
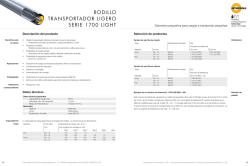
Fabricacion de Rodillos nuevos y recargados para la
Title Fabricacion de Rodillos nuevos y recargados para la Colada Continua Utilizando la Tecnología Weldclad La Historia de Soldar Soldadura de rodillos ¾ Uno de los pioneros era el British Steel en los 1970 ¾ Consumibles desarrollados todavía se usan como la base de hoy ¾ 30 años de experiencia ¾ Aceptación mundial Diseña la Solución eficaz a un Costo Minimo Diseña la aleación de soldadura con el requerido o combinación de propiedades para resistirse • Desgaste • Impacto • Fatiga termica • Corrosión e Errosión Selecciona las Propiedades del material base 9 La fuerza, resistencia de fatiga mecanica 9 Resistente a la fatiga termica 9 Caracteristicas para recargue múltiple Las Propiedades de Fatiga Termica 3.0 o Profunidad de grieta (mm) 5000 Ciclos a Tm to 600 C La profundidad de grietas después de 5000 ciclos Tm a 600oC 2.5 2.0 1.5 1.0 0.5 0.0 Acero Fundido Acero forjado Soldadura de 5% Cr Soldadura de 12% Cr Las Propiedades de Degaste Relativos 8 Acero Forgado 7 Desgaste relativo 6 5 Soldadura 5%Cr Bajo Carbon DH Acero Fundido 4 3 Sodadura 5%CrMo 2 Soldadura 12%Cr Soldadura 5%Cr Alto Carbon 1 0 150 200 250 300 350 400 Dureza (HV) 450 500 550 600 Suministrada Completo para Soldar de Rodillos 9 Instalación de maquinas soldadura de rodillos llave en mano 9 Servicio de desarrollo del mercado y aplicaciones 9 Tecnología 9 Formación de los operarios y técnicos U us tr ia ia an y In d er m hi na Country K U SA do m rk ey os la vi a in g Tu Sp ai n Sw ed en Yu g ni te d K Ita ly az ak st an M ex ic o Po la nd R om an ia R us si N or a th A fr So ic a ut h A fr ic a G C B el gi um A Maquina de Weldclad Mas de 80 Sistema en el Mundo 12 10 8 6 4 2 0 Maquina de deseño especiales para rodillos de la colada ¾Dos giradores de Rodillos Independiente ¾Dos cabezales de soldadura ¾Soldar dos rodillos o un rodillo largo ¾Recuperación automatizado de fundente y separación de escoria Siderurgica Italiana 5 Coladas de dos lineas cada una Maquinas Weldclad 5 de dos cabezales 1 de 4 cabezales 1 de un cabezal Maquina de soldar Cuellos Weldclad Soldadura del Arco Sumergido Depósito de soldadura 9 9 9 El arco y el material liquido protegido por el fundente da una soldadura limpia y un ambiente bueno Calidad alta Análisis consistente Aportacion alta Soldadur de uno o dos hilos para velocidad maxima ejemplo: 140 mm diametro 12 Kg/Hr Consumo de Flux to Wire < 0.85:1 Metodo de Soldar Rodillos de la Colada Oscillation Oscilacion Avance 50 to 70 mm Avance 40 to 50 mm Ancho de cordon 55 to 65 Arco submergido de un hilo Step 50 mm Ancho de cordon 65 to 85mm Arco submergido de dos hilos Step 65 mm Velocidad de deportacion hasta 18 Kg/Hr Proceso de Soldadura - Ruta típica Almacen e Inspección PreCalentar Maquinas de soldar Enfriar lentamente La expedición Tratamiento Termico Último Inspección Mecanizando Enfriamiento lento Weldclad 3 Rodillo Soldado por Arco Sumergido La Nueva Fabricación del Rodillo Las aleaciones diseñadas para lograr el análisis correcto con la soldadura mínima absoluta. El recargue del rodillo usados 9 La soldadura mínima requirida 9 Sueldan rodillos usados con capas múltiples Weldclad 75 material una almohadilla de fuerza alta (Reduzca la flexion) Weldclad 3 para la superficie en servicio WELDCLADTM Dos Capa de Soldadura, Aleaciones para la Nueva Fabricación del Rodillo Material del rodillo Aleacion Weldclad 42CrMo4 WLDC3M2L 25CrMo4 WLDC3M2H 16CrMo44 21CrMoV511 St52-3 6 mm Fabricación de Rodillos Nuevos Layer 2 Layer 1 C Mn Si Cr Ni Mo 0.10 1.2 0.4 12.4 3.72 0.93 Roll Schaeffler Equivalents Cr = 14.12 Ni = 7.31 Revestimiento de rodillo con dos capas Dando una vida util de 6 mm al diametro Rodillo de Recargue Mecanizar para eliminar grietas Layer 1 Roll Layer 1 C Mn Si Cr Ni Mo 0.12 1.2 0.47 12.4 2.7 0.93 Roll Schaeffler equivalantes Weldcald material, una capa solamente Cr = 13.82 Ni = 6.8 Grafico de Schaeffler para la Sodadura Weldclad Schaeffler Diagram 0% 30 5% 10% 28 26 24 Niequ =Ni+30C+0.5Mn 20% AUSTENITE 22 20 40% AUSTENITE + FERRITE 18 AUSTENITE + MARTENSITE 16 80% 14 12 3M2H 21CrMoV511 10 100% AUSTENITE + MARTENSITE +FERRITE 8 MARTENSITE 6 Weldclad 3 4 3M2H 16CrMo44 F+M 0 0 2 FERRITE MARTENSITE +FERRITE 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Crequ=Cr+Mo+1.5Si+0.5Nb Nuevo rodillo material base, 16CrMO44 21CrMo5.11 Weldclad 3M2H Recargue del rodillo con Weldclad 3 36 38 40 Micro estructura de Weldclad Weldclad 3 amd 3M2H Martensitico Templado TM La Selección de Material para Zonas en la Colada Continua Rodillos Pie Aleación alta para resistir 9 Corrosión 9 Erosión de los polvos de colar, Agua y temperaturas altas Diseñado 12% Cr acero martensitico resistente a: 9 Corrosión 9 Desgaste 9 Fatiga termica El Carbono alto 12% Cr acero martensitico resistencia de desgaste Las Aplicaciones de Colar Slab convencionales y finos Bloom y Palanquilla Colada Continua 9 Rodillos recargados 9 Rodillos Nuevas soldados Rodillos largos Rodillos separados y camisas Cualquier Segmento Bloom y Palanquilla Los Rodillos Colada continua Después del Servicio en la Planta 0.015 a 0.02mm degaste después 1 millones de toneladas coladas Acero de carbono Rodillos de Pie Mould El ambiente Foot Rolls • Temperaturas altas • Corrosión • Erosión Segment Zero Rodillos de pie Soldados con Acero Inoxidable Rodillos de pie después de 100,000 Toneladas 3.0 mm de desgaste Rodillos de Pie Weldclad 900 La Aleación alta Superfie después del mecanizado ligero 0.2 a 0.3 mm Vida del Rodillo total 700,000 a 1,000,000 Toneladas Ejemplo de la Vida del Rodillos Weldclad 12 10 8 6 4 2 0 Campaign Million Tonnes Wear (mm) per Million Tonnes Total Roll Life Million Tonnes China Belgium Belgium Germany South Africa UK 2.5 0.20 5 4 0.20 8 6 0.10 12 3 0.20 6 1.5 0.03 3 2 0.10 6 Diseño de la colada efectan la vida util de rodillo Vida de Rodillos Cliente Comentarios SIDMAR Enfriamiento por Perforacion Central Primera vida de rodillo de campaña 4 Millones de toneladas, Desgaste 0.5 a 0.7mm, rodillos se mecanizan y vuelven para una Segunda campaña de 4 Millones de toneladas Enfriamiento rodillo revolver Dos campañas de 6 Millones de toneladas cada vida del rodillo, total 12 millones de toneladas . Thyssen Krupp Primero campaña 3 Millones de toneladas, los rodillos se mecanizan y vuelven para una Segunda campaña de 3 Millones de toneladas Enfriamiento perforacion central Enfriamiento revolver Nota, El sistema de enfriamiento interior y externo efectan la vida util de rodillo Vida de Rodillos Cliente Comentarios CORUS Areas de guía de slab utiliza rodillos revolver. 2 Millones de toneladas con degaste de 0.1 al 0.2mm ISCOR V3 A 300% mejora en la vida en comparacion de otros rodillos Ø150, tabla 720 mm max. desgaste 0.05 mm / 1.5 Milliones Toneladas ISCOR V2 Rodillo Ø230mm, 0.01 a 0.05mm desgaste / 1.5 Milliones Toneladas IMEXA La vida util más de 3.0 Millones de toneladas. El costo reducido de recargue y la mejor resistencia de flexion COLUMBUS (Acerinox) 0.2 mm desgaste después de colar 2.0 Millones de toneladas , Colando ordenes pequeños SALDAHNA Colada fina (75mm) 1.7 Millones de Toneladas por 0.5mm de desgaste BENXI Los rodillos dan una vida de 5 millones de toneladas entotal después de que mecanizándose para quitar el desaste Nota, El sistema de enfriamiento interior y externo efectan la vida util de rodillo Justificación Actuación del Rodillo óptima Reduzca 9 Gastos de mantenimiento 9 Horas muertas 9 Gastos de recargues subsiguentes Costo de Mantenimiento de los Rodillo en la Colada Continua 0.9 1,400,000 1,200,000 1,000,000 800,000 600,000 400,000 200,000 0 0.8 0.7 0.6 0.5 0.4 0.3 1 2 3 Year Maintenance cost Cost per tonne El ejemplo de una planta en México Cost per Tonne Annual Cost Costo annual de Maintenace de los rodillos ($) Despues la introducción de rodillos Weldclad Justificación Tiempo Muertos de la Colada Continua Reemplazo prematuro de segmento ¾ 150 to 200 Tonnes colado/Hr ¾ Valor de acero > 350 US$ / Tonnes ¾ Valor de venta pedido $52,500 to $70,000 / Hr La Conclusión WeldcladTm Arco Submergido da : 9 Muy bajo Corrosión, Erosión y Desgaste Costo de la recargue 9 Depósitos de soldadura de calidad altos 9 Soluciones flexibles Los materiales dividiendo en zonas para las condiciones específicas 9 Aceptación mundial Más Información TECNIWEARContacto ENGINEERING SOLUTIONS E.U. Teléfono Móvil Gerencia: (+57) 318 5848390 Corewire E-mail: [email protected] Tel. +44 (0) 1252 517766 Skype: tecniwearjose Fax +44 (0) 1252 515833 Colombia www.Corewire.com



© Copyright 2026