
2 - Aquatherm
MANUAL DEL INSTALADOR de Aquatherm 3 500 S 500 W | Lindon, UT EE.UU. | 84042 | 801.805.6657 [email protected] www.aquatherm.com ed. © 2014 aquatherm NA L.C. Todos los derechos reservados ra Este manual ha sido diseñado para acompañar el Curso de capacitación para el instalador de Aquatherm y actuar como referencia para los instaladores capacitados. No es sustituto para el curso de capacitación de instalador. 9.13 3ra Edición Impreso en EE. UU. aquatherm MANUAL DE INSTALADOR 3ra EDICIÓN Dueño - Número de instalador - Nombre del capacitador Información de contacto del capacitador Manual del instalador de Aquatherm Para una instalación adecuada de la tubería PP-R y accesorios fabricados exclusivamente por Aquatherm Requerido para los cursos de instalador de Aquatherm y de soldadura a tope de Aquatherm © 2014 aquatherm NA L.C. Todos los derechos reservados Este manual fue producido por Aquatherm NA L.C. y diseñado estrictamente para el mercado norteamericano. Combina la información publicada por Aquatherm GmbH con prácticas de fusión aceptadas en EE. UU. y Canadá. Aguatherm GmbH no asume responsabilidad alguna por el contenido de este manual más allá de lo que se ha publicado específicamente. Aquatherm NA L.C. no garantiza la integridad o exactitud de la información aquí contenida. En caso de existir una discrepancia entre este manual y la información publicada por Aquatherm GmbH, la información publicada por Aquatherm GmbH será considerada correcta. La información en este manual será sustituida por cualquier edición subsiguiente de este manual. Aquatherm NA L.C. se reserva el derecho a modificar los procedimientos de instalación apropiados en cualquier momento a través de boletines técnicos. Contenido Capítulo 1 Bienvenido a Aquatherm 1.1 Cómo comenzar 1.2 Trabajando con PP-R 1.3 Innovaciones de Aquatherm 1.4 El líder mundial en tuberías PP-R 1.5 Manipulación del material 1.6 Tamaños de tuberías 1.8 Grosor de la pared 1.9 Identificación1.10 aquatherm green pipe® MF para agua caliente 1.11 aquatherm green pipe® S para agua fría 1.12 aquatherm blue pipe® MF para pared gruesa 1.13 aquatherm blue pipe® MF para pared delgada 1.14 aquatherm lilac pipe® S1.15 Accesorios moldeados 1.16 Accesorios segmentados 1.17 Tasas de flujo y tamaño 1.18 Presiones de trabajo Aire comprimido Pesos y capacidades Listas y aprobaciones Estándares de referencia 1.19 1.19 1.20 1.22 Capítulo 2 Termofusión2.1 Seguridad2.2 Cómo inspeccionar el corte 2.5 Cómo funciona la fusión por calor 2.6 Fusión por encastre 2.7 Cabezales de soldadura 2.8 Termofusoras2.9 Seguridad de la termofusora 2.10 Ensamblado de la herramienta 2.12 Cómo marcar la tubería 2.13 Tiempos de calentamiento y enfriamiento de fusión por encastre 2.14 Instrucciones para la fusión por encastre 2.16 Fusión por encastre de amplio diámetro 2.18 Fusiones asistidas mecánicamente 2.19 Inspección2.20 Cómo evitar fusiones inapropiadas 2.21 Cómo solucionar problemas en conexiones mal hechas 2.22 La ovalidad en fusiones asistidas por máquinas 2.23 Tomas de fusión 2.24 Instrucciones para la toma de fusión 2.25 Electrofusión2.28 Instrucciones de electrofusión 2.29 Soldadura a tope 2.32 Explicación de la soldadura a tope 2.33 Presiones para la soldadura a tope 2.34 Fases de la soldadura a tope 2.35 Presiones de ajuste y de soldadura McElroy 2.36 Presiones de ajuste y de soldadura Ritmo 2.38 Presiones de ajuste y de soldadura Rothenberger 2.40 Presiones de ajuste y de soldadura Widos 2.42 Altura del cordón de ajuste 2.44 Tiempos de calentamiento y enfriamiento de la soldadura a tope 2.45 Instrucciones para la soldadura a tope 2.47 Cómo reducir el tiempo de enfriamiento 2.53 Fusionando SDR disímiles 2.54 Alineamiento interno 2.55 Reparaciones2.56 Capítulo 3 Productividad3.1 Cómo comenzar 3.2 Mezcla del equipo 3.3 Herramientas3.4 Termofusoras de mano 3.5 Máquinas de fusión por encastre 3.6 Máquinas de fusión a tope de cuatro mordazas 3.8 Configuraciones modificadas de la máquina 3.9 Máquinas de soldadura a tope manuales Mayor equipo versus más herramientas Ejemplo de trabajo Carretes de unión: 3.10 3.11 3.12 3.24 Capítulo 4 Planeamiento4.1 Boletines técnicos 4.2 Abrazaderas y soportes 4.3 Anclajes y guías 4.4 Intervalos de apoyo y espaciamiento entre soportes 4.5 Intervalos de soporte 4.6 Espaciamiento aumentado entre soportes 4.8 Grado de resistencia al fuego 4.9 Expansión linear 4.10 Controles de expansión 4.14 Compatibilidad química 4.20 Integración con tuberías de cobre 4.21 Transición PP-R a accesorios de cobre 4.22 Conexión a una caldera 4.23 Casquillos, reductores y acoplamientos reductores 4.24 Válvula esférica grande 4.25 Conexiones roscadas 4.26 Identificación de latón 4.27 Bridas4.28 Válvulas mariposa 4.30 Líneas de ramales 4.31 Aplicaciones enterradas 4.32 Fuerza máxima de tracción 4.33 Cómo curvar la tubería Aquatherm 4.34 Dimensión del aislamiento, bloqueo de empuje, generación de ruido y aislamiento de vibración 4.35 Protección UV y pintura 4.36 Tubería de fusión UV 4.37 Enjuague, conexión a tierra y protección contra congelamiento 4.38 Reclamos de garantía 4.39 Prueba de presión 4.40 Capítulo 5 Tubería y accesorios 5.1 aquatherm green pipe® MF SDR 7,4 5.2 aquatherm green pipe® S SDR 11 5.2 aquatherm blue pipe® MF SDR 7,4/11 5.3 aquatherm blue pipe® MF SDR 17,6 5.3 aquatherm green pipe® MF UV SDR 7,4 5.4 aquatherm blue pipe® MF UV SDR 7,4/11 5.4 aquatherm blue pipe® MF UV SDR 17,6 5.5 aquatherm lilac pipe® S SDR 7,4/11 5.5 Acoplamiento5.6 Casquillo5.6 Reductor de soldado a tope 5.7 Acoplamientos reductores 5.8 Codo de 90° 5.9 Codo de 45° 5.9 aquatherm green pipe® Y lateral 5.14 aquatherm blue pipe® Y lateral 5.14 Codo macho hembra de 90° 5.15 Codo macho hembra de 45° 5.15 Cruce5.15 Tapa de extremo 5.16 T5.17 T reductor 5.19 aquatherm blue pipe® - t reductor segmentado 5.24 Toma de fusión 5.26 Brida adaptadora 5.28 Brida anular 5.29 Punto cruzado 5.29 Unión5.30 Acoplamiento por electrofusión 5.31 Codo de oreja de 90° 5.31 Codo de la placa de montaje 5.32 Enchufe ISO para pruebas de presión 5.32 Pieza de transición ISO 5.33 Pieza de transición Pieza de transición NPT Codo de transición NPT Codo macho hembra de transición NPT T de transición NPT Ramal de drenaje Pozo medidor de flujo Extremo de conducto Extremo de conducto recto Transición al accesorio de compresión Adaptador PEX Adaptador PEX (compresión) Transición PP-R a ranurado Codo de transición T de transición Toma de fusión NPT Plomería de bloque de distribución Tubería de distribución 5.34 5.34 5.36 5.36 5.37 5.37 5.37 5.38 5.38 5.38 5.39 5.39 5.39 5.40 5.40 5.41 5.44 5.44 Pieza del extremo de distribución 5.45 Válvula esférica 5.45 Válvula de globo de cierre atornillable 5.45 Válvula invisible 5.46 Válvula de cierre con cuerpo ISO 5.47 Válvula inclinada 5.48 Válvula inclinada de verificación 5.48 Válvula esférica 5.48 Conjunto de reparación 5.50 Enchufe de reparación 5.50 Guantes protectores para altas temperaturas 5.50 Cabezales de soldadura 5.50 Broca5.51 Cabezales de soldadura para tomas de fusión 5.52 Capítulo 1: Bienvenido a Aquatherm BIENVENIDO A AQUATHERM Esta capacitación le permitirá adquirir las técnicas apropiadas para realizar conexiones de termofusión rápidas y confiables y así poder aprovechar los numerosos beneficios de Aquatherm. 1.1 Este manual ha sido compilado para ayudar a garantizar una instalación segura y consistente de los materiales para tuberías de Aquatherm. Por favor, lea todas las instrucciones antes de comenzar con la instalación. Los instaladores deben tomar el curso de capacitación correspondiente con un capacitador autorizado de Aquatherm antes de comenzar con la instalación. BIENVENIDO A AQUATHERM 1.2 Cómo comenzar Antes de comenzar, debería conocer algunos detalles acerca de la tubería que está instalando. Las tuberías y accesorios Aquatherm son fabricados con una variación diseñada con copolímero aleatorio de polipropileno o PP-R. Los PP-R de Aquatherm ofrecen muchos beneficios por encima de otros metales o plásticos, como por ejemplo, durabilidad, longevidad y pureza química. Las tuberías y accesorios de polipropileno de Aquatherm son producidos en Alemania y han sido utilizados en todo el mundo por más de cuatro décadas. Las tuberías y accesorios son fabricados según los más altos estándares internacionales de calidad, por lo que puede confiar en el material cada vez que lo instala. Si las tuberías y accesorios no tienen las etiquetas de Aquatherm, devuélvalos y no los instale. Solo los productos genuinos Aquatherm cuentan con la garantía de Aquatherm y décadas de experiencia con PP-R. Si no ha trabajado anteriormente con la tubería fusible Aquatherm, es mejor que no se apure. Así como en su primer día de aprendiz no pudo lograr soldaduras perfectas, también le llevará algún tiempo volverse competente en la termofusión. Afortunadamente, notará que aprender a realizar la fusión es rápido y sencillo. Este manual actuará como su guía a medida que aprende y a medida que continúe utilizando la tubería a fusión durante los próximos años. Trabajando con PP-R El PP-R es un copolímero de polipropileno (combinado) con una pequeña cantidad de etileno. Esta combinación, mejorada por la fórmula propiedad de Aquatherm, le da al material un balance entre Todas las tuberías y accesorios de Aquatherm están hechos de PP-R, por lo que tendrán las mismas propiedades. Estos pueden ser fusionados por calor sin ninguna pérdida de fuerza y tendrán la misma densidad, durabilidad y resistencia. Los PP-R de Aquatherm han sido diseñados para un mejor rendimiento y no deberían ser mezclados con otros tipos de PP-R. El PP-R no debería nunca ser fusionado con PP, PVDF, PE, CPVC o cualquier otro tipo de plástico. Nunca utilice cementos solventes en los PP-R de Aquatherm, ya que podrían dañar la tubería y no se mezclarán apropiadamente. BIENVENIDO A AQUATHERM El PP está hecho de hidrógeno y carbono, por lo que no contiene químicos tóxicos que puedan afectar el agua potable. durabilidad, rigidez y flexibilidad. El PP-R se conecta utilizando la fusión por calor, lo que implica calentar y enfriar la tubería para unirla a un material idéntico. Esto será cubierto en detalle en el Capítulo 2. 1.3 El polipropileno es un termoplástico similar a la tubería de polietileno. Está hecho con un producto derivado del petróleo, por lo que naturalmente repele el agua. Esto lo hace ideal para material de tubería ya que no afecta ni se ve afectado por el agua que lleva. Cada material de tubería cuenta con sus propias ventajas y desventajas. El PP-R ha demostrado contar con muy pocas desventajas y muchas innovaciones únicas de Aquatherm permiten subsanar estas pequeñas deficiencias. La mezcla especial de PP-R de Aquatherm se llama Fusiolen®, que es utilizada en cada tubería y accesorio Aquatherm. Plástico normal VS. PP-R Fusiolen de Aquatherm • Se quema durante la fusión, lo que resulta en pérdida de fuerza • Se daña por exposición a altas temperaturas • Sufre una importante expansión linear por calentamiento • Es químicamente reactivo, lo que resulta en fallas El proceso del compuesto de fibra de capas múltiples (MF) produce una mezcla de PP-R y fibra de vidrio que reduce la expansión pero que no afecta las propiedades de la fusión. Integridad de la tubería (a 400 ˚F) BIENVENIDO A AQUATHERM 1.4 Innovaciones de Aquatherm • No se quema durante la fusión para una fuerza del 100% • Estabilizado por calor para soportar altas temperaturas • La tecnología de fibra de capas múltiples reduce la expansión en un 75% • Completamente inerte al agua y a la mayoría de los químicos PP-R de Aquatherm PP-R regular 0 7 42 Tiempo (en minutos) La estabilización por calor protege la tubería durante la corta exposición a temperaturas extremas. El líder mundial en tuberías PP-R PP-R es durable, tanto física como químicamente y es más resistente a los aceites, congelamiento, impactos, etc. que otros plásticos y hasta metales. Se debería tener el cuidado apropiado al momento de utilizar tuberías y accesorios Aquatherm. La garantía Aquatherm no cubre daños causados por el mal manejo post fabricación, abuso en el lugar de trabajo, daño UV o instalación no adecuada. Todos los detalles de la cobertura de Aquatherm se encuentran en Aquatherm.com/warranty. Nota: La garantía Aquatherm solo aplica para los sistemas que están instalados de forma adecuada por un instalador de Aquatherm capacitado. La instalación no adecuada o fusión con piezas que no sean Fusiolen anulará la garantía para esas conexiones. Seguir todos los procedimientos en este manual minimizarán el riesgo de falla material y ayudará a asegurar la cobertura en caso de tener algún problema. La prueba de presión es requerida para verificar la instalación adecuada. BIENVENIDO A AQUATHERM Aquatherm ofrece sus productos con garantía del fabricante por 10 años que no solo cubre los repuestos sino que también cubre la mano de obra del reemplazo, daños accidentales, gastos médicos y pérdidas financieras brindándole tranquilidad a sus clientes. La cobertura comienza cuando se entrega un registro de prueba de presión exitosa para el monto de cobertura actual. Los montos exactos de cobertura se encuentran sujetos a la tasa de cambio con el Euro al momento en el que se otorga la cobertura. 1.5 Aquatherm es el líder mundial en sistemas de tuberías a presión PP-R. Cuando trabaja con nuestros productos, tiene décadas de investigación y experiencia brindándole su apoyo. Todos los productos Aquatherm son probados detenidamente antes, durante y luego de la producción por el mejor equipo y expertos en la industria. Este control de calidad permite asegurar la consistencia en cada tubería y accesorio de Aquatherm. BIENVENIDO A AQUATHERM 1.6 Manipulación del material: Qué hacer Inspeccione la tubería al momento de recibirla. Aquatherm no se hace responsable por daños que ocurran luego de que la tubería sea enviada. No fusione una tubería dañada. Retire las secciones dañadas e instale el resto de la tubería. Respete la política del distribuidor para devoluciones. Mantenga la tubería sobre una superficie plana o soportes cercanos para evitar que se curve. Utilice al menos 3 soportes para tuberías de 13’ y 4 para tuberías de 19’. Mantenga la tubería en su bolsa de protección o envoltorio hasta que esté listo para instalarla. La bolsa protege la tubería de suciedad, rayones y rayos UV. Manipule la tubería cuidadosamente, especialmente en temperaturas bajo cero. Los plásticos podrían volverse quebradizos en temperaturas bajas, así que manipúlelos adecuadamente. Cubra la tubería desenvuelta con una lona de color claro si va a guardarla afuera. Una lona de color oscuro genera calor y podría provocar que se deforme. Manipulación del material: Qué no hacer 1.7 No tire la tubería ni la mueva bruscamente. El PP-R puede tolerar casi cualquier impacto sin problemas pero no hay motivo alguno para arriesgarse a dañarlo. No inserte objetos afilados o sin almohadillas en los extremos de la tubería. Estos pueden seccionar el interior de la tubería y crear puntos débiles. No guarde la tubería afuera descubierta por más de 6 meses. La tubería debería estar almacenada debajo de una lona o sombra o en su envoltorio de fábrica. Mantenga los accesorios en sus bolsas hasta que esté listo para utilizarlos. Los accesorios envueltos serán más fáciles de reconocer y estarán protegidos de contaminantes. No utilice una tubería dañada que se encuentre agujereada un 10% más del grosor de la pared sobre su exterior o un 5% en el interior. BIENVENIDO A AQUATHERM No pise la tubería con ningún tipo de vehículo ni aplaste los extremos. Es la causa más común del daño en las tuberías. BIENVENIDO A AQUATHERM 1.8 Tamaños de tuberías La tubería Aquatherm ha sido diseñada en tamaños métricos (milímetros). Esto es parte de sus diseños y listas pero es fácil aprender el tamaño imperial coincidente (pulgadas). Este cuadro le brinda los tamaños compatibles. Estas medidas están basadas en una tasa de flujo y un tamaño físico. Utilice la medida nominal al momento de pasar de una tubería imperial si los requerimientos de galones por minuto no están disponibles. Utilice el OD actual para dimensionar las pinzas y el aislamiento. Fusión por encastre Soldadura a tope OD métrico de fábrica Diámetro nominal OD métrico de fábrica Diámetro nominal 20 mm ½” 160 mm 6” 25 mm ¾” 200 mm 8” 32 mm 1” 250 mm 10” 40 mm 1 ¼” 315 mm 12” 50 mm 1 ½” 355 mm 14” 63 mm 2” 400 mm 16” 75 mm 2 ½” 450 mm 18” Las tuberías métricas utilizan radios de dimensión estándar (SDR) en lugar de programas. Esto significa que el grosor de la pared es proporcional al diámetro de la tubería. Desde el punto de vista del rendimiento, esto hace que la presión nominal de la tubería sea consistente para cada tamaño y hace que la fusión por calor sea más fácil. 90 mm 3” 500 mm 20” 110 mm 3 ½” 560 mm 22” Las tuberías de ½” – 4” vienen en un largo de 13 pies (4 metros). 125 mm 4” 630 mm 24” Las tuberías de 6” – 24” vienen en un largo de 19 pies (5,8 metros). Grosor de la pared 1.9 SDR 7,4 1 1/ 11 /17,6 diámetro total diámetro total SDR 11 Una pared gruesa produce mayor capacidad para presión y temperaturas para usos de alto esfuerzo, como por ejemplo la recirculación de agua caliente. Una pared de grosor balanceado provee una mayor capacidad de flujo y a la vez mantiene una presión alta. Adecuado para la mayoría de las aplicaciones. aquatherm green pipe® MF aquatherm green pipe® S aquatherm blue pipe® MF aquatherm lilac pipe® S SDR 17,6 Una pared más delgada brinda una capacidad máxima de flujo y a la vez minimiza el peso del material, el costo y el tiempo de fusión. Para uso en sistemas de menor presión, como por ejemplo, congelamiento, enfriamiento o en condensadores. aquatherm blue pipe® MF BIENVENIDO A AQUATHERM 1/ 7,4 diámetro total BIENVENIDO A AQUATHERM 1.10 Identificación Aquatherm cuenta con muchas líneas de tuberías que han sido específicamente diseñadas para ciertos usos. Las rayas y el color indican el tipo de tubería. aquatherm green pipe® MF aquatherm blue pipe® MF aquatherm green pipe® S aquatherm lilac pipe® S Aquatherm Green pipe® tuberia de fibra compuesta de 63x8,6 mm (2” N.D.) PP-R80 SDR 11 cNSF CSA b137.11 ASTM F2389 ICC ESR-1613 Hecha en Alemania Etiqueta de control de expansión (no está presente en las tuberías que no son MF) Nombre de la tubería (solo las tuberías y accesorios genuinos de Aquatherm cuentan con nuestra garantía de 10 años) Tamaño de producción y diámetro nominal Material Listados de códigos relevantes (varía según el tipo de tubería) Grosor de la pared (basado en el diámetro de la tubería) Información adicional (incl. sello de hora) aquatherm green pipe® MF para agua caliente Usos aceptables: Agua fría de uso doméstico (potable), calefacción, enfriamiento, aire comprimido, transporte de químicos y cualquier otro uso aplicable para PP-R BIENVENIDO A AQUATHERM (potable), procesamiento de alimentos, rociador de bajo riesgo contra fuego (NFPA 13D) 1.11 Color: Verde Rayas: Verde oscuro Grosor de las paredes: SDR 7,4 Rango de tamaño: ½” - 14” Construcción de capas múltiples (control de expansión): Sí Presión máxima de operación a 50 °F: 380 psi Presión máxima de operación a 180 °F: 100 psi Usos recomendados: Agua caliente de uso doméstico BIENVENIDO A AQUATHERM 1.12 aquatherm green pipe® S para agua fría Color: Verde Rayas: Celeste Grosor de las paredes: SDR 11, 7,4 (¾” o más pequeña solamente) Rango de tamaño: ½” - 18” Construcción de capas múltiples (control de expansión): No Presión máxima de operación a 50 °F: 195 psi Presión máxima de operación a 140 °F: 95 psi Usos recomendados: Agua fría de uso doméstico (potable), procesamiento de alimentos Usos aceptables: Enfriamiento, transporte de químicos y cualquier otro uso a baja temperatura que sea adecuado para PP-R aquatherm blue pipe® MF para pared gruesa Rango de tamaño: ½” - 18” Construcción de capas múltiples (control de expansión): Sí Presión máxima de operación a 50 °F: 325 psi Presión máxima de operación a 180 °F: 62 psi Usos recomendados: Distribución de calor y frío, aire comprimido, transporte de químicos, piscinas de natación (verificar los niveles de tratamiento) y calefacción integrada Usos aceptables: Riego y otros usos de las tuberías para agua no potable BIENVENIDO A AQUATHERM solamente) 1.13 Color: Azul Rayas: Verde Grosor de la pared: SDR 11, 7,4 (¾” o más pequeña BIENVENIDO A AQUATHERM 1.14 aquatherm blue pipe® MF para pared delgada Color: Azul Rayas: Verde Grosor de las paredes: SDR 17,6 Rango de tamaño: 4”- 24” Construcción de capas múltiples (control de expansión): Sí Presión máxima de operación a 50 °F: 160 psi Presión máxima de operación a 140 °F: 70 psi Usos recomendados: Geotérmico, enfriamiento de distrito, distribución de enfriamiento a baja presión, tubería de agua de condensador a torres de enfriamiento Usos aceptables: Cualquier aplicación no potable, de baja presión o baja temperatura adecuada para PP-R aquatherm lilac pipe® S BIENVENIDO A AQUATHERM grises, agua regenerada, riego 1.15 Color: Púrpura Rayas: Ninguna Grosor de las paredes: SDR 11 Rango de tamaño: ½” - 10” Construcción de capas múltiples (control de expansión): No Presión máxima de operación a 50 °F: 195 psi Presión máxima de operación a 100 °F: 135 psi Usos recomendados: Agua de lluvia, aguas BIENVENIDO A AQUATHERM 1.16 Accesorios moldeados • Una sola pieza • Accesorios de ½” - 4” fusionados por encastre sobre la pared de la tubería • Accesorios de 6”- 24” soldados a tope en línea con la tubería • Todas las tuberías utilizan las mismos accesorios PP-R • Marcas mínimas en los accesorios • Etiquetado completo en la bolsa • Mantenga los accesorios en sus bolsas hasta que esté listo para utilizarlos • La clasificación de presión es igual o supera la clasificación de presión de la tubería Accesorios segmentados • Soldadas a tope en línea con la tubería • 6” - 24” (codos y tubos en T) • Hechos de aquatherm green pipe® o aquatherm blue pipe® para coincidir con el sistema de tuberías • Tamaño indicado en la etiqueta • Sellado al costado para indicar su origen • Los accesorios aquatherm green pipe® pueden ser utilizados con instalaciones aquatherm blue pipe -- no utilice accesorios aquatherm blue pipe en instalaciones con aquatherm green pipe • La clasificación de presión es igual a la clasificación de presión de la tubería BIENVENIDO A AQUATHERM Generalmente 2 - 4 piezas fusionadas 1.17 • BIENVENIDO A AQUATHERM 1.18 Tasas de flujo y tamaño Para la mayoría de los usos, utilice el mismo tamaño de tubería Aquatherm que utiliza para tuberías de otros materiales. La menor fricción y la mayor velocidad de flujo de PP-R compensa por el menor ID, lo cual ocurre en algunos tamaños. La siguiente tabla indica el GPM recomendado basado en velocidad de flujo y pérdida Diámetro nominal GPM SDR 7,4 ½” ¾” de carga. El GPM máximo podría ser mayor en algunos casos. La tubería Aquatherm no tiene corrosión interna ni pérdida de ID, por lo que es posible achicarlas en algunos casos, a discreción del ingeniero. Diámetro nominal GPM SDR 7,4 - 6” 400 500 600 - 8” 800 1000 1100 GPM SDR 11 GPM SDR 17,6 6 8 9 12 GPM SDR 11 GPM SDR 17,6 1” 16 20 - 10” 1200 1500 1800 1 ¼” 24 32 - 12” 2400 3000 3400 1 ½” 40 50 - 14” 3000 3800 4500 2” 60 80 - 16” - 4500 5750 2 ½” 90 110 - 18” - 6000 7250 3” 130 160 - 20” - - 10000 3 ½” 190 240 - 22” - - 13000 4” 240 300 350 24” - - 16000 Presiones de trabajo 195 380 325 160 170 320 255 125 100 °F 135 255 210 95 Aire comprimido 120 °F 110 215 180 80 140 °F 95 180 150 70 160 °F - 120 100 45 180 °F - 100 62 30 200 °F - 45 30 15 Temperatura aquatherm green pipe® SDR 7,4 (MF) aquatherm blue pipe® SDR 11 (MF) aquatherm blue pipe® SDR 17,6 (MF) Presión de trabajo admisible (psi) aquatherm green pipe® SDR 7,4 (MF) aquatherm blue pipe® SDR 11 (MF) 200 125 (asume una temperatura del aire < 100 °F) BIENVENIDO A AQUATHERM 50 °F 80 °F Esta tabla asume una operación constante utilizando agua o una mezcla de agua y glicol. La operación por temporada o utilización de diversos medios podrían tener un impacto sobre la clasificación de presión de la tubería. La tubería Aquatherm no ha sido diseñada para utilizarla a temperaturas menores de -5 °F. aquatherm green pipe® aquatherm lilac pipe® SDR 11 (S) 1.19 Sistemas con parámetros de funcionamiento constante (60 años previstos como mínimo) BIENVENIDO A AQUATHERM 1.20 aquatherm green pipe y aquatherm lilac pipe® pesos y capacidades aquatherm green pipe® SDR 7,4 MF Tubería ND Capacidad gal/pie Peso lb/pie con agua lb/pie ½” ¾” 0,01 0,02 0,11 0,17 0,22 0,34 1” 0,03 0,26 0,51 1 ¼” 0,05 0,41 1 ½” 0,08 2” aquatherm green pipe® SDR 7,4 S / SDR 11 S aquatherm lilac pipe® SDR 7,4 S / SDR 11 S Tubería ND Capacidad gal/pie Peso lb/pie con agua lb/pie 0,24 10” 2,65 10,42 32,49 0,38 12” 4,20 17,24 52,23 0,18 0,51 14” 5,34 20,99 65,47 0,07 0,28 0,86 16“ 6,79 27,77 84,33 1 ½” 0,11 0,43 1,35 18“ 8,57 35,15 106,54 3,00 2” 0,17 0,68 2,10 Tubería ND Capacidad gal/pie Peso lb/pie con agua lb/pie ½” 0,02 0,10 ¾” 0,03 0,16 0,83 1” 0,04 0,64 1,31 1 ¼” 0,13 1,00 2,08 2 ½” 0,19 1,42 3” 0,27 2,03 4,28 2 ½” 0,24 0,95 2,95 3 ½” 0,40 3,04 6,37 3” 0,34 1,37 4,20 4” 0,52 4,17 8,50 3 ½” 0,51 2,10 6,35 6” 0,85 6,54 13,62 4” 0,66 2,63 8,13 6” 8” 1,08 1,70 4,30 6,70 13,30 20,86 8” 1,33 10,06 21,14 10” 2,08 15,74 33,07 12” 3,34 20,71 48,53 14” 4,24 26,29 61,61 Los siguientes elementos son suministrados en bobinas ½” 0,01 0,07 0,15 ¾” 0,03 0,11 0,36 1” 0,04 0,17 0,50 pesos y capacidades de aquatherm blue pipe® aquatherm blue pipe® SDR 17,6 MF Capacidad gal/pie Peso lb/pie con agua lb/pie Tubería ND Capacidad gal/pie Peso lb/pie con agua lb/pie Tubería ND Capacidad gal/pie Peso lb/pie con agua lb/pie ½” 0,01 0,11 0,22 12” 4,20 17,24 52,23 4” 0,78 1,80 8,30 6” 1,27 2,92 13,52 ¾” 0,02 0,16 0,36 14” 5,39 22,16 67,03 1” 0,04 0,19 0,55 16“ 6,79 27,77 84,31 8” 1,99 4,56 21,10 106,56 10” 3,11 7,09 32,95 12” 4,93 11,23 52,30 66,43 1 ¼” 0,07 0,29 0,85 1 ½” 0,11 0,45 1,32 18“ 8,57 35,15 Los siguientes elementos son suministrados en bobinas 2” 0,17 0,71 2,10 ½” 0,02 0,07 0,21 14” 6,27 14,23 2 ½” 0,24 1,00 2,97 ¾” 0,03 0,11 0,33 16“ 7,95 18,06 84,30 3” 0,34 1,44 4,30 1” 0,04 0,17 0,53 18“ 10,07 22,82 106,69 3 ½” 0,51 2,13 6,39 20“ 12,42 28,22 131,70 4” 0,66 2,76 8,27 22“ 15,60 32,25 162,16 4,51 13,52 24“ 19,73 44,63 209,01 6” 1,08 8” 1,69 7,03 21,12 10” 2,65 10,93 32,97 BIENVENIDO A AQUATHERM Tubería ND 1.21 aquatherm blue pipe® SDR 7,4 MF / SDR 11 MF BIENVENIDO A AQUATHERM 1.22 Listas y aprobaciones de Aquatherm • NSF 14, 51 (Solamente la tubería verde), 61 (Solamente la tubería verde) • CFIA A508 (Solamente la tubería verde) • ICC ESR-1613/PMG Listado 1014 • IPC 2009 Sección 605 (Tubería verde, tubería lila) • IMC 2009 Capítulo 12 • IRC 2009 Capítulo 21 y 56 • UMC 2009 Capítulo 12 • UPC 2012 Capítulo 6 (Tubería verde, tubería lila) • IAPMO archivo M-6022 • IAPMO archivo 5053 (Tubería verde, tubería lila) • FM 1635 (Solamente la tubería verde 7,4) • BNQ 3660-950 (Solamente la tubería verde) Estándares de referencia • CSA B137.11 • CSA B214 • ISO 15874 • ASTM F 2023 • ASTM D 635 • NFPA 13 D (Solamente la tubería verde 7,4) • DIN EN ISO 14001 • DIN EN ISO 9001 • ASTM F 2389 Capítulo 2: Termofusión Electrofusión Fusión de tomas Fusión por encastre TERMOFUSIÓN Fusión a tope Una vez que haya aprendido cómo realizar la termofusión, dependerá de usted brindar la mano de obra de calidad que hace que cada instalación sea una obra de arte. 2.1 Aquatherm es un sistema de tubería rígida, similar al cobre y al acero. Una capacitación adecuada ayuda a asegurar que las conexiones se hagan de forma apropiada. Su propio cuidado y atención al detalle traerá resultados impresionantes, mientras que un trabajo descuidado traerá resultados insuficientes. Este capítulo cubrirá las técnicas básicas para la termofusión de la tubería. Seguridad TERMOFUSIÓN 2.2 Existen algunos procedimientos que debería seguir para trabajar de forma segura con la tubería Aquatherm. Estos incluyen: Tome las precauciones correspondientes alrededor del equipo eléctrico y siga todas las instrucciones. Siga las normas específicas de Aquatherm para una instalación adecuada de los materiales. Utilice calzado con punta de acero aprobado por OSHA. Utilice un casco clasificado adecuadamente en todo momento. Utilice gafas de seguridad. Utilice guantes resistentes al calor cuando trabaje con termofusoras. Tenga cuidado al manipular hierros calientes. Cómo cortar la tubería: manual Utilice cortadores de trinquete con una cuchilla afilada y en punta para tamaños más pequeños. La cuchilla en punta evita que la tubería tome forma de óvalo al cortarla. No utilice cortadores de trinquete con una cuchilla desgastada o plana. Las cuchillas desgastadas o planas pueden hacer que el corte en la tubería se vuelva ovalado y se raje. Utilice cortadores de tubos que tenga una rueda más alta que la pared de la tubería. Las ruedas más pequeñas podrían no llegar a atravesar toda la pared de la tubería. Las sierras de mano son una alternativa segura, aún en clima frío. Las sierras de cadena seca pueden ser utilizadas para cortar tuberías más grandes pero traen como resultado un lateral dentado. TERMOFUSIÓN Sostenga la tubería mientras la corta para obtener bordes cuadrados y evitar que rebote o se rompa. 2.3 Estos son algunos métodos de corte recomendados pero podría utilizar cualquier método que no dañe la tubería. Los cortes deberían ser lo más cuadrados posibles (nunca de más de 5°) y sin bordes irregulares. Verifique la presencia de rajaduras longitudinales en la pared de la tubería luego de cada corte. TERMOFUSIÓN 2.4 Cómo cortar la tubería: herramientas eléctricas Cuando utilice sierras manuales, utilice dientes aptos para plástico o metal. Con las sierras eléctricas, las cuchillas que están hechas para madera dura traerán los mejores resultados. Evite cortes dentados o angulares ya que estos requieren preparación adicional para la fusión. No utilice ninguna herramienta o método que cause daño a la tubería. Una cuchilla con dientes amplios (24-40T) producirá un corte dentado que es irregular y no es el deseable para la fusión por encastre. Utilice una cuchilla circular para madera dura (60-100T) con dientes de carburo. Esto producirá un corte que casi no deja restos para limpiar. Las sierras de banda y de sable son seguras. Las cuchillas más finas dejan un corte suave pero también tendrá que limpiar algunas virutas. Una cuchilla de dientes finos (180T) recalentará la tubería y hará que el corte sea muy lento. Haga su corte lo más rápido y recto posible. No utilice cortadores eléctricos si la tubería se encuentra a 40 °F o menos. Una tubería fría se puede rajar y dividir. Caliente la tubería antes de cortarla. Cómo inspeccionar el corte Elimine el polvo restante y el aceite con un limpiador a base de alcohol isopropílico (volumen 70% o mayor). Una tubería sucia no formará un cordón adecuado durante la fusión. Tenga cuidado de no limpiar el rótulo impreso. Un buen corte es suave, recto y no tiene rajaduras ni marcas por dentro o fuera de la tubería. Las marcas blancas y rajaduras indican daño. Reevalúe todas las herramientas de corte que dejen rajaduras. Podría tener que apretar el final de la tubería para ver las pequeñas rajaduras. TERMOFUSIÓN Quite cualquier clase de escombro que haya quedado después de cortar la tubería. Esto es común con las sierras eléctricas. A menudo, puede sacarlos de forma manual. Quizá necesite cortarlos con una cuchilla o una herramienta de escariado. 2.5 Cuando reciba la tubería y después de realizar el corte, revise las puntas en búsqueda de rajadas o daños. Marque y quite las secciones dañadas cortando algunas pulgadas pasando la zona dañada. Si fusiona una tubería que está rajada, tendrá pérdidas como resultado. TERMOFUSIÓN 2.6 Cómo funciona la fusión por calor El plástico PP-R está compuesto de pequeñas cadenas de hidrógeno y carbón. Cuando está frío, las cadenas se cierran y no reaccionan ni se unen con la mayoría de los químicos más comunes. A medida que la tubería es calentada, las cadenas se abren y pueden ser presionadas en conjunto para formar una conexión. La presión provoca que las cadenas crucen la grieta, eliminando cualquier camino para la pérdida. Cuando están frías, las cadenas se vuelven a cerrar, formando una conexión idéntica al material original. Esto produce una conexión perfecta, sin materiales extraños ni pérdidas. Fusión por encastre Durante la fusión por encastre, la capa interna del accesorio es eliminada al igual que la parte exterior de la tubería. Los accesorios se fabrican de un tamaño demasiado pequeño para que no puedan entrar en la tubería si no están calientes. Esto hace que el encaje en seco sea imposible, entonces las conexiones no pueden quedar accidentalmente sin fusionar. Además, la diferencia de diámetro entre los accesorios y la tubería crea la presión necesaria para la fusión. El proceso de calentamiento elimina las impurezas de la superficie y permite que la tubería sea insertada en el accesorio. La pared interna del accesorio se fusiona con la pared exterior de la tubería, formando un vínculo que es más fuerte que la tubería misma. La conexión se forma sobre toda la superficie fusionada. 2.7 En una fusión por encastre, se fusiona un accesorio sobre el exterior de la tubería, dejando el interior abierto y accesible. TERMOFUSIÓN TERMOFUSIÓN 2.8 Cabezales de soldadura Las fusiones por encastre son realizadas utilizando cabezales de soldadura. Los cabezales de soldadura son hechos específicamente de un tamaño para que coincidan con la tubería y los accesorios para lograr el calce perfecto. Se necesitan diferentes conjuntos de cabezales de soldadura para cada tamaño de tubería. Utilice solamente cabezales de fabricantes de herramientas autorizados. Marcas de tamaño Perno roscado Cónicos para una fusión más simple Los cabezales son almacenados dentro de cada uno para evitar rayones. Antes de preparar la termofusora, limpie los cabezales de soldadura con alcohol o algún agente no corrosivo similar si se encuentran sucios. Con capa de teflón Lado de la tubería (hembra) Línea de detención Lado del accesorio (macho) Termofusoras Los cabezales de soldadura se pueden intercambiar en una termofusora, que provee el calor para las fusiones. Protección térmica Collarín TERMOFUSIÓN Indicador del ciclo de calentamiento (se enciende mientras la termofusora se calienta, se apaga cuando la termofusora alcanza la temperatura configurada) Indicador de encendido Disipador térmico Cabezales de soldadura Termofusora de 1 pulgada Termofusora de 4 pulgadas Termofusora de 2 pulgadas 2.9 Placa de calentamiento Cable de alimentación ¡Nunca cargue una termofusora de su cable de energía! TERMOFUSIÓN 2.10 Seguridad de la termofusora: Qué hacer En comparación con las llamas abiertas o los pegamentos nocivos, una termofusora es bastante segura. Sin embargo, la termofusora es lo suficientemente caliente como para quemar al contacto y puede permanecer caliente durante 30 minutos después de haber sido desenchufada. Tenga cuidado al usarla o manipularla. Nunca utilice agua para enfriar una termofusora o un cabezal. PRECAUCIÓN HIERRO CALIENTE Coloque un cartel cerca de las termofusoras para advertir que se encuentran calientes. Las termofusoras pueden permanecer calientes por hasta 30 minutos luego de haber sido apagadas. Utilice guantes resistentes al calor mientras manipula la termofusora. Pocos guantes son a prueba de calor, por lo tanto, conozca las limitaciones de sus guantes. Luego de utilizarla, coloque la termofusora en su estuche para almacenarla. Este estuche protegerá a la termofusora del impacto y de daños. Esté alerta acerca de la ubicación de las demás personas al momento de realizar la fusión. Asegúrese de que estén alejados antes de mover el hierro caliente por el lugar. Mantenga el cable lejos de las superficies calientes. Algunos cables son resistentes al calor pero es mejor mantener todo lejos de la superficie calentadora. Seguridad de la termofusora: Qué no hacer 2.11 No suelte la termofusora ni la sostenga de su cable. El cable no está hecho para soportar peso y soltar las termofusoras podría romperlas. No toque el hierro con las manos desnudas a menos que esté seguro de que el hierro se ha enfriado. Asuma que los hierros y los cabezales se encuentran calientes hasta el momento de comprobarlo. No almacene varias termofusoras en una sola caja. Las termofusoras pueden dañarse entre sí fácilmente y deberían ser almacenadas por separado. No permita que la termofusora entre en contacto con superficies inflamables o que puedan derretirse. Este es un riesgo de incendio y puede dañar la placa o los cabezales. No utilice la termofusora si la placa o los cabezales están sucios. Limpie la placa con una rueda de alambre suave y los cabezales con un paño. TERMOFUSIÓN No deje a la termofusora sin supervisión. Los transeúntes podrían no saber que la termofusora está caliente y podrían quemarse accidentalmente. TERMOFUSIÓN 2.12 Ensamblado de la herramienta 1 Enchufe la termofusora antes, ya que tardará de 5 a 10 minutos en calentarse. Asegúrese de tener suficiente corriente eléctrica para la termofusora. Los cables de extensión de bajo calibre pueden ser utilizados para enviar corriente a través de largas distancias si es necesario. Esté al tanto de otros dispositivos que puedan restarle corriente si está utilizando una fuente de alimentación limitada, ya que esto puede causar fluctuaciones en la temperatura. Utilice una fuente de alimentación compatible con su termofusora. Un protector de sobretensión protegerá a la termofusora de las sobrecargas de tensión en el sitio. 3 Cuando la termofusora esté caliente, ajuste los cabezales de soldadura para lograr un contacto total. El contacto total asegurará un calentamiento uniforme del cabezal de soldadura. 2 Coloque los cabezales de soldadura ligeramente en su lugar mientras la termofusora se calienta. La placa se expandirá a medida que se calienta y dejará hendiduras si los cabezales se encuentran muy ajustados. Verifique la temperatura utilizando un termómetro digital. Tome la temperatura en la parte interna de los cabezales de soldadura (a corta distancia si utiliza un termómetro infrarrojo). La temperatura para la fusión por encastre debería estar siempre alrededor de los 500 °F (+/- 18 °F). Si la termofusora se prende y se apaga constantemente o si la fase de calentamiento lleva mucho tiempo, podría existir un problema con el suministro eléctrico. Si el hierro no alcanza los 500 °F o si se excede de esa temperatura, podría ser que el termómetro esté defectuoso. Utilice un termómetro de contacto si no está seguro. 4 Cómo marcar la tubería 2.13 La guía de marcado lo ayuda a asegurarse de obtener la profundidad de inserción adecuada. La guía de marcado color verde (½” - 4”) es para tuberías más pequeñas y la guía de marcado azul está diseñada para tuberías más grandes (2 - 4”). Hacer marcas en varios laterales puede ayudarlo a alinear la conexión. Cuando utilice una guía de marcado de color azul, inserte el accesorio al comienzo de la marca, no en el medio. El cordón podría rodar durante la fusión y cubrir la marca inicial por lo que la cola mostrará que la tubería estaba marcada adecuadamente cuando se realice una inspección. La inserción excesiva formará un cordón dentro del accesorio provocando una restricción en la tubería. Si el corte es hecho ligeramente angulado (pero no lo suficiente como para no permitir la fusión), haga solamente una marca sobre el lateral largo. Utilice esta marca para prevenir una inserción excesiva. Si inserta la tubería a la marca del extremo corto, dejará un cordón parcial en la tubería. Si inserta la tubería en el extremo largo, dejará un pequeño espacio interno, pero esto no afectará la fuerza de la conexión. TERMOFUSIÓN La inserción insuficiente debilitará la conexión reduciendo la cantidad de superficie que se fusiona. TERMOFUSIÓN 2.14 Tiempos de calentamiento y enfriamiento de fusión por encastre Columna A: Diámetro nominal en pulgadas de calor extremo (+100 °F) Nunca utilice menos de 80% del tiempo de calentamiento en estas circunstancias. Columna B: OD métrico en mm Cuando utilice una tubería SDR 11 de tamaño pequeño (½” y ¾”) que no sea de tipo de fibra, reduzca el tiempo observado en 1 segundo para evitar que la pared de la tubería se sobrecaliente y colapse. Inserte la tubería en el accesorio lo más rápido posible. Este es el tamaño de tubería estándar que la tubería de Aquatherm reemplaza normalmente. En algunos casos, podría ser posible utilizar una tubería Aquatherm de menor diámetro según el caudal. Este es el tamaño de fábrica de la tubería. Columna C: OD real en pulgadas Este es el tamaño de la tubería en pulgadas. Utilice esto para medir abrazaderas y penetraciones. Columna D: Profundidad de soldadura en pulgadas Esta es la profundidad en la que la tubería debería ser acoplada al accesorio de la toma. Utilice esto para planear la longitud de un corte y si no hay ningún marcador disponible. Columna E: Tiempo de calentamiento en clima normal Normalmente 40 a 100 °F. Reduzca este tiempo levemente si trabaja en temperaturas Columna F: Tiempo de calentamiento en clima frío Para 40 °F o menos, utilice estos tiempos. También podría utilizar estos tiempos si tiene dificultades para insertar la tubería en su totalidad en el accesorio dentro del tiempo de soldadura (G) pero tenga cuidado de no sobrecalentar la tubería. Columna G: Tiempo de soldadura Este es el lapso de tiempo entre que remueve el PP-R de la termofusora e inserta la tubería por completo en el accesorio antes de que se enfríe. Si se excede de este tiempo, corre el riesgo de que la conexión se enfríe, lo que podría provocar una inserción incompleta. Si no puede insertar por completo la tubería en el accesorio, consiga otro instalador o una máquina de fusión para que lo ayude. Columna H: Tiempo de enfriamiento La tubería no debería ser presurizada o tensionada durante este tiempo. Necesitará inmovilizar la tubería por completo durante ¼ de este tiempo mientras que la conexión se establece. Tiempos de calentamiento y enfriamiento de fusión por encastre Diámetro de tubería OD (mm) OD real (pulgada) Tiempo de calentamiento en segundos pulgada más de 40 °F Tiempo de soldadura Tiempo de enfriamiento menos de 40 °F seg. min. B C 20 0,79 9 16 D E F G H ⁄ ” 5 8 4 ¾” 25 0,98 58 2 1” 32 1,26 11 16 ⁄” 7 11 4 2 ⁄ ” 8 12 6 4 1 ¼” 40 1,57 ¾” 12 18 6 4 1 ½” 50 1,97 13 16 ⁄ ” 18 27 6 4 2” 63 2,48 15 16 ⁄ ” 24 36 8 6 2 ½” 75 2,95 1” 30 45 8 8 18 3” 90 3,54 1 ⁄” 40 60 8 8 3 ½” 110 4,33 1 5⁄16” 50 75 10 8 4” 125 4,92 1 ⁄ ” 60 90 10 8 9 16 TERMOFUSIÓN A ½” 2.15 ND (pulgada) Profundidad de soldadura TERMOFUSIÓN 2.16 Instrucciones para la fusión por encastre (página 1 de 2) En la fusión por encastre, se calienta el exterior de la tubería y se la fusiona dentro del accesorio. Esto crea una gran superficie de unión sin pérdidas, por lo que las conexiones apropiadas nunca van a tener pérdidas ni se saldrán. Debe utilizar los cabezales de soldadura del tamaño adecuado para una fusión adecuada. Estos cabezales se encuentran disponibles a través de Aquatherm y fabricantes de herramientas autorizados. Los tiempos de calentamiento (columna E o F) comienzan cuando la tubería y el accesorio se encuentran totalmente insertados en el cabezal de soldadura. 1 Limpie la tubería (de ser necesario) e inserte la tubería y el accesorio en la termofusora. Presionar los dos costados al mismo tiempo ayuda a mantener la termofusora firme. 3 Detenga el accesorio cuando haya alcanzado la línea de detención (página 2.8). Los cabezales cónicos ofrecerán poca resistencia hasta que esté próximo al límite. Detenga la tubería cuando haya llegado a la marca (columna D). Una inserción excesiva provocará una restricción en la tubería y disminuirá el rendimiento. 2 4 Observe el tiempo de calentamiento (columna E o F). A medida que la fusión esté lista se formará un cordón y se pondrá brilloso. Instrucciones para la fusión por encastre (página 2 de 2) 7 8 Alinee la tubería y observe el tiempo de enfriado (columna H). Necesitará soporte total al menos durante 1/4 del tiempo de enfriamiento. No toque la cara de la tubería con el borde del accesorio. Esto aplana los cordones y puede causar una conexión inadecuada. *Normalmente, tendrá de 5 a 10 segundos para comenzar a unir la conexión luego de que la retire de la termofusora. Este tiempo varía según el tamaño y condición de la tubería. Esperar demasiado hará que la superficie de la tubería se enfríe y hará que la fusión sea imposible. TERMOFUSIÓN Una vez que los anillos se encuentren, tendrá entre 5 a 15 segundos para realizar ajustes con respecto al alineamiento según el tamaño de la tubería. 6 Inmediatamente* inserte la tubería en el accesorio. Empuje la tubería hasta que los anillos se junten dentro del tiempo de calentamiento (columna G). 2.17 5 Quite el accesorio y la tubería de los cabezales de soldadura. Utilice un soporte con abrazadera o una mano extra para mantener la termofusora en su lugar. Fusión por encastre de amplio diámetro TERMOFUSIÓN 2.18 La fusión de tuberías mayores de 2” es complicada sin ayuda. Existen varios consejos para fusiones asistidas (dos hombres): • De ser necesario aumente el tiempo de fusión en un 50%. Puede llevar más tiempo fusionar a mano la tubería y el accesorio por lo que el sobrecalentamiento hace que la conexión sea más fácil y evita una unión a medias. La cantidad ideal de sobrecalentamiento depende de la temperatura ambiente, el tamaño de la tubería y la fortaleza de los instaladores. Utilice su mejor juicio para evitar que la tubería se vuelva demasiado blanda. • No pierda tiempo. Una vez que la tubería y el accesorio hayan sido retirados de la termofusora, únalos de inmediato. • PP-R no se quema cuando lo calienta, por lo que puede colocar la tubería y el accesorio nuevamente en los cabezales de soldadura y comenzar de nuevo si la conexión no está lo suficientemente caliente. Las tuberías y los accesorios pueden ser recalentados de modo seguro después del calentamiento inicial. • Asegúrese de que el final de la tubería esté cortado de forma recta y marque la tubería en varios costados. Esto ayudará a alinear el accesorio de forma recta. • Si no puede empujar la tubería o accesorio por completo sobre el hierro, permita que el calor derrita el PP-R y luego continúe. • Recuerde que los cabezales de soldadura del accesorio son cónicos; no ofrecerán mucha resistencia hasta que el accesorio se encuentre casi finalmente adentro. Fusiones asistidas mecánicamente Puede encontrar una lista de todos estos fabricantes a partir de la página 2.36. No utilice herramientas de fusión que provengan de un fabricante no autorizado. Otros procedimientos de fusión, como por ejemplo, la soldadura a tope y electrofusión, requieren herramientas especiales para ser completados. TERMOFUSIÓN Existen muchos tipos diferentes de máquinas para fusión. Algunas máquinas más livianas son más sencillas de operar de manera elevada pero podrían no ofrecer soporte adicional o contar con una termofusora fija de calentamiento. Las máquinas más pesadas de tipo banco ofrecen mayor estabilidad y exactitud pero son menos móviles. 2.19 Estos, al igual que las herramientas para la fusión por encastre, se encuentran disponibles a través de los fabricantes de herramientas autorizados por Aquatherm. Estos fabricantes proveen herramientas del tamaño adecuado para los sistemas de tuberías Aquatherm y tienen un historial establecido de haber brindado un soporte excelente a los instaladores de Aquatherm. Para accesorios más grandes, generalmente es más rápido y preciso utilizar una máquina de fusión. Las máquinas de fusión añaden un par de manos extras durante la fusión, alineando la tubería y el accesorio mientras que brindan una ventaja mecánica. 2.20 Inspección Los siguientes indicadores le permitirán saber que sus conexiones han sido hechas correctamente. Sin embargo, aún necesitará hacer una prueba de presión para confirmar la integridad de la unión. TERMOFUSIÓN Puede encontrar información acerca de la prueba de presión en la página 4.40. Ambos anillos de PP-R deberían ser visibles y unidos en todo su alrededor. El borde de la marca debería estar visible para indicar que se alcanzó la profundidad adecuada para la inserción. Algunas máquinas de asistencia para fusión cuentan con controles de profundidad integrados. Estos controles deberían ser utilizados por su exactitud, pero es mejor marcar la tubería para inspección. Algunas máquinas no unen los anillos completamente pero es aceptable siempre y cuando el espacio sea consistente y la tubería alcance el interior del accesorio. La tubería debería ser perpendicular al accesorio. Si está inclinada de forma intencional, el ángulo por conexión no debería excederse de 1 grado. Cómo evitar fusiones inapropiadas 2.21 Evite el contacto con el agua. Utilice suficiente calor/No espere para fusionar Nunca gire una conexión de fusión. Girar rompe las cadenas mientras se enfrían y esto trae como resultado una conexión más débil. Podría realizar unos ajustes menores a comienzo del proceso de enfriamiento pero evite girar el accesorio más de 2 grados. Al igual que el aceite, el PP-R es hidrofóbico y repele el agua. Cualquier contacto con el agua en el área de fusión provocará que las cadenas se cierren y eviten una fusión adecuada. Asegúrese de que la tubería esté seca antes de comenzar con la fusión y que la humedad no llegue hacia la superficie de fusión. El calor insuficiente provocará que las cadenas se cierren antes, evitando una conexión completa. Esto puede ser causado porque la termofusora está demasiado fría, una demora extensa luego de retirar la tubería de la termofusora o insuficiente tiempo de calentamiento. Asegúrese de seguir todas las instrucciones mientras realiza la fusión y de que su termofusora cuente con suficiente energía. TERMOFUSIÓN No gire el accesorio. Cómo solucionar problemas en conexiones mal hechas La tubería no entra completamente en el accesorio TERMOFUSIÓN 2.22 Los cabezales de soldado están demasiado fríos Asegúrese de que la temperatura es > a 475 °F Demora extensa luego de quitar de la termofusora Luego de ese tiempo de calentamiento fusione de inmediato Las marcas ya no son visibles/cordón interno Inserción excesiva Verifique la profundidad de la marca y deténgase justo antes de las marcas Tiempo de calentamiento insuficiente Aumente el tiempo de calentamiento en un 50% El control de profundidad de la máquina de fusión se encuentra configurado en el tamaño erróneo Verifique la configuración de la máquina El accesorio no se ve recto Soporte insuficiente durante el enfriamiento Se sobrecalentó el accesorio Sostenga la tubería de forma recta por al menos 25% del tiempo de enfriamiento Reduzca ligeramente el tiempo de calentamiento La tubería se mueve hacia atrás en lugar de formar un cordón No hay un anillo visible La tubería se encuentra demasiado sucia para fusionarla Solo se calienta un lateral Limpie la tubería antes de fusionarla Asegúrese de que ambos lados se encuentren calientes La ovalidad en fusiones asistidas por máquinas Para evitar que el accesorio resbale, utilice un tope de detención o Para determinar si su máquina y técnica están causando ovalidad, verifique la conexión terminada para ver si hay dos cordones completos a su alrededor. Si los cordones se encuentran presentes en dos lados y no están en dos lados, esto podría indicar que el accesorio se encontraba ovalado durante la fusión. Los accesorios ovalados no cuentan con su fortaleza al máximo y podrían tener pérdidas. TERMOFUSIÓN La ovalidad ocurre cuando las abrazaderas de una máquina de fusión ejercen demasiada presión en la abertura de un accesorio y lo doblan por fuera del círculo. Para evitar este problema, evite ajustar en exceso la abrazadera que sostiene el frente del accesorio. Las abrazaderas deberían estar bien ajustadas pero no tan apretadas como para distorsionar el accesorio. soporte el accesorio con su mano durante la inserción. Darle el tiempo a la termofusora para calentar la tubería y el accesorio puede también reducir las probabilidades de que resbale. 2.23 Los cabezales de soldado están diseñados para operar bajo una tolerancia muy específica y comprimir el extremo del accesorio puede evitar el contacto adecuado y por lo tanto, una fusión adecuada. A esto nos referimos con ovalidad. TERMOFUSIÓN 2.24 Tomas de fusión Utilizando una técnica similar a la fusión por encastre, se pueden agregar canalizaciones y tomas fácilmente a las paredes de la tubería. Esta técnica ayuda a ahorrar tiempo y dinero mientras que provee flexibilidad para la expansión después de la instalación. Toma de fusión Tamaño principal Perforador Tamaño del ramal Broca guía La curvatura coincide con la pared de la tubería Inserto de la pared de la tubería Cabezal de soldadura del extremo de la tubería Cabezal de soldadura del extremo del accesorio Instrucciones para la toma de fusión (página 1 de 3) Cuando taladre un agujero para la toma de fusión, hay dos cosas importantes que debe recordar: TERMOFUSIÓN 2. El agujero tiene que ser 1-3 mm (1⁄24” - 1⁄8”) menor que el OD de la línea del ramal. Obtener un agujero del tamaño adecuado es crucial. Un agujero sobredimensionado resultará en una fusión incompleta y provocará pérdidas. Un agujero con un tamaño insuficiente traerá problemas para insertar el cabezal de soldadura y puede crear un cordón interno mayor, reduciendo el rendimiento del flujo. 2 1 Configure la termofusora siguiendo los procedimientos normales para encastre, en la página 2.16. 2 No olvide ajustar los cabezales de soldadura luego de que la placa esté caliente y verifique la temperatura antes de comenzar. 2.25 1. Asegúrese de quitar el material del agujero para que no obstruya la línea principal. Las herramientas de perforación de Aquatherm tienen el tamaño adecuado y están diseñadas para eliminar virutas. Los perforadores más pequeños utilizan un taladro manual con un portabrocas de 1/2”. Los perforadores de más de 2 pulgadas requieren una taladradora con un vástago cónico morse. También puede usar sierras perforadoras o perforadores provistos por otros fabricantes, siempre y cuando puedan hacer un agujero parejo, liso y del tamaño adecuado. El cabezal de soldadura no debería sobresalir de la termofusora. Esto resultará en una transferencia de calor dispareja y puede prevenir una fusión adecuada. TERMOFUSIÓN 2.26 Instrucciones para la toma de fusión (página 2 de 3) 3 Marque la tubería en el lugar en el que desea hacer la toma. Una vez que comienza a taladrar no puede mover el agujero, así que asegúrese de su ubicación. 4 Utilice la broca guía para comenzar el agujero para asegurarse del posicionamiento adecuado. Taladre en el ángulo correcto a la tubería. Rápidamente taladre el agujero hacia afuera. La perforación debería empujar las virutas para que no caigan en la tubería. Limpie cualquier exceso de escombro. Limpie cualquier sobra de viruta. 5 Consejo profesional: 6 Inserte el cabezal de soldadura en el agujero y el accesorio en el cabezal. Empuje hacia abajo suavemente para mantener el hierro en contacto con el PP-R. En lugar de ejercer presión excesiva en el cuello del hierro, quizá quiera utilizar un tarugo o placa para ayudarse a empujar el hierro en la tubería. 7 Para ramales menores a 2 pulgadas, no utilice el accesorio para empujar el hierro hacia la tubería. Esto sobrecalienta el accesorio. En su lugar, empuje el cabezal de soldado hacia la tubería y luego establezca el accesorio en el hierro. Para tamaños más grandes, podría utilizar el accesorio para empujar el cabezal de soldadura a la tubería. Instrucciones para la toma de fusión (página 3 de 3) Consejo profesional: Si el cabezal de soldadura no ha tomado una impresión completa de la tubería, no establezca la toma de fusión en el agujero. No formará una fusión adecuada. Establezca el accesorio en el agujero y manténgalo en su lugar. Utilice solo la presión suficiente como para mantener el contacto entre las superficies calentadas. 8 10 9 Asegúrese de que el cabezal de soldadura tome una impresión completa de la tubería. Verifique y ajuste el cabezal hasta que el anillo esté completo. 11 Nivele y adapte el accesorio a medida que se enfríe. Como con los accesorios de la toma, solo tiene unos segundos antes de que el accesorio se establezca. TERMOFUSIÓN Busque que se forme un cordón alrededor del accesorio. Esto no necesita mucha presión. Demasiada presión provocará restricción interna. 2.27 Asegúrese de que el cabezal de soldadura que está utilizando coincida con la tubería y el accesorio. En caso de emergencia, es posible utilizar un cabezal de soldadura con la curvatura incorrecta pero debe contar con el tamaño adecuado del ramal. Inclinar suavemente el cabezal de soldadura de lado a lado puede asegurar el contacto con todos los puntos. TERMOFUSIÓN 2.28 Electrofusión La electrofusión es otra técnica para la fusión de una toma sobre una tubería. En lugar de utilizar un contacto de calor, la electrofusión utiliza el calor de la resistencia eléctrica creada por una bobina de cobre dentro del accesorio. El accesorio está anexado a la máquina de electrofusión utilizando un par de cables de conexión y se aplica una tensión establecida a la bobina durante un período determinado. El tiempo y la tensión se encuentran en la etiqueta del accesorio. La electrofusión es especialmente útil en situaciones en las que no hay espacio suficiente o movilidad para realizar una fusión por encastre tradicional. Sin embargo, la electrofusión tiene más pasos y es más complicada de inspeccionar visualmente. Por lo tanto, la elección de utilizar electrofusión sobre la fusión por encastre tradicional depende de las restricciones físicas de la instalación y de las preferencias del instalador. Las electrofusiones podrían estar integradas por una fusión por encastre tradicional y soldadura a tope de ser necesario. Las máquinas de electrofusión se encuentran disponibles en los fabricantes autorizados. Es mejor enchufar la máquina y familiarizarse con los controles y con la interfaz antes de comenzar con el proceso de electrofusión. Instrucciones de electrofusión (página 1 de 3) Consejo profesional: 3 Repita lo mismo con la otra tubería. Si está utilizando el accesorio como un acoplamiento deslizante, pele un costado de todo el largo del acoplamiento. 2 Utilice un pelador o raspador de pintura para eliminar el exterior de la tubería. Pele al menos hasta la mitad del largo del acoplamiento que va a fusionar. 4 Limpie la parte exterior de las tuberías con un paño con alcohol isopropílico. Evite tocar esas superficies luego de limpiarlas. 5 No abra la bolsa del accesorio hasta que esté listo para fusionar la conexión. Esto ayuda a mantener el polvo alejado de la superficie de fusión. TERMOFUSIÓN Asegúrese de que el corte de la tubería sea totalmente recto para asegurar el contacto adecuado. Haga un biselado o escarie la tubería para eliminar cualquier borde desparejo. 2.29 1 Podría necesitar pasadas múltiples. Las herramientas para pelar de fabricantes autorizados también se encuentran disponibles. Asegúrese de utilizar peladores métricos o que sean compatibles métricamente. Evite pelar excesivamente la tubería. Siempre puede hacer una pasada más sobre tubería pero no puede volver atrás. TERMOFUSIÓN 2.30 Instrucciones para la electrofusión (página 2 de 3) Marque la tubería a la mitad de la profundidad del accesorio. Las dos secciones de la tubería se encontrarán en el medio del accesorio. 6 No toque la tubería pelada o dentro del accesorio. Cualquier aceite, suciedad, polvo u otros contaminantes podrían arruinar la conexión. 7 Inserte la tubería en el accesorio. Las tuberías deberían encajar perfectamente pero sin ningún tipo de fuerza. Debería poder separarlas. Consejo profesional: Si el accesorio no puede ser empujado hacia el acoplamiento sin una cantidad importante de presión, haga otra pasada con la herramienta peladora. Recuerde limpiar la superficie de soldadura con alcohol ya que la peladora podría estar sucia. 8 Adjunte los cables conectores al accesorio. La mayoría de los cables conectores se deslizan con poca resistencia así que no los fuerce. Tenga cuidado de no doblarlos. Asegúrese de que no queden orificios en el medio. No podrá ver el orificio, por lo tanto, utilice marcas de profundidad. Instrucciones para la electrofusión (página 3 de 3) 12 Retire los cables conectores cuando haya finalizado el calentamiento. La tubería y el accesorio se calentarán más antes de volver a enfriarse. 11 Siga las indicaciones en la máquina. Verifique su trabajo preparado y luego comience a calentar al recibir la confirmación. El indicador negro en la parte superior del accesorio bajará luego de que la conexión haya terminado de calentarse, siempre y cuando los cables eléctricos se encuentren apuntando hacia arriba. Solo podrá verificar la fusión durante la prueba de presión. Todas las tomas para electrofusión son clasificadas como de 300 psi. TERMOFUSIÓN Asegúrese de que ambos lados de la tubería y del accesorio se encuentren apoyados durante todo el proceso de fusión. El accesorio se volverá extremadamente suave luego de ser calentado y perderá su forma si se lo somete a cualquier tipo de presión. 10 Verifique que la pantalla coincida con la calcomanía. Si la etiqueta y la máquina no coinciden, vuelva a escanear la etiqueta del accesorio o ingréselo manualmente. 2.31 9 Escanee la etiqueta en el accesorio. Vuelva a escanear de ser necesario. En acoplamientos más pequeños, se puede remover la etiqueta y extenderla sobre una superficie plana para leerla mejor. TERMOFUSIÓN 2.32 Soldadura a tope El soldado a tope es el proceso de fusionar utilizando calor y presión para unir las caras de dos piezas de tubería. Esto elimina la necesidad de un accesorio de tipo toma y a la vez mantiene la fortaleza completa de la conexión. Como con cualquier fusión, los elementos primarios son el calor y la presión. Por lo tanto, una máquina de soldado a tope está diseñada para brindar ambos, así como también brindar soporte para la tubería y preparar el lateral de la tubería para la fusión. Compresor Controles de la unidad (varían según el fabricante) Cilindros hidráulicos Carro Abrazaderas Aquatherm soporta soldaduras a tope en sus tamaños de 6” y mayores en todas las SDR así como también de 4” en las SDR 17,6 y 11. Los instaladores podrían decidir arriesgarse y soldar a tope medidas más pequeñas. Inserciones para abrazaderas (no se muestra) Mangueras hidráulicas Los pasos básicos para una soldadura a tope exitosa son: revestimiento, ajuste, calentamiento y fusión. Calentamiento: Normalmente se lo conoce como la “inmersión en calor”. Este paso calienta el PP-R, energizando a las moléculas para que se fusionen. Fusión: Utilizando la presión indicada, junta las dos tuberías y las deja enfriar bajo presión. TERMOFUSIÓN Ajustes: Construir el cordón de ajuste sobre el hierro asegura contacto completo con el lateral de la tubería y además establece el tamaño del cordón resultante de la fusión. 2.33 Revestimiento: El revestimiento es realizado para enderezar los extremos de la tubería. Esto también produce una superficie libre de contaminantes en la que la fusión tendrá lugar. Explicación de la soldadura a tope TERMOFUSIÓN 2.34 Presiones para la soldadura a tope Cada fase de la soldadura a tope necesita una presión específica. Las cuatro presiones que necesitará conocer son presión de arrastre, interfacial, de soldadura y total. Calcule estas presiones antes de comenzar su fusión. necesita en el punto de fusión para crear una soldadura. Los PP-R de Aquatherm siempre requieren 14,5 libras de presión por pulgada cuadrada de superficie que está siendo fusionada. Presión de arrastre: La presión de arrastre es la presión hidráulica mínima necesaria para superar la inercia del carro. Usted puede identificar la presión de arrastre aumentando lentamente el control de la presión hasta que el carro comience a moverse. La presión de arrastre varía según el diseño de la máquina, la orientación de la máquina y el tamaño de la tubería. Presión de soldadura: La presión de soldadura es la fuerza que necesita la máquina para lograr la presión interfacial adecuada. Esto varía según el tamaño del cilindro de la máquina y de la dimensión de la tubería. Las presiones de soldadura se encuentran disponibles a través del fabricante y también están incluidas en este manual. La presión de soldadura se mide con el manómetro de la máquina. Presión interfacial: La presión interfacial es la fuerza que se Presión total: La presión de arrastre y de soldadura se suman para crear la presión total, la cual será utilizada dos veces durante el proceso de fusión. La presión total debería ser configurada en la máquina durante su inspección post alineamiento del revestimiento. Fases de la soldadura a tope Fase de ajuste: Esta fase empuja la superficie expuesta de la Fase de calentamiento: Durante el calentamiento, la tubería permanece en contacto con el hierro de calentamiento bajo baja presión. Esto le permite al calor filtrarse en la tubería sin desplazar el material PP-R. Los tiempos de calentamiento (y otras referencias de tiempo) se pueden encontrar en las páginas 2.45 y 2.46. Fase de soldadura: Luego de quitar el hierro, las dos superficies empapadas por el calor son juntadas bajo presión total. Las tuberías deben ser reunidas dentro del tiempo de transición y llevadas a presión completa dentro del tiempo de constitución. Fase de enfriamiento: A medida que la fusión tiene lugar, mantenga la junta bajo presión completa por un mínimo de tiempo igual a la mitad del tiempo de enfriamiento. Después de esto, la junta puede ser removida de las mordazas pero debe permanecer soportada durante lo que resta del tiempo de enfriamiento. La tubería sin soporte debe permanecer bajo presión para un enfriamiento completo. TERMOFUSIÓN Fase de revestimiento: La presión para revestir varía según el tamaño de la tubería y el estado de las cuchillas. Comenzar con la presión de arrastre, gradualmente aumentar la presión entre la tubería y la máquina de revestimiento hasta que dos franjas continuas de 360o sean eliminadas de la tubería en ambos lados. tubería hacia afuera de la conexión presionando el costado de la tubería contra el hierro de calentamiento a presión completa. Esta fase está completa cuando el material desplazado forma un cordón visible (ver página 2.44). 2.35 Cada fase en el proceso de la soldadura a tope lleva los pasos básicos de revestimiento, ajuste, calentamiento y fusión y aplica las presiones calculadas previamente para formar una soldadura completa. Cada fase tiene un tiempo requerido o una indicación visual para dejarle saber cuándo esa fase está lista. TERMOFUSIÓN 2.36 Presiones de ajuste y de soldadura McElroy 918-836-8611 [email protected] www.mcelroy.com Los instaladores deben utilizar siempre el manual del operador incluido con la máquina soldadora a tope o la información en línea del fabricante, para calcular la presión de ajuste. Esta tabla está basada en la información disponible en Aquatherm al momento de la impresión de este manual y podría no ser completa, precisa o actual. Si hubiere discrepancias entre esta tabla y cualquier información provista por el fabricante de la herramienta, la información del fabricante de la herramienta debería ser considerada correcta. Dimensión ND (OD mm) SDR Pitbull 26 Palanca de 15” 28 Fuerza baja 4” (125 x 11,4) 17,6 5 pies-lb 34 Acrobat 160 DM 250 EP 412 y 618 Fuerza baja 824 y 1236 Fuerza baja - - Presión de ajuste (psi) 66 - 4” (125 x 7,1) 11 8 pies-lb 53 101 - - - 6” (160 x 9,1) 17,6 9 pies-lb 60 108 60 32 - 6” (160 x 14,6) 11 14 pies-lb 93 167 93 49 - 6” (160 x 21,9) 7,4 20 pies-lb 132 236 132 70 - 8” (200 x 11,4) 17,6 - 94 - 94 50 17 8” (200 x 18,2) 11 - 145 - 145 77 26 8” (200 x 27,4) 7,4 - 207 - 207 109 36 10” (250 x 14,2) 17,6 - - - 142 78 26 10” (250 x 22,7) 11 - - - 218 120 40 10” (250 x 34,2) 7,4 - - - 309 170 56 12” (315 x 17,9) 17,6 - - - - 124 41 12” (315 x 28,6) 11 - - - - 191 63 12” (315 x 43,1) 7,4 - - - - 270 90 Presiones de ajuste y de soldadura McElroy 412 y 618 Fuerza baja 824 y 1236 Fuerza baja Dimensión ND (OD mm) SDR 14” (355 x 20,1) 17,6 157 52 14” (355 x 32,2) 11 242 81 14” (355 x 48,0) 7,4 343 114 16” (400 x 22,7) 17,6 199 66 16” (400 x 36,3) 11 308 102 18” (450 x 25,5) 17,6 252 84 Presión de ajuste (psi) 389 129 - 104 22” (560 x 31,7) 17,6 - 130 24” (630 x 35,7) 17,6 - 164 TERMOFUSIÓN 11 17,6 2.37 18” (450 x 40,9) 20” (500 x 28,4) TERMOFUSIÓN 2.38 Presiones de ajuste y de soldadura Ritmo 863-679-8655 [email protected] www.ritmoamerica.com Los instaladores deben utilizar siempre el manual del operador incluido con la máquina soldadora a tope o la información en línea del fabricante, para calcular la presión de ajuste. Esta tabla está basada en la información disponible en Aquatherm al momento de la impresión de este manual y podría no ser completa, precisa o actual. Si hubiere discrepancias entre esta tabla y cualquier información provista por el fabricante de la herramienta, la información del fabricante de la herramienta debería ser considerada correcta. Gamma 160 Delta Dragon 160 Delta Dragon 250B Delta Dragon 315B Delta Dragon 355B Dimensión ND (OD mm) SDR 4” (125 x 11,4) 17,6 263 - - - 4” (125 x 7,1) 11 407 - - - 6” (160 x 9,1) 17,6 431 247 116 102 44 6” (160 x 14,6) 11 667 392 189 160 73 [N] Presión de ajuste (psi) 6” (160 x 21,9) 7,4 950 551 276 232 102 8” (200 x 11,4) 17,6 - - 189 160 73 8” (200 x 18,2) 11 - - 290 261 102 8” (200 x 27,4) 7,4 - - 421 363 160 10” (250 x 14,2) 17,6 - - 305 261 102 10” (250 x 22,7) 11 - - 464 406 160 10” (250 x 34,2) 7,4 - - 653 566 232 12” (315 x 17,9) 17,6 - - - 406 174 12” (315 x 28,6) 11 - - - 638 261 12” (315 x 43,1) 7,4 - - - 914 377 Presiones de ajuste y de soldadura Ritmo Delta Dragon 355B Delta Dragon 500 Delta Dragon 630 Dimensión ND (OD mm) SDR 14” (355 x 20,1) 17,6 218 - 73 14” (355 x 32,2) 11 334 - 102 14” (355 x 48,0) 7,4 479 - 160 Ajuste de la presión (psi) - 174 87 11 - 276 131 18” (450 x 25,5) 17,6 - 218 116 18” (450 x 40,9) 11 - 334 174 20” (500 x 28,4) 17,6 - 276 145 22” (560 x 31,7) 17,6 - - 174 24” (630 x 35,7) 17,6 - - 218 TERMOFUSIÓN 17,6 2.39 16” (400 x 22,7) 16” (400 x 36,3) TERMOFUSIÓN 2.40 Presiones de ajuste y de soldadura Rothenberger 800-545-7698 www.rothenberger-usa.com Los instaladores deben utilizar siempre el manual del operador incluido con la máquina soldadora a tope o la información en línea del fabricante, para calcular la presión de ajuste. Esta tabla está basada en la información disponible en Aquatherm al momento de la impresión de este manual y podría no ser completa, precisa o actual. Si hubiere discrepancias entre esta tabla y cualquier información provista por el fabricante de la herramienta, la información del fabricante de la herramienta debería ser considerada correcta. ROWELD® P 160 Saniline ROWELD® P 250 A ROWELD® P 160 B ROWELD® P 250 B y P355 B ROWELD® P 500 B y P630 B Dimensión ND (OD mm) SDR 4" 17,6 263 394 7,4 4,2 - 4" 11 407 610 11,5 6,5 - 4" 7,4 580 869 16,4 9,3 - 6" 17,6 431 431 12,2 6,9 - 6" 11 667 667 18,9 10,7 - 6" 7,4 - 950 26,9 15,2 - 8" 17,6 - 675 - 10,8 4,8 8" 11 - 1039 - 16,6 7,4 8" 7,4 - - - 23,7 10,5 10" 17,6 - 1052 - 16,8 7,4 10" 11 - - - 25,9 11,5 10" 7,4 - - - 37,0 16,4 Presión de ajuste (N) Presión de ajuste (bar) Presiones de ajuste y de soldadura Rothenberger ROWELD® P 250 B y P355 B ROWELD® P 500 B y P630 B Dimensión ND (OD mm) SDR 12" 17,6 26,7 11,8 12" 11 41,1 18,2 12" 7,4 58,8 26,1 14" 17,6 33,8 15,0 14" 11 52,2 23,1 14" 7,4 74,6 33,1 16" 17,6 - 19,0 16" 11 - 37,2 18" 17,6 - 24,1 18" 11 - 37,2 20" 17,6 - 29,7 22" 17,6 - 37,2 24" 17,6 - 47,2 Presión de ajuste (bar) 2.41 TERMOFUSIÓN TERMOFUSIÓN 2.42 Presiones de ajuste y de soldadura Widos 678-376-4379 [email protected] www.widoswelding.com Los instaladores deben utilizar siempre el manual del operador incluido con la máquina soldadora a tope o la información en línea del fabricante, para calcular la presión de ajuste. Esta tabla está basada en la información disponible en Aquatherm al momento de la impresión de este manual y podría no ser completa, precisa o actual. Si hubiere discrepancias entre esta tabla y cualquier información provista por el fabricante de la herramienta, la información del fabricante de la herramienta debería ser considerada correcta. Maxiplast WI 4400 WI 4600 Dimensión ND (OD mm) SDR 4” (125 x 11,4) 17,6 58 11 6 4” (125 x 7,1) 11 89 17 6” (160 x 9,1) 17,6 94 18 lb WI 4900 WI 5100 y 5500 WI 6100 Presión de ajuste (bar) - - - 8 - - - 9 8 - - 6” (160 x 14,6) 11 145 27 13 12 - - 6” (160 x 21,9) 7,4 207 39 19 17 - - 8” (200 x 11,4) 17,6 - - 13 12 5 - 8” (200 x 18,2) 11 - - 20 18 8 - 8” (200 x 27,4) 7,4 - - 29 26 11 - 10” (250 x 14,2) 17,6 - - 21 18 8 - 10” (250 x 22,7) 11 - - 32 28 12 - 10” (250 x 34,2) 7,4 - - 45 40 17 - 12” (315 x 17,9) 17,6 - - - 29 12 10 12” (315 x 28,6) 11 - - - 44 19 15 12” (315 x 43,1) 7,4 - - - 62 26 * Presiones de ajuste y de soldadura Widos WI 5100 y 5500 WI 6100 Dimensión ND (OD mm) SDR 14” (355 x 20,1) 17,6 15 13 14” (355 x 32,2) 11 24 19 Presión de ajuste (bar) 7,4 37 * 17,6 20 16 11 30 24 17,6 25 20 18” (450 x 40,9) 11 38 31 20” (500 x 28,4) 17,6 30 25 22” (560 x 31,7) 17,6 - 31 24” (630 x 35,7) 17,6 - 39 *Contacte al fabricante por la presión TERMOFUSIÓN 16” (400 x 36,3) 18” (450 x 25,5) 2.43 14” (355 x 48,0) 16” (400 x 22,7) Altura del cordón de ajuste (4” - 24”) TERMOFUSIÓN 2.44 Tamaño SDR 7,4 SDR 11 SDR 17,6 4” (125 mm) - 0,04” (1,0 mm) 0,04” (1,0 mm) 6” (160 mm) 0,06” (1,5 mm) 0,04” (1,0 mm) 0,04” (1,0 mm) 8” (200 mm) 0,08” (2,0 mm) 0,04” (1,0 mm) 0,04” (1,0 mm) 10” (250 mm) 0,08” (2,0 mm) 0,06” (1,5 mm) 0,04” (1,0 mm) 12” (315 mm) 0,1” (2,5 mm) 0,08” (2,0 mm) 0,04” (1,0 mm) 14” (355 mm) 0,1” (2,5 mm) 0,08” (2,0 mm) 0,06” (1,5 mm) 16” (400 mm) - 0,08” (2,0 mm) 0,06” (1,5 mm) 18” (450 mm) - 0,1” (2,5 mm) 0,06” (1,5 mm) 20” (500 mm) - - 0,08” (2,0 mm) 22” (560 mm) - - 0,08” (2,0 mm) 24” (630 mm) - - 0,08” (2,0 mm) Referencia de altura del cordón 1 mm 1,5 mm 2 mm 2,5 mm La altura del cordón es importante durante la fusión, ya que uno muy pequeño podría resultar en una conexión inapropiada, mientras que uno muy grande podría crear una restricción en el flujo y podría también indicar un problema con la presión de la fusión. Necesitará observarlo cuidadosamente durante la fase de ajuste y reducir la presión una vez que alcance su altura adecuada. Recuerde que 1 mm es solamente 1/25 de una pulgada y es difícil de medir. Generalmente, puede ver el cordón por primera vez cuando llega a 1 mm de altura. Si su cordón final (cuando la conexión ha sido terminada) luce muy grande, trate de reducir el tamaño de su cordón de ajuste levemente. Tiempos de calentamiento y enfriamiento de la soldadura a tope (4” - 12”) Dimensión Calentamiento SDR 4” (125 x 11,4) 17,6 Soldadura (fusión) Enfriamiento Tiempo de calentamiento Tiempo máximo de transición Tiempo de acumulación de la presión Tiempo de enfriamiento 2 min. 56 seg. 6 seg. 7 seg. 12 min. 4” (125 x 7,1) 11 3 min. 57 seg. 7 seg. 11 seg. 19 min. 6” (160 x 9,1) 17,6 3 min. 24 seg. 6 seg. 9 seg. 15 min. 11 4 min. 37 seg. 8 seg. 13 seg. 24 min. 7,4 6 min. 1 seg. 10 seg. 19 seg. 34 min. 8” (200 x 11,4) 17,6 3 min. 57 seg. 7 seg. 11 seg. 19 min. 8” (200 x 18,2) 11 5 min. 20 seg. 9 seg. 16 seg. 29 min. 8” (200 x 27,4) 7,4 6 min. 52 seg. 11 seg. 23 seg. 42 min. 10” (250 x 14,2) 17,6 4 min. 32 seg. 8 seg. 13 seg. 23 min. 10” (250 x 22,7) 11 6 min. 8 seg. 10 seg. 20 seg. 35 min. 10” (250 x 34,2) 7,4 7 min. 46 seg. 13 seg. 30 seg. 52 min. 12” (315 x 17,9) 17,6 5 min. 17 seg. 9 seg. 16 seg. 28 min. 12” (315 x 28,6) 11 7 min. 12 seg. 24 seg. 44 min. 12” (315 x 43,1) 7,4 8 min. 40 seg. 15 seg. 37 seg. 62 min. TERMOFUSIÓN 6” (160 x 14,6) 6” (160 x 21,9) 2.45 ND (OD x grosor de la pared en mm) Tiempos de calentamiento y enfriamiento de la soldadura a tope (14” - 24”) TERMOFUSIÓN 2.46 Dimensión Calentamiento ND (OD x grosor de la pared en mm) SDR Tiempo de calentamiento Soldadura (fusión) Tiempo máximo de transición Enfriamiento Tiempo de acumulación de la presión Tiempo de enfriamiento 14” (355 x 20,1) 17,6 5 min. 41 seg. 9 seg. 18 seg. 32 min. 14” (355 x 32,2) 11 7 min. 28 seg. 13 seg. 28 seg. 48 min. 14” (355 x 48,0) 7,4 9 min. 25 seg. 17 seg. 42 seg. 70 min. 16” (400 x 22,7) 17,6 6 min. 7 seg. 10 seg. 20 seg. 35 min. 16” (400 x 36,3) 11 8 min. 14 seg. 31 seg. 54 min. 18” (450 x 25,5) 17,6 6 min. 35 seg. 11 seg. 22 seg. 39 min. 18” (450 x 40,9) 11 8 min. 28 seg. 15 seg. 36 seg. 59 min. 20” (500 x 28,4) 17,6 6 min. 59 seg. 12 seg. 24 seg. 43 min. 22” (560 x 31,7) 17,6 7 min. 24 seg. 12 seg. 27 seg. 48 min. 24” (630 x 35,7) 17,6 7 min. 55 seg. 14 seg. 31 seg. 53 min. Instrucciones para la soldadura a tope: 1. Configuración 1.4 Establezca las inserciones métricas correctas de ser necesario. El fabricante sabrá qué abrazaderas e inserciones son compatibles. 1.5 Corte la tubería al menos 1/2” más larga del largo final que desea obtener o más si su corte no es perfectamente recto. TERMOFUSIÓN 1.3 Inspeccione la termofusora y enciéndala. Asegúrese de que la termofusora se encuentre limpia y establézcala a 410 °F (210 °C) +/- 18 °F. 1.2 Verifique y ajuste los sellos de ser necesario. Libere cualquier burbuja de aire llevando la máquina a presión completa y liberándola despacio. 2.47 1.1 Configure e inspeccione la máquina. Siga todas las indicaciones del fabricante. Realice cualquier tipo de mantenimiento si es necesario. El mantenimiento solo debería ser realizado por personas capacitadas, el fabricante o distribuidor autorizado. Solo rellene el aceite hidráulico según las especificaciones del fabricante. Asegúrese de que su fuente de alimentación es totalmente compatible con la máquina que está utilizando. TERMOFUSIÓN 2.48 Instrucciones para la soldadura a tope: 2. Alineación 2.1 Establezca la tubería y/o accesorio en las abrazaderas. De ser posible, utilice al menos 2 abrazaderas para cada largo de tubería. Ajuste la configuración según sea necesario. 2.2 Deje un borde de 1/2” - 1” (más si el corte es desparejo). Normalmente, una buena medida es la de un pulgar. Deje espacio suficiente para la máquina de revestimiento. 2.3 Las abrazaderas pueden acomodar los accesorios de ser necesario. Algunas abrazaderas se deslizan y otras pueden ser extraídas por completo. Presión de arrastre: Identifique la presión de arrastre aumentando lentamente el control de la presión hasta que el carro comience a moverse. La presión de arrastre varía según el diseño y orientación de la máquina y el tamaño de la tubería. 2.4 Ajuste las abrazaderas y junte los extremos de la tubería. Asegúrese de que las manos estén alejadas del carro cuando se está moviendo. 2.5 Verifique el alineamiento de la tubería pasando su dedo o la punta de una lapicera a través del orificio. Si un lado es más alto que el otro, ajústelo hacia abajo. Presión de soldadura: Vea la presión de soldadura en el manual de operación (o en este libro si no hay un manual disponible). La presión de soldadura varía por OD y SDR. Presión total: Sume las presiones de arrastre y soldadura para obtener la presión total. Instrucciones para la soldadura a tope: 3. Revestimiento 3.2 3.3 Mueva el carro hacia adelante cuando la presión baje o la placa de revestimiento se detenga. Reemplace las cuchillas si están muy desgastadas. Consejo profesional: Si uno de los lados comienza con el revestimiento antes que el otro, intente abrir y cerrar las mordazas otra vez para darle a la placa de revestimiento un “tope de retención”. También puede intentar insertar bloques de madera entre las abrazaderas y la limadora para forzar a la placa de revestimiento a quitar las virutas del lado opuesto. Revertir a un punto previamente marcado puede ayudar a asegurarse el largo adecuado de la conexión terminada. 3.4 El revestimiento adecuado producirá tiras de 360o, del ancho completo en ambos lados. Ahora, abra las tuberías. Ajuste la placa de revestimiento si uno de los lados se encuentra listo antes que el otro. 3.5 Apague y quite la placa de revestimiento. No apague la placa de revestimiento mientras el carro aún se encuentre cerrado ya que esto puede dejar rayas en la superficie de la tubería. TERMOFUSIÓN Cierre las tuberías en la máquina de revestimiento. Aumente la presión hasta que la máquina de revestimiento comience a lanzar rulos de PP-R. No utilice presión excesiva. 2.49 3.1 Abra el conjunto de carros y trabe la herramienta para revestimiento. Encienda la máquina de revestimiento y déjela alcanzar la velocidad máxima. Nunca apague la máquina de revestimiento cuando esté atrapada entre tuberías. Instrucciones para la soldadura a tope: 4. Ajuste TERMOFUSIÓN 2.50 Consejo profesional: 4.1 Cierre el carro y busque orificios. Reoriente o vuelva a alinear de ser necesario. Limpie la cara de la tubería con alcohol. 4.3 Abra el carro e inserte el hierro de calentamiento. Asegúrese de que el hierro de calentamiento se encuentre en o cerca de los 410 °F (210 °C). Asegúrese de que las dos piezas que va a conectar sean aproximadamente 1/4” más largas que el largo final que desea. Perderá alrededor de 1/8” de cada lado de la conexión durante el ajuste y las fases de soldadura. Mida y haga un seguimiento de su pérdida para aumentar la exactitud. 4.4 Cierre las tuberías sobre el hierro de calentamiento bajo presión completa para iniciar la construcción del cordón de ajuste. 4.2 Configure su nivel máximo de presión (soldado + arrastre). Los controles varían por fabricante. No modifique esta presión luego de establecerla. 4.5 Construya su cordón de ajuste a la altura indicada. La guía se encuentra en la página 2.44. No permita que su cordón se vuelva más grande de lo necesario. Instrucciones para la soldadura a tope: 5. Soldadura 5.4 Junte las tuberías durante el período de transición y asegúrese de que la máquina alcance la presión total dentro del tiempo de acumulación de la presión. TERMOFUSIÓN 5.3 Abra el carro y quite el hierro. Asegúrese de contar con un lugar seguro para colocarlo de inmediato si no puede sostenerlo con una sola mano. 5.2 Observe durante todo el período de calentamiento (utilice un temporizador). Muy poco tiempo creará una conexión inapropiada. No exceda el tiempo de calentamiento. 2.51 5.1 Cordón de ajuste completo, baje la presión de arrastre del sistema. De ser necesario mantener contacto, agregue hasta un 10% de presión de soldadura. La fase de calentamiento requiere la menor presión posible. Algunas máquinas se bloquean en el lugar y solo necesitan la presión de arrastre. Otras requieren una leve presión positiva para mantenerlas en su lugar pero nunca arrastre más del 10% de la presión de soldadura. La presión excesiva durante la fase de calentamiento puede crear una restricción en la tubería. TERMOFUSIÓN 2.52 Instrucciones para la soldadura a tope: 6. Enfriamiento 6.1 Observe la totalidad del tiempo de enfriamiento. No intente acortar el tiempo de enfriamiento echando agua en la conexión. 6.2 Libere presión y quite las abrazaderas. No suelte las abrazaderas hasta que la presión haya sido totalmente liberada. El cordón final debería lucir como una pieza sólida. Una mala fusión de PP-R tendrá un cordón dividido con dos lados distintos. 6.3 Quite la conexión de la máquina. Recuerde que debe mantener la tubería con el soporte si ha reducido el tiempo de enfriamiento. El tiempo de enfriamiento puede variar con el tamaño y soporte de la tubería fusionada. Las secciones cortas y las largas que cuentan con el soporte adecuado pueden utilizar un tiempo de enfriamiento reducido. Las secciones largas que no cuentan con soporte deben utilizar la totalidad del tiempo. Puede encontrar una guía visual en la página siguiente. Cómo reducir el tiempo de enfriamiento 24 minutos a 12 si la junta no está sujeta a ningún tipo de tensión excesiva durante los siguientes 12 minutos. Las siguientes imágenes muestran el soporte adecuado e inadecuado para la tubería. 2.53 Las conexiones soldadas a tope necesitan enfriarse bajo presión para asegurar una conexión adecuada. Los tiempos de enfriamiento para las conexiones soldadas a tope pueden ser reducidas hasta en un 50% si la junta tiene el soporte adecuado para el tiempo restante de enfriamiento. Por ejemplo, el tiempo de enfriamiento para una tubería de 6” SDR 11 puede reducirse de Correcto Ya sea con colgantes o bloques, la tubería debería tener un soporte de cada lado de la conexión, así como también más hacia abajo en la línea para prevenir que se desvíe. Incorrecto Si no soporta a la tubería en la parte más alejada de la conexión, esto podría resultar en tensión excesiva sobre la parte superior de la junta. Incorrecto Correcto La tubería también puede permanecer plana sobre el piso o una superficie de nivel similar. Si no soporta a la tubería en ambos costados de la conexión, esto podría resultar en tensión excesiva en la junta. TERMOFUSIÓN Incorrecto Si no soporta a la tubería cerca de la conexión, esto podría resultar en tensión excesiva sobre la parte inferior de la junta. Fusionando SDR disímiles TERMOFUSIÓN 2.54 Para fusionar tuberías con SDR distintos, deberá realizar las siguientes modificaciones a su proceso de fusión: 1. Utilice el tiempo de calentamiento de la tubería o accesorio SDR más bajo (pared más gruesa). 2. Utilice la presión de la tubería o accesorio SDR más alta (pared más delgada). 3. Utilice el promedio de altura del cordón de los dos SDR. El cordón exterior debería parecer normal. El cordón interno aparecerá desequilibrado, pero esto no es un problema. El sistema tendrá el índice de presión del material SDR más alto (pared más delgada de todas) que está siendo fusionado en la sección. Como regla general debería evitar la fusión a tope con distintos SDR a menos que sea necesario. Nunca debería intentar fusionar a tope tuberías con diferentes OD. Alineamiento interno 1,5” 0,25” 1,75” sencillo de alinear las tuberías es utilizando el rótulo impreso al costado ya que este siempre se encuentra en la misma posición en relación a la parte superior de la tubería. Alinear los rótulos ayudará a eliminar desalineaciones internas. Si alinear los rótulos no soluciona el problema, utilice su criterio para alinear la tubería. El problema no afecta la pared exterior de la tubería, la cual siempre será consistente. TERMOFUSIÓN Esta diferencia no es suficiente como para provocar problemas con los cálculos de flujo ni requieren un cambio en las presiones de fusión. La única preocupación es estética, ya que el cordón interno se encontrará deformado si se fusiona una parte superior más delgada con una parte inferior más gruesa. Para evitar esto, alinee las partes superiores e inferiores de la tubería antes de fusionarlas. El modo más 2.55 Debido a la gravedad y la física de la extrusión, las tuberías más grandes suelen ser más gruesas en la parte de abajo que en la parte de arriba. Sin embargo, la parte superior siempre será al menos igual de gruesa que el SDR de producción por lo que no hay que preocuparse por la presión e índices de temperatura. Para agujeros pequeños en la tubería, como por ejemplo agujeros provocados por clavos o tornillos, puede utilizar el pin de reparación que se muestra aquí. Para agujeros más grandes, instale y tape una toma o quite la tubería y fusione una sección nueva. TERMOFUSIÓN 2.56 Reparaciones 3 Inserte el cabezal de reparación en la termofusora e inserte el pin de reparación en el cabezal de reparación. Caliente durante 5 segundos. 1 Adjunte el cabezal de reparación a una termofusora. Los cabezales se encuentran disponibles en tamaños de 5/16” y 7/16”. Utilice un tamaño que sea más grande que el agujero. 4 Remueva el pin del cabezal y el cabezal de soldadura de la tubería. Inserte el pin en la pared de la tubería. No inserte el pin de forma excesiva. 2 Si el agujero es demasiado pequeño, taládrelo cuidadosamente. Utilice una broca de 1/4” para el cabezal de 5/16” y una de 3/8” para el cabezal de 7/16”. Una vez que el pin se ha establecido, puede usar un cortador para eliminar el resto del pin. Haga la prueba de presión en el sistema para asegurar una reparación adecuada. 5 Capítulo 3: Productividad La termofusión es un modo rápido y consistente de unir una tubería, pero la productividad general depende de la estrategia de construcción empleada. 3.1 PRODUCTIVIDAD Contar con el personal y las herramientas correctas aumentará la velocidad de su instalación. La prefabricación adecuada y las técnicas de campo pueden ayudarlo a trabajar aún más rápido. Este capítulo lo ayudará a aplicar las técnicas de fusión que ha aprendido de forma más rápida y efectiva. Cómo comenzar PRODUCTIVIDAD 3.2 Existen muchas características únicas de las tuberías Aquatherm que pueden ayudarlo a acelerar su instalación. • Las tomas de fusión le permiten agregar ramales luego de instalar la red • El material liviano es más fácil de cargar en grandes cantidades • La contracción y expansión reducidas hacen que el diseño sea más fácil • Las juntas fusionadas no se rajarán durante el transporte • Una tubería flexible puede ser colocada en espacios reducidos • Las máquinas de fusión permiten que un solo instalador trabaje en múltiples conexiones a la vez A medida que continúe instalando la tubería Aquatherm, encontrará un balance de instalación prefabricada e instalación en el lugar que funcione para usted. Buscar formas de ayudar a agilizar el proceso de instalación puede significar un gran ahorro en el tiempo de instalación. Para cada parte de la instalación, debería decidir qué secciones construir en una tienda o en una mesa de trabajo (prefabricada) y qué secciones necesitan ser construidas en el lugar. La prefabricación le da acceso a un rango más amplio de herramientas de fusión y hace más fácil trabajar con múltiples herramientas. En general, las juntas prefabricadas son también más rápidas y más exactas. Mezcla del equipo Un instalador puede volverse competente en la termofusión en un corto período de tiempo, lo que puede ayudar a que sus instaladores menos experimentados sean más productivos. 3.3 Primario: Se enfoca en el orden del ensamblado, trabajo de fusión complicado, alineación de conexiones y dirección del equipo de soporte. El primario utiliza la experiencia y el planeamiento para hacer la instalación rápida y eficiente. Soporte: Se enfoca en la manipulación, medición y corte, movimiento y configuración de herramientas y trabajo de fusión simple. El soporte se centra en maximizar la productividad del(de los) instalador(es) primario(s). PRODUCTIVIDAD Sin embargo, los conceptos más avanzados como la estrategia de construcción y diseño son mejor manejadas por instaladores más experimentados. Por lo tanto, un equipo típico de instalación de Aquatherm contará con un par de expertos u oficiales (primarios) asistidos por múltiples aprendices y trabajadores (soporte). Herramientas PRODUCTIVIDAD 3.4 temperatura y presión que son adecuados para la tubería PP-R de Aquatherm. El enfoque principal de Aquatherm está en las tuberías y accesorios, no en las herramientas, por lo que Aquatherm trabaja con varios fabricantes de herramientas para promover el desarrollo y disponibilidad de esas herramientas. Para una mejor selección, precio y soporte, se recomienda a los instaladores utilizar herramientas de fabricantes autorizados. La tubería de fusión de Aquatherm requiere herramientas que cumplen con ciertos criterios. Las herramientas deben cumplir con requisitos de dimensión, Al momento de la impresión de esta edición, Aquatherm ha aprobado las líneas de herramientas de McElroy, Ritmo, Rothenberger y Widos. Puede encontrar información de todos estos fabricantes a partir de la página 2.36. Cada uno de estos fabricantes tiene su propia filosofía y valores cuando hablamos de la función y diseño de las herramientas. Recomendamos explorar sus opciones y encontrar las herramientas que se adapten mejor a usted, su empresa y la tarea en la que está trabajando. Termofusoras de mano Fusión por encastre de ½”-2”: Necesitará una termofusora de ½”-2” para realizar cualquier fusión por encastre en una tubería de 2” o menos. Cuando trabaje en el aire, es más fácil usar la termofusora adecuada más pequeña. Las termofusoras de 1” también se encuentran disponibles para fusionar pequeñas tuberías en espacios pequeños. Termofusora de 2” 3.5 Termofusora de 4” PRODUCTIVIDAD Fusión por encastre de ½”-4”: Una termofusora de ½”- 4” puede realizar todas las conexiones por encastre de 4” y más pequeñas. Su peso y uso de energía la hacen más adecuada para prefabricados y conexiones que no pueden ser hechas con una termofusora más pequeña. Termofusora de 1” Máquinas de fusión por encastre PRODUCTIVIDAD 3.6 Una máquina de fusión de estilo de plantilla elimina la necesidad de un segundo instalador en conexiones de 2” - 4”. Fue diseñada para la fusión en el aire, es minimalística y ágil y requerirá de una termofusora manual para su uso. Prisma Jig Spider Máquinas de fusión por encastre Una máquina de fusión de mesa elimina la necesidad de un segundo instalador en conexiones de 2”- 4”. Con su marco más grande y termofusora fija, no es adecuada para conexiones en el aire pero sí brinda un gran soporte y es muy productiva y eficiente para la fabricación. Prisma 125 Widos 3511 3.7 PRODUCTIVIDAD Máquinas de fusión a tope de cuatro mordazas W 4400 PRODUCTIVIDAD 3.8 Las máquinas de soldadura a tope de gran tamaño tienen dos mordazas en cada lado de la fusión (2x2), reduciendo el tiempo gastado en carga y alineamiento de la tubería. Delta Dragon 315B Acrobat 160 Configuraciones modificadas de la máquina W 4400 Acrobat 160 3.9 La mayoría de las máquinas de cuatro mordazas pueden ser modificadas para funcionar en diferentes situaciones de fusión. Algunas máquinas permiten quitar una abrazadera (2x1), reduciendo el peso y tamaño. Otras permiten una configuración 3x1 para acomodar secciones más cortas. Sujetar con una sola mordaza generalmente requiere tiempo adicional de alineamiento. PRODUCTIVIDAD Máquinas de soldadura a tope manuales PRODUCTIVIDAD 3.10 Las máquinas manuales no cuentan con un sistema hidráulico y en su lugar utilizan un dispositivo mecánico para generar la fuerza requerida para la fusión. Pueden ser ventajosas para utilizarlas en espacios pequeños y en trabajos más pequeños. Ritmo Gamma 160 Pit Bull® 26 Widos Maxiplast Mayor equipo versus más herramientas Tener el número correcto de herramientas tendrá un gran impacto en su tiempo de instalación. El índice de máquinas a instaladores dependerá de la habilidad del personal, las condiciones del sitio de trabajo y la naturaleza de la instalación. Contar con muy pocas herramientas hará el trabajo más lento y dejará a los trabajadores parados sin nada que hacer. Un buen balance le permite al personal estar involucrado en el trabajo productivo (sin esperar) mientras que el equipo de fusión es utilizado permanentemente en conexiones (sin máquinas inactivas). Para encontrar el número correcto de herramientas para realizar el trabajo, evalúe el tamaño y mezcla del personal que utiliza. Cada persona que fusione tuberías necesitará al menos una herramienta adecuada para fusionar el tamaño de la tubería que se está instalando. Algunos instaladores podrían operar varias herramientas, mientras que los instaladores en puestos de soporte podrían no necesitar herramientas. Esta siguiente sección le dará ejemplos de selección de herramientas y la mezcla del equipo de instaladores, basado en el tipo de trabajo que se realice. PRODUCTIVIDAD Para tamaños mayores de tubería (6” y más), existen tiempos de enfriamiento que ocupan el tiempo de la máquina pero no necesariamente el del instalador. Con una configuración y planeamiento adecuados, un solo instalador puede realizar varias fusiones a la vez utilizando múltiples máquinas. Esto puede duplicar o triplicar el rendimiento de un instalador o equipo de instaladores. 3.11 Las herramientas deberían ser vistas como un medio para incrementar la productividad y no como un costo adicional. Por ejemplo, las fusiones por encastre de 2”-4” son difíciles de realizar con un instalador y podrían requerir un segundo instalador. Sin embargo, una máquina de fusión por encastre realiza fusiones mayores con una sola persona, duplicando su productividad. Ejemplo de trabajo No. 1: Prefabricación por encastre (taller) Personal: 1 primario, 1 soporte Fusión Herramientas: 1 termofusora de mesa, 1 termofusora, 1 plantilla, sierra PRODUCTIVIDAD 3.12 Objetivo: Maximizar las conexiones por hora y eliminar el tiempo no productivo a través de la especialización. Proceso: Soporte mide y corta la tubería al largo requerido, la limpia y prepara los bordes para la fusión. Utiliza principalmente la termofusora de mesa para llevar a cabo fusiones en la bobina principal, utiliza la termofusora y la plantilla para fusionar tubería adicional, accesorios y tomas mientras que la conexión de la termofusora de mesa se enfría. Tiempo improductivo (Tiempo perdido moviéndose alrededor del sitio de trabajo, configuración del equipo, esperando por el enfriamiento, etc.) Preparación UN SOLO INSTALADOR EQUIPO OPTIMIZADO Nota: Las "fusiones por hora" en los ejemplos son solo para comparación. Su índice de productividad actual variará según el tamaño de la tubería y la experiencia del instalador. 3FUSIONES POR HORA 8FUSIONES POR HORA 3.13 PRODUCTIVIDAD Ejemplo de trabajo No. 2: Prefabricación de soldadura a tope (taller) Personal: 1 primario, 1 soporte Herramientas: 2-3 máquinas de soldadura a tope Objetivo: Maximizar las PRODUCTIVIDAD 3.14 conexiones por hora eliminando el tiempo de inactividad para las fases de enfriamiento. Proceso: Principalmente realiza el trabajo caliente (alineamiento, revestimiento, derrame, calentamiento y soldadura) en la primer máquina mientras el Soporte prepara la segunda máquina para la fusión. Principalmente realiza el trabajo caliente en la segunda máquina mientras que la primera conexión se enfría. Si se utilizan dos máquinas, el Soporte prepara una segunda conexión para la primera máquina. Si se utilizan tres máquinas, el Soporte configura la tercera máquina durante este tiempo. El ciclo continúa para que el Primario siempre esté realizando trabajo caliente en una máquina de fusión. Fusión Preparación UN SOLO INSTALADOR EQUIPO OPTIMIZADO La decisión de utilizar 2 o 3 máquinas depende de la habilidad del primario y la duración del tiempo de enfriamiento. Un enfriamiento más largo permite más fusiones simultáneas. Tiempo improductivo 2 FUSIONES POR HORA 6FUSIONES POR HORA 3.15 PRODUCTIVIDAD Ejemplo de trabajo No. 3: Prefabricación de fusión por encastre (en el lugar) Personal: 1 primario, 2-3 soporte PRODUCTIVIDAD 3.16 Herramientas: 1 termofusora de mesa, 2-3 termofusoras, 2-3 plantillas, sierra Objetivo: Minimizar las conexiones en el aire construyendo sobre el suelo en la mayor cantidad posible. Proceso: Un Soporte mide y corta la tubería dándole el largo, limpiándola y preparando los bordes para la fusión. El Primario utiliza la termofusora de mesa para llevar a cabo fusiones en la bobina principal, utiliza la termofusora y plantilla para fusionar tubería adicional, accesorios y salidas mientras que la conexión de la termofusora de mesa se enfría. Se le puede agregar una toma de acoplamiento a las partes rectas simples de tubería para reducir el número de conexiones en el aire. El resto del Soporte lleva las secciones fabricadas a sus ubicaciones y las instala como se indicó. Las secciones construidas Fusión Preparación también podrían ser instaladas por un segundo Primario. La mezcla exacta y tareas de este personal dependen de la capacidad de los Primarios y Soporte y el diseño del lugar de trabajo. Tiempo improductivo UN SOLO INSTALADOR 2FUSIONES POR HORA EQUIPO OPTIMIZADO 9FUSIONES POR HORA 3.17 PRODUCTIVIDAD Ejemplo de trabajo No. 4: Prefabricación de fusión a tope (en el lugar) Personal: 1 primario, 1-3 soporte Herramientas: 2-3 máquinas PRODUCTIVIDAD 3.18 de fusión a tope, termofusoras y plantillas de ser necesario Objetivo: Maximizar las conexiones por hora eliminando el tiempo de inactividad para las fases de enfriamiento y minimizar conexiones en el aire. Proceso: El Primario realiza el trabajo caliente (alineamiento, revestimiento, derrame, calentamiento y soldado) en la primera máquina mientras que Soporte prepara la segunda máquina para fusión. El Primario realiza el trabajo caliente en la segunda máquina mientras que la primera conexión se enfría. Si se utilizan dos máquinas, Soporte prepara una segunda conexión para la primera máquina. Si se utilizan tres máquinas, Soporte configura la tercera máquina durante este tiempo. El ciclo continúa para que el Primario siempre esté realizando trabajo caliente en una máquina de fusión. Fusión Preparación Soporte también puede trabajar añadiendo salidas y otras conexiones según sea necesario o tomar secciones terminadas e instalarlas como se indicó. Tiempo improductivo UN SOLO INSTALADOR 2FUSIONES POR HORA EQUIPO OPTIMIZADO 9FUSIONES POR HORA 3.19 PRODUCTIVIDAD Ejemplo de trabajo No. 5: Fusión por encastre (Linear) Personal: 1 primario, 1-2 soporte Herramientas: 1 termofusora, 2 plantillas, escaleras o elevador Objetivo: Mantener la única PRODUCTIVIDAD 3.20 termofusora fusionando la tubería lo más que se pueda eliminando el tiempo de inactividad. Proceso: Soporte establece la primera plantilla, luego el Primario lleva a cabo la fusión. Mientras que el Primario se encuentra llevando a cabo la fusión, Soporte configura la segunda plantilla. El Primario entonces lleva a cabo la segunda conexión mientras que Soporte separa la primera plantilla y la configura para otra conexión. Un segundo Soporte podría ser necesario para cargar y colgar la tubería. Este proceso también puede ser realizado en el suelo, al punto que el personal puede elevar la totalidad del largo en el aire. Las salidas de los ramales pueden ser sumadas luego. Fusión Preparación UN SOLO INSTALADOR EQUIPO OPTIMIZADO Tiempo improductivo 3FUSIONES POR HORA 8FUSIONES POR HORA 3.21 PRODUCTIVIDAD Ejemplo de trabajo No. 6: Fusión a tope (linear) Personal: 1 primario, 1-2 soporte Herramientas: 2-3 máquinas de soldadura a tope PRODUCTIVIDAD 3.22 Objetivo: Maximizar las conexiones por hora eliminando el tiempo de inactividad para las fases de enfriamiento. Proceso: El Primario realiza el trabajo caliente (alineamiento, revestimiento, derrame, calentamiento y soldado) en la primera máquina mientras que 1-2 Soportes preparan la segunda máquina para fusión. El Primario lleva a cabo el trabajo caliente en la segunda máquina mientras que 1-2 Soportes configuran la tercera máquina. La tubería en el aire podría requerir todo el tiempo de enfriamiento, por lo que se necesitarán tres máquinas para minimizar el tiempo de inactividad. Si la tubería se fusiona en el suelo y colocada en su lugar, dos máquinas y un soporte podrían ser suficientes. Las salidas de los ramales pueden ser agregadas luego. Fusión Preparación UN SOLO INSTALADOR EQUIPO OPTIMIZADO Este proceso también puede ser realizado en el suelo, al punto que el personal puede elevar la totalidad del largo en el aire. Las salidas de los ramales pueden ser agregadas luego. Tiempo improductivo 2FUSIONES POR HORA 6FUSIONES POR HORA 3.23 PRODUCTIVIDAD PRODUCTIVIDAD 3.24 Carretes de unión: Fusión por encastre y fusión a tope Como parte de utilizar prefabricación, necesitará tener un plan para instalar las bobinas una vez que hayan sido construidas. El tiempo ahorrado con la prefabricación puede perderse intentando trabajar nuevamente en secciones que no son fáciles de unir. Los métodos tradicionales de fusión (fusión por encastre y soldadura a tope) requieren un par de pulgadas de movimiento lateral. Si existe un movimiento disponible, entonces la fusión por encastre y la fusión a tope serán el medio más efectivo en cuanto a costo y seguridad para unir las y 4.17 para longitudes de flexión seguras). Utilizando una máquina de fusión, el instalador puede forzar la tubería a doblarse, llevar a cabo la fusión y unir la Los lugares donde la tubería cambia de dirección tubería y accesorio para una conexión recta (Ver series (como por ejemplo los arriba). codos) permiten que el instalador saque ventaja de la flexibilidad de la tubería. (Ver páginas 4.16 bobinas. Para partes rectas, deje la bobina movible sin sujetar hasta que la fusión esté completa. Carretes de unión: Electrofusión En áreas donde el movimiento lateral no es posible, pero la soldadura por fusión es aún el método preferido, los acoplamientos por electrofusión pueden unir secciones de hasta 10” sin un movimiento lateral. 3.25 PRODUCTIVIDAD Un lado de la tubería es pelado lo suficiente como para que la toma de electrofusión sea utilizada como acoplamiento deslizante (derecha). Una vez que la bobina se encuentra en su lugar, el acoplamiento es llevado nuevamente hacia el centro (debajo). PRODUCTIVIDAD 3.26 Carretes de unión: Bridas Los adaptadores de bridas pueden unir la tubería a sí misma o a otro material. Las conexiones de brida de Aquatherm consisten de dos partes: el adaptador y el anillo (ver página 4.26). Los adaptadores de brida son un método común de conexión en áreas en las que la fusión tradicional es complicada o imposible. Las bridas de transición se encuentran disponibles hasta en 24”. El planeamiento para bobinas embridadas incluirá consideraciones para el grosor de la empaquetadura y para cualquier equipo (como por ejemplo válvulas) instaladas entre bobinas. Esto afecta tanto el largo construido de la bobina como el largo de los pernos. Capítulo 4: Planeamiento 4.1 Recuerde que cuando utiliza un sistema diseñado como PP-R, el planeamiento y la sutileza traerán mejores resultados que la fuerza bruta. PLANEAMIENTO Más allá de la termofusión, existen varias diferencias entre instalar tuberías Aquatherm y otros sistemas. Su habilidad para planear y diseñar puede ayudarlo a sacar ventaja de estas diferencias y evitar dificultades comunes. Este capítulo examina detalles importantes de la instalación, como por ejemplo, tamaño de la tubería, espaciamiento entre soportes, controles de expansión, aislamiento y pruebas de presión. 4.2 PLANEAMIENTO Boletines técnicos Aquatherm trabaja fuertemente para brindarle a usted, el instalador, la mejor capacitación y la información más exacta del producto. instalador. Los boletines técnicos también brindan explicaciones más detalladas acerca de la instalación técnica que encajan en el manual del instalador. Sin embargo, debido a la gran variedad de aplicaciones en las que se utiliza la tubería Aquatherm y el desarrollo constante de herramientas de terceros, abrazaderas, aislamientos y otras soluciones, mantenerse al día en cuanto las mejores prácticas requiere algo de esfuerzo. Como resultado, en el caso de discrepancia entre este manual del instalador y los boletines técnicos actuales en el sitio web de Aquatherm, los boletines deberían ser considerados correctos. Para mantenerlo informado acerca de las nuevas técnicas y requerimientos, Aquatherm a menudo emite boletines técnicos para llenar los espacios en blanco entre ediciones del manual del Aquatherm recomienda leer los boletines técnicos además de este manual. Las notificaciones de los nuevos boletines técnicos pueden ser encontradas en: http://aquatherm.com/technical-bulletins Abrazaderas y soportes El metal que está en contacto directo con la tubería Aquatherm podría sudar en ciertos usos de agua refrigerada, aún si la tubería en sí no muestra signos de condensación. 4.3 Las abrazaderas de metal (hasta las abrazaderas seguras para plástico) pueden dañar las tuberías de agua caliente y condensar cuando se las utiliza en una tubería de agua fría. Cuando instala líneas de agua refrigerada en áreas de mucha humedad, utilice un protector de tubería no triturable (foto arriba). Abrazaderas forradas con goma PLANEAMIENTO Si está instalando abrazaderas de metal, utilice solo abrazaderas forradas de goma o de fieltro, como la que se muestra aquí. Puede usar cinta para rellenar el espacio entre el PP-R y el metal en los soportes que no son de sujeción como por ejemplo los soportes con horquilla. Las abrazaderas de plástico son seguras sin tener relleno adicional. 4.4 PLANEAMIENTO Anclajes y guías Para tratar la expansión linear, existen dos tipos de soporte: anclajes y guías. Los anclajes son ajustados contra la tubería y previenen el movimiento a través de ese punto. Las guías soportan la tubería pero están sueltas y permiten que haya movimiento a través de la junta. La tabla en la página 4.35 brinda la mejor coincidencia de tamaños CTS e IPS. Guía Anclaje Intervalos de apoyo y espaciamiento entre soportes (SDR 11 no MF) La diferencia de temperatura se basa en una temperatura ambiente de 68 °F. Por ejemplo, un sistema de 100 °F en una habitación a 100 °F debería tener un espaciamiento entre soportes basado en un diferencial de temperatura de (100 °F - 68 °F= 32 °F) , no un diferencial de cero. En sistemas con un 0 o con un ∆T negativo, utilice el espaciamiento máximo. Nota: Estos intervalos de soporte están basados en las tuberías que llevan agua. Si las tuberías están llevando otro material que es más denso que el agua, podría necesitar soporte adicional. Se debería confirmar un espaciamiento alternativo en el informe de compatibilidad química. Las instrucciones para entregar una encuesta química se encuentran en la página 4.20. ½” 20 mm ¾” 25 mm 1” 32 mm 1 ¼” 40 mm 1 ½” 50 mm 2” 63 mm 2 ½” 75 mm 3” 90 mm 3 ½” 110 mm 4” 125 mm 6” 8” 10” 12” 14” 16” 18” 160 mm 200 mm 250 mm 315 mm 355 mm 400 mm 450 mm 7,2 7,5 7,9 8,4 9,5 10,5 11,2 Intervalos de soporte (pies) 4 4 4 4 4 4,6 4,9 5,2 5,9 6,6 4.5 Diámetro de la tubería PLANEAMIENTO Con PP-R, el espaciamiento entre los soportes varía con la expansión de la tubería. Para las tuberías de agua fría, existe una expansión insignificante o hasta algo de contracción, por lo que solo un espaciamiento se les brinda a las instalaciones que no son de MF. Para aplicaciones en calor o en frío, utilice tubería MF. La dilatación limitada ayuda a incrementar el espaciamiento entre soportes. PLANEAMIENTO Intervalos de soporte (SDR 7,4 y 11 MF) ∆T Diferencia en temp. ½” 20 mm ¾” 25 mm 1” 32 mm 1 ¼” 40 mm 1 ½” 50 mm 2” 63 mm 2 ½” 75 mm 3” 90 mm 3 ½” 110 mm 4” 125 mm 6” 160 mm 8” 10” 12” 14” 16” 18” 200 mm 250 mm 315 mm 355 mm 400 mm 450 mm Intervalos de soporte (pies) 0 °F 4 4,6 5,2 5,9 6,7 7,5 8 8,5 9,5 10,5 11,2 11,3 11,5 12,5 13,5 15 16 36 °F 4 4 4 4,4 5,1 5,7 6,1 6,4 7,1 7,9 8,9 9 9,2 10,1 11 14 15 54 °F 4 4 4 4,4 5,1 5,7 6,1 6,4 6,9 7,4 8 8,2 8,4 9,2 10 12 13 72 °F 4 4 4 4,1 4,8 5,4 5,7 6,1 6,6 7,1 7,7 7,9 8 8,7 9,5 11 12 90 °F 4 4 4 4,1 4,8 5,4 5,7 6,1 6,2 6,4 6,7 6,9 7,1 7,8 8,5 10 11 108 °F 4 4 4 4 4,4 5,1 5,4 5,7 5,9 6,1 6,4 6,6 6,7 7,1 7,5 9 10 126 °F 4 4 4 4 4,3 4,8 5,1 5,4 5,6 5,7 6,1 6,2 6,4 6,7 7 8 8 (0 °C) (20 °C) (30 °C) 4.6 Diámetro de la tubería (40 °C) (50 °C) (60 °C) (70 °C) Intervalos de soporte (SDR 17,6 MF) Diferencia en temp. 4” 125 mm 6” 160 mm 8” 200 mm 10” 250 mm 12” 315 mm 14” 355 mm 16” 400 mm 18” 20” 22” 24” 450 mm 500 mm 560 mm 630 mm Intervalos de soporte (pies) 8,4 8,5 8,7 9,0 9,2 9,4 9,7 10,0 10,3 10,7 10,8 36 °F 6,1 6,2 6,6 6,7 6,9 7,1 7,5 7,9 8,4 8,9 9,2 54 °F 5,7 5,9 6,2 6,4 6,6 6,7 7,2 7,5 8,0 8,5 9,0 72 °F 5,6 5,7 5,9 6,2 6,2 6,4 6,9 7,4 7,7 8,2 8,7 90 °F 5,2 5,4 5,7 5,9 6,1 6,1 6,6 7,1 7,5 7,9 8,4 108 °F 4,9 5,1 5,4 5,6 5,7 5,7 6,1 6,6 7,1 7,5 7,9 126 °F 4,6 4,8 5,1 5,2 5,6 5,7 5,7 6,2 6,7 7,2 7,5 (0 °C) (20 °C) (30 °C) (40 °C) (50 °C) (60 °C) (70 °C) 4.7 0 °F PLANEAMIENTO ∆T Diámetro de la tubería 4.8 PLANEAMIENTO Espaciamiento aumentado entre soportes En algunas aplicaciones, el posicionamiento de los soportes es determinado por factores externos, como por ejemplo una modernización con soportes de tuberías de metal anteriores. Para poder adaptarse a estas variaciones, los instaladores podría utilizar el soporte en línea, como el que se muestra aquí. La distancia soportada puede ser agregada al espaciamiento entre los soportes. Por ejemplo, una tubería con un requerimiento de espaciamiento de 6 pies puede ser colgada en espaciadores de 8 pies si 2 pies de la tubería son soportados en línea. Los soportes deben estar sujetados de forma segura a la tubería sin dañar la pared exterior. Los soportes en línea deberán ser instalados bajo aislamiento, pero aún necesitan una capa de barrera no metálica (como por ejemplo cinta) entre la superficie de metal del soporte en línea y la tubería. Soportes aprobados en línea* se encuentran disponibles en Walraven. *Otros fabricantes podrían ofrecer un producto diferente que no haya sido aprobado por Aquatherm al momento de la impresión. Estos soportes, si son aceptables, pueden ser aprobados por Aquatherm a pedido. Grado de resistencia al fuego Para las penetraciones por partición/ ensamblado relacionadas con incendios, Aquatherm recomienda que los instaladores trabajen con el fabricante de productos contra fuego. La lista actual se encuentra en Aquatherm.com/firestopping. Al permitir que se instalen múltiples materiales con nuestro producto, la decisión del aislamiento, coberturas anti incendio/humo y contra fuego puede ser tomada por el instalador, ingeniero y titular, basada en sus preferencias y las soluciones más efectivas en cuanto a costos para el proyecto. 4.9 En áreas donde se requiera un sistema en particular, cambios recientes en los códigos mecánicos (2012 IMC y UMC) han demostrado que cualquier producto que cumpla con los requisitos anti incendio y humo ASTM E84 y CAN/UL S102.2 y estén rotulados con dicha información pueden ser utilizados para proteger la tubería. Siempre obtenga aprobación de su autoridad local con jurisdicción antes de instalar cualquier aislamiento/ cobertura para tubería. Aunque los códigos de construcción actualizados permiten el uso de cualquier aislamiento que sea apto para cámara para proteger la tubería, se debería tener en cuenta que los accesorios deberán estar envueltos al igual que la tubería para poder cumplir con los estándares relacionados con el fuego/humo. Nuevamente, confirme la aprobación de las autoridades locales antes de comenzar. PLANEAMIENTO Para los ensambles corta incendio, como por ejemplo las cámaras de aire de retorno, la tubería Aquatherm deberá estar protegida por un aislamiento o cobertura contra fuego. Si la tubería necesita ser aislada (HW, HWR, CHW), cualquier material que cumpla con los requisitos de fuego/humo de ASTM E84 o CAN/UL S102.2 puede ser utilizado. Si el aislamiento no es requerido (DCW), una simple cubierta que cumpla con los requisitos de fuego/humo, podría instalarse sobre la tubería. 4.10 PLANEAMIENTO Expansión linear La expansión linear ocurre cuando la tubería es calentada. La cantidad de expansión es determinada por la diferencia en temperatura. Es importante saber y planear la cantidad de expansión que tendrá lugar durante la operación del sistema. Las tuberías de MF de Aquatherm utilizan una combinación de fibra de vidrio y de PP-R para reducir la expansión linear y la contracción en un 75%. Las tuberías MF pueden ser fusionadas sin ninguna herramienta especial, tratamiento o trabajo de preparación. Fusione las tuberías de MF utilizando las mismas técnicas que las tuberías que no son de MF Para el agua caliente, calentamiento y aplicaciones de agua fría, utilice una tubería MF, como por ejemplo aquatherm green pipe® SDR 7,4 o aquatherm blue pipe® SDR 17,6 o 11. Para aplicaciones de agua a temperatura ambiente, como por ejemplo aguas grises o DCW, utilice una tubería que no sea de MF, como por ejemplo aquatherm green pipe SDR 11 o aquatherm lilac pipe®. El proceso de extrusión MF produce una capa intermedia con propiedades inhibidoras de la expansión. El porcentaje de PP-R es lo suficientemente alto como para asegurar una adhesión apropiada entre las capas, por lo que la capa intermedia no puede estar separada de las capas internas y externas. Cómo calcular la expansión Para manejar la expansión de forma adecuada, necesitará saber cuánta expansión esperar. La expansión está basada en los siguientes factores: Multiplique la longitud de la tubería (L) por la diferencia de temperatura (∆T) y nuevamente por el coeficiente de expansión (α), como se muestra a continuación: PLANEAMIENTO L = la longitud de la tubería Ti = la temperatura de la tubería en el momento en el que es reprimida Tw = la temperatura del agua dentro de las tuberías durante el funcionamiento ∆T = la diferencia entre la temperatura de trabajo (Tw) y la temperatura de instalación (Ti): α = el coeficiente de la expansión = 0,0002367 pulgadas/pie °F para una tubería de MF = 0,001008 pulgadas/pie °F para una tubería que no es de MF L x ∆T x α = ∆L (Expansión linear o cambio en la longitud) 4.11 Esto le dará la expansión esperada en pulgadas. Las tablas en las dos páginas siguientes brindan algunos de estos cálculos. Note que la longitud de la expansión es la misma para todos los diámetros de tubería. Expansión linear para tuberías que no son de MF 4.12 PLANEAMIENTO Diferencia en temperatura ∆T = Ttemperatura de funcionamiento - Ttemperatura de instalación Longitud de tubería 10 °F 20 °F 30 °F 40 °F 50 °F 60 °F 80 °F 100 °F Expansión linear ∆L (pulgada) 10 pies 0,1 0,2 0,3 0,4 0,5 0,6 0,8 1,0 20 pies 0,2 0,4 0,6 0,8 1,0 1,2 1,6 2,0 30 pies 0,3 0,6 0,9 1,2 1,5 1,8 2,4 3,0 40 pies 0,4 0,8 1,2 1,6 2,0 2,4 3,2 4,0 50 pies 0,5 1,0 1,5 2,0 2,5 3,0 4,0 5,0 60 pies 0,6 1,2 1,8 2,4 3,0 3,6 4,8 6,0 70 pies 0,7 1,4 2,1 2,8 3,5 4,2 5,6 7,0 80 pies 0,8 1,6 2,4 3,2 4,0 4,8 6,4 8,0 90 pies 0,9 1,8 2,7 3,6 4,5 5,4 7,2 9,0 100 pies 1,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 150 pies 1,5 3,0 4,5 6,0 7,5 9,0 12,0 14,9 200 pies 2,0 4,0 6,0 8,0 10,0 12,0 15,9 19,9 Expansión linear para tuberías de MF Diferencia en temperatura ∆T = Ttemperatura de funcionamiento - Ttemperatura de instalación 10 °F 20 °F 30 °F 40 °F 50 °F 60 °F 80 °F 100 °F Expansión linear ∆L (pulgadas) 10 pies 0,0 0,0 0,1 0,1 0,1 0,1 0,2 0,2 20 pies 0,0 0,1 0,1 0,2 0,2 0,3 0,4 0,5 30 pies 0,1 0,1 0,2 0,3 0,3 0,4 0,5 0,7 40 pies 0,1 0,2 0,3 0,4 0,5 0,5 0,7 0,9 50 pies 0,1 0,2 0,3 0,5 0,6 0,7 0,9 1,1 60 pies 0,1 0,3 0,4 0,5 0,7 0,8 1,1 1,4 0,2 0,3 0,5 0,6 0,8 1,0 1,3 1,6 0,2 0,4 0,5 0,7 0,9 1,1 1,5 1,8 90 pies 0,2 0,4 0,6 0,8 1,0 1,2 1,6 2,1 100 pies 0,2 0,5 0,7 0,9 1,1 1,4 1,8 2,3 150 pies 0,3 0,7 1,0 1,4 1,7 2,1 2,7 3,4 200 pies 0,5 0,9 1,4 1,8 2,3 2,7 3,6 4,6 4.13 70 pies 80 pies PLANEAMIENTO Longitud de tubería Para controlar la expansión linear necesitará aislar y dirigir la expansión de modo seguro. La expansión se moverá lejos de los anclajes y a través de las guías hasta alcanzar su control de expansión u otro anclaje. En largos recorridos, debería utilizar un control de expansión cada 120 pies. Recuerde que los ramales y otros accesorios no pueden expandirse a través de un anclaje o guía. Los controles comunes de expansión incluyen: Codo deslizante: La expansión es dirigida hacia donde la tubería cambia su dirección. La fuerza de la expansión es absorbida por la flexibilidad del lado de la curvatura. 4.14 PLANEAMIENTO Controles de expansión Lado expandido Lado con curvatura Aislamiento linear: Para instalaciones verticales, la expansión puede ser contenida en cada piso, dejando cada espacio de 10 pies con una fracción de una pulgada de expansión. Esto provocará una ligera curvatura de la tubería, la cual puede ser minimizada utilizando una guía de piso intermedio. Nota: Solo las tuberías MF pueden absorber su expansión. En aplicaciones de calor, las tuberías que no son de MF deben tener otros controles de expansión instalados cada 30 pies. La expansión debería ser abordada en los documentos del diseño por el ingeniero y esos documentos deben ser respetados. La información aquí es solo para referencia y verificación. Controles de expansión Bucle de expansión: Utilizado en recorridos largos y rectos. Dos anclajes distantes dirigen la expansión hacia un bucle central. El bucle hasta puede ser previamente tensionado para adaptarse a la expansión adicional o para darle una apariencia recta durante el funcionamiento. Lado curvo sin tensión previa Lado curvo con tensión previa 4.15 Extremo deslizante: Utilizado para distancias cortas a donde la tubería termina con una tapa. La distancia entre el extremo de la tubería y la pared (u otra obstrucción) debe ser menor que la expansión. La tubería debería tener un soporte lo más cerca del extremo posible. Lado expandido PLANEAMIENTO Lado expandido Longitud de la curvatura lateral 4.16 PLANEAMIENTO La siguiente tabla le brinda la distancia mínima entre el codo del lado con curvatura y el primer soporte en esa tubería. La fuerza de expansión puede curvar la tubería de forma segura a lo largo de esta distancia. Expansión linear en pulgadas (”) Dimensión de tubería en pulgadas (mm) 1” ½” (20) 13 19 23 27 30 33 35 ¾” (25) 15 21 26 30 34 37 40 2” 3” 4” 5” 6” 7” 8” 9” 10” 11” 12” 38 40 42 44 46 42 45 47 50 52 Longitud de curvatura lateral (pulg.) 1” (32) 17 24 29 34 38 42 45 48 51 54 56 59 1¼” (40) 19 27 33 38 42 46 50 54 57 60 63 66 1 ½” (50) 21 30 37 42 47 52 56 60 64 67 70 73 2” (63) 24 34 41 48 53 58 63 67 71 75 79 82 2 ½” (75) 26 37 45 52 58 64 69 73 78 82 86 90 3” (90) 28 40 49 57 64 70 75 80 85 90 94 99 3 ½” (110) 31 44 54 63 70 77 83 89 94 99 104 109 4” (125) 34 47 58 67 70 82 89 95 101 106 111 116 Longitud de la curvatura lateral Expansión linear en pulgadas (”) 6” (160) 38 54 66 76 85 93 100 8” (200) 42 60 73 85 95 104 112 10” (250) 47 67 82 95 106 116 12” (315) 53 75 92 106 119 14” (355) 56 79 97 112 126 16” (400) 60 84 103 119 18” (450) 63 89 109 20” (500) 67 94 115 22” (560) 71 100 24” (630) 75 106 2” 3” 4” 5” 6” 7” 8” 9” 10” 11” 12” 107 114 120 126 131 120 127 134 141 147 125 134 142 150 157 164 130 141 151 160 168 177 184 138 149 159 168 178 186 194 133 146 158 169 179 188 198 206 126 141 155 167 178 190 200 210 219 133 149 163 176 188 200 211 221 231 122 141 158 173 187 199 212 223 234 244 130 150 167 183 198 212 224 237 248 259 Longitud de curvatura lateral (pulg.) 4.17 1” PLANEAMIENTO Dimensión de tubería en pulgadas (mm) Longitud de la curvatura lateral con tensión previa 4.18 PLANEAMIENTO La siguiente tabla le brinda la distancia mínima entre el codo del lado con curvatura previamente tensionado y el primer soporte en esa tubería, dividiendo la expansión. Utilice la primera tabla si está ejerciendo tensión previa para lograr una terminación recta. Expansión linear en pulgadas (”) Dimensión de tubería en pulgadas (mm) 1” 2” 3” 4” ½” (20) 9 13 16 19 5” 6” 7” 8” 9” 10” 11” 12” 28 30 31 33 Longitud de la curvatura lateral (pulg.) 21 23 25 27 ¾” (25) 11 15 18 21 24 26 28 30 32 34 35 37 1” (32) 12 17 21 24 27 29 32 34 36 38 40 42 1¼” (40) 13 19 23 27 30 33 35 38 40 42 44 46 1 ½” (50) 15 21 26 30 34 37 40 42 45 47 50 52 2” (63) 17 24 29 34 38 41 45 48 51 53 56 58 2 ½” (75) 18 26 32 37 41 45 49 52 55 58 61 64 3” (90) 20 28 35 40 45 49 53 57 60 64 67 70 3 ½” (110) 22 31 39 44 50 54 59 63 67 70 74 77 4” (125) 24 34 41 47 53 58 63 67 71 75 79 82 Longitud de la curvatura lateral con tensión previa Expansión linear en pulgadas (”) 6” (160) 27 38 46 54 60 66 71 8” (200) 30 42 52 60 67 73 10” (250) 34 47 58 67 75 12” (315) 38 53 65 75 14” (355) 40 56 69 16” (400) 42 60 18” (450) 45 20” (500) 2” 3” 4” 5” 6” 7” 8” 9” 10” 11” 12” 76 80 85 89 93 79 85 90 95 99 104 82 89 95 101 106 111 116 84 92 100 106 113 119 125 130 79 89 97 105 112 119 126 132 138 73 84 94 103 112 119 126 133 140 146 63 77 89 100 109 118 126 134 141 148 155 47 67 82 94 105 115 125 133 141 149 156 163 22” (560) 50 71 86 100 112 122 132 141 150 158 165 173 24” (630) 53 75 92 106 118 130 140 150 159 167 175 183 Longitud de la curvatura lateral (pulg.) 4.19 1” PLANEAMIENTO Dimensión de tubería en pulgadas (mm) 4.20 PLANEAMIENTO Compatibilidad química PP-R es seguro con la mayoría de los químicos, en la mayoría de los entornos y con casi cualquier calidad de agua. Sin embargo, existen algunas aplicaciones como con altas concentraciones de cloro que tienen efectos adversos sobre la tubería y los accesorios. Si está instalando la tubería en una aplicación químicamente corrosiva, el ingeniero que realiza el trabajo debería haber entregado un informe de compatibilidad química. Si no se entregó un informe, visite Aquatherm.com/compatibility y siga las indicaciones allí. Normalmente, las consultas son enviadas para verificación a los laboratorios de pruebas de Aquatherm en Alemania dentro de 24-48 horas. Muchas aplicaciones comunes son previamente aprobadas y podrían ser respondidas en el mismo día. Las tuberías Aquatherm son seguras para usar con propileno y glicoles de etileno a cualquier concentración. Tenga en cuenta que aún si la tubería Aquatherm es compatible con el químico que está siendo transportado, otros materiales en el sistema podrían no serlo. Asegúrese que todas las partes del sistema son compatibles con el medio que está siendo transportado antes de instalarlos. Y a pesar de que la tubería de Aquatherm no requiere tratamiento protector para la corrosión, los metales ferrosos en el sistema si lo requieren. No mezcle la tubería Aquatherm con otros sistemas de tubería en condiciones que provoquen que el otro sistema falle. Integración con tuberías de cobre Como alternativa, puede evitar utilizar grandes cantidades de cobre nuevo aguas arriba del PP-R en líneas de recirculación de agua caliente. Si el cobre falla, podría degradar el PP-R también, acortando su vida útil. Generalmente, pequeñas cantidades de cobre de válvulas y otro equipamiento no causarán problemas. Para una longevidad máxima, las líneas de recirculación para agua caliente de uso doméstico no deberían exceder la velocidad de flujo de 4 pies por segundo a menos que la tubería sea toda de PP-R. Si está agregando PP-R a un sistema existente de cobre, el nivel de cobre libre en el agua debería ser puesto a prueba. Estos niveles no deberían exceder las 0,5 P.P.M. y son considerados susceptibles a acción por EPA a 1,3 P.P.M. Altos niveles de cobre libre indican que la tubería de cobre se está erosionando debido a las condiciones del sistema y/o del agua. 4.21 Aquatherm recomienda seguir las normas de la agencia de desarrollo del cobre (Copper Development Agency) para el tamaño, temperatura y velocidad de flujo en la tubería de cobre. Esto también ayudará a asegurar que los niveles de cobre en el agua no se acerquen a los niveles de acción regulatoria. Altos niveles sostenidos de iones de cobre en un sistema de agua puede dañar las superficies mojadas dentro del sistema, aún el PP-R. El daño no regulado causado por iones de cobre podría anular la garantía. PLANEAMIENTO Cuando integre el sistema de tubería Aquatherm con otros sistemas, asegúrese de que los parámetros operativos para PP-R no dañarán otros materiales. Cuando existe un uso extenso de tubería de cobre junto con PP-R, se debería tener cuidado de asegurar que las condiciones operativas no provoquen la disolución o corrosión del cobre. 4.22 PLANEAMIENTO Transición PP-R a accesorios de cobre Para facilitar las transiciones a unidades accesorias o componentes de cobre, Aquatherm ofrece un extremo de conducto PP-R a cobre, diseñado para su uso con llaves de paso angulares, válvulas de descarga y otras terminaciones. Es compatible tanto con la compresión como con las conexiones de tipo soldadura. Estos accesorios son una combinación de una toma Aquatherm PP-R con una empaquetadura y un muñón de cobre agregado por Sioux Chief Manufacturing. La porción fusionada de PP-R está cubierta por la garantía de Aquatherm. La porción de cobre y la empaquetadura están cubiertas por la garantía de Sioux Chief. Las instrucciones están incluidas con el accesorio. Siga siempre esas indicaciones para evitar dañar el accesorio. Las transiciones de PP-R a cobre están disponibles en tamaños de ½”, ¾” y 1”. Conexión a una caldera Realice todas las juntas de soldadura en la tubería de cobre a la siguiente distancia mínima de la tubería PP-R en el tubo de cobre: 10” desde un accesorio o tubería PP-R de ½” o ¾”; 18” desde un accesorio o tubería PP-R de 1” o 1¼” ; 20” desde un accesorio o tubería PP-R de 1½”; 22” desde un accesorio o tubería PP-R de 2” (o más grande). Para seguridad adicional, utilice un paño empapado en agua o un agente comercial bloqueador del calor entre la junta de la soldadura y la tubería PP-R e inmediatamente enfríe el tubo de cobre y el accesorio de transición luego de que haya terminado de soldar. 4.23 Algunos códigos podrían requerir un mínimo de 18” de tubo de cobre desde la caldera hasta la Aquatherm PP-R. (Nota: esto no es suficiente tubo de cobre como para crear un problema con los iones de cobre siempre y cuando el cobre tenga el tamaño adecuado). Lo más seguro es completar todas las conexiones que producen calor, como por ejemplo soldar, antes de hacer las conexiones de la tubería Aquatherm a la tubería de cobre. Cuando esto no es posible, una solución es instalar una unión de cobre que puede ser desacoplada hasta que el soldado esté completo. En cualquier caso, no exponga ninguna tubería PP-R y accesorios de transición a temperaturas que excedan los 170 °F durante el proceso de soldado del cobre. El calor excesivo podría distorsionar y deformar las juntas tóricas y las conexiones de los accesorios, resultando en una pérdida durante la prueba o luego de que se inicie el sistema. PLANEAMIENTO La tubería de Aquatherm debe pasar una prueba de fallos de 8.760 horas (~1 año) a 230 °F. Esto no significa que la tubería fue diseñada para funcionar en estas condiciones; significa que puede soportar temperaturas de más de 180 °F que ocurran debido a un mal funcionamiento de la caldera. En muchos casos esto permite conectar directamente la tubería Aquatherm a una caldera. 4.24 PLANEAMIENTO Casquillos, reductores y acoplamientos reductores Para ayudar a limitar la cantidad de accesorios que un mayorista debe almacenar, Aquatherm utiliza casquillos que son diseñados para ser insertados en otro accesorio, como por ejemplo una toma, T o codo. Cuando se realiza una reducción, el lado desde donde se hace la reducción es macho y funciona como una parte de una tubería de ese tamaño. El lado reducido es hembra y funciona como una toma del tamaño más pequeño. El lado hembra (la tubería más pequeña) está rotulada con la dimensión del accesorio y tiene un tope en su interior, como un accesorio de encastre regular. El lado macho (tamaño más grande de la tubería) tiene un bisel en el frente y una pared más gruesa que una conexión de encastre normal. Los casquillos van de 4” hasta 1/2”. Los reductores son utilizados con tuberías más grandes y están soldados a tope en ambos lados. Estos pueden ir directamente a una tubería o a un accesorio. Aquatherm también brinda acoplamientos reductores para reducir la tubería en un tramo recto. Los tamaños menores a 4” son fusionados por encastre en ambos extremos. Los tamaños que se reducen desde más de 4” a 4” o menos se fusionarán a tope en los de mayor tamaño y se fusionarán por encastre en los tamaños más pequeños. lateral macho lateral hembra Casquillo Válvula esférica grande PP-R (3”-6”) • Al momento de la impresión, Aquatherm no proporciona juntas ni pernos. Tenemos la intención de agregarlos a nuestra línea de productos en un futuro cercano. 3 2 6 1 5 h1 d C h2 C z B 4 D D D l 4.25 • Tenga en cuenta que el patrón de perforaciones de los pernos está construido según los estándares ISO (europeos). Por lo tanto, las bridas de anillo y las juntas de cara completa deberán coincidir con el patrón. Los anillos de Aquatherm coinciden y las dimensiones se encuentran disponibles en el sitio web. • Las tuercas encastradas en la válvula son roscas gruesas métricas y requieren pernos métricos. Para las dimensiones de los pernos, vea la página 5.49. PLANEAMIENTO Los beneficios de un sistema completamente en polipropileno es que pueden ser realizados a través de hasta 6” con las válvulas esféricas de gran diámetro que Aquatherm tiene disponibles. Las válvulas de brida están montadas en línea y pueden ser instaladas rápida y fácilmente siempre y cuando se tengan en cuenta los siguientes elementos: B 4.26 PLANEAMIENTO Conexiones roscadas Aquatherm ofrece una amplia variedad de transiciones roscadas para conectar con componentes de sistemas que no sean fusibles. Esas transiciones tienen roscas de latón mecanizado o acero inoxidable inyectadas por molde en una base de PP-R para una mayor resistencia. Utilice accesorios de acero inoxidable para aplicaciones con químicos agresivos. Hay latón sin plomo disponible para aplicaciones con agua potable. Los accesorios de latón industrial se encuentran disponibles para todas las aplicaciones que no utilicen agua potable. No utilice los accesorios de transición industriales en aplicaciones que requieren latón libre de plomo. Cuando instale estas conexiones roscadas, existen un par de cosas importantes que debe recordar: • Las roscas no siempre van a tocar fondo, entonces utilice grasa para rosca de cañerías o cinta de plomería para asegurar un ajuste completo. • Su sellador debe ser compatible con latón o acero inoxidable ya que no está realizando un roscado en el PP-R. • Siempre aplique contrapresión sobre el accesorio cuando ajuste la conexión. Si el accesorio tiene una cabeza hexagonal, coloque su llave allí (una llave inglesa podría brindarle un ajuste más seguro). Para accesorios que no tengan una cabeza hexagonal, utilice una llave para tubos en el cuerpo PP-R del accesorio. Esto rayará el accesorio pero no provocará daño estructural. Latón hexagonal hembra SS macho redondo Latón hexagonal macho Identificación de latón ind pw pw pw Sin plomo • Una sola muesca (cara de la hembra, interior del macho) grabada en el metal. • “cNSF us-pw-G” impreso en el cuerpo. 4.27 Industrial • Una muesca doble (cara de la hembra, interior del macho) grabada en el metal. • “cNSF us-ind” impreso en el cuerpo. ind ind PLANEAMIENTO Para cumplir con la nueva Ley de reducción del plomo en el agua potable, Aquatherm ofrece dos líneas de accesorios de latón: sin plomo (potable) e industrial (no potable). Las dos líneas están identificadas por números de piezas separados y las siguientes indicaciones visuales que las distinguen: Para hacer una transición a otros sistemas de tubería y equipamiento mecánico, Aquatherm ofrece una amplia variedad de adaptadores de bridas. Las bridas de anillo de Aquatherm son especialmente diseñadas para contar con un centro métrico y un patrón de perno ANSI. Para una transición de bridas, necesitará tanto el adaptador (accesorio fusible) y el anillo. 1 4.28 PLANEAMIENTO Bridas 6 8 4 3 7 5 2 Aquatherm recomienda el uso de una junta de goma de cara completa (EPDM negra o SBR roja) con sus bridas. De ser necesario las juntas Viton® también pueden ser utilizadas para resistencia química. Para sistemas de presión más baja y diámetros más pequeños (4” y menos), las juntas de anillos podrían ser utilizadas pero podría haber reventones durante las pruebas de presión. Las juntas de anillos son también más susceptibles a las pérdidas si las bridas y la cañería conectada no son alineadas adecuadamente durante la instalación. La junta debería tener un diámetro interno consistente con el ID del adaptador de brida (vea la página 5.28). El ajuste de los pernos debería seguir el patrón “estrella” sin importar el tamaño de la brida y la cantidad de pernos (vea el ejemplo). Ajuste todos los pernos a un tercio del índice de fuerza de torsión y repita hasta que estén totalmente ajustados. No ajuste demasiado los pernos. La longitud del perno dependerá del grosor de la junta y brida de anillo utilizados. Torsión y tamaño de los pernos de las bridas de Aquatherm Tamaño nominal de la tubería Fuerza de torsión pielb Número Diámetro Arandelas Tamaño nominal de la tubería Fuerza de torsión N-m Pernos pielb Número Diámetro Arandelas ½” (20 mm) 10 14 4 1/2 Sí 6” (160 mm) 60 81 8 3/4 Sí ¾” (25 mm) 15 20 4 1/2 Sí 8” (200 mm) 75 102 8 3/4 Sí 15 20 4 1/2 Sí 10” (250 mm) 95 129 12 7/8 Sí 20 27 4 1/2 Sí 12” (315 mm) 100 136 12 7/8 Sí 1 ½” (50 mm) 30 41 4 1/2 Sí 14” (355 mm) 100 136 12 1 Sí 2” (63 mm) 35 47 4 5/8 Sí 16” (400 mm) 100 136 16 1 Sí 2 ½” (75 mm) 40 54 4 5/8 Sí 18” (450 mm) 100 136 16 1-1/8 Sí 3” (90 mm) 40 54 8 5/8 Sí 20” (500 mm) 100 136 20 1-1/8 Sí 3 ½” (110 mm) 50 68 8 5/8 Sí 22” (560 mm) 100 136 20 1-1/8 Sí 4” (125 mm) 50 68 8 5/8 Sí 24” (630 mm) 100 136 20 1-1/8 Sí 4.29 1” (32 mm) 1 ¼” (40 mm) PLANEAMIENTO N-m Pernos 4.30 PLANEAMIENTO Válvulas mariposa Aquatherm produce adaptadores de brida modificados para utilizarlos con válvulas mariposa ANSI. Los números de pieza para estos se distinguen de los adaptadores regulares mediante una “BV” agregada al final. Tenga en cuenta que estas se encuentran disponibles solo para tamaños de 6” y más, ya que las dimensiones ANSI y DIN se superponen en los tamaños más pequeños. Los números de pieza están enumerados en "Brida adaptadora" en la página 5.28. La tolerancia con algunas válvulas mariposa podría ser muy ajustada. Abrir la válvula antes de colocar los pernos en su lugar podría ayudar a centrarla y asegurar una actuación adecuada. Adaptador de brida estándar Adaptador de brida modificado Líneas de ramales Tamaño Tamaño de la rosca de la tubería ½” ¾” 1” M/H M/H 1 ½” M/H M/H 2” M/H M/H 2 ½” M/H M/H H 3” M/H M/H H M/H M/H H 4” M/H M/H H 6” M/H M/H 1 ¼” ½” — ¾” 1 ½” ½” — ¾” 2” ½” — 1” 2 ½” ½” — 1 ¼” 3” ½” — 1 ¼” 3 ½” ½” — 1 ½” 4” ½” — 2” 6” ½” — 3” 8” ½” — 4” 10” ½” — 4” H 12” 2” — 6” 8” H H H 14” 2” — 8” 10” H H H 16” 2” — 10” 18” — 24” 2” — 12” Existen dos modos de instalar líneas de ramales en las tuberías Aquatherm: T y tomas. Las conexiones en T son accesorios de tamaño completo que fusionan por encastre o a tope en línea. Estas son generalmente utilizadas para ramales que se encuentran dentro de los dos tamaños de la línea principal. Puede encontrar información acerca de las conexiones en T en la página 5.17 y reducción de conexiones en T en la página 5.19. Las salidas son accesorios más pequeños que utilizan la fusión de salida para anexarse al costado de la tubería (ver la página 2.24). La tabla a la izquierda proporciona los ramales disponibles para cada tamaño de tubería. Las tomas de fusión se encuentran enumeradas en la página 5.26. La tabla en el extremo izquierdo muestra las tomas disponibles con roscas de metal, enumeradas en la página 5.41. 4.31 3 ½” Salidas disponibles PLANEAMIENTO 1 ¼” Tamaño de la tubería Aplicaciones enterradas 4.32 PLANEAMIENTO En los casos en los que la tubería necesita estar enterrada en el suelo, arena o concreto, PP-R es seguro, sin filtraciones y es resistente al aplastamiento o daño. La tubería Aquatherm es además adecuada para el taladrado direccional, si un cabezal de tracción de tamaño adecuado es utilizado. A diferencia de tuberías de otros materiales, PP-R es capaz de absorber la tensión causada por la expansión dentro de ciertos límites. La construcción de capas múltiples de fibra (MF) ayuda a mantener la tubería dentro de estos limites para la mayoría de las aplicaciones. Las instalaciones enterradas, generalmente no requieren consideraciones adicionales para la expansión de las tuberías MF. La resistencia al movimiento debido al concreto o relleno restringirá la expansión o contracción natural de la tubería. La fuerza expansiva de la PP-R es mucho menor que la de las tuberías de metal. La tubería Aquatherm es segura de utilizar con rellenos aisladores. Debido a la resistencia termal de PP-R, la arena seca es a menudo aceptable como relleno para aislamiento. Seis pulgadas de arena seca igualan aproximadamente a una pulgada de aislamiento de fibra de vidrio. Cuando se penetre a través del concreto en una aplicación donde la tubería puede expandirse y contraerse regularmente, un protector o capa protectora deben ser utilizados y deberían ser instalados de acuerdo con los códigos locales. Es mejor anclar la tubería a esa ubicación. Fuerza máxima de tracción La siguiente tabla provee el máximo de fuerza de tracción para aplicaciones de taladrado direccional o aplicaciones similares. Asegúrese de que los cabezales de tracción que utiliza sean compatibles con la tubería métrica PP-R. Las fuerzas de tracción incluyen un factor de seguridad del 40%. 6” — 160 mm Fuerza máxima de tracción (lb) SDR 7,4 SDR 11 SDR 17,6 16055 11353 7362 8” — 200 mm 25087 17739 11503 10” — 250 mm 39198 27718 17973 12” — 315 mm 62230 44005 28534 79038 55890 36241 - 70958 46012 18” — 450 mm - 89806 58233 20” — 500 mm - - 71893 22” — 560 mm - - 90183 24” — 630 mm - - 114137 4.33 14” — 355 mm 16” — 400 mm PLANEAMIENTO Diámetro de la tubería 4.34 PLANEAMIENTO Cómo curvar la tubería Aquatherm En general, Aquatherm no recomienda curvar la tubería Aquatherm para realizar una modificación en la dirección o para esquivar obstáculos. Sin embargo, hay ocasiones en las que es necesario que la tubería se curve, como por ejemplo en aplicaciones bajo suelo y de excavación sin zanjas. La tubería podría ser curvada o arqueada en un máximo de 5° en una sección recta de 20 pies o a un radio de curvatura de 100 x el diámetro exterior de la tubería. Para una tubería SDR 11 de 8 pulgadas con un diámetro exterior de 200 mm (o 7,87 pulgadas), el radio de curvatura es de 787 pulgadas o 66 pies. Esto aplica para todos los SDR y diámetros de tuberías para la tubería Verde y Azul, con y sin fibra. La única excepción a esto son los productos de tubería en espiral de Aquatherm. Cuando utiliza los productos en espiral de Aquatherm para un suelo radiante, deshielo, calentamiento de suelo/césped o aplicaciones similares, el radio de curvatura debería ser al menos 8 veces el diámetro exterior de la tubería utilizada. Por ejemplo, ½” de tubería (OD = 20 mm) 8 x 20 = 160 mm radio de curvatura. 160 mm = 6,3 pulgadas de radio de curvatura o 12 pulgadas en el centro. Siempre curve la tubería en la dirección de la bobina y utilice una guía de curvatura para evitar que la tubería se retuerza. Por favor tenga en cuenta que podría necesitar una fuerza considerable para curvar la tubería en el suelo y la tubería podría rebotar con fuerza si los sujetadores se deslizan y se sueltan de forma inadvertida mientras que se curvan o luego de la instalación. Siga las precauciones adecuadas de seguridad durante la curvatura de campo. Dimensión del aislamiento, bloqueo de empuje, generación de ruido y aislamiento de vibración resistencia inherente e integridad de las conexiones fusionadas, el bloqueo de empuje nunca es necesario en aplicaciones enterradas. Aislamiento de la vibración: Debido a la habilidad natural de Fusiolen® PP-R para absorber la vibración, no se necesitan aisladores si la tubería cuenta con cierta movilidad en cualquiera de los lados de la bomba. Aislamiento previamente formado Aquatherm ND Mejor ajuste Mejor ajuste IPS ½” ½” IPS ½” ¾” ¾” IPS ¾” 1” 1” IPS 1” 1 ¼” 1 ½” CTS 1 ¼” 1 ½” 1 ½” IPS 1 ½” 2” 2” IPS 2” 2 ½” 2 ½” 2 ½” 3” 3” CTS 3” 3 ½” 4” IPS 4” 4” 5” CTS 5” 6” 6” IPS 6” 8” 8” CTS 8” 10” 10” CTS 10” 12” 12” IPS 12” 4.35 Bloqueo de empuje: Debido a la Generación de ruido: Debido a la atenuación natural de ruido y la habilidad de absorber fuerzas del golpe de ariete, el flujo de velocidad de la tubería Aquatherm puede ser más alto (entre 8 y 14 pies/s, según el tamaño) ya que la generación de ruido no es un problema. A una mayor velocidad de flujo, el ingeniero de diseño debe aún tener en cuenta las oleadas de presión y diseñar de acuerdo a esto. PLANEAMIENTO Tamaño del aislamiento: Las tuberías de Aquatherm son hechas utilizando un OD métrico por lo que los aislamientos estándar no siempre encajan sobre la tubería. La tabla a la derecha provee el mejor ajuste (el más cercano) entre tamaños IPS y CTS y luego el mejor ajuste utilizando solo los tamaños más comunes de IPS. Estos tamaños también funcionan para abrazaderas y soportes. Los aislamientos con ID métricos y OD imperiales utilizarán Aquatherm ND. 4.36 PLANEAMIENTO Protección UV y pintura La radiación UV puede dañar y debilitar las cadenas PP-R con el tiempo. Evite exponer la tubería Aquatherm y los accesorios a la radiación UV. Transporte y almacenamiento: Las tuberías Aquatherm vienen en bolsas resistentes a los rayos UV para su almacenamiento y transporte. Deje las tuberías en estas bolsas hasta que se encuentre listo para instalarlas. Instalación: Aquatherm ofrece sus tuberías con una capa protectora de rayos UV extruida. Esta mejora es ideal para la protección contra rayos UV ya que no requiere mantenimiento. Sin embargo, se necesita una preparación extra para la instalación (ver 4.38). Otra opción es pintar la tubería. La tubería pintada podría necesitar un recubrimiento o mantenimiento. Aquatherm recomienda utilizar pintura elastomérica, la cual se expandirá y contraerá con las tuberías. Visite aquatherm.com/ ancillary-products para obtener más opciones de pintura. También puede pintar la tubería por otros motivos que no estén relacionados con los rayos UV. Las pinturas estándar de acrílico, esmalte, epoxi y látex no dañan la tubería. Pintar la tubería es considerado como una modificación post venta y Aquatherm no asume ninguna responsabilidad por el rendimiento de la pintura. Tubería de fusión UV 1 Marque la tubería de un tamaño más que su tamaño real. Esto protegerá la capa negra del proceso de termofusión. 2 Corte alrededor de la parte exterior de la tubería solo a través de la capa negra. Un cortador de rueda funciona bien. No corte dentro de la pared de la tubería. PLANEAMIENTO Para fusionar la tubería Aquatherm protegida contra los rayos UV, necesitará quitar la capa exterior. La capa exterior es de polietileno negro y es extruida de fábrica en la parte superior de las tuberías normales aquatherm green pipe® y aquatherm blue pipe® . Aún necesitará cubrir o pintar los accesorios. 4.37 3 Corte desde la marca hasta el borde de la tubería. Utilice guantes protectores y tenga cuidado con sus dedos. 4 Utilice el cuchillo para abrir el borde de la capa negra. Vuelva a marcar los cortes si no son lo suficientemente profundos. 5 Vuelva a pelar y quitar la capa negra. Fusione la tubería siguiendo las directrices normales. 4.38 PLANEAMIENTO Enjuague, conexión a tierra y protección contra congelamiento Descarga: Antes de comenzar la operación, descargue el sistema para remover polvo, virutas de tubería y otras partículas que podrían haber caído en la tubería. Asegúrese de que el sistema haya sido descargado de forma segura que no dañe ni obstruya ningún componente. A menos que se requiera otra cosa, el agua basta para descargar el sistema. Conexión a tierra: La mayoría de los códigos de construcción requieren una conexión a tierra para todos los componentes conductores dentro de la estructura. Es importante notar que las tuberías Aquatherm no transportan corrientes eléctricas y no pueden ser utilizadas para proveer una conexión a tierra. Donde las tuberías de metal son reemplazadas por tuberías PP-R, la conexión a tierra no puede ser creada por el sistema de tuberías. Se debe instalar un sistema alternativo de conexión a tierra. Protección contra el congelamiento: Los sistemas de tubería de Aquatherm pueden ser instalados en aplicaciones y condiciones donde podría haber congelamiento. Generalmente, que las tuberías y el agua dentro de las mismas se congelen no traerá problemas para los materiales de la misma pero no deberían ser congelados intencionalmente. Mantener un flujo mínimo puede evitar que las tuberías se congelen. Todos los productos de protección contra el congelamiento deben ser utilizados según las recomendaciones del fabricante, los listados de productos y en cumplimiento con los códigos locales aplicables. Cuando utiliza cualquier tipo de fuente de calor externo aplicado sobre la tubería como por ejemplo cinta térmica o cables calefactores, el producto debe ser el adecuado para ser utilizado con tuberías plásticas. Además, el sistema de calentamiento debe tener auto regulación y la temperatura de la superficie de la tubería Aquatherm y de los accesorios no debe superar los 160 °F (71 °C). Reclamos de garantía Por cualquier reclamo de la garantía, deberá enviar la siguiente información utilizando el Formulario de reclamo de garantía *Esta lista no está completa. 4.39 Esta información será entregada a Aquatherm NA y luego de pruebas y revisión, será enviada a Aquatherm GmbH para el análisis definitivo. • Transiciones ensambladas inadecuadamente (roscas, bridas, extremo de conducto de cobre, PEX, etc.) a menos que el accesorio haya estado defectuoso. • El tiempo perdido debido a un planeamiento pobre, problemas con el proveedor o no comprar las piezas/herramientas adecuadas. • Las conexiones que no hayan sido fusionadas correctamente según los requerimientos de Aquatherm. • Fallas en sistemas en los que no se realizó una prueba de presión antes del funcionamiento (evaluación en base a cada caso). • Daño por manipulación a la tubería o accesorios luego de haber sido despachados por Aquatherm. • Utilización de herramientas y equipamiento defectuosos para realizar juntas soldadas o conexiones de accesorios. PLANEAMIENTO • Número o números del instalador o instaladores • Una copia de la prueba de presión entregada anteriormente o la fecha de entrega. • Fotos y/o muestras de la tubería dañada (preferentemente muestras) • Información relacionada con las presiones de funcionamiento y temperaturas que llevaron a la falla • Información adicional según se especifica en el Formulario de reclamo de garantía Este proceso podría tomar varias semanas. Se determinará y brindará la cobertura adecuada según corresponda. El envío para el análisis no garantiza que recibirá una compensación. Por favor tenga en cuenta que la garantía Aquatherm no cubre los siguientes problemas*: 4.40 PLANEAMIENTO Prueba de presión (página 1 de 13) Aquatherm ofrece una garantía extendida para proteger contra daños causados por defecto de fabricante. Aquatherm requiere que se realice una prueba de presión en todas las instalaciones según las siguientes instrucciones y que se entregue evidencia de la prueba de presión a Aquatherm antes de que la cobertura se haga efectiva. La cobertura de la garantía comienza solo después de que la prueba de presión haya sido completada de forma adecuada y enviada. La garantía de Aquatherm no cubre fallas causadas por una instalación inadecuada, operación fuera de los parámetros recomendados o daño por mala manipulación luego de que la tubería haya sido despachada por el fabricante. Paso 1: Determine su presión de prueba. Para asegurar la integridad de las conexiones de termofusión, una prueba de presión debe ser realizada en el sistema completado. La cantidad de presión depende del tipo de tubería y de la presión deseada de la aplicación. • Si el sistema de tuberías contiene una tubería SDR 17,6 y tiene una presión de operación deseada de 65 psi o menor, el sistema debe ser probado a 100 psi. • Si el sistema de tuberías contiene una tubería SDR 17,6 y tiene una presión de operación deseada mayor de 65 psi, el sistema debe ser probado al 150% de la presión de operación deseada. • Si el sistema de tuberías contiene solo una tubería SDR 11 o una tubería de paredes más pesadas (SDR más bajo) y tiene una presión de operación deseada de 100 psi o menos, el sistema debe ser probado a 150 psi. • Si el sistema de tuberías contiene solo una tubería SDR 11 o una tubería de paredes más pesadas (SDR más bajo) y tiene una presión de operación deseada de más de 100 psi, el sistema debe ser probado al 150% de la presión de operación deseada. • Si tiene dudas en relación a su presión de prueba, por favor póngase en contacto con Aquatherm. Las excepciones para la presión de prueba requerida deben ser enviadas por carta por Aquatherm. Prueba de presión (página 2 de 13) SDR 11 o menor SDR 17,6 < 65 psi >65 psi < 100 psi >100 psi Presión de prueba 100 psi 150% 150 psi 150% Elija uno: 4.41 Presión de operación PLANEAMIENTO SDR de la tubería 4.42 PLANEAMIENTO Prueba de presión (página 3 de 13) Paso 2: Determine su medio de prueba. El agua es el medio preferido para realizar pruebas, debido a su incompresibilidad. Sin embargo, en aplicaciones de baja presión, las pruebas de aire también podrían ser adecuadas. Podría utilizar diferentes medios de prueba para diferentes pruebas, siempre y cuando el medio sea aceptable con la presión de prueba. • Si el sistema está diseñado para un servicio de aire comprimido, solo se podrá utilizar aire comprimido para la prueba de presión sin importar las siguientes restricciones. • Si la presión de prueba es igual o menor a 150 psi, podría hacer la prueba con aire solamente, agua solamente o con un sistema combinado de agua sobre aire. • Si la presión de prueba excede los 150 psi, la prueba debe ser realizada utilizando agua solamente o agua con un relleno de aire. No está aprobado el uso de aire comprimido solamente para los sistemas con presiones de prueba mayores a 150 psi, a menos que esos sistemas hayan sido fabricados para un servicio de aire comprimido. Prueba de presión (página 4 de 13) Medio operativo Elija uno: < 150 psi Prueba con aire >150 psi Prueba con agua o con un sistema de agua sobre aire 4.43 Medio de prueba Servicio de agua PLANEAMIENTO Presión de prueba Servicio de aire 4.44 PLANEAMIENTO Prueba de presión (página 5 de 13) Paso 3: Respete los protocolos de seguridad. La garantía completa de Aquatherm no entrará en vigencia hasta que la prueba de presión sea completada y enviada y el sistema se encuentre en operación. Por lo tanto, es importante que el probador respete todas las recomendaciones de seguridad que le brinda Aquatherm y cualquier otro requerimiento de seguridad hasta que la prueba esté completa. Para todos los sistemas: • Inspeccione visualmente las conexiones en búsqueda de signos de fusión adecuada, siguiendo las directrices provistas en el Manual del instalador Aquatherm. Las conexiones de toma deberían tener dos anillos parejos de plástico derretido y una marca de profundidad visible. Las conexiones soldadas a tope deberían tener un cordón único con una punta redonda. Esta inspección es realizada más fácilmente durante el proceso de fusión. La ausencia de estos signos podría indicar una fusión inapropiada. • Retire todo el equipo de fusión del sistema antes de comenzar con la prueba de presión. • Establezca el manómetro cerca de la parte más baja del sistema, donde la presión será la más alta. Esto reduce el riesgo de presurizar el sistema en exceso. • Observe las juntas durante la prueba en búsqueda de indicadores de pérdidas. Si encuentra una pérdida, libere toda la presión de prueba y repare la pérdida antes de continuar. Prueba de presión (página 6 de 13) Paso 3 (continuación): Cuando utilice aire comprimido: Conserve distancia de la tubería durante la prueba y advierta a otros que estén cerca que hagan lo mismo. Tome medidas para asegurar secciones sueltas de la tubería en caso de que ocurra una ruptura. • No lleve a cabo la prueba si la temperatura ambiente es mayor a 100 °F. Utilice agua en su lugar. • Si alguna junta de transición pierde durante la prueba, verifique las juntas para un ensamblado adecuado y repita la prueba utilizando agua antes de reemplazar cualquiera de los accesorios. PLANEAMIENTO • 4.45 Prueba de presión (página 7 de 13) Prueba preliminar: • Lleve al sistema hasta la presión de la prueba. El sistema se expandirá levemente, una vez que se encuentre a la presión adecuada, por lo que podría necesitar presión adicional para ayudar a estabilizarlo. • Una vez que el sistema se estabilice obsérvelo por 30 minutos. El sistema debería poder sostener la presión de prueba durante ese tiempo. • La pérdida de más de 9 psi (6 psi para sistemas SDR 17,6) o presión en constante disminución durante esta prueba es indicador de una pérdida. Si ocurre una pérdida, identifíquela y repare el sistema y luego repita esta prueba. • Una versión exitosa de esta prueba debe ser completada antes de poder proceder. • Aquatherm recomienda utilizar esta prueba para pruebas progresivas, en lugar de completar la secuencia completa de prueba. La secuencia completa de prueba debe ser completada en todo el sistema cuando esté terminado. 4.46 PLANEAMIENTO Paso 4: Lleve a cabo la prueba. Siga los pasos como se indica a continuación. Utilice un manómetro digital o análogo para la prueba de presión que sea exacto dentro de los 0,5 psi. Registre los resultados en el formulario de la prueba de presión. Prueba de presión (página 8 de 13) Prueba preliminar p en psi (bar) p máxima = 9 psi (0,6 bar) PLANEAMIENTO Presión de prueba 6 psi (0,4 bar) para sistemas SDR 17,6 Estabilización 30 minutos 4.47 (Punto de falla) Prueba de presión (página 9 de 13) Paso 4 (continuación): 4.48 PLANEAMIENTO Prueba principal: • Si el sistema ha perdido presión durante la prueba preliminar, lleve el sistema de regreso a la presión de prueba. • Observe el sistema por 120 minutos. El sistema debería poder sostener toda la presión de prueba durante ese tiempo. • La pérdida de más de 3 psi o una presión en constante disminución durante esta prueba es indicador de una pérdida. Identifique la pérdida y repare el sistema antes de repetir esta prueba. • Una versión exitosa de esta prueba debe ser completada antes de poder proceder. Prueba de presión (página 10 de 13) Prueba principal (0,2 bar) 4.49 p en psi (bar) (Punto de falla) PLANEAMIENTO pmáxima = 3 psi Presión de prueba 120 minutos Prueba de presión (página 11 de 13) Paso 4 (continuación): PLANEAMIENTO Prueba final: • Libere la presión del sistema. • Lleve el sistema a la presión de prueba por dos minutos. Disminuya la presión del sistema a 15 psi por dos minutos. • Libere la presión del sistema. • Lleve el sistema a la presión de prueba por dos minutos. Disminuya la presión del sistema a 15 psi por dos minutos. 4.50 • Libere la presión del sistema. • Lleve el sistema a la presión de prueba por dos minutos. Disminuya la presión del sistema a 15 psi por dos minutos. • Libere la presión del sistema. • Lleve el sistema a la presión de prueba por cinco minutos. Disminuya la presión del sistema a 15 psi por cinco minutos. • Libere la presión del sistema. Prueba de presión (página 12 de 13) 150 psi PLANEAMIENTO 4.51 15 psi 2 min. 4 min. 2 min. 4 min. 2 min. 4 min. 5 min. 10 min. t en minutos Prueba de presión (página 13 de 13) 4.52 PLANEAMIENTO Paso 5: Complete y envíe el informe de la prueba de presión. • Entregue el formulario a Aquatherm dentro de los 30 días de haber completado la prueba de presión. • Si está probando un sistema por secciones, guarde todas las pruebas de presión y entréguelas juntas. • Incluya los números de instalador de todos los instaladores que fusionaron conexiones en el sistema. Toda la información puede ser entregada de forma electrónica en el sitio web de Aquatherm http://www.aquatherm. com/pressure-test-submission. Una muestra del informe de la prueba y un conjunto de instrucciones para el registro en el campo también se encuentran disponibles en la página de envío. Capítulo 5: Tubería y accesorios Este manual no incluye datos de todas las medidas. Los datos de todas las medidas de las piezas y accesorios de Aquatherm se encuentra en el sitio web de Aquatherm. TUBERÍA Y ACCESORIOS Este capítulo incluye todas las partes que Aquatherm ofrece como parte de sus sistemas de tuberías. Para evitar confusiones, este capítulo solo brinda el tamaño nominal imperial. Puede encontrar una tabla con conversiones métricas en la página 1.8. 5.1 5.2 TUBERÍA Y ACCESORIOS aquatherm green pipe® MF SDR 7,4 aquatherm green pipe® S SDR 11 Pieza nro. Dimensión ND Pieza nro. 0670724 3 ½” 0610222 3” 0670726 4” 0610224 3 ½” 0670730 6” 0610226 4” 0670734 8” 0610230 6” 0670738 10” Pieza nro. Dimensión ND 0670742 12” 0670708 ½” 0670744 14” 0670710 ¾” 0670712 0670714 1” 1 ¼” 0670716 1 ½” 0670718 2” 0670720 2 ½” 0670722 3” Dimensión ND 0610234 8” Pieza nro. Dimensión ND 0610238 10” 0610808 ½” SDR 7,4 (no MF) 0010242 12” 0010244 14” 0610810 ¾” SDR 7,4 (no MF) 0010246a 16” 0010248 18” a 0610212 1” 0610214 1 ¼” Los siguientes elementos son suministrados en bobinas: 0610216 1 ½” 0010308 ½” 0610218 2” 0010310 ¾” 0610220 2 ½” 0010312 1” Mecánicamente estabilizado con una capa compuesta de fibra en el centro de la tubería. a aquatherm blue pipe® MF SDR 7,4/11 aquatherm blue pipe® MF SDR 17,6 Dimensión ND Pieza nro. Dimensión ND 2670126 4” — SDR 11 2570146 16” 2670130 6” — SDR 11 2670134 8” — SDR 11 2570148 18” 2670138 10” — SDR 11 2570150 20” 2570152 22” 2570154 24” 12” — SDR 11 Dimensión ND 2070144 14” — SDR 11 Pieza nro. Dimensión ND 2670708 ½” — SDR 7,4 2070146 16” — SDR 11 2570126 4“ 2670710 ¾” — SDR 7,4 2070148 18” — SDR 11 2670112 1” — SDR 11 2570130 6” 2670114 1 ¼” — SDR 11 Los siguientes elementos son suministrados en bobinas (no fibra) 2570134 8” 2670116 1 ½ ” — SDR 11 2010308 ½” — SDR 11 2570138 10” 2670118 2” — SDR 11 2010310 ¾” — SDR 11 2670120 2 ½” — SDR 11 2570142 12” 2010312 1” — SDR 11 2670122 3” — SDR 11 2570144 14” 2670124 3 ½” — SDR 11 5.3 2070142 Pieza nro. TUBERÍA Y ACCESORIOS Pieza nro. 5.4 TUBERÍA Y ACCESORIOS aquatherm green pipe® MF UV SDR 7,4 Pieza nro. Dimensión ND 0670758 aquatherm blue pipe® MF UV SDR 7,4/11 Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0670774 3 ½” 2670174 3 ½” — SDR 11 0670776 4” 2670176 4” — SDR 11 0670780 6” 2670180 6” — SDR 11 0670784 8” 2670184 8” — SDR 11 2670188 10” — SDR 11 0670788 10” Pieza nro. Dimensión ND ½” 2670758 ½” — SDR 7,4 0670760 ¾” 2670760 ¾” — SDR 7,4 0670762 1” 2670162 1” — SDR 11 0670764 1 ¼” 2670164 1 ¼” — SDR 11 0670766 1 ½” 2670166 1 ½” — SDR 11 0670768 2” 2670168 2” — SDR 11 0670770 2 ½” 2670170 2 ½” — SDR 11 2670172 3” — SDR 11 0670772 3” aquatherm blue pipe® MF UV SDR 17,6 aquatherm lilac pipe® S SDR 7,4/11 Dimensión ND Pieza nro. Dimensión ND 2570202 22” 9010224 3 ½” — SDR 11 2570204 24” 9010226 4” — SDR 11 9010230 6” — SDR 11 Dimensión ND Pieza nro. Dimensión ND 2570180 6” 9010808 ½” — SDR 7,4 2570184 8” 9010810 ¾” — SDR 7,4 2570188 10” 9010212 1” — SDR 11 2570192 12” 9010214 1 ¼” — SDR 11 2570194 14” 9010216 1 ½” — SDR 11 2570196 16” 9010218 2” — SDR 11 2570198 18” 9010220 2 ½” — SDR 11 2570200 20” 9010222 3” — SDR 11 8” — SDR 11 9010238 10” — SDR 11 5.5 Pieza nro. 9010234 TUBERÍA Y ACCESORIOS Pieza nro. 5.6 TUBERÍA Y ACCESORIOS Acoplamiento Casquillo Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0111008 ½” 0111112 ¾” a ½” 0111010 ¾” 0111114 1” a ½” 0111012 1” 0111116 1” a ¾” 0111118 1 ¼” a ½” 0111120 1 ¼” a ¾” 0111122 1 ¼” a 1” 0111014 1¼” 0111016 1½” 0111018 2” 0111020 2½” 0111022 3” 0111124 1 ½” a ½” 0111024 3½” 0111126 1 ½” a ¾” 0111026 4” 0111128 1 ½” a 1” Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0111130 1 ½” a 1 ¼” 0111153 3” a 2 ½” 0111131 2” a ½” 0111155 3 ½” a 2” 0111132 2” a ¾” 0111157 3 ½” a 2 ½” 0111134 2” a 1” 0111159 3 ½” a 3” 0111136 2” a 1 ¼” 0111161 4” a 2 ½” 0111138 2” a 1 ½” 0111163 4” a 3” 0111143 2 ½” a ½” 0111165 4” a 3 ½” 0111144 2 ½” a ¾” 0111145 2 ½” a 1” 0111139 2 ½” a 1 ¼” 0111140 2 ½” a 1 ½” 0111142 2 ½” a 2” 0111151 3” a 1 ½” 0111152 3” a 2” Reductor de soldado a tope SDR 7,4 0111184 8” a 6” 0111188 10” a 6” 0111190 10” a 8” 0111192 12” a 8” 0111194 12” a 10” 0111196 14” a 10” 0111198 14” a 12” 11 0111185 8” a 6” 0111189 10” a 6” 0111191 10” a 8” 0111193 0111195 0111197 0111199 0111201 0111203 0111204 0111206 0111207 12” a 8” 12” a 10” 14” a 10” 14” a 12” 16” a 10” 16” a 12” 16” a 14” 18” a 12” 18” a 14” 0111208 18” a 16” SDR Pieza nro. Dimensión ND 17,6 2511184 2511188 2511190 2511193 2511195 2511197 2511199 2511201 2511203 2511204 2511206 2511207 2511208 2511209 2511210 8” a 6” 10” a 6” 10” a 8” 12” a 8” 12” a 10” 14” a 10” 14” a 12” 16” a 10” 16” a 12” 16” a 14” 18” a 12” 18” a 14” 18” a 16” 20” a 12” 20” a 14” SDR Pieza nro. Dimensión ND 17,6 2511211 2511212 2511213 2511214 2511215 2511216 2511217 2511218 2511219 20” a 16” 20” a 18” 22” a 16” 22” a 18” 22” a 20” 24” a 16” 24” a 18” 24” a 20” 24” a 22” 5.7 Pieza nro. Dimensión ND TUBERÍA Y ACCESORIOS SDR Dimensión ND Pieza nro. Acoplamientos reductores Acoplamientos reductores hembra/hembra 5.8 TUBERÍA Y ACCESORIOS Pieza nro. Pieza nro. Dimensión ND 0111222 1 ¼” a 1” 0111228 1 ½” a 1” 0111230 1 ½” a 1 ¼” 0111236 2” a 1 ¼” 0111238 2” a 1 ½” 0111240 2 ½” a 1 ½” 0111242 2 ½” a 2” 0111252 3” a 2” soldado a tope/soldado por encastre Dimensión ND 0111253 3” a 2 ½” 0111257 3 ½” a 2 ½” 0111259 3 ½” a 3” 0111263 4” a 3” 0111265 4” a 3 ½” SDR 7,4 11 Pieza nro. Dimensión ND 0111174 6” a 3 ½” 0111176 6” a 4” 0111182 8” a 4” 0111175 6” a 3 ½” 0111177 0111183 6” a 4” 8” a 4” Un lado es soldado por encastre y el otro es soldado a tope. SDR Pieza nro. Dimensión ND 17,6 2511174 2511176 6” a 3 ½” 6” a 4” 2511182 8” a 4” Codo de 90° Codo de 45° Pieza nro. 0112108 ½” 0112508 ½” 0112110 ¾” 0112510 ¾” 0112112 1” 0112512 1” 0112114 1 ¼” 0112514 1 ¼” 0112116 1 ½” 0112516 1 ½” 0112118 2” 0112518 2” 0112120 2 ½” 0112520 2 ½” 0112122 3” 0112522 3” 0112124 3 ½” 0112524 3 ½” 0112126 4” 0112526 4” Dimensión ND 5.9 Dimensión ND TUBERÍA Y ACCESORIOS Pieza nro. aquatherm blue pipe® - Codo de 90° TUBERÍA Y ACCESORIOS SDR SDR 5.10 11 Pieza nro. Dimensión ND 17,6 aquatherm blue pipe® Codo de 90° (Radio corto) Pieza nro. Dimensión ND Pieza nro. Dimensión ND 2512130 2512134 6” 2512130SZ 6” 8” 2512134SZ 8” 2512138 10” 2512138SZ 10” 2512142 12” 2512142SZ 12” 2512144 14” 2512144SZ 14” 2512146 16” 2512148 18” 2512146SZ 16” 18” 0112131a 6” 112131LB b 6” 2512150 20” 2612135 8” 2512152 22” 2612139 10” 2512154 24” 2012143 12“ 2012145 2012147 2012149 SDR SDR Pieza nro. b 17,6 2612131SZ 6” 2512148SZ 2612135SZ 8” 2512150SZ 20” 10” 2512152SZ 22” 2012143SZ 12” 2512154SZ 24” 14“ 2012145SZ 14” 16“ 2012147SZ 16” 18“ 2012149SZ 18” 2612139SZ 11 Accesorio moldeado hecho de Fusiolen color verde. Accesorio moldeado hecho de Fusiolen® color verde con una extensión de 1 pie en cada extremo. a Dimensión ND ® aquatherm blue pipe® - Codo de 45° SDR 11 0112531 112531LB b 2612535 2612539 2012543 2012545 2012547 2012549 a Dimensión ND 6” 6” 8” 10” 12” 14” 16” 18” 17,6 Dimensión ND Pieza nro. Dimensión ND 2512530 6” 2512530SZ 6” 2512534 8” 2512534SZ 8” 2512538 10” 2512538SZ 10” 2512542 12” 2512542SZ 12” 2512544 14” 2512544SZ 14” 2512546 16” 2512546SZ 16” 2512548 18” 2612531SZ 6” 2512548SZ 18” 2512550 20” 2612535SZ 8” 2512550SZ 20” 2512552 22” 10” 2512552SZ 22” 2512554 24” 2012543SZ 12” 2512554SZ 24” 2012545SZ 14” 2012547SZ 16” 2012549SZ 18” SDR SDR Pieza nro. 2612539SZ 11 Dimensión ND 17,6 5.11 Pieza nro. Pieza nro. TUBERÍA Y ACCESORIOS SDR aquatherm blue pipe® Codo de 45° (Radio corto) aquatherm green pipe® - Codo de 90° 5.12 TUBERÍA Y ACCESORIOS SDR 11 SDR 7,4 Pieza nro. Dimensión ND 0112130a 6” 112130Lb 6” 0112134 8” 0112138 aquatherm green pipe® Codo de 90° (Radio corto) 0112131a Dimensión ND 6” 112131LGb 6” 112135SZ 8” 0112135 8” 112139SZ 10” 0112139 10” 112143SZ 12” 0112143 12” 112145SZ 14” 0112145 14” 112147SZ 16” 0112147c 16” 112149SZ 18” 0112149 18” Pieza nro. c SDR 11 SDR Pieza nro. 112130SZ b 6” 112134SZ 8” 112138SZ 10” 10” 112142SZ 12” 0112142 12” 112144SZ 14” 0112144 14” 7,4 Accesorio moldeado hecho de Fusiolen® color verde. Accesorio moldeado hecho de Fusiolen® color verde con una extensión de 1 pie en cada extremo. c Mecánicamente estabilizado con una capa compuesta de fibra en el centro de la tubería. a Dimensión ND Pieza nro. Dimensión ND 112131SZ 6” aquatherm green pipe® - Codo de 45° SDR SDR Pieza nro. 0112530 6” 112530L b 6” 0112534 8” 0112538 10” 0112542 12” 0112544 14” a 7,4 Dimensión ND Dimensión ND SDR 6” 0112531a 6” 112531SZ 6” 112535SZ 8” 0112535 8” 112539SZ 10” 0112539 10” 112543SZ 12” 0112543 12” 112545SZ 14” 0112545 14” 112547SZ 16” 0112547c 16” 112549SZ 18” 0112549c 18” 11 SDR 7,4 Pieza nro. Dimensión ND 112530SZ 6” 112534SZ 8” 112538SZ 10” 112542SZ 12” 112544SZ 14” 5.13 b Dimensión ND 112531LG b Accesorio moldeado hecho de Fusiolen® color verde. Accesorio moldeado hecho de Fusiolen® color verde con una extensión de 1 pie en cada extremo. c Mecánicamente estabilizado con una capa compuesta de fibra en el centro de la tubería. a Pieza nro. TUBERÍA Y ACCESORIOS 11 Pieza nro. aquatherm green pipe® Codo de 45° (Radio corto) aquatherm blue pipe® Y lateral aquatherm green pipe® Y lateral 5.14 TUBERÍA Y ACCESORIOS SDR 11 SDR 7,4 Pieza nro. Dimensión ND 2113122 3” 2113124 3 ½” 2113126 4” 2113130 6” 2113134 8” 2113138 10” SDR 17,6 Pieza nro. Dimensión ND 3” 2113123 3” 2113724 3 ½” 2113125 3 ½” 2113726 4” 2113127 4” 2113730 6” 2113131 6” 2113734 8” 2113135 8” 2113738 10” 2113139 10” Pieza nro. Dimensión ND 2113722 SDR 11 Pieza nro. Dimensión ND 2113128 4” 2113132 6” 2113136 8” 2113140 10” Codo macho hembra de 90° Codo macho hembra de 45° Cruce Hembra/macho Hembra/macho Dimensión ND Pieza nro. Dimensión ND Pieza nro. 0112308 ½” 0112708 ½” 0113708 ½” 0112310 ¾” 0112710 ¾” 0113710 ¾” 0112312 1” 0112712 1” 0113712 1” 0112314 1 ¼” 0112714 1 ¼” 0113714 1 ¼” Dimensión ND TUBERÍA Y ACCESORIOS Pieza nro. 5.15 Tapa de extremo Tapa de extremo soldada a tope 5.16 TUBERÍA Y ACCESORIOS SDR 11 Pieza nro. Dimensión ND 0114108 ½” 0114110 ¾” 0114112 1” SDR 7,4 6” 2514130 6” 8” 10” 12” 14” 16” 18” 2514134 8” 2514138 10” 2514142 12” 2514144 14” 2514146 16” 2514148 18” 8” 2514150 20” 0114138 10” 12” 2514152 2514154 22” 24” 14” 1 ½” 2” 0114144 0114120 2 ½” 4” 0114135 0114139 0114143 0114145 0114147 0114149 0114134 0114118 0114126 0114131 6” 0114116 3” Dimensión ND 0114130 0114142 3 ½” Pieza nro. SDR Dimensión ND 1 ¼” 0114124 Dimensión ND Pieza nro. 0114114 0114122 Pieza nro. 17,6 T aquatherm green pipe® - T SDR Dimensión ND Pieza nro. 0113131a 11 Pieza nro. Dimensión ND 0113108 ½” 0113110 0113112 0113114 0113116 SDR Dimensión ND Pieza nro. 6” 0113130L 1 ¼” 0113134 8” 0113138 10” 1 ½” 0113118 2” 0113142 12” 0113120 2 ½” 0113144 14” 3” b 0113124 3 ½” b 0113126 4” 16” 18” Accesorio moldeado hecho de Fusiolen® color verde. Accesorio moldeado hecho de Fusiolen® color verde con una extensión de 1 pie en cada extremo. c Mecánicamente estabilizado con una capa compuesta de fibra en el centro de la tubería. 5.17 0113122 0113145 0113149c 1” 7,4 10” 12” 14” 6” 0113130 b 8” 0113139 0113143 0113147c ¾” a 6” 0113135 TUBERÍA Y ACCESORIOS 113131LG 6” b aquatherm blue pipe® - T 5.18 TUBERÍA Y ACCESORIOS SDR SDR 11 Pieza nro. Dimensión ND 0113131 a 6” 113131LB b 6” 2613135 8” 2613139 10” 2013143 12“ 2013145 14“ 2013147 16“ 2013149 18“ 17,6 Pieza nro. Dimensión ND 2513130 6” 2513134 8” 2513138 10” 2513142 12” 2513144 14” 2513146 16” 2513148 18” 2513150 20” 2513152 22” 2513154 24” Accesorio moldeado hecho de Fusiolen® color verde. Accesorio moldeado hecho de Fusiolen® color verde con una extensión de 1 pie en cada extremo. a b T reductor entrada, salida, ramal Pieza nro. Pieza nro. Dimensión ND 0113546 1 ¼” x 1 ¼” x 1” 0113568 2 ½” x 2 ½” x 1 ½” 0113547 1 ½” x 1 ½” x ½” 0113570 2 ½” x 2 ½” x 2” 0113548 1 ½” x 1 ½” x ¾” 0113576 3” x 3” x 1” 0113550 1 ½” x 1 ½” x 1” 0113578 3” x 3” x 1 ¼” 0113551 1 ½” x 1 ½” x 1 ¼” 0113580 3” x 3” x 1 ½” Pieza nro. Dimensión ND 0113552 2” x 2” x ½” 0113582 3” x 3” x 2” ½” x ½” x ¾” 0113554 2” x 2” x ¾” 0113584 3’’ x 3” x 2 ½” ¾” x ½” x ½” 0113556 2” x 2” x 1” 0113586 3 ½” x 3 ½” x 2” 0113522 ¾” x ¾” x ½” 0113558 2” x 2” x 1 ¼” 0113588 3 ½” x 3 ½” x 2 ½” 0113532 1” x ½” x ½” 0113560 2” x 2” x 1 ½” 0113590 3 ½” x 3 ½” x 3” 0113534 1” x 1” x ½” 0113561 2 ½” x 2 ½” x ½” 0113592 4” x 4” x 2 ½” 0113538 1” x ¾” x ¾” 0113562 2 ½” x 2 ½” x ¾” 0113594 4” x 4” x 3” 0113540 1” x 1” x ¾” 0113564 2 ½” x 2 ½” x 1” 0113596 4” x 4” x 3 ½” 0113542 1 ¼” x 1 ¼” x ½” 0113566 2 ½” x 2 ½” x 1 ¼” 0113544 1 ¼” x 1 ¼” x ¾” 5.19 0113511 0113520 TUBERÍA Y ACCESORIOS Dimensión ND aquatherm green pipe® - t reductor de salida soldadura por encastre 5.20 TUBERÍA Y ACCESORIOS SDR 7,4 SDR 7,4 SDR Pieza nro. Dimensión ND 0113628 10” x 10” x 3 ½” 0113630 10” x 10” x 4” 0113904 12” x 12” x 4” 0113916 14” x 14” x 4” Pieza nro. Dimensión ND 0113601 6” x 6” x 2 ½” 0113603 113605LG a 6” x 6” x 3” 6” x 6” x 4” 0113609 8” x 8” x 2 ½” Pieza nro. Dimensión ND 0113600 6” x 6” x 2 ½” 0113602 6” x 6” x 3” 113604La 6” x 6” x 4” 0113608 8” x 8” x 2 ½” 0113610 8” x 8” x 3” 0113612 8” x 8” x 3 ½” 0113615 8” x 8” x 4” 0113614 8” x 8” x 4” 0113624 10” x 10” x 2 ½” 0113626 10” x 10” x 3” 0113625 0113627 0113629 10” x 10” x 2 ½” 10” x 10” x 3” 10” x 10” x 3 ½” 11 0113611 8” x 8” x 3” 0113613 8” x 8” x 3 ½” SDR Pieza nro. Dimensión ND 11 0113631 0113651 0113653 0113663 0113665 0113667 0113676 0113678 0113680 0113682 0113690 0113692 0113694 0113696 0113698 10” x 10” x 4” 12” x 12” x 4” 12” x 12” x 6” 14” x 14” x 4” 14” x 14” x 6” 14” x 14” x 8” 16” x 16” x 4” 16” x 16” x 6” 16” x 16” x 8” 16” x 16” x 10” 18” x 18” x 4” 18” x 18” x 6” 18” x 18” x 8” 18” x 18” x 10” 18” x 18” x 12” a Accesorio moldeado, hecho con Fusiolen® de color verde con una extensión de 1 pie en la entrada/salida y un reductor en el ramal. aquatherm green pipe® - t reductor segmentado soldadura a tope SDR 7,4 Pieza nro. Dimensión ND 0113618 8” x 8” x 6” 0113634 10” x 10” x 6” 0113640 10” x 10” x 8” 0113906 12” x 12” x 6” 0113908 12” x 12” x 8” 0113910 12” x 12” x 10” 0113918 14” x 14” x 6” 14” x 14” x 8” 0113922 14” x 14” x 10” 0113924 14” x 14” x 12” 0113619 8” x 8” x 6” 0113635 0113641 0113653 0113655 0113657 0113665 0113667 0113669 0113671 0113678a 0113680a 0113682a 0113684a 0113685a 0113692a 10” x 10” x 6” 10” x 10” x 8” 12” x 12” x 6” 12” x 12” x 8” 12” x 12” x 10” 14” x 14” x 6” 14” x 14” x 8” 14” x 14” x 10” 14” x 14” x 12” 16” x 16” x 6” 16” x 16” x 8” 16” x 16” x 10” 16” x 16” x 12” 16” x 16” x 14” 18” x 18” x 6” SDR Pieza nro. Dimensión ND 11 0113694 0113696a 0116398a 0113699a 0113700a 18” x 18” x 8” 18” x 18” x 10” 18” x 18” x 12” 18” x 18” x 14” 18” x 18” x 16” a a Mecánicamente estabilizado con una capa compuesta de fibra en el centro de la tubería. 5.21 0113920 11 Dimensión ND TUBERÍA Y ACCESORIOS SDR Pieza nro. aquatherm blue pipe® - t reductor de salida soldadura por encastre 5.22 TUBERÍA Y ACCESORIOS SDR SDR Dimensión ND Pieza nro. Dimensión ND 2613625 10” x 10” x 2 ½” 2013682 16” x 16” x 10” 2613627 10” x 10” x 3” 2013690 18” x 18” x 4” 2613629 10” x 10” x 3 ½ 2013692 18” x 18” x 6” 2613631 10” x 10” x 4” 2013694 18” x 18” x 8” 2013651 12” x 12” x 4” 2013696 18” x 18” x 10” 2013653 12” x 12” x 6“ 2013698 18” x 18” x 12” 2013663 14” x 14” x 4” Pieza nro. Dimensión ND 0113601 6” x 6” x 2 ½” 0113603a 6” x 6” x 3” 113605LB b 6” x 6” x 4” 2013665 14” x 14” x 6” 2613609 8” x 8” x 2 ½” 2013667 14” x 14” x 8” 2613611 8” x 8” x 3” 2013676 16” x 16” x 4” 2613613 8” x 8” x 3 ½” 2013678 16” x 16” x 6” 2613615 8” x 8” x 4” 2013680 16” x 16” x 8” a 11 Pieza nro. 11 SDR 11 a Accesorio moldeado hecho de Fusiolen® color verde. b Accesorio moldeado, hecho con Fusiolen® de color verde con una extensión de 1 pie en la entrada/salida y un reductor en el ramal. aquatherm blue pipe® - t reductor de salida (continuación) soldadura por encastre SDR Pieza nro. 2513600 17,6 Dimensión ND 6” x 6” x 2 ½” 2513602 6” x 6” x 3” 2513608 8” x 8” x 2 ½” 2513610 8” x 8” x 3” 2513612 8” x 8” x 3 ½” 2513614 8” x 8” x 4” 17,6 Dimensión ND 2513630 2513651 SDR Pieza nro. Dimensión ND 10” x 10” x 4” 2513804 20” x 20” x 4” 12” x 12” x 4” 2513806 20” x 20” x 6” 2513653 12” x 12” x 6” 2513808 20” x 20” x 8” 2513655 12” x 12” x 8” 2513810 20” x 20” x 10” 2513663 14” x 14” x 4” 2513812 20” x 20” x 12” 2513665 14” x 14” x 6” 2513667 14” x 14” x 8” 2513821 22” x 22” x 4” 2513676 16” x 16” x 4” 2513823 22” x 22” x 6” 2513678 16” x 16” x 6” 2513825 22” x 22” x 8” 2513680 16” x 16” x 8” 2513827 22” x 22” x 10” 2513682 16” x 16” x 10” 2513829 22” x 22” x 12” 2513690 18” x 18” x 4” 2513839 24” x 24” x 4” 2513692 18” x 18” x 6” 2513841 24” x 24” x 6” 2513843 24” x 24” x 8” 17,6 10” x 10” x 2 ½” 2513694 18” x 18” x 8” 2513626 10” x 10” x 3” 2513696 18” x 18” x 10” 2513845 24” x 24” x 10” 18” x 18” x 12” 2513847 24” x 24” x 12” 2513628 10” x 10” 3 ½” 2513698 5.23 2513624 TUBERÍA Y ACCESORIOS SDR Pieza nro. aquatherm blue pipe® - t reductor segmentado soldadura a tope 5.24 TUBERÍA Y ACCESORIOS SDR 11 SDR 11 Pieza nro. Dimensión ND 2613619 8” x 8” x 6” a 2613635a 10” x 10” x 6” 2613641 10” x 10” x 8” 2013655 12” x 12” x 8“ 2013657 12” x 12” x 10” 2013669 14” x 14” x 10” Pieza nro. Dimensión ND 2013671 14” x 14” x 12” 2013684 16” x 16” x 12” 2013685 16” x 16” x 14” 2013699 18” x 18” x 14” 2013700 18” x 18” x 16” Accesorio moldeado hecho de Fusiolen® color verde. a aquatherm blue pipe® - t reductor segmentado (continuación) SDR 17,6 Dimensión ND 2513685 16” x 16” x 14” 2513699 18” x 18” x 14” 2513700 18” x 18” x 16” 2513813 20” x 20” x 14” 2513814 20” x 20” x 16” 2513815 20” x 20” x 18” 2513830 22” x 22” x 14” Dimensión ND 2513618 8” x 8” x 6” 2513634 10” x 10” x 6” 2513640 10” x 10” x 8” 2513831 22” x 22” x 16” 2513657 12” x 12” x 10” 2513832 22” x 22” x 18” 2513669 14” x 14” x 10” 2513833 22” x 22” x 20” 2513671 14” x 14” x 12” 2513848 24” x 24” x 14” 2513684 16” x 16” x 12” 2513849 24” x 24” x 16” 17,6 17,6 Pieza nro. Dimensión ND 2513850 24” x 24” x 18” 2513851 24” x 24” x 20” 2513852 24” x 24” x 22” 5.25 Pieza nro. SDR TUBERÍA Y ACCESORIOS SDR Pieza nro. 5.26 TUBERÍA Y ACCESORIOS Toma de fusión Pieza nro. Dimensión ND (tubería x toma) Pieza nro. Dimensión ND (tubería x toma) 0115172 2 ½” x ¾” 0115194 4” x 1” 0115174 2 ½” x 1” 0115196 4” x 1 ¼” 0115175 2 ½” x 1 ¼” 0115197 4” x 1 ½” 0115176 3” x ½” 0115198 4” x 2’’ 0115178 3” x ¾’’ 0115206 6” x ½” Pieza nro. Dimensión ND (tubería x toma) 0115180 3” x 1” 0115208 6” x ¾” 0115156 1 ¼” x ½” 0115181 3” x 1 ¼” 0115210 6” x 1” 0115158 1 ¼” x ¾” 0115182 3 ½” x ½” 0115212 6” x 1 ¼” 0115160 1 ½” x ½” 0115184 3 ½” x ¾” 0115214 6” x 1 ½” 0115162 1 ½” x ¾” 0115186 3 ½” x 1” 0115216 6” x 2” 0115164 2 x ½” 0115188 3 ½” x 1 ¼” 0115218 6” x 2 ½” 0115166 2” x ¾” 0115189 3 ½” x 1 ½” 0115220 6” x 3” 0115168 2” x 1” 0115190 4” x ½” 0115228 8 a 10” x ½” 0115170 2 ½” x ½” 0115192 4” x ¾” 0115229 8 a 10” x ¾” Pieza nro. Dimensión ND (tubería x salida) Pieza nro. 0115230 Dimensión ND (tubería x salida) Pieza nro. Dimensión ND (tubería x salida) 0115257 10” x 4” 0115280 16” x 6” a 10” 8” x 1 ¼” 0115260 12” a 14” x 2” 0115288 16” a 20” x 3” 0115232 8” x 1 ½” 0115261 12” a 14” x 2 ½” 0115290 18” a 20” x 4” 0115233 8” x 2” 0115262 12” x 3” 0115292 18” x 6” a 10” 0115263 12” x 3 ½” 0115298 18” x 12” 0115264 12” x 4” 0115300 16” a 24” x 2” 0115265 12” x 6” 0115303 20” a 22” x 3 ½” 0115268 14” x 3” 0115306 20” x 6” a 10” 0115269 14” x 3 ½” 0115312 20” x 12” 0115270 14” x 4” 0115315 22” a 24” x 2 ½” 0115234 8” x 2 ½” 8” x 3” 0115236 8” x 3 ½” 0115237 8” x 4” 0115251 10” x 1 ¼” 0115252 10” x 1 ½” 0115271 14” x 6” 0115316 22” a 24” x 3” 0115253 10” x 2” 0115272 14” x 8” 0115318 22” a 24” x 4” 0115254 10” x 2 ½” 0115275 16” a 20” x 2 ½” 0115331 24” x 3 ½” 0115255 10” x 3” 0115277 16” a 18” x 3 ½” 0115334 24” x 6” a 10” 0115256 10” x 3 ½” 0115278 16” x 4” 0115340 24” x 12” 5.27 0115235 TUBERÍA Y ACCESORIOS 8 a 10” x 1” 0115231 Brida adaptadora 5.28 TUBERÍA Y ACCESORIOS SDR 7,4 Pieza nro. Dimensión ND Pieza nro. Nro. de pieza para la válvula mariposa Dimensión ND — OD 0115530 0115530BV 6” 115530Lb 115530LBVb 6“ 0115534 0115534BV 8” 0115538 0115538BV 10” 0115542 0115542BV 12” 0115544 0115544BV 14” 0115512 1” 0115531 0115531BV 6” 0115514 1 ¼” 115531LBc 115531LBBVc 6” 0115516 1 ½” 115531LGb 115531LGBVb 6” 0115518 2” 0115535 0115535BV 8” 0115520 2 ½” 0115539 0115539BV 10” 0115522 3” 0115543 0115543BV 12” 0115524 3 ½” 0115545 0115545BV 14” 0115526a 4” 0115547 0115547BV 16” 0115549 0115549BV 18” 11 SDR Pieza nro. Nro. de pieza para la válvula mariposa Dimensión ND — OD 17,6 2915530 2915534 2915538 2915542 2915544 2915546 2915548 2915550 2915552 2915554 2915530BV 2915534BV 2915538BV 2915542BV 2915544BV 2915546BV 2915548BV 2915550BV 2915552BV 2915554BV 6” 8” 10” 12” 14” 16” 18” 20” 22” 24” a La pieza nro. 0115526 debe ser emparejada con un acoplamiento (la pieza nro. 0111026 se vende por separado). b Incluye una extensión de 1 pie de aquatherm green pipe. c Incluye una extensión de 1 pie de aquatherm blue pipe. Brida anular Punto cruzado 3315712 1 ¼” 1” 4 3315714 1 ½” 1 ¼” 4 3315716 1 ½” 1 ½” 4 3315718 2” 2” 4 3315720 2 ½” 2 ½” 4 3315722 3” 3” 8 3315724 3 ½” 3 ½” 8 Nro. de agujeros para pernos 3315726 4” 4” 8 3315730 6” 6” 8 3315734 8” 8” 8 3315738 10” 10” 12 3315742 12” 12” 12 3315744 14” 14” 12 3315746 16” 16” 16 3315748 18” 18” 16 3315750 20” 20” 20 3315752 22” 22” 20 3315754 24” 24” 20 Pieza nro. Dimensión ND 0116108 ½” 0116110 ¾” 0116112 1” 5.29 Dimensión ND Nro. de agujeros para pernos Dimensión ND TUBERÍA Y ACCESORIOS Pieza nro. Tamaño nominal de la brida Pieza nro. Tamaño nominal de la brida Adaptador de la brida anular de la bomba 5.30 TUBERÍA Y ACCESORIOS Patrón de perno americano Pieza nro. Dimensión ND — OD 5515712 1” (32 mm) brida anular de la bomba - azul, centro del perno de 3-1/8” a 3-5/32” utilizado con Nro. 0115512 5515713 1,25” (40 mm) anillo de brida de la bomba - negra, centro del perno de 3-1/8” a 3-5/32” utilizado con Nro. 0115514 5515714 1,25” (40 mm) anillo de brida de la bomba - verde, centro del perno de 3-/16” a 3-1/2” utilizado con Nro. 0115514, con el modelo Grundfos UP4375 Unión con tuerca de latón Unión con tuerca PP-R Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0115812 1” 0115838 ½” 0115814 1 ¼” 0115840 ¾” 0115816 1 ½” 0115842 1” 0115818 2” 0115844 1 ¼” 0115820 2 ½” 0115846 1 ½” 0115848 2” 0115850 2 ½” Acoplamiento por electrofusión Dimensión ND 0117208 ½” 0117210 ¾” 0117212 1” 0117214 1 ¼” 0117216 1 ½” 2” 0117220 2 ½” 0117222 3” Dimensión ND 0117224 3 ½” 0117226 4” 0117230 a 6” 0117234a 8” 0117238 10” a Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0120158 0920158 Latón libre de plomo (potable) Dimensión Pieza nro. (NPT) 0620158 20 mm x ½” H 5.31 0117218 Pieza nro. TUBERÍA Y ACCESORIOS Pieza nro. Codo de oreja de 90° No puede ser utilizada junto con una tubería UV. a Codo de la placa de montaje Enchufe ISO para pruebas de presión 5.32 TUBERÍA Y ACCESORIOS roscado con junta Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) Latón libre de plomo (potable) Pieza nro. (NPT) Dimensión PP-R (ND) x tipo de rosca 0120108 0920108 0620108 ½” x ½” H 0120110 0920110 0620110 ½” x ¾” H 0120112 0920112 0620112 ¾” x ¾” H 0120113 0920113 0620113 ¾” x ½” H Pieza nro. Dimensión 0050708 ½” M 0050710 ¾” M Pieza de transición ISO con contratuerca, junta y arandela de tensión para una construcción en seco Dimensión Latón industrial Pieza nro. Dimensión Latón industrial Pieza nro. Dimensión (ND — OD) 20 mm x ½” H x ¾” M 0120208 20 mm x ½” H x ¾” M 0120210 20 mm x ½” H x ¾” M 0120209 25 mm x ½” H x ¾” M Pieza nro. 0120204 Codo de transición ISO TUBERÍA Y ACCESORIOS Latón industrial Codo de transición ISO con contratuerca, junta y arandela de tensión 5.33 Pieza de transición Pieza de transición NPT 5.34 TUBERÍA Y ACCESORIOS redonda con una rosca hexagonal de transición (hembra) Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0121008 0921008 0621008 ½” x ½” H 0121010 0921010 0621010 ½” x ¾” H 0121011 0921011 0621011 ¾” x ½” H 0121012 0921012 0621012 ¾” x ¾” H 0121013 0921013 0621013 1” x ¾” H Latón libre de plomo (potable) Pieza nro. (NPT) Dimensión PP-R (ND) x tipo de rosca Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0121108 - 0621108 ½” x ½” H 0121110 - 0621110 ½” x ¾” H 0121111 - 0621111 ¾” x ½” H 0121112 - 0621112 ¾” x ¾” H 0121113 - 0621113 1” x ¾” H 0121114 1121114 0621114 1” x 1” H 0121115 1121115 0621115 1 ¼” x 1” H 0121116 1121116 0621116 1 ¼” x 1 ¼” H 0121117 1121117 0621117 1 ½” x 1 ¼” H 0121118 1121118 0621118 1 ½” x 1 ½” H 0121119 1121119 0621119 2” x 1 ½” H 0121120 0621120 2” x 2” H 0121122 0621122 2 ½” x 2” H Latón libre de plomo (potable) Pieza nro. (NPT) Dimensión PP-R (ND) x tipo de rosca Pieza de transición Pieza de transición NPT con una rosca hexagonal de transición (macho) redonda (macho) Latón industrial Pieza nro. (NPT) Pieza nro. (NPT) Dimensión PP-R (ND) x rosca 0121308 0621308 ½” x ½” M 0121310 0621310 ½” x ¾”M 0121312 0621312 ¾” x ¾” M 0121314 0621314 1” x 1” M 0121316 0621316 1” x 1 ¼” M 0121317 0621317 1 ¼” x 1” M 0121318 0621318 1 ¼” x 1 ¼” M 0121319 0621319 1 ½” x 1 ¼” M 0121320 0621320 1 ½” x 1 ½” M 2” x 1 ½” M Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0121208 0921208 0621208 ½” x ½” M 0121321 0621321 0121210 0921210 0621210 ½” x ¾” M 0121322 0621322 2” x 2” M 0121211 0921211 0621211 ¾” x ½” M 0121323 0621323 2 ½” x 2” M 0121212 0921212 0621212 ¾” x ¾” M 0121324 0621324 2 ½” x 2 ½” M 0121213 0921213 0621213 1” x ¾” M 0121325 0621325 3” x 3” M 0121327 - 3 ½” x 4” M Pieza nro. (NPT) Dimensión PP-R (ND) x tipo de rosca 5.35 Latón industrial TUBERÍA Y ACCESORIOS Latón libre de plomo (potable) Latón libre de plomo (potable) 5.36 TUBERÍA Y ACCESORIOS Codo de transición NPT Codo macho hembra de transición NPT Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0123008 0923008 0623008 ½” x ¾” H 0123010 0923010 0623010 ½” x ½” H 0123012 0923012 0623012 ¾” x ¾” H 0123014 0923014 0623014 ¾” x ½” H 0123016 0923016 0623016 1” x ¾” H 0623018 1” x 1” H Latón libre de plomo (potable) Pieza nro. (NPT) Dimensión PP-R (ND) x Tipo de rosca (NPT) 0123018 1123018 Latón industrial Pieza nro. (NPT) 0123208 Latón libre de plomo (potable) Pieza nro. (NPT) 0623208 Dimensión PP-R (ND) x Tipo de rosca ½” x ½” H T de transición NPT Ramal de drenaje (hembra) Pieza nro. (NPT) 0125506 Latón libre de plomo (potable) Pieza nro. (NPT) 0625506 Pozo medidor de flujo Podría ser utilizado para el bulbo del termómetro Dimensión ND Latón industrial Pieza nro. Dimensión ND Latón libre de plomo (potable) Pieza nro. Dimensión ND ½” x ½” M x ½” 0041408 ½” 0628480 2 a 2 ½” x 1 ¼” x 1 ¼” H 0628500 4” x 1 ½” x 1 ½” H 0628520 4” a 6” x 2” x 2” H ¾” 0041412 1” 0041414 1 ¼” 0041416 1 ½” 0041418 2” 5.37 0041410 TUBERÍA Y ACCESORIOS Latón industrial soldar en válvulas Extremo de conducto Extremo de conducto recto 5.38 TUBERÍA Y ACCESORIOS (PP-R a cobre) (PP-R a cobre) Pieza nro. Dimensión ND Pieza nro. Dimensión ND AQ630P248E ½” AQ638P211 AQ630P368E ¾” AQ630P41110 1” Transición al accesorio de compresión (PP-R a latón) ½” Nro. de parte de latón industrial Dimensión ND AQ638P311 ¾” 0099013 AQ638P418 1” ½” (20 mm) PP-R a ½” Compresión Adaptador PEX (crimpar) ASTM F1807 estándar con conexión de toma PP-R. Dimensión ND Pieza nro. Transición PP-R a ranurado ASTM F1960 estándar con conexión PP-R codo de macho hembra. Latón libre de plomo (potable) Dimensión ND Pieza nro. Latón libre de plomo (potable) Dimensión ND Pieza nro. 0099840 ½” (20 mm) PP-R a ½” PEX 0098840 ½” (20 mm) PP-R a ½” PEX 0099841 ¾” (25 mm) PP-R a ¾” PEX 0098841 ¾” (25 mm) PP-R a ¾” PEX 0099842 1” (32 mm) PP-R a 1” PEX 0098842 1” (32 mm) PP-R a 1” PEX 0627060 2 ½” (75 mm) PP-R a 2” ranuradas TUBERÍA Y ACCESORIOS Latón libre de plomo (potable) Adaptador PEX (compresión) 5.39 Codo de transición T de transición 5.40 TUBERÍA Y ACCESORIOS (macho) (hembra) Latón industrial Acero inoxidable Latón libre de plomo (potable) Pieza nro. (NPT) Pieza nro. (ISO) Pieza nro. (NPT) 0125006 925006 0625006 ½” x ½” x ½” H 0125008 925008 0625008 ½” x ½” x ¾” H 0125010 925010 0625010 ¾” x ¾” x ½” H 0125012 925012 0625012 ¾” x ¾” x ¾” H 0125014 925014 0625014 1” x 1” x ¾” H Dimensión PP-R (ND) x tipo de rosca Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0123506 0923506 0623506 ½” x ½” M 0123508 0923508 0623508 ½” x ¾” M 0125016 1125016 0625016 1” x 1” x 1” H 0123510 0923510 0623510 ¾” x ¾” M 0125022 - 0625022 1 ½” x 1 ½” x 1” H 0123512 0923512 0623512 1” x ¾” M 0123514 - 0623514 1” x 1” M Latón libre de plomo (potable) Pieza nro. (NPT) Dimensión PP-R ND x tipo de rosca (NPT) Toma de fusión NPT con rosca hembra Latón libre de plomo (potable) Pieza nro. (ISO) Pieza nro. (NPT) Dimensión tubería x salida (rosca) 0128214 0928214 0628214 1 ¼” x ¾” (½” H) 0128216 0928216 0628216 1 ½” x ¾” (½” H) 0128218 0928218 0628218 2” x ¾” (½” H) 0128220 0928220 0628220 2 ½” x ¾” (½” H) 0128222 0928222 0628222 3” x ¾” (½” H) 0128224 0928224 0628224 3 ½” x ¾” (½” H) 0128226 0928226 0628226 4” x ¾” (½” H) 0128230 0928230 0628230 6” x ¾” (½” H) 0128232 0928232 0628232 8 a 10” x ¾” (½” H) 0128234 0928234 0628234 1 ¼” x ¾” (¾” H) 0128236 0928236 0628236 1 ½” x ¾” (¾” H) 0128238 0928238 0628238 2” x 0128240 0928240 0628240 2 ½” x ¾” (¾” H) ¾” (¾” H) 5.41 Acero inoxidable Pieza nro. (NPT) TUBERÍA Y ACCESORIOS Latón industrial Toma de fusión NPT (continuación) 5.42 TUBERÍA Y ACCESORIOS con rosca hembra Latón libre de plomo (potable) Latón industrial Acero inoxidable Pieza nro. (NPT) Pieza nro. (ISO) 0128242 0928242 0628242 3” x ¾” (¾” H) 0128244 0928244 0628244 3 ½” x ¾” (¾” H) 0128246 0928246 0628246 4” x ¾” (¾” H) 0128250 0928250 0628250 6” x ¾” (¾” H) 0128254 0928254 0628254 8 a 10” x ¾” (¾” H) 2 ½” x 1” (1” H) Pieza nro. (NPT) Dimensión tubería x toma (rosca) (NPT) 0128260 1128260 0628260 0128262 1128262 0628262 3” x 1” (1” H) 0128264 1128264 0628264 3 ½” x 1” (1” H) 0128266 1128266 0628266 4” x 1” (1” H) 0128270 1128270 0628270 6” x 1” (1” H) 0128274 1128274 0628274 8 a 10” x 1” (1” H) Toma de fusión NPT rosca macho Latón industrial Latón libre de plomo (potable) Pieza nro. (NPT) Pieza nro. (NPT) 0128326 0628326 4” x ¾” (½” M) 0128330 0628330 6” x ¾” (½” M) 0128334 0628334 1 ” x ¾” (¾” M) Dimensión tubería x toma (rosca) 0128336 0628336 1 ½” x ¾” (¾” M) 0128338 0628338 2” x ¾” (¾” M) Dimensión tubería x toma (rosca) Pieza nro. (NPT) Pieza nro. (NPT) 0128314 0628314 1 ” x ¾” (½” M) 0128340 0628340 2 ½” x ¾” (¾” M) 0128316 0628316 1 ½” x ¾” (½” M) 0128342 0628342 3” x ¾” (¾” M) 0128318 0628318 2” x ¾” (½” M) 0128344 0628344 3 ½” x ¾” (¾” M) 0128320 0628320 2 ½” x ¾” (½” M) 0128346 0628346 4” x ¾” (¾” M) 0128322 0628322 3” x ¾” (½” M) 0128350 0628350 6” x ¾” (¾” M) 0128324 0628324 3 ½” x ¾” (½” M) 5.43 Latón libre de plomo (potable) TUBERÍA Y ACCESORIOS Latón industrial Plomería de bloque de distribución 5.44 TUBERÍA Y ACCESORIOS incluye 1 enchufe y 2 sujetadores Plomería de bloque de distribución con bloque de aislamiento Tubería de distribución Pieza nro. Dimensión ND Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0130115 ¾” x ½” 0130130 ¾” x ½” 0130604 1” x ½” Pieza del extremo de distribución Válvula esférica (macho/hembra) Válvula de globo de cierre atornillable para instalación superficial con rosca hembra NPT Dimensión (ND) x rosca Latón industrial Pieza nro. Dimensión ND Latón industrial Pieza nro. Dimensión ND 0130804 1” x ½” H 0078000 1” — M/H 0140808 ½” 0140810 ¾” 0140812 1” 0140814 1 ¼” Repuestos disponibles para piezas No para aplicaciones potables 5.45 No para aplicaciones potables TUBERÍA Y ACCESORIOS Latón industrial Pieza nro. Válvula invisible TUBERÍA Y ACCESORIOS cromada cromada, a prueba de intervención, diseño corto Válvula invisible cromada Latón industrial Pieza nro. Dimensión ND Latón industrial Pieza nro. Dimensión ND Latón industrial Pieza nro. Dimensión ND 0140858 ½” 0140868 ½” 0140878 ½” 0140860 ¾” 0140870 ¾” 0140880 ¾” 0140862 1” 0140872 1” 0140882 1” No para aplicaciones potables 5.46 Válvula invisible No para aplicaciones potables No para aplicaciones potables Válvula invisible cromada, a prueba de intervención Dimensión ND 0140888 ½” 0140890 0140892 cromada para pieza nro. 0040858-0040862 Latón industrial Pieza nro. Dimensión PP-R (ND) x rosca 0040908 ½” x ¾”H ¾” 0040910 ¾” x ¾”H 1” 0040912 1” x 1”H 0040914 1 ¼” x 1 ¼”H No para aplicaciones potables Pieza nro. Dimensión ND 0040900 Largo = 3,2" 0040902 Largo = 4,25" Válvula de cierre con cuerpo ISO TUBERÍA Y ACCESORIOS Latón industrial Pieza nro. Válvula invisible 5.47 Válvula inclinada TUBERÍA Y ACCESORIOS sin drenaje sin drenaje Válvula esférica sin drenaje Latón industrial Pieza nro. Dimensión ND Latón industrial Pieza nro. Dimensión ND Latón industrial Pieza nro. Dimensión ND 0041108 ½” 0041208 ½” 0041308 ½” 0041110 ¾” 0041210 ¾” 0041310 ¾” 1” 0041212 1” 0041312 1” 1 ¼” 0041214 1 ¼” 0041314 1 ¼” 0041316 1 ½” 0041318 2” 0041112 0041114 5.48 Válvula inclinada de verificación No para aplicaciones potables No para aplicaciones potables Repuestos disponibles No para aplicaciones potables Extensión para la válvula esférica Dimensión ND x largo 0041378 ½” a ¾” 0041382 1” a 1 ¼” 0041386 1 ½” a 2” Válvula esférica Polipropileno con patrón de perno ISO Pieza nro. Dimensión ND Pieza nro. Dimensión ND 0041488 ½” 0041602 3” 0041490 ¾” 0041604 3 ½” and 4” 0041492 1” 0041494 1 ¼” 0041496 1 ½” 0041498 2” 0041400 2 ½” Repuestos disponibles a 0041607 6” Para una conexión de 4”, utilice la pieza nro. 0115526 y la pieza nro. 3315724 Para una conexión de 3½”, utilice la pieza nro. 0115524 y la pieza nro. 3315724 Tornillo hexagonal M16x60 mm para el Art.-Nro. 41602/41604 con arandela M16 Tornillo hexagonal M20x85 mm para el Art.-Nro. 41607 con arandela M20 Nota: Estas no están incluidas en la entrega a 5.49 0041378 adecuada para la pieza nro. 0041308 / 0041310. 0041382 adecuada para la pieza nro. 0041312 / 0041314. 0041386 adecuada para la pieza nro. 0041316 / 0041318. polipropileno TUBERÍA Y ACCESORIOS Pieza nro. Válvula esférica 5.50 TUBERÍA Y ACCESORIOS Conjunto de reparación Enchufe de reparación para cerrar agujeros de tuberías de hasta 7⁄ 16” (varilla de reparación nro. de pieza 0060600) Pieza nro. Pieza nro. Dimensión 0050307 ¼” 0050311 7 16” ⁄ 0060600 Dimensión ⁄ 7 16” x ¼” Guantes protectores para altas temperaturas parar cambiar cabezales de soldadura Cabezales de soldadura Pieza nro. 0050206 Dimensión ” 3/8 0050208 ½” 0050210 ¾” 0050212 1” 0050214 1 ¼” 0050216 1 ½” 0050218 2” 0050220 2 ½” 0050222 3” Pieza nro. Dimensión 0050224 3 ½” 0050195 - 0050226 4” Broca para perforación de agujeros de tomas de fusión Pieza nro. Dimensión 0050946 1 ½” 0050948 2” 2 ½” 3” a Pieza nro. Dimensión 0050954 3 ½” 0050956 a 0050940 ½” y ¾” para tuberías 1¼” - 6” 4” 0050958a 6” 0050941 ½” y ¾” para tuberías 0050960 8” 0050942 1” 0050944 1 ¼” 2” - 10” 5.51 a Solo encaja en una taladradora que pueda acomodar un mango cónico. a TUBERÍA Y ACCESORIOS 0050950 0050952a a Cabezales de soldadura para tomas de fusión 5.52 TUBERÍA Y ACCESORIOS Pieza nro. Dimensión Pieza nro. Dimensión 0050629 3” x 1 ¼” 0050657 6” x 2 ½” 0050631 3 ½” x ½” y ¾” 0050658 6” x 3” 0050632 3 ½” x 1” 0050660 8” x ½” y ¾” 0050634 3 ½” x 1 ¼” 0050662 8” x 1” 0050635 3 ½” x 1 ½” 0050664 8” x 1 ¼” Pieza nro. Dimensión 0050636 4” x ½” y ¾” 0050666 8” x 1 ½” 0050614 1 ¼” x ½” y ¾” 0050638 4” x 1” 0050667 8” x 2 ½” 0050616 1 ½” x ½” y ¾” 0050640 4” x 1 ¼” 0050668 8” x 2” 0050619 2” x ½” y ¾” 0050642 4” x 1 ½” 0050669 8” x 3” 0050620 2” x 1” 0050644 4” x 2” 0050670 0050623 2 ½” x ½” y ¾” 0050648 6” x ½” y ¾” 8” x 3 ½” 0050671 8” x 4” 0050624 2 ½” x 1” 0050650 6” x 1” 2 ½” x 1 ¼” 0050652 6” x 1 ¼” 0050672 10” x ½” y ¾” 0050625 0050654 6” x 1 ½” 10” x 1” 0050627 3” x ½” y ¾” 0050674 0050628 3” x 1” 0050656 6” x 2” 0050676 10” x 1 ¼” Cabezales de soldadura para tomas de fusión (continuación) 0050678 10” x 1 ½” 0050680 10” x 2” 0050682 10” x 2 ½” 0050684 10” x 3” 0050686 10” x 3 ½” 0050688 10” x 4” 0050690 12” x 2” 0050692 12” x 2 ½” 0050694 12” x 3” Pieza nro. 0050696 12” x 3 ½” 0050734 22” - 24” x 3” 0050698 12” x 4” 0050736 16” - 18” x 3 ½” 0050699 12” x 6” 0050738 20” - 22” x 3 ½” 0050712 14”x 2” 0050740 24” x 3 ½” 0050714 14” x 2 ½” 0050742 16” x 4” 0050716 14” x 3” 0050744 18” - ½” x 4” 0050718 14” x 3 ½” 0050746 22” - 24” x 4” 0050720 14” x 4” 0050722 14” x 6” 0050724 14” x 8” 0050726 16” - 24” x 2” 0050728 16” - 20” x 2 ½” 0050730 22” - 24” x 2 ½” 0050732 16” - 20” x 3” Dimensión 5.53 Dimensión Dimensión TUBERÍA Y ACCESORIOS Pieza nro. Pieza nro. Notas Notas Notas


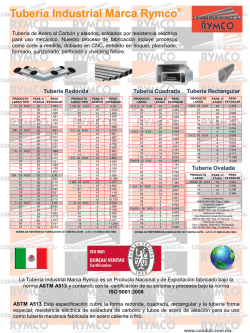
© Copyright 2026