.69
r
212.14
s7
Total de lb-mol/hr.
qup entran al 7-2 f
Salida del convertidor V - 2 .-
- 19 -
/
»
t
V
\
■
S [.•C i? r: T A ^ .,
Para e l balance en e l convertidor V -2 , se considera en valor promedio de e fio ie n c j^ en la conversión de HgS
a azufre elem ental, se
gún la reacción*
2 HgS
*
Catalizador----- 3
SOj
S
f
2 EjO
E l rendimiento de la reacción se determinó mediante una serle de a n á lisis a l a sa lid a d e l convertidor V -2 y que dieron como resultado
promedio e l siguiente»
% en Volumen
H g S ...................................... ...........
S O g ........................ . . . . . . . . . . . . .
CGg
N2
1 .3 4
1 .4 9
............................................12.6 0
....................................
49.87
HgO...................................... .............31.70
S7
....................( Vapor )
2 .6 0
100.00
lb -m o l/h r . de ifeS
*
80
335 .0 x 0.0134
378.5
=
2 .8 9
,
lb-m ol/h r» de S02
.
60 2 3 5 .0 x 0.0149
■ ■ ■
378 .5
_
-
,
3 .0 0
lb -m o l/h r . de
lb -m o l/h r . de
002
=
Nz
=
lb -m o l/h r. de HpO
25>80
80 3 3 5 .0 x 0.1280 . _
378 .5
_
-
80
■ =
80 135.0 x 0.3170
— —
378 .5
- 20 -
1 0 5 .0 0
378.5
-
„
6 5 .5 0
iv -o l/h r . i . s ,
;
— ■a S i 2 *
7
r
6 .1
3 76.5
T o ta l de lb -m o l/h r .
que sa le n d e l V - 2 . -
- 2 0 8 .2 9
4 , - B alance de m a te r ia le s en e l condensador V -3 «
condensan la s 5 .4 1 lb - m c l/h r . de azufre
En e l condensador V -3 se
elem en ta l prod u cid a s en é l c o n v e r t id o r y que dan una
p rod u cción to ta l d e
a z u fre d o s
Peso m olecu lar de Sy
-
P rod u cción d ia r ia de S=
224 I b /m o l.
6 . 1 x 224 x 24
r
32 7 8 3 .0 I b /d í a
r
1 4 .9 0 0 T on /d ía
La can tid a d de gases que
s a le n por e l domo d e l condensador de
V-3 es ig u a l a l a que e n tr a , ya que s o l o a tra v e z d e l condensador dism i
nuyen su tem peratura hasta 13 8° C .Los b a la n ces de m a te ria le s a n te r io r e s correspon den a l sistem a de recu p era ción de a z u fr e .
r ía le s
¿ co n tin u a c ió n se hará e l ba la n ce de uate ——
a la s e c c ió n de o x id a c ió n c a t a l í t i c a . -
E1 sistem a de o x id a c ió n c a t a lít ic a tie n e por o b je t o o x id a r todo
e l HgS
que no haya r e a ccio n a d o en e l sistem a de r e c u p e r a c ió n . De acuerdo a l a s ig u ie n te ecuación:
HgS
f
1 .5 02
2£M ±22S2V
s 02
*
H2 0
5.- B alance de m a te r ia le s e n e l p r e c a l e n t a d o r de aire F - 3 .~
E1 gas combustible que se u tiliz a es e l que proviene del c&mpoTamaullpas. E l f lu jo de este gas es de 4 770 pie?hr. a l preoalentador F- 3 y en a n á lisis de una muestra de este gas es e l siguientet
% en Volumen.HgS ..............................
0.44
CH4 ..............................
75.6®
QgH6 .................................
03 % .
i
8.43
...............
8.13
C4 H1 0 ..............................
1.26
n
3.59
i
C5H12****“ .....................
1*0^
n
0 ^ 2 2 . . . . , ....................
1.40
1 0 0 ,0 0
%
Usando e l método anterior se calculan las lb .-m o l/h r.
lb-m ol/hr.
deHgS
I
112°.,?. P,’ P P .¥ ------3?8.5
= 0.05S
lb -m ol/h r.
deCH4
I
477P ? P-J568.-----378.5
- 9 55
lb -m ol/h r.
deC0Hr
;
4.7I£ 1 P.-PW3
I
378«5
lb-m ol/h r.
deC3 H8
-
lb-m ol/h r . de iC ^ B j^
- 22 -
f flP
1.06 5
I i.0 2 5
* 0.0813-----378 .5
4770 x O .O ^KS
378.5
-
0.0159
- _ - 4770 x 0,0359
lb -m o l/h r . de n C4 EIO- — ^ 78^5 ----------
0.453
lb-mol/hr. de i C g K ^ £71C^*-Í|P:?-PI---
=
0,135
IS-m ol/hr. de n C5 H1 * : *I 7^ fe ° f °- " ------- =
Total de lb-m ol/hr. alimentados a l preoalentador F-3 12.4?6 1b* o l / k r.lb-mol de aire alimentadas a l preoalentador F-3
Flujo de aire = 204 000 pie^ /h r .
Composición del aire»
7Tí y 20 .5
Sumedad Relativa d el aire 280
%y
% vapor de agua
2 .5
%
0„
Z
304. PP°- 2 E - M Í L - Z
378.6
lb-m ol/hr. de Sg
Z
204 y ° ^ g-
lb-m ol/hr. de
¿
lb-m ol/hr. de HgO =
°« 8
1115
2
415.0
^
23.6
Total de lb-aol/hr. de aire alimentados Z
_640g0_
El análisis a los gasea de oombusti<5n provenientes d el preca lentador F -l d ió lo s siguientes resultados promedio
1
% en Volumen
co2
......................................
- 23 -
2 .7 0
% en Volumen
h2 °
6 .3 2
n2
...................
75.0 3
°2
.................................................... 1 5 .9 5
1 0 0 .0 0
La formación de SOg
6 «-
%
se considera despreciable . -
Balance de materiales en e l Oxidador c a t a lít ic o F -2
E ntrada.- F lu jo que entre a l oxidador c a t a lít ic o procedente —
d e l preoalentador.
208
770
ple^ / h r .
lb -m o l/h r . de COo
=
2 S § -I I2 J L 2 íS I
3 7 8 .5
Z 1 4 .9 0
lb -m o l/h r . de HgO
=
2 2 S J 2 | ^ i !i S é 2 S —
1 3 4 .8 4
lb -m o l/h r. de Hg
=
2QB ^ g * ^ * 7503—
=415.0
lb -m o l/h r . de 0¡>
-
208 77P x 0.159S
-
ag#o
378 .5
T o tal de lb -m o l/h r . que entran
a l oxidador c a t a l í t i c o .-
-5 5 3 .4
E l t o t a l de lb -m o l/h r. que entran a l oxidador F - l serán la suma
de «1 gas que
3 ale
por e l domo d e l condensador V -3» más ®1 efluente d e l
preoalentador de aire F - 2 . -
- 24 -
F lu jo t o t a l de g a ses a l ox id a d or:
lb -m o l/h r. de HgS
=
2.945
lbmol / h r . de SOg
:
6 ,0
lb-m ol/hr* de COg
-
41,4 0
lb -m o l/h r. de HgO
=
1 0 0 ,0
lb -m o l/iir. de Ng
-
520,0
lb -m o l/h r. de Og
-
8 8 ,0
S a lid a .En pruebas efectuadas a la salida del oxidador se encontró la
atSectoníbe aowposíciSis jrameiil» de lo s gases que van a la chimenea Q- 2 . -
% en Volumen
H2 S
sog
................................
0 .0 0
0.80
.................
co g .............................................
5.50
H20
.............................................
13.20
«2
...............................................
68.50
02
12.00
100 .0 0
%
E l flu jo a la sa lid a d el oxidador es dei
289 000 pie 3 /h r .
Por lo tanto e l numero de lb-m ol/hr* a la sa lid a del oxidador
seraj
lb -m o l/iir, de SO,
*
í
- 25 -
Jffi-gQP- * °«rcg
378*5
Z
6 .0
lb -m o l/h r , de CO ?
r -g §9 _0 0 0 .x 0.055
3 7 8 .5
lb-mol/hr. de IfcO
r -2S9 QgO S
lb-m ol/hr ,
-'
2
d s f io
2
lb -m o l/iir. de
0
Q»11Z
r ío o .o o
P W .,3C P»$85
r 5 8 0.00
3 7 8 .5
3 7 8 .5
_
2
r 41,40
289 000 x 0.1200
37 8 .5
Total de lb -m o l/h r, que salen del oxidador
=
0 8 .0 0
- 755.40
©ed© e l efflmanfce de .gases d e l cridado»- e s naneado a l a atiaSafera —
a travéz de la chimenea * <4-2
CCNCIZÍSICÍTES DIPCRTANTES DEL BALANCE DE
MATERIALES
1 . - Que la planta a l trabajar a una capacidad in ferio r a l a de d i
seño, tiene una e fic ie n c ia t o t a l en e l proceso de Recuperación de 9 7 .5 %
2,-
Que la producción de azufre con la carga considerada en e l —
proceso es de 1 8 .0 0 0 T o n /d fa de azu fre.
-
26
-
C AP I T UL O
V .-
BALANCE TERMGDINAMICO EN LA CALDERA.Cálculo d el calor liberado ea la Caldera F - l
Primeramente se calculará e l calor producido por la oxidación d el HgS
que se efectúa de acuerdo con la siguiente reacción!
^2^g
^
^2g
^
4
"*^2g
Determinaremos e l ca lor de reacción a la s condiciones
de 25°C.
( 29S°K ) y una atmósfera de presión.Aplicando la siguiente ecuación se tendrá;
AH°r
r
AH°jj
-
^ A H °f
prods.
•—^~AH0f
reacts
DONDE*
« s i 01, de reacción a 25° C. ( 298°K } y 1 ata. de pre
sió n .
*!> AH°p
prods.
;
Suma de lo s calores de formación de los produc
tos de la roanc ión . -
2
A H°f
reacts r
Sus» de lo s calores de formación de lo s ireactiv o s .-
Calores de formación.
AH°f SOg
"
— 70.96 Koal/Br- ®®!»-
A H °f g^g
:
—
4.815 K c a l /j r -s o l .
-
27
-
AH0f H2o
=
“
57.7979 Koal/gr-w ol
Substituyendo valores se tendrás
A H °R
=
A H °a
-
( -5 7 .7 9 7 9
- 70.96 ) -
4.815 — I 2 8 .7 5 7 9
E l valor de AH°R
( — 4.815 )
= - 123. 9429 K c al/er-m o l.
es e l ealor normal de la reacción de oxida -
ció a d e l SgS.~
De acuerdo con la siguiente reacción se tendrás
( 1 ) .-
HgS
+ ( HgS )• t
Og
f
HgO
t
Inertes
r-
T1 ^ 3 8 ° C .
rtfgO
+ S02
+ (HgS)' f
2
Inertes
I
Tg
427° C.
E l miembro ( l ) de la ecuación es lo que entra a la caldera y e l
( 2) es lo que s a le , haciendo notar que ( HgS* ) es l o que no p a rticip a en la reacción de oxidación.
En base a l a n á lisis d el gas de entrada se tendrá»
% en Volumen:
H g S ...................... 65.0
COg
.................... 34.0
Hidroc
1 .0
1ÓÓ.Ó
Por cada 3 moles de HgS habrá s
-
28
-
m
pn
3 x 34
< 2 -------- 55
1.5 6 9 m oles.-
Tomado cobo basa qae e l gas va saturado de humedad a 31°C. que
dará:
HpO - 3j.|3 x_3„ 0,l6f Molas.
*■
5 3 .2
Composición d el a ire : Og
1 .7
l a relación es
O,
=
Ng
z
HgO =
1 .7
21$, Hg
7&% huaedad r e la tiv a 80
n ales de Og por una de HgS
qae se oxida.-
moles
_____ *
1 *7
5 *'\ o . l '1*'7
-
6 .4 s o le s .
=
0 ,3 2 7
Bol8B*
De acuerdo coa lo anterior e l balance estequeomftrioo en b a sea
3
moles de alimentación tona l a siguiente forma:
3 H2 S
*
1 .5
*
í 6.4S 2
*
1 ,5 6 9
( entra a la caldera )
» -0 .6 7 7 SOg*
t
i 0.494 H2 o ' t
1.647 HgO*
+
COfe f
0 ,4 9 4
H2 ° ' J -------
1 .3 5 3 H^S* ♦ <6 .4 Bg ♦ 1.569C0g
♦
0.970 S ')
{ sala de la caldera)
HgO* . -
Es e l agua que entra a l sistema como humedad d el gas ácido
y e l aire alimentados, y que se lle v a del sistema calor . SOg' . - Es la diferencia d e l SQg producido en la reacción de oxida
ción
7
e l que reacciona dentro de la caldera para producir ( S )
HgOB
Es la suma d el agua producida en la primera reacción de —
- 29 -
o x i d a c i ó n m á s « 1 a g u a p r o d u c i d a en l a segunde r e a c c i ó n para dar ( S ) »
r e c o r d a n d o que B a b a s rea c c i o n e s se efectúan e n la caldera.
S1. - Azufre producido por la reacción entre SOg
7
HgS en e l seno de l a
caldera
La ecuación anterior no se aju sta a su f o n » es teqoeonítrica te ó
r ic a , debido a que dentro de la caldera F - l tie n e lepar en pequeñas can
tidades la reacción entre e l HgS
y e l SOg para producir ( S ) y HgO . -
losando cobo base la ecuación (
2
) y considerando que todas la s
substancias presentes se hallan a l estado gaseoso y a l a temperatura de
l a « s c c la , proceder*bcs a l c á lc u lo , e l cual para nayor fa c ilid a d se ha-
r i por etapas en l a fon ia sigu iente:
1
a ) .-
a
HgS 4 1 .6 Og
HgS f 1 .5 %
31 ° C.
25°C .
ü*— r- SOg f
-
f
HgO m - r
2 5 °e .
HgO
427° c.
Calculando la s entalpias correspondientes para la ecuación » )
se tendrá
1
ÍOOO
a
Cp d e l HgS
3<h
=
>)QÚ
^
6 .4 8 ♦
“
*
“
E.658 x 10- 3 T
30 -
L
v
- 1 .2 0 4 x l t f 6
-
jt-c a l
n
3.367 X 10“ 3T - 1.0 0 6 * ÍO ^T 2
- 6.117 f
del Og
**
AH '
&
+ 1 .5
g -c a l
g-B O l-^
=
^298
5.556 x 10"3T - 1 .2 0 4 x 10- 6 ! 2 )
( 6 .4 8 f
J304
T 98
J304
(6.117
3.1 6 7 x 10“ 3T - 1.005 x 10"^T 2 )
f
dT +
dT.
Integrando y substituyendo M a lte s ;
A Ha '
= ( 6 .4 8 x
*
AH*a
1.5
=
= -
) f
( 6.117 x
- ( 6.48 x
*
AH ’ a
-6
1.5
( ¿ ¡p
x -7 .9 1 7 ) - (
x 3^17 ) +
- 6 ) t ( ¿ f ^ x -7.917 ) + ( ^=5 ^
3.617)
6 ) - ( 2.77» x 7.917 ) * ( 0.401 x 3.617) t
-{6 0 1 7 x
6 ) —( 1.583 x 7.917 ) + (0.335x3.617)
38.8 8 - 22 t 1 .4 5 - 55 - 18 .8 ♦
1.8 1 5
- 126 .4 oal/e-mol de HgS
A H'a
=
A RB4
fs conocida paes ae c a le o lí ln icia le en te cobo calor Mornal —
de la reecolán de oxidación d el HgS . AH"a
r
- 123, 9429 Kcal/g-m ol
Calculo de
AH
m
E l cálcu lo se hace considerando HgO
de
HgO
foraaclón
(g) a 298° K
con e l c o sí ae calculó ¿ ü \
es
ya que bu calor
de - 577979 e a l / 6 - * ° l para
a 298°K y 1 a to . de presión, por esta razón no se considera e l
- 31 -
ca lor la ta »te de vapcrizacl& u
f70 °
i H * =
=
Cp. SO.
°-6 7 7 L
+ 2.640 x 10"3T f 0.0459 x ÍCT6 !
- 7.136
"
ah"'
a
"
6.945 ♦ 10.01 X 10“ 3T - 3.794 x l C * T ?
*»
O
P H2 °£
f700
- O.6 7 7
í7°°
g r / c a l / í - » » ! 0*
2
gx^-ol
gr-sol-°K
í6*046 ♦ 10.01 x 10~3T - 3.794 *
W
6#)dT t
J29B
{ 7.336 f 2.640 x 10“3T * 0.0459 x 10'€ T2 )
i 298
«
In te g r a n d o y s u b s titu y e n d o l í n l t e o t
A l " '*
O.6 7 7 ( 6.945 x *02 f 1Qj 01 x 401.196 -
-
f
AH*'
( 7.136 x 402 f
=
x 401.196 + ?-‘y — 9x 316.5 )
6 379.4 o«l
gr-aól
A H ,’
AH#
=
A
=• - 126.4 - 123 942.9
AHs - 117 689.9
*
1» ).-
t
AH*
x 316.5)4
*
A h"¿
♦ 6 379.4
e*l
gr-nol
1.358 HgS -4 S 6 — r U ü
( 31°0. )
V
( «7® C.)
-3 2 -
AHb
=
{*700
^
1 .3 5 8
dT
)304
A Hb
=
1.368
(•700
(6 .48 f 5.558 x 1(?T - 1 .2 0 4 x ló 6 !
P
J304
2
) dT
Integrando y substituyendo l í a l t e s :
A
Hb
AHb
=
-
1.358 ( 6 .4 8 x 389 f ■
5- ^ 5-8— x 393 - -1-^ — ~ x 312.2 )
4 695.3
ca l
gr-Bol
AH*—
o ) .—
6 .4 Sg —
* '- 6 .4 Bg
(31°C .)
AH q
Cp d el Ng
=
-
& Be
6 .4
r
f7°0
\
JJ304
3
6.457 +
= 6 .4
( 427°C .)
C_
dT
2
1.389 x 1 0 "3T - 0 .0 6 9 x 10- 6 T2
f 700
J304
< 6.457 + 1.389 x lÓ"3f - 0.069 x Kf^T*) dT
Integrando y sustituyendo l i c i t e 8 :
d ) .-
A He
=
6 .4 ( 6.457 x 389 f
AHe
=
17 767
x 393a~
cal
gr-mol
1 .5 6 9 C02
- á S á - ^ 1 . 5 6 9 C02
( 31° C .)
( 427° C .)
~ 33-
x 312.2
)
AHd
=
f 700
1 .5 6 9
Cp d *l COg
\
d i
1 0 .1 4 x U0"3T - 3.415 * 10 - 6 !
= (6 .3 3 9 *
2
) di
Integrando y substituyendo lim ita s 1
A Hd
=
1 .5 6 9 ( 6 .3 3 9 x 389
Hd
-
3 556
e ) .-
x
393 -
-
x 3 1 2 .2 )
ca l
gr-mol
HgO* — A S - » - 0.494 H2 o '
0 .4 9 4
( 3 1 ° C .)
{ 427° C. )
f 700
AH *
=
° - 494
AH*
=
0.4 9 4
J304
f
J
7
°P H 2 0g
7.1 3 6
f
304
dT
2 .6 4 0
x lo ” 3T f
0 .0 459x1o"6 ? 2 )
Integrando y substituyendo lím ite s!
AH *
=
0.0494
AH*
-
1 622 .4
Calor
A Rfc*
N
( 7.136 x 389
+ i í | 5 2 - x 393
*
x 3 1 2 .2 )
cal
gr-w>i
t o t a l liberado e s la caldera F - l por la oxidación d el HgS
= ( AHa
-
f
l ^ s -a o l de HgS
AHb*
A Ho ♦ A Hd ♦ A H* ) ■
quea* oxidan
*• 34
s 7.639
N
AH' t
x 103
gr-m ol/hr.
= ( - 117 689.9 f
4695.3 f
17
7 6 7 .O I
3 566.0
l6 2 2 .*)x
x 7.639 x 103
= - 90 060
a h
x 103 K c a l/h r .
= - 687.886
\
7.639 x ID3
x
C a lc u lo d e l c a lo r s ta n d a r da r e a c c ió n d e l Hg$ jSO¡>
S y HgO
.
p a ra p r o d u c ir
E s t a r e a c c ió n t i e n e lo g a r en pequeña p r o p o r c ió n en l a c a ld e
ra F - l . -
ZHj,
Sg
*
S O ^ -----------►3S g
S e c a lc u la r á
AK °f
g e
“
=
A H°R
a 2 5° C.
*.8 1 5
Kaal
g r -» o l
= 57.7979
A ^ °r
“
Hf
=
AH°
r
- 115.5958 f
A H°R
-
- 35.0058
2H j O g
------------- ( 3 )
( 296° K ) j 1 a t a . de p r e a if e
Kcal
prodB
A H°a
R
+
"“2
A H f r ea et.
2 ( -57.7979) - 2 ( -4.816 ) + (-70.96 )
80.5900
Kcal
g r -» o l
Cálcalo del calor re a l liberado e» la caldera F - l por la reacción
( 3 ) .-
De acuerdo con l a r e a c c if o (
3
) y c o n s id e ra n d o que to d a s la s sus
ta n c ia s se h a lla n a l e s ta d o ga seoso y a l a te m p e ra tu ra d a l a m o l a , s o
c a lc u la r á a l c a lo r t o t a l lib e r a d o p o r l a r a a e o i & u -
3Sj,
a ) .-
-A * J _ ^ 3 S * f
( * A .)
( 4 2 7 * 6 .)
f7 °0
1 B *
'
3
AH .
= 3
°r v
J í *
"
noo
( 8.58
J 298
f
0.3 0 x 10 J T )
dT
In te g r a n d o y s u b s titu y e n d o l í a i t e s t
AH*m
= 3 ( • . « x 3*3 ♦
áñ'm
z
* ).-
9
« 1 7 .6
2H gO
=2
A H *
= 2
- A f f > - . ^ 2a 8 ^
(-700
1
700
Í•700
( 4 2 7 ^ .)
Cp g„ 0_
*2° g
( 7 .1 3 6 f
dT
_3
2.6 4 0 x 10
29*
Integrando y substituyendo lía it e s j
AH b
x 3*3 )
o*l
g P -B O l
( 25 C .)
AH b
°j?°
= 6 518
cal
g r -m o l
-3 6 -
r
f 0 .0 4 5 9 x l 0 "¥ ) dT
E l calor t o t a l liberado en la
AH°r
f
caldera por la reacl<5n ( 3 ) será:
A H Mt
=(
AH'#
N
-
4.9376 x 103 g r-K ü l/h r. ( Moles de HgS qu» reaccionan
para dar S y HgO ) . -
A h "t
= (-
35
AH* t
I -
91.691 x 103
995.8
+
AH*
9 917.3
)
N..
6 518) 4.9376 x 1P3
Kcal
hr.
E l calor to ta l liberado en la caldera F - l por la s reaccioness
HgS
2H2S
j,
1 .5 O g-------------- P-SOg
SOg-------------- t*-3S
f
+
f
HgO
2HgO
Será:
A h ' t+
A %
A
Z
h" t
s
- 687.885 x 103 - 91.691
- 779.576 x 103
S i 1 Kcal =
x
103
Kcal
hr .
3.968 B .T.Ü . Be tendrá que:
A Hj
= 779.576 x 103 x 3.968 =
3 093.35
A Hj
- Calor recuperado en la caldera.
CALCULO DEL VAPOR GENERADO PCR U
x 103
B .T .IT ./hr.
CAUSEA F - l
Las condiciones del vapor generado por la caldera F - l son la s s i
guientes:
-
37
-
proslán 255 lb /p u lg2
T
-
402°T
Lo que nos Índica que e l vapor
m
encuentra
satu rado.Aplioando la siguiente fám u la»
«Ir
=
«r
(
- Hx )
(I )
Dondet
z
■Kf -
-
=
=
^
=
Calor aprovechable para generar vapor en B .T .U ./h r .
lb /h r . de vapor generado
Entalpia de vapor saturado a 255 lb /p u lg 2 y 402° F .
1 201.6 B .T .U ./I b .
Entalpia d e l líq u id o a 40 ° C. ( 104° f. )
7 2 . 9 5 B . T . U . / 11» .
Despejando de l a ecuación ( 1 ) ^
■v --
-
i
&
r
se tien e i
(II)
Considerando que un 5 % d e l ca lor Rj
recuperado en l a caldera -
se pierde por radiación, se tendrá que e l ca lor aprovechable para ge nerar vapor serás
0 ^ r
3 093.35 x 10 3 2 938.7 x 10 3
- 38 -
( 3 093.35 x 10 3 x 0 .0 5 )
B . T . U .A r .
Aplicando la ecuación ( I I
w„
=
-
-
), se tendrá:
2 936,7 x Id 3
1 201 .6 - 72.95
2
938.7 x
103
•
— n n r r s ----------
2 6 0 3 .7
Wy
=
Hy
- 1 183.5
lb a /h r . de vapor
_¿ ?
> f,
K gs/h r. de vapor
Determlnaclóin d el vapor necesario para 1* operación de 1* planta recuperadora de ¿ 2 ufre en la s condiciones a c tu a les.
Para mayor fa c ilid a d lo s consumos de vapor en l a planta se han d i
vidido en la s sigu ientes secciones:
A . - Soplador
O I .-
E l consuno de vapor en este soplador de turbina
r ía con la s condiciones de la planta, de acuerdo con la cantidad de g a sácido alimentado, e l consumo en la s condiciones actu ales de operación se
determinará más adelante
B .- Soplador C - 3 .- E l consumo de vapor en la turbina de e ste soplador es
constante e independiente de la s condiciones de operación de la p la s
t a , este se calculará posteriormente
C S i s t e m a de Venaa de calentam iento.- En este sistema áe u t iliz a e l va
por de 50 lb s/p u lg 2
( 3 . 5 Kgs ) que sale de lo s sopladores C-2 y C-3 —
como vapor agotado.-
“ 39 -
D .- Fosas X y 2 de azufre y alm acenaje.- Se u t iliz a vapor de 50 Ib s/p o lg 2
( 3 .5 Kgs. ) . -
Cálculo del consumo de vapor en la sección A . Basándose en la ecuá
clón d o j e r n o a l l i .-
- , f ,
- W1 t x 2
T
-* i
. V2 "
♦ ------- gg
V1
.P2 "
* Q
P1
. 2 ÍT2 L
-
*
»
*
{1)
} ....................... W
Dondej
S -
Potencia necesaria para mover e l soplador. =
^
Gasto peso
-
54 250 p ie s V b r . x
— Densidad d e l aire -
W1 r
54 250 x
^2, ~ \
£
0.0714 lb s /h r .
0.0714 «
3 673.45
lb s /h r .
-
Carga cin ática ( En este c a B O su v a l o r es despreciable)
-
Carga sanométrlca
2g
P — Pl
2
1
c
Donde P2
P =
2fV2 L
gD
- P1
=
3 . 9 x 144 =
-
p =
3 .9
lba/pu lg 2
561.6 lb s /p ie 2
Carga por fricc ió n
( No se considera)
De acuerdo con lo anterior la ecuación (1) toma la siguiente formal
Substituyendo valorea:
*1
Si 1 B. T. U .
W
*
Para conocer e l
r
3 873.45
x
-f f i l n r-
r
30 000 X 103 p ie s -lb s /h r .
z
778.2 pies-Iba se tendrá que¡
~
30 OOP 2 J ¿ - =
778. 2
38 550
B .T .U ./h r .
conBUmo de vapor en la turbina del soplador C -l
-
se tomaron en cuenta la s siguientes condiciones:
E l vapor que entra a la turbina es saturado a 255 lb s/p u lg 2
( 17 Kgs/cs 2 )
---------
con una calidad de 100?
E l vapor que sala da l a turbina as vapor de 50 Ib s/p u lg 2 (3 .5 K gs/
ca>2 ) y con una calidad de 96 %
le. energía c a lo r ífic a convertida a eaergia cin ética serás
=
h l ' “2
...................
(3 >
Donde:
Qt
=
Energia c a lo r ífic a aprovechada en la turbina por Ib . de -
vapor.-
-
Entalpia del vapor seoo saturado a 255 lba/pu lg 2 ,(l7Kgs/
r
1
cm2 ) . hi
201.6
B . T. U .A b .
-41-
hg
a
E n talp ia d e l vapor de SO lb a /p a l *
2
( 3 . 5 Kgs/ca
)
con -
una calidad de 98 %
hg
=
0 .9 6 x 1 175 .8 =
1152.28
B . T. D . /l b .
Substituyendo en la ecuación (3) se tienes
Qt
r
1 2 0 1 .6
Qt
S
4 9 .3
-
1
158.28
B .T .tJ ./lb .
La cantidad de Ib a /h r . de vapor de 255 lb a /p u l * 2 ( 17 Kgo/om2 )
que ae consume en l a turbina d e l soplador
da
1 .2
C -2 , considerando un faotor
serás
x
x
1 .2
1.2
.
-
3. 85.S0.i. Q---
Wv
"
49.3
^
-
938 lb s /h r .
de vapor de 255 lbs/p u lg^
W
v
-
426 K gs/hr.
de vapor -’ a 37Xgs/em2
Coso consecuencia se producirán 426 K gs/hr. de vapor de 3 .5 Kgs/
c» 2
( 50 lb s /p u l 2 ) . -
B . - Cálculo del vapor necesario para operar e l soplador C - 3 .Siguiendo e l mismo procedimiento anterior y aplicando la ecuación
(
2
) se tendrás
P,
*2
r
134 400 x 0 .0 714 “
Pg
=
1 .1 9
Pg
:
lba/pu lg 2
171.3 l b s /p i « 2
1 .1 9 x 144 =
Substituyendo en la equación (
*2
=
9 596 x
Wg
-
2
_
"
9596 l b s /h r . de « ir é ;
3022 x
103
4
) se tien e;
pies - l b /h r .
9^022 -r IT)3
- 2 9 583
B .T .B ./h r .
7 7 8 .2
1 2 H . ?.
% P
Como la s condiciones d el vapor alimentado y agotado son la s mi sisas
que las de la turbina del soplador C - l , se seguirá e l mismo procedimien
t o .-
O,.
I
49 .3
B .T .U ./lb .
29583 x
1 .2
49. 3
720 lb s /h r . de vapor de 255 lba/pulg^
v2
-
Wyg
Z
327 K gs/hr. de vapor de 17 Kgs/cm2
Cobo consecuencia produce 327 K gs/hr. de vapor de 3 .5 Kes
ca?
la. sistema ( C) de venas de calentamiento consume 4 5 .4 Kgs.
- 43 -
de Vapor de 3 .5 Kgs/ en2. E1 sistema ( S ) de serpentines de calentamiento para la s
fo sa s 1 y 2 consume 759 K gs/ h r. de vapor de SO lba/p u lg2 . -
En resumen la s necesidades de vapor en planta senfni
753 Kgs/hr de Vapor de 17 Kgs/cm2
8 04 .5
K gs/hr. de vapor de 3 .5 K g s/ ca 2
De lo s cuales 753 Kgs/hr* son vapor agotado de la s tur binas y e l reato es reducido de 17 K g s/ c ¡*2
a 3 . 5 Kgs/cm2
Para efectos del estudio soonóralco se demuestra con l o anterior que l a producción de vapor de la caldera F - l es su ficie n te —
para la operación de la planta en la s condiciones a ctu a le s.
Existe la posibilidad
de qae en circunstancias aspecla -
l e s e l equipo movido por vapor aumente debido a que f a l l e
e l equipo —
e lé c t r ic o , pero para e l caso d e l estudio económico no a fe c ta los eos t o s , pues e l co sto d e l consumo d el vapor en e l equipo de relevo a tur
bina se considera en la estimación dal costo de l a energía e lé c t r i c a .-
- 44-
INSTITUTO POLITECNICO NACIONAL
M é x i c o , D. F., a 1 9 de n o v i e m b r e d e 1962*
S E C R E T A R ÍA
DEPENDENCIA
ESCUELA SUPERIOR
D E INGRIÁ.QUIMICA E INDUSTRIAS
EXTRACTIVAS.
N o. DE OFICIO
730
DE
E D U C A C IO N
P U B LIC A
EXPEDIENTE
a
s u
n
t
□:
P A S A N T E S *
3e i e r e m i t e u n e j e m p l a r d e l a
cesis d e l P a s a n t e de I N G E N I E R O
Q U I M I C O I N D U S T R I A L C. C O N S T A N
TINO FERNANDEZ RODRIGUEZ.
A L O S CC.
PR0F8.
INGo;
J e s ú s T a v e r a B a r quín.
José Luis Soto Mora.
B a n j a m i n C a r e a g a Lóp ez.
Enrique Cisneros Rojas.
Jorge Oviedo Angeles.
A g u s t i n a Sol<5rzano R o s a s .
Moisés Paslllas Plascencia.
AL CONTESTAR ESTE OFICIO CITENSE LOS D ATOS
CONTENIDOS EN EL CUADRO DEL ANGULO SUPERIOR
DERECHO
E n v i r t u d de que h a sido u sted d e s i g n a d o m i e m b r o
d e l J u r a d o C a l i f i c a d o r , a n e x o a l p r e s e n t e m e es g r a t o r e m i
t i r l e u n e j e m p l a r de l a t e s i s q u e p r e s e n t a e l C, C O N S T A N T I
N O F E R N A N D E Z R O D R I G U E Z - -, P a s a n t e d e I N G E N I E R O Q U I M I C O I N D U S T R I A L -------------------- , q u i é n lia s o l i c i t a d o s u E x a m e n P r o f e s i o n a l p a r a el día. 2 3 del actual a las 2 0 . 0 0 horas.
A s i m i s m o se l e s r e c u e r d a a l o s CC» P r o f e s o r e s d e l
Jurado, l a d i s p o s i c i ó n regí a m e rtaria que les impone l a o b l i
g a c i ó n d e p e r m a n e c e r e n el S a l ó n d u r a n t e t o d o e l t i e m p o q u e
du r e la p r u e b a d e l s u s t e n t a n t e y de no r e t i r a r s e de l a E s c u e
la, s i n h a b e r a u t o r i z a d o c o n s u f i r m a l a d o c u m e n t a c i ó n c o --rrespondiente.
Atentamente,
CON UN ANEXO.
c,c,p.
cef,
El Interesado,-
D .F .
A v . E s c u e l a I n d u s t r i a l # l 8 3 « - M é x i c o l*+j
C A P I T U L O
E S T U D I O
V I .-
ECONOMI CO.
Para efectuar e l estudio económico es necesario hacer la s siguien
te s consideraciones)
1 . - La planta f u l planeada y diseñada para e l aprovechamiento
—
t o t a l de lo s gases anergos producidos en la r e fin e r ía , y su función prto
c lp a l se j a s t i f Jca en la M giene y seguridad in d u str ia l.
2 . - La capacidad de l a ¡planta de su diseño es de 35 Ton./día
sea 1P SQO
o —
« 6 ®, tonendo un «ño efe ctiv o de trabajo de 300 d í c * . -
3 . - La producción actual de l a planta es do 18.000 Tons/día o
-----
sean 5 400.0 Toas/ año con 300 días de operación e fe c tiv a , l o que nos indica que la piante está trabajando a un 56.5 % de eu capacidad noml n a l .4 . - Los gastos f i j o s no se afecta n , pues no se efectuarán modifi ese Iones a la s Instalaciones o rig in a le s. 5 . - l o s s u e ld o s / añ o d e l p e r s o n a l de o p e ra c ió n s e r á n c o n s ta n t e s ,
6.-
La materia prima en este caso e l gas ácido procedente de la —
regeneradora de dl-etanol-amina se considera excent© de costo por la s siguientes r&zoneEs
a ? .- En «1 proceso de desintegración c a t a lít ic a hay una a lta pro duceión de HgS
e l cual contamina los productos ( líquidos y gases •), lo
que es indeseable pues lo s productos deben estar excentos de HgS . b ) . - La contaminación de HgS
te principal de la Planta
en la gasolina estabilizada produc —
( Cracking Fluido C a ta lític o F . C . C. ) . —45~
Le reata c a s i totalmente su valor comercial, debido a que la presencia de HgS
la hace altamente corrosiva a loa motores en qae se u t i l l s a . o ) . - En lo s gases obtenidos en
la planta F . C. G. que son buta
n o butileno y propano-propileno, es necesario elim inar e l HgS, porque e l ga3 combustible doméstico está preparado con una aezcla de lo s ya men
cionados, y es indeseable la presencia del HgS por sus a fecto s corrosivos
y por la ya conocida acción toxica del mismo.
d ) . - El gas natural actualmente se u t iliz a como combustible en
las instalaciones de la refinería, pero
r ia prima básica para
algunos productos
en un futuro próximo será matede la industria petroquímioa.-
En cualquiera de lo s osos mencionados anteriormente se hacen —
necesario elim inar e l HgS, porque es causa de corrosión y envenenamientode lo s c a ta liza d o res.-
De acuerdo oon la s anteriores consideraciones l a eliminación —
HgS,
de lo s materiales en que se encuentra es una necesidad lop resin d i-
b le en la industria petrolera modema.-
Existen varios procesos para la eliminación d e l HgS, actualmente
e l más usado es e l de soluciones acuosas de amina ( GIrbotol) e l cual se
usa en l a R efinería Madero para eliminar e l HgS
ducidos en la planta
de la Nafta y gases pro
F . C. C. lo s gastos to ta le s de áste proceso son
cargados a lo s productos que
se desulfurizan, y por nlngán concepto
—
-----
gravan e l costo d e l gas ácido que se obtiene.
E l costo de la lin e a
a
la planta
- 46 -
recuperadora de
a z u fr e -----
e s tá in c lu id o en e l c o s t o t o t a l d e l equ ipo e i n s t a la c i o n e s . -
COtlCENTRACIOII DE CCM3UM0S PARA SERVICIOS AUXILIA
RES.Agtia. -
CANTIDAD NECESAFIA ES TON/AFO.-
Csldera F-l
8 521.2 ( Agua tratada
Enfriador E-2
356 EOO.O { Agua enfriamiento)
Espreas de Agua
Vapor.-
17 Kga/cm“
----------
190°C„
Tons/Año Consumo.Vapor.-
)
de 3.5 Kgs/cm^ de
5 792.2
9B% de calidad
Tons'/ Año Consumo.-
5 792.2
El vapor total que se consume es suministrado por la cal
dera F-l, según se demostró anteriormente
Energía Eléctrica.Bomt-s. P-l
Gireulacifür de ásvfre
Bomba P-2
Carga de Azufre
Bomba P-3
Recirculaci&i de Agua 15.0 H.P(Trabajo contri
nuo.)
TOTAL.........
- 47 -
32 E.£(trabajt> conti
nuo.-;
5.5 H.P(Trabajo conti
nuo.)
60.0 H.P
Energía E lectrice qae se consuno en KWH.
60 x 0.7455 = 44.73 CTH
44.73 x 24 x 300 r
322 066 KWH/ASO
■Alumbrado;
La placía tiene 40 lamparas de 100 (fatta que funcionan du
rante 12 horas diarias.40 x 100 X 12 x 300 = 14400 KSH/AíJO
Total
de corsumo de energía fciéc+rlca
Gas combustible................................
- 48 -
336 456 KtH/i&O
975 344 St^/iSO
DETERMINACION DE LAS CCMDICICHES ECONOMICAS ACTUALES DE LA PLANTA RBCP f l iRADCRA D E A& w k K .""
4,840,000.00
Costo d el Equipo ( C. E )
Costo de Instalación 0.2 C .E .
968,000.00
Costo de Tubería
242,000.00
0,0 5 C. E .
°o sto de Instrumentos o .05 C. E .
242,000,00
Costo de Instalación E l l c t . 0.0 5 C.E.
242,000.00
6,534,000.00
Inversión Total en Equipo ( I . T. B, )
Instalación de servicios A uxiliares
242,000.00
E d ific io ( Caseta de co n trol, oficin a e t c . ) 70,0 0 0 .0 0
50,000,00
Terreno
Costo F ís ic o de 3¡a Planta
( C. F , V )
Ingeniería y construcción 0.1 5 x
6 ,8 9 6 ,0 0 0 .0 0
C J . P ) 7 24,400.00
7,620,400.00
Costo Directo de la Planta
Contratista 0.10 x C. F . P .
689,600.00
Contingencias 0,10 x C. F . F .
689,600,00
8,999,600.00
COSTO TOTAL DE LA. PLANTA
- 49
\
A .-
D e p r o c la o ld n . -
GASTOS FIJOS AKPAIES.-
P r o p o r c lo c a l a l o o a to t o t a l d e l a p l a s t a y con tn v a l o r de sa lva m e n to d e l 10% a l t e r o ln o de 13 a fto o .-
D Z
999, 6 0 0 , 00
—
899, 960 , 00
— |
809,964*00
10
iBPuaetog
( 3 Í sobre Ingresos brutos )
Ingresos Brutos/Año
- 18 000 x 334,00 x 300
r $ 1,8 03 ,6 00 ,00
¡ a p u e s to s * 1,803,600,00 x 0,03
$ 54,108,00
Seg aro s. -
1^96,020,00
( 0*3 x I « T i E , }
In te r e s e » ,-
( S e p a g ¿ e l 1Z% A n u a l)
■
s |tt. de Años de vida ú t i l "
IH r
%
In teres Anual
-
=
2
10
( 1 0 * -1 ) x 5,324,000,00
• 3,513,840,00
3 . 513.840,00
10
♦3 51 ,38 4 ,0 0
$ 80,000,00
Administración
- 50 -
Mantenimiento
$ 653,4 0 0 .0 0
( 0»1 x C. T. E . )
TOTAL DE GASTOS FIJOS ANUALES.......................
B .-
< 8 ,1 4 4 ,8 7 6 .0 0
GASTOS ANPAIES DE CPERAGIG&
1 .-)
Materia Prima
2 .-)
Agua de Enfriamiento (Costo $ 4 8 .0 0 /1 0 0 0 Ton.)
356 .5
5.~)
x 48.00
Gas combustible
=
17 ,1 1 2 .0 0
#
9 ,0 3 2 .4 0
( $ 0.12/lü^ )
975 344 x 0.1 2
# 1 17,041.00
5 .-)
Vapor
6 .-)
Energía E léctrica ( $ O.JjO/K.JT.H.)
— ------------------
336 456 x 0 .1 0
7 .-)
$
Agua Tratada (costo $ 1 .0 6 / Ton.
65*1.2 x W S
4 .-)
=
$
33,645.00
Mano de Obra
4 Operadores de l a . -
$ 122,780.00
4 Operadores de 2 a .-
$ 109,384.00
4 Ayudantes E s p e c ia lis ta s .-
|
9 5,380.00
1 Obrero Gral.
$
18,045.00
- 51 -
8 »-)
Asistencia Técnica
GASTOS ANUAI2S TOTAIES DE CPIRACK».-
G .-
t
72,000,00
|
584«419.40
GASTOS TOTAl^S AMEAUS. -
Gaatos to ta le s anuales
Grj/Año
Gj/Axio
=
Gastos fijo s /A ñ o
s
Gy/Año
=
2 ,1 4 4 ,8 7 6 .0 0
*
+
Gastos C*>erael6n/Año
Gop./Año
i 5 8 4 ,4 1 9 .4 0
s # 2 ,7 2 9 ,2 9 5 .4 0
DETERMINACION X» LAS PERDIDAS AHUATES PARA U S COKDICIOHES
CONSIDERADAS
G^/Año — Ingresos brutos/Año
2 ,7 2 9 ,2 9 5 .4 0 — 1 ,8 0 3 ,6 0 0 .0 0
PlrdldaB/iño
~
Pírdidas/Año
= | 9 25,696.40
= | 925,695.40
DE-HTMTWACICB DEL RgmTMTTOTO SCCMOMICO DE LA PLANTA DE RECUPERACICK DEAZUFRE. OPERANDO A SP CAPACIDAD NOMINAL DE 35 TCK/DIA. -
COKSUSRACICKES t
l a . - La producción anual será de
10 500 Ton/Año.
-52 -
2a . -
Los gastos f i j o s únicamente se ve n afectados con ro£
peto a la a n á lis is anterior por e l renglón de impuestos sobre Ingresos bru tos, lo s demás renglones permanecen ig u a le s. -
3 a .-
Los gastos de operación se alteraron por e l aumento-
do consumo de Agua de enfriamiento en e l enfriador E - 2 . -
( Agua de
—
friam iento 450 000 Ton/Año.) y por e l aumento d e l consumo de Agua tr a tada en l a caldera F - l . - ( Agua tratada 25 560 Ton/Año )
A . - GASTOS FIJOS ANUAISS
Depreciación
$
8 0 9 ,9 6 4 .0 0
Seguros
i
1 9 6 ,0 2 0 .0 0
$
1 0 2 ,2 1 0 .0 0
Intereses
$
3 6 1 ,3 8 4 .0 0
Administación
$
8 0 ,0 0 0 .0 0
Mantenimiento
$
6 5 3 ,1 0 0 .0 0
Impuestos ( 0.03x Ingresos Brutos)
0 .0 3 x 10 500 x 334.00 x 300
TOTAL DE CARGOS FIJOS ANUAIESj
2 .1 9 2 .9 7 8 .0 0
B .- GASTOS DE OEBRACICB ANTJAÜ5S. -
1 . - Materia Frías
____
2 . - Agua de enfriamiento ( Costo $48.00/T on ,
450 x 48.00
-
53 -
$
a , 6 0 0 .0 0
3 . - Agua Tratada ( C osto 1 .0 6 /T o n .
$
2 7 ,093.60
4 . - Gas combustible
*
117,041.00
5 . - Vapor
$
--------
6 . - Energía E léctrica
$
7 * - Mano de obra
$
4 Operadores de l a . -
$
122,780.00
4 Operadores de 2a»-
*
109,384.00
4 Ayudantes E sp ecia listas
$
9 5 ,3 8 0 .0 0
1 Obrero General
$
1 8 ,0 4 5 .0 0
8 . - A sistencia Tácnica
$
7 2 , 0 0 0 ,0 0
GASTOS AN1IAÍJS TOTALES DE OPERACION t
6 16,968.60
25 560 x 1 .0 6
3 3 ,6 4 5 .0 0
C .-- GASTOS TOTAiaS AI-AJAIES
G^/Año
G^/Ano
=
Gf /Año
=
2,196,978*00 f
~
*
G o p e p ^ j^ /A ñ o .
6 16,968.60
$ 2 ,9 0 9 ,9 5 6 .6 0
UTILIDAD HETA ASUAL. -
Ingresos Brutos Anuales
=
10 500 x 334.00
„ $ 3 ,4 0 7 ,0 0 0 .0 0
- 54 -
Utilidad neta Anual
a
Ingresos Brutos Anuales — G>j/Año,
-
3 ,4 0 7 ,0 0 0 .0 0 —
= $ 597,053.40
UTILIDAD ANUAL a
- 55-
$ 597,053.40
2 ,8 0 9 ,9 4 6 .6 0
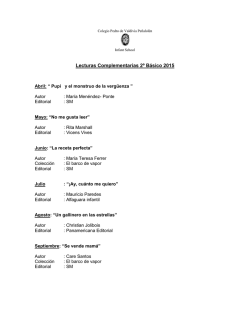
DETraimiACice sel f w t o de eq u ilibr io
ECONOMICO
t
PRCDUOCICN ANUAL NOMINAL
- 56 -
CAPITULO V I I .C O NCL US I ONE S
Del estudio anterior se concluye que la instalación de plantas para
l a recuperación de azufre a pa rtir del HgS, en la s refin ería s modernas,es una necesidad de caraeter o bligatorio implantada por la s normas de sa
nidad y seguridad in d u str ia l.
En e l caso que se estudió anteriormente se encuentra que la inver sión en la planta recuperadora es relativamente elevada tomano.o en cuenta
sus rendimientos económicos óptimos»
En lo que respecta a la s condiciones actuales de la planta recupera
dora su operación se efectúa con pérdidas de considerable cuantia, debido
principalmente a la fa lt a de materia prima
( HgS ) , que obliga a traba -
ja r la a Un 56.5 % de su capacidad nominal e fe c tiv a ; pues lo s problemas de
operación en condiciones normales pueden reducirse a l minimo.
La capacidad mínima de la planta para operarla en su punto de equi
lib r io económico es d el
78.5 % de su capacidad nominal.
La solución a l problema de la fa lt a de materia prima, se encuentra
en mandar un volumen mayor de gases amargos a l tratamiento d i-eta n o l-a m ina, la cual a l regenerarse producirá mayor cantidad de gas ácido conte —
niendo
HgS,
que servirá como carga a la planta recuperadora de Azufre
-57-
CAPITULO v m . B I B L I O G R A F I A
1 . - LIBRO MAESTRO DE OPERACION PARA LA UNIDAD RECUPERADORA DE AZUFRE.Mo Kee Company. 2 . - SULFUR MANUAL
The Sulfur Company In c. ( 1954 )
3 . - * UNIT C8PERA21CNS".- John Wlley and Sons In c .
New York
4 .- HíGIinaailSG E í K R M Q K t ' N A M I C S D. Van Nostrand Company In c .
Princeton
New Jersey
5 . - STKAA!,AIR and GAS POHER.- John Wiley and Sons I n c .
New l o r k .-
6 . - CHEMICAL ENGBEERING COST ESTIMATICW.- Mc Graw H U I Book Company Inc
New Xork
( 1955 ) . -
7 . - * CHBfflCIL ü »a B B R *S
HiXDBOQ&S-
Me Graw H U I Book Company In c .
( New Tork) 1 9 5 0 .8 . - Apuntes de la sección de Contabilidad In d u stria l
( PEMEX.)



© Copyright 2026