
Diseño de Materiales Compuestos
Garcia de la Figal, Javier
1
Capitulo 1
Diseno de Materiales Compuestos.
Departamento de Mecánica Aplicada.
Facultad de Ingeniería Mecánica.
Instituto Superior Politécnico José A. Echevarría.
Dr. Javier García de la Figal Costales.
Profesor Titular.
ISBN: 978 959 261 345 2.
La Habana, Cuba. 2011.
Garcia de la Figal, Javier
2
Capitulo 1
INDICE
ÍNDICE
-----------------------------------------------------------------------------
Capítulo 1.- Los Composites y sus Materiales.
6
Materiales empleados en los Composites.
Los Plásticos Reforzados con Fibras, PRF.
Ventajas de los composites de PRF. --------------------------------Desventajas de los composites de PRF
Empleo de composites de PRF en la década 1990 - 2000. ----------Los materiales de reforzadores usados con matrices poliméricas.
Los materiales no metálicos usados como matrices.
Compatibilidad entre matrices y reforzadores. ...................................
El factor económico.
Capítulo 2.- Propiedades Elásticas de una Lámina.
Ley de Hooke para diferentes tipos de Materiales. ----------------Material monoclínico.
Material ortotrópico. ----------------------------------------------------Material transversalmente isotrópico.
Material isotrópico. ----------------------------------------------------Ley de Hooke para el plano.
Propiedades mecánicas de la lámina transversalmente isotrópica --I) Lámina unidireccional -------------------------------------------------Ejemplo 1.
Ejemplo 2. ---------------------------------------------------------------II) Lámina con refuerzo tipo tejido (WR).
III) Lámina con refuerzo tipo Mat. ---------------------------------------Ley de Hooke para refuerzos en ángulo.
Invariantes de la Matriz de Elasticidad. ----------------------------------
Capítulo 3.- Bóvedas Y Placas.
11
12
12
13
14
14
16
18
22
23
23
27
28
29
29
29
30
31
32
33
34
35
36
38
40
1) Lamina bajo fuerzas normales.
2) Placa Flexionada. -------------------------------------------------------3) Bóvedas.
Ejemplo 3. ----------------------------------------------------------------Ejemplo 4.
Capítulo 4.- Propiedades Físicas y Mecánicas de una Lámina.
Garcia de la Figal, Javier
3
3
40
40
46
48
50
53
Capitulo 1
Características Físicas de los Composites. --------------------------------Ejemplo 5.
Propiedades Mecánicas de Fibras y Matrices.-------------------------Propiedades Mecánicas de una lámina.
Límites de Resistencia de las láminas. ----------------------------------Ejemplo 6.
Ejemplo 7. --------------------------------------------------------------------Propiedades Físicas de las láminas -------------------------------------Esfuerzos y deformaciones higrotérmicas en una lámina.
Relaciones entre algunas propiedades de los composites de PRF. -----
Capítulo 5.- Criterios de Resistencias de Láminas.
1) Criterio del Esfuerzo Máximo. ---------------------------------------2) Criterio de la Deformación Máxima.
3) Criterio de Tsai-Wu. ---------------------------------------------------4) Criterio de Tsai-Hill.
Ejemplo 8.
----------------------------------------------------------------Ejemplo 9.
Ejemplo 10 --------------------------------------------------------------------
Capítulo 6.- Tipos de Laminados y sus Cálculos.
54
55
58
61
66
69
70
78
81
81
85
85
86
87
89
90
91
92
93
Código de identificación. ---------------------------------------------------- 93
Relaciones Esfuerzos – Deformaciones de un Laminado.
95
Viga de material isotrópico. -----------------------------------------95
Lámina de composite.
97
Laminado. -------------------------------------------------------------98
Fuerzas y Momentos Interiores en un Laminado.
99
Ejemplo 11. ---------------------------------------------------------------101
Flechas en Laminados sometidos a flexión.
102
Metodología para el cálculo de las Láminas de un Laminado. -------- 104
Efectos Higrotérmicos en laminados. ------------------------------------- 105
Capítulo 7.- Propiedades Elásticas y Mecánicas de Laminados.
107
Módulo de Elasticidad a tracción. ------------------------------------------ 107
Módulo de Elasticidad a flexión.
108
Límite de Resistencia a flexión. ------------------------------------------ 109
Capítulo 8.- Criterios de Resistencia de Laminados.
110
Metodología para el cálculo de Resistencia de un Laminado.----------Ejemplo 12.
Diagrama de tracción de un laminado. ----------------------------------Capítulo 9- Diseño de Laminados.
110
111
116
119
Garcia de la Figal, Javier
4
Capitulo 1
Casos especiales de laminados
119
1) Laminado Simétrico. ------------------------------------------------------ 120
2) Laminado Ortotrópico.
120
3) Laminado en Ángulo. ------------------------------------------------------ 121
4) Laminado Antisimétrico.
122
5) Laminado Balanceado. ---------------------------------------------------- 123
6) Laminado Casi Isotrópico.
123
7) Laminado con Sublaminados repetitivos.
124
8) Laminado Homogéneo. -------------------------------------------------- 124
Tensiones Interlaminares.
125
Conclusiones. -------------------------------------------------------------------- 129
Ejemplo 13.
131
Ejemplo 14. ---------------------------------------------------------------------- 134
Capítulo 10.- El Coeficiente de Seguridad.
138
El Strength Ratio, SR. ------------------------------------------------------Coeficiente según el límite máximo de deformación.
138
142
Capítulo 11.- Composites con bases metálicas. -----------------------------------
145
Refuerzos en forma de polvos.
Refuerzos en forma de fibras. ---------------------------------------
BIBLIOGRAFÍA.
147
148
--------------------------------------------------------------------
150
ANEXOS. ----------------------------------------------------------------------------------
151
ANEXO 1.
ANEXO 2.
ANEXO 3. -----------------------------------------------------------------ANEXO 4.
ANEXO 5. --------------------------------------------------------------------
152
154
156
160
161
Garcia de la Figal, Javier
5
Capitulo 1
CAPITULO 1
LOS COMPOSITES
Y SUS MATERIALES.
M
ateriales Compuestos o Composites son aquellos constituidos por la
combinación de dos a más constituyentes de propiedades diferentes, los que se
combinan al nivel macroscópico, no siendo solubles entre sí.
Uno de los constituyentes es la fase reforzadora y la otra, en la que se encuentra embebida,
es la matriz. Ejemplos de materiales compuestos son: el concreto u hormigón, el acero
galvanizado y los plásticos reforzados con fibras de vidrio. El empleo de los composites se
remonta a los años 2500 a.n.e. aproximadamente, en los templos de Mesopotamia, donde se
empleaban ladrillos en forma de conos de piedra martillados dentro de la pared de arcilla. El
fin era prevenir la erosión y el desgaste. Los antiguos egipcios los emplearon en las momias,
en forma de limo ligado con resinas naturales; en sus embarcaciones donde emplearon papiro
con brea; así como en maderas unidas con goma para diversos usos. Más recientemente, a
inicios del siglo XX se tiene el moderno hormigón. Pero no es hasta el año 1930 que se
inventa la fibra de vidrio, la que en unión de las resinas, dan origen al moderno composite.
Actualmente existe una amplia variedad de materiales compuestos cuya primera
clasificación, atendiendo al tipo y características del refuerzo se da en el cuadro sinóptico
siguiente. Esta clasificación constituye el resumen más general de los materiales compuestos.
Materiales Compuestos según sus Refuerzos
Garcia de la Figal, Javier
6
Capitulo 1
Partículas largas
Con
partículas.
Cerámicos
Reforzamiento por dispersión.
Orientadas
Fibras cortas
No orientadas
Con Fibras
( PRF )
Fibras largas
Alambres
De láminas
Estructurales.
Sandwich.
Composites con refuerzos de partículas largas. –
S
e trata en realidad de partículas pequeñas, con longitudes que van desde 10 mm hasta
dimensiones macroscópicas, a las que se les dice largas en esta clasificación porque se refiere
a que la unión en la interfase partícula – matriz, no es al nivel atómico ni molecular, sino que
es un fenómeno microscópico. Siendo entonces aplicable la Mecánica del Continuum. Las
partículas retienen el movimiento de la matriz en la vecindad de las partículas, cuando el
material se ve sometido a cargas externas. El mejoramiento de las propiedades depende en
primer lugar del adecuado pegado en la interfase partícula – matriz. Ejemplo de este tipo de
refuerzo son los llamados fillers comúnmente adicionados a los materiales poliméricos para
mejorar sus propiedades de resistencia y ahorrar resinas poliméricas.
Otro ejemplo de este tipo de composite es el concreto u hormigón, donde el cemento es la
fase matriz y la arena y grava son los refuerzos en forma de partículas, constituyendo un tipo
de composite muy conocido y empleado.
Cerámicos . –
os materiales cerámicos constituyen un grupo muy importante de materiales actuales, con las
Lmás
extremas prestaciones. Quizás la mejor definición de este moderno material es aquella que
los define como los obtenidos a partir de materiales no metálicos en forma de polvos o partículas,
sometidos a procesos de presión y temperaturas, como la sinterización, que los unen fuertemente
creando uniones a nivel covalente o iónico, es decir al nivel atómico. Son frecuentemente materiales
de alto punto de fusión, lo que les brinda mejores propiedades Creep y a altas temperaturas en
general. Suelen poseer además superiores resistencias al desgaste. La estructura obtenida es
Garcia de la Figal, Javier
7
Capitulo 1
cristalina, pero a diferencia de los metales no poseen paquetes planos cerrados, sobre los cuales
suelen ocurrir los movimientos de las dislocaciones. Carecen por tanto de éstas, por lo que son
mucho más frágiles que los metales.
Pueden estar constituidos por una única fase (o sea monolíticos), en cuyo caso poseen muy baja
tenacidad a la fractura. Estos tipos de materiales cerámicos son absolutamente frágiles, por lo que la
propagación de la grieta solo requiere sobrepasar la energía superficial del material. La nueva
generación de materiales cerámicos esta constituida por composites cerámicos, de 2 o mas fases
(multifases), con los que se incrementa ampliamente la tenacidad, eliminando así aquella principal
desventaja de los cerámicos monolíticos.
Composites con reforzamiento por dispersión . –
Se caracterizan porque las partículas son mucho más pequeñas (0.01 – 0.1 mm) y porque la
interacción entre las partículas y la matriz ocurre al nivel atómico o molecular, produciendo un
aumento de la resistencia similar al fenómeno conocido por Endurecimiento por precipitación.
Mientras la matriz acoge la mayor parte de la carga aplicada, las partículas impiden el movimiento
de las dislocaciones, por lo que se restringen de ese modo las deformaciones plásticas y aumentan
los límites de fluencia y de rotura, así como la dureza. El reforzamiento se produce por tanto, por
las interacciones entre las partículas y las dislocaciones dentro de la matriz. El efecto de
reforzamiento no es tan pronunciado como en el endurecimiento por precipitación clásico (como el
de los metales), pero el efecto del refuerzo se mantiene a altas temperaturas y por periodos largos,
pues las partículas se escogen de materiales que no reaccionan con la matriz.
En este tipo de composite se emplean diversos metales y sus aleaciones, reforzados con finas
partículas de materiales muy duros e inertes. Estas pueden ser metálicas o no, como distintos tipos
de óxidos, que son los más empleados. Ejemplos de este tipo de material compuesto, son las
aleaciones de Níquel con 3 % de partículas de oxido de Thoro ( ThO 2 ) adicionadas; o aleaciones
de Aluminio con la adición de partículas de óxidos de Aluminio en polvo, que da surgimiento al
material conocido como SAP. Véase el Capitulo 11 para este y otros tipos de composites de esta
clasificación.
Composites con refuerzos de fibras .-
En este tipo de composite la fase dispersa son fibras que pueden ser de diferentes longitudes y
materiales, dando vida a una amplia variedad de composites muy utilizados en la actualidad en
múltiples aplicaciones. Respecto a las longitudes de las fibras se tiene los siguientes tipos:
·
·
·
Fibras largas (Fig. 1 a).
Fibras cortas orientadas (Fig. 1 b).
Fibras cortas no orientadas, (o sea, con orientación “random”) (Fig. 1 c).
Las matrices pueden ser metálicas (Mg, Al, Ni, Ti), o no metálicas, como el carbono C, o los
diferentes tipos de polímeros, constituyendo estos últimos los muy conocidos plásticos reforzados
con fibras, PRF. En estos la unión entre sus componentes se efectúa por simple pegado entre ellos,
consistente en procesos de difusión de los átomos o moléculas de ambos componentes en sus
interfases.
Garcia de la Figal, Javier
8
Capitulo 1
a)
b)
c)
Fig. 1 . - Composites con refuerzos de fibras.
a) Fibras largas. b) Fibras cortas orientadas. c) Fibras cortas no orientadas.
(Random).
En todos los composites reforzados con fibras las propiedades dependen de la cantidad de fibras
existente en el conjunto, aumentando y mejorando las propiedades del material al incrementarse la
cantidad de fibras. Midiendo esta por su volumen relativo V f , se aplica la regla de las mezclas para
la determinación de las propiedades del composite, a partir de las de los materiales componentes.
Así por ejemplo, para determinar el modulo de Elasticidad E de un composite con fibras largas a
partir de los módulos E f y E m de las fibras y la matriz respectivamente, se aplica,
E = Ef Vf + Em Vm
Como ejemplo de composite con fibras cortas no orientadas (random), se tiene el constituido por el
Policarbonato reforzado con fibras de vidrio, cuyo modulo de Elasticidad, como en todos los
composites de fibras cortas, se calcula por,
E = K Ef Vf + Em Vm
Donde K < 1 - coeficiente de eficiencia de las fibras. Oscila entre 0.1 - 0.6.
Las propiedades de este composite se dan a continuación en la Tabla 1, comparadas con el plástico
sin reforzar, pudiendo observarse el beneficioso incremento que las fibras producen en la mayoría
de las propiedades.
Garcia de la Figal, Javier
9
Capitulo 1
Otro ejemplo de composite con fibras, que constituye un novedoso y extraordinario material es el
Carbón reforzado con fibras de Carbón, ( CC ). Surge ante la necesidad de algunas partes de los
transbordadores espaciales, como la nariz y los bordes delanteros de las alas, de materiales que
resistan temperaturas de trabajo superiores a las que soportan los composites cerámicos (1260 o C ).
Tabla 1 . - Propiedades del Policarbonato reforzado con fibras de vidrio, Random
Sin reforzar Reforzado según contenido de fibras (V f %)
20
30
40
Gravedad especifica
Limite de rotura, X’, MPa
Modulo E 1 , GPa
Elongación, %
Resistencia al impacto
(Izod), lb / in
1.19 – 1.22
59 – 62
2.24 – 2.345
90 – 115
12 – 16
1.35
110
5.93
4 - 6
2.0
1.43
131
8.62
3 - 5
2.0
1.52
159
11.6
3 - 5
2.5
Los composites de CC mantienen sus propiedades de altas resistencia y módulos de Elasticidad,
hasta la extraordinaria temperatura de 2 000 o C. Tienen elevadas resistencias Creep y relativamente
elevadas resistencias al impacto. Poseen además mínimo coeficiente de dilatación lineal, que da
muy pequeñas dilataciones térmicas, todo lo cual les brinda una baja susceptibilidad a los choques
térmicos. Su desventaja consiste en su rápida oxidación a altas temperaturas, lo que se reduce
empleando recubrimientos de carburos de Silicio, SiC. Es además un material altamente costoso y
de difícil tecnología de fabricación.
Composites Estructurales . –
Este tipo de composite esta conformado por varias laminas superpuestas y firmemente pegadas
entre si, cada una de ellas con resistencias diferentes en sus ejes ortogonales (Fig. 2). El ejemplo
mas conocido es el playwood (Fig. 2 a), constituido por el pegado de diferentes laminas de madera,
con orientaciones diferentes de las fibras en sus direcciones ortogonales. Es del tipo de lámina. Un
2do tipo son los composites conocidos como sandwich (Fig. 2 b), constituidos por 2 fuertes laminas
(o laminados) en las partes externas del panel (las caras), separadas por un material menos denso, el
alma, de menor rigidez y resistencias. Las caras pueden ser de diferentes materiales: aleaciones de
Aluminio, PRF, Titanio, acero o playwood. El alma puede ser de polímeros expandidos (“foam”),
gomas sintéticas, cerments inorgánicos y la madera “balsa”. Muy popular es la estructura sandwich
conocida por “honeycomb”, cuya alma esta formada por células hexagonales interconectadas entre
sí, con sus ejes orientados en dirección perpendicular al plano de las caras (Fig. 2b). Su material
puede ser similar al de las caras, pero más frecuentemente es un polímero expandido (“foam”).
En este texto se hará referencia fundamentalmente a los composite de plásticos reforzados
con fibras, o sea los denominados PRF. En el Capitulo 11 se estudian algunos de los
principales materiales compuestos con reforzamientos de partículas, así como con fibras pero
de matrices no poliméricas.
Materiales empleados en los Composites.
Reforzadores.
Los reforzadores de los diferentes tipos de composites, pueden presentarse en
Garcia de la Figal, Javier
10
Capitulo 1
diferentes formas, tales como partículas muy finas, es decir polvos, que ha dado paso a la
Metalurgia de los polvos y de los materiales cerámicos; de partículas de mayores dimensiones,
llamadas ‘largas’; de fibras; o de alambres. Las partículas a su vez pueden ser:
b)
a)
Fig. 2 . - Materiales compuestos Estructurales.
a ) De laminas. b ) Sandwich.
.
·
Partículas y polvos.- Son elementos de pequeñas dimensiones, empleados para mejorar
determinadas propiedades. Cuando se emplean con polímeros, son conocidos como fillers y
se presentan en forma de polvos. Pueden ser también de materiales cerámicos, los que
pueden emplearse tanto como reforzadores como matrices de los composite. Como
reforzadores se emplean en matrices metálicas así como en las no metálicas, siendo los
materiales mas empleados en esta función: los óxidos (Al2O3, SiO2, los más baratos y
usados), carburos (SiC), nitruros (BN) y los sulfuros. También son empleados variados
elementos químicos como: Si, Ni, Ti, Al o W. Ejemplos de compuestos cerámicos:
Partículas de aluminio en gomas; o carburos de silicio en aluminios. Y ejemplo de material
con partículas de refuerzo “largas”es el muy conocido hormigón: la unión de gravilla y
arena junto con el cemento.
·
Hojuelas.- Empleadas para incrementar la resistencia a flexión de las placas y vigas. Se
trata de polvos en forma de hojuelas, de espesores tan finos como 0.01 – 0.1 mm. Pero son
difíciles de orientar y hay pocos materiales que se prestan a su uso (vidrio, mica, Al2O3).
Las fibras.- Consisten en hilos muy finos (“pelos” o filamentos), con diámetros que oscilan entre 10
y 400 mm, que pueden ser de longitudes pequeñas o largas. Cuando son largas, se agrupan de
forma torsionada, para formar un fino cordón; o sin torsionarse, formando un apretado haz. Así se
tienen las fibras redondas y las rectangulares, respectivamente. Pueden ser también fibras cortas
dispuestas aleatoriamente (por ejemplo los tejidos Mat o Chopped); o de forma orientada, Fig. 1.
Los materiales más empleados en forma de fibras son: el vidrio, el grafito (C), la aramida y el boro
(B). Con matrices metálicas se emplean en forma de fibras algunos elementos puros, sobre todo el
Garcia de la Figal, Javier
11
Capitulo 1
grafito (C) y el boro (B), así como algunos materiales cerámicos, tales como óxidos (Al2O3) o
carburos (SiC).
Los alambres permiten incrementos grandes de las propiedades del material, pues se emplean
materiales muy resistentes en el alambre, tales como aceros de alta resistencia, el berilio (Be), o
metales de alta temperaturas de fusión y de recristalización, como el Wolframio (o tungsteno W), o
el molibdeno Mo. Estos tipos de alambres se emplean fundamentalmente con matrices metálicas.
Un caso muy conocido de este tipo de composite es el hormigón armado, en que se emplean
alambres de acero de bajo Carbono junto con arena y gravilla como refuerzos, en una matriz de
cemento.
Matrices.
Los materiales más empleados como matrices en los composites, son los siguientes.
·
Polímeros. Tales como el poliéster, epoxy, uretano, resinas fenólicas, poliamida (o Nylon),
el policarbonato y otros.
·
Metales. Aceros, Aluminios, aleaciones de Magnesio, de Titanio, y el Níquel y sus
aleaciones. Poseen mayores propiedades elásticas, resistencias al desgaste y a la fatiga que
los polímeros; así como mayores temperaturas de servicios que ellos, junto con una buena
insensibilidad a la humedad.
·
Cerámicos. Se trata de materiales tales como la alúmina (Al 2 O 3) o el Silicato de CalcioAluminio, reforzados con fibras de carbono o con carburo de Silicio (SiC). Son empleadas
para trabajar a muy altas temperaturas; siendo además muy resistentes al desgaste. Aunque
por su menor tenacidad, resisten poco las cargas de impacto.
Los Plásticos Reforzados con Fibras, PRF.
Ventajas de los composites de PRF.·
Alta estabilidad de sus dimensiones ante grandes variaciones de temperaturas. En satélites
artificiales, resisten variaciones desde – 160 hasta + 940 C. Esto se logra con coeficientes
-7
de dilatación lineal del orden de a = 1.8 * 10 [ m / m / 0C], o sea muy cercanos a cero.
·
Altas resistencias a la corrosión, ante la acción de diversos agentes.
·
Aceptables resistencias a cargas de impacto, aunque inferiores a las de los metales.
·
Mayores:
Módulo de Elasticidad específico = E / r
Resistencia específica = sR / r , que otros muchos materiales de
ingeniería.
(Donde sR es el límite de rotura del material, E el módulo de elasticidad y r la densidad).
Los altos módulo y resistencias específicas son de las más apreciadas cualidades de los
composites de PRF, en comparación con los materiales tradicionales, e incluso con los
composites de matrices metálicas, actualmente existentes. Vea el ANEXO 1 y
en especial la Fig. A 1 2 del mismo.
Tabla 2. Módulos y resistencias específicas, de varios materiales.
Garcia de la Figal, Javier
12
Capitulo 1
E / r [GPa-m3/ kg]
0.1131
0.02144
0.06
0.0131
0.02652
0.02652
·
sR / r
kg]
[MPa-m3/
0.9377
0.5900
0.2331
0.0490
0.08309
0.1061
Material.
Lámina Unidirec. Grafito/epoxy.
Lámina Unidirec. Vidrio/epoxy
Lámina Croos-ply Grafito/epoxy
Lámina Croos-ply vidrio/epoxy
Acero
Aluminio.
Son fuertes aislantes térmico y eléctrico. Gran amortiguamiento vibratorio.
Desventajas de los composites de PRF.·
·
·
Altos costos de fabricación en comparación con los materiales de ingeniería tradicionales.
Por ejemplo, la obtención por medio de laminación de una placa de grafito / epoxy cuesta
10 - 15 veces el costo de los propios materiales base. Una placa de este composite puede
costar en total, unos $650 - 900 / kg. Las de fibras de vidrio, sin embargo son menos
costosas y más competitivas con los materiales tradicionales.
Mayor complejidad de las propiedades mecánicas, lo que provoca una mayor complicación
en la obtención de las propiedades necesarias para los cálculos y diseños de las piezas.
Mientras el acero requiere de hasta 4 propiedades mecánicas para los cálculos de
resistencia, los composites necesitan 9, según se verá más adelante.
·
Carecen de una alta combinación de resistencia con tenacidad, como la que presentan los
metales. Esto los hace menos resistentes a las cargas de impacto, que aquellos.
·
Menores módulos de Elasticidad que el acero, por lo que son menos rígidos (Tabla 3).
Esta es una de sus principales desventajas frente a los aceros.
·
En principio pobre unión matriz – fibra, lo que puede generar delaminación, separación o
deslizamiento entre ellos. Sobre todo con fibras de carbono (C ) o de boro (B). Aunque esto
se resuelve con tratamientos especiales en las fibras.
·
Temperaturas de trabajo no elevadas (100 – 200 0C, dependiendo de la matriz).
En el caso de laminados del tipo Croos - ply (u ortogonales), se logran iguales propiedades en sus
dos direcciones ortogonales, comparables con las de los mejores aceros. Es decir, que si bien es
cierto que el material compuesto de por sí es poco rígido, con su adecuada elaboración en varias
capas formando un laminado, así como con soluciones constructivas adecuadas, se logran rigideces
y resistencias del orden de los aceros. Para una tabla más amplia de propiedades típicas de láminas
de composites de PRF, véase el ANEXO 5.
Garcia de la Figal, Javier
13
Capitulo 1
Tabla 3. Propiedades mecánicas comparativas de láminas.
X [MPa]
X’ [MPa]
E1 [GPa]
E2 [GPa]
resistencia resistencia longitudinal transversal
longitudinal transversal.
1500
40
181
38.6
1062
31
10.3
8.27
1500
1500
206
206
Material.
Lámina
Unidirec.grafito/epoxy
Lámina Unidirec.
de vidrio/epoxy
Acero Margaring
Empleo de composites de PRF en la década 1990 - 2000.
Área de empleo
Aeroespacial – militar
Equipos de negocios
Construcción
Productos de consumo
Equipos resistentes a corrosión
Eléctrico / electrónico
Marina
Transportación
Otros
% de empleo.
0.76
5.22
20.00
5.8
12.5
10.00
11.80
31.00
2.12
Los materiales reforzadores usados con las matrices poliméricas.
1) El Vidrio. Posee las siguientes características generales en comparación con las otras fibras.
·
·
·
·
Altas resistencias
Bajo costos
Alta resistencia a la acción de varios productos químicos
Aislante térmico y eléctrico.
Los tipos de vidrios más conocidos son los siguientes.
E-glass. Conocido como el vidrio Pirex. Empleado inicialmente sólo para aplicaciones eléctricas y
en productos decorativos, es actualmente muy empleado como reforzador, por su buena
combinación de resistencias mecánica y química, tal como una buena resistencia a la intemperie.
S-glass. Caracterizado por un mayor contenido de Silicio en su composición, lo que le da mayores
resistencias a altas temperaturas y a la fatiga; así como mayor rigidez. Es también el de mayor costo
de todos, siendo usado en la construcción de fibras de altas resistencias.
Garcia de la Figal, Javier
14
Capitulo 1
D-glass. Vidrio de baja densidad, con propiedades dieléctricas. No es empleado en composites.
A-glass. Alto acabado y apariencia, pero con pobres propiedades térmicas y químicas. Es empleado
en los múltiples artículos de vidrio de uso cotidiano, como las ventanas; no se emplea en fibras.
2 ) Grafito. El grafito cristalino es la fase más estable del Carbono. Como se sabe, en forma
cristalina se tiene también al diamante. El grafito se diferencia del Carbón en su mayor contenido
de Carbono: 99%, contra 93 – 95 % en el Carbón, es decir que es carbono casi puro. En forma
natural, sin embargo, el grafito raramente se encuentra en forma cristalina, sino en forma amorfa. El
grafito cristalino es difícil de hallar en forma pura en los depósitos, encontrándose mas
frecuentemente asociado con las impurezas de los cuarzos y con los silicatos.
Para aplicaciones industriales se han desarrollado nuevos tipos de grafitos, casi todos en forma de
fibras a partir del poliacrilonitilo, las que se conocen como fibras de Grafito PAN. Junto con las
altas rigideces poseen las más elevadas resistencias mecánicas. El grafito HT (o tipo II) es de alta
tenacidad, y fue la primera fibra de grafito de este tipo desarrollada, a partir de la cual han surgido
otros 2 tipos: el HM (o tipo I), de alto módulo y por tanto mayor rigidez, pero baja resistencia al
impacto; y el HST (tipo III) con alta resistencia y tenacidad, que combina lo positivo de las 2
anteriores. La diferencia en costos entre ellos es importante. El grafito HT es el más barato,
costando unos $27 / kg; el grafito HST cuesta $37 – 50 / kg; y el HM, el más caro, alrededor de
$100 / kg. Véase las Tablas A-5-3 y A-5-4 del Anexo 5 para sus propiedades.
Estos tipos de grafitos poseen mejores propiedades generales que los vidrios, tales como: mayores
resistencias mecánicas, módulos elásticos y resistencia a fatiga, junto con menor coeficiente de
expansión térmica. Sin embargo tienen mayor costo, menor resistencia a impactos y elevada
conductividad térmica. Además, requieren de varios tratamientos superficiales, recubrimientos y/o
de aditivos para mejorar su compatibilidad con las resinas y su resistencia a la abrasión.
El Carbono en sus diferentes formas merece un estudio más detallado. Es una sustancia
ampliamente conocida y empleada desde la Antigüedad. Son muy conocidos el Carbón mineral y el
Carbón vegetal, ambos muy empleados desde entonces por sus altos valores calóricos. Pero en los
ultimas décadas han surgido nuevos tipos de Carbonos con asombrosas aplicaciones medicas e
industriales. Para aplicaciones medicas se tienen los Carbonos poliméricos obtenidos de la
carbonización de una amplia variedad de sistemas orgánicos, como los ámbares o los polímeros de
monómeros que contienen grupos aromáticos (o sea, las resinas fenolicas). En este sentido se han
desarrollado los denominados Carbonos vítreos, los pyroliticos y los grafitos cerámicos, que han
encontrado múltiples aplicaciones biomédicas. Todos son obtenidos de la deshidratación de las
resinas de fenol – formaldehído. Todos con excelente biocompatibilidad con los tejidos y materiales
biomédicos y con elevadas rigideces y resistencias, aunque esta ultima inferiores a los grafitos
industriales.
Una de las principales diferencias entre el carbono vítreo y el grafito cerámico es la
extremadamente menor permeabilidad del primero, que en atmósfera de Helio llega a ser hasta 13
veces menor. Es especialmente inerte a la oxidación y muy estable frente a sustancias como los
fluoruros de calcio, peróxidos alcalinos y gran variedad de ácidos. Esto lo ha hecho indicado como
material biomédico, habiendo tenido aplicaciones ortopédicas, y percutaneas.
Los carbonos pyroliticos poseen también muy elevadas resistencias y rigideces, por lo que tienen
también aplicaciones biomédicas. Son especialmente compatibles con la sangre y proveen una
extremadamente adhesiva interfase epitelio – Carbón. El grafito pyrolitico en forma de fibras muy
Garcia de la Figal, Javier
15
Capitulo 1
finas (2 mm de espesor), llega a ser un componente muy flexible, teniendo exitosas aplicaciones
como sustitutos de tendones y ligamentos, con una buena integración con los tejidos vivos.
En 1983 se desarrollo un método de transformación del carbono amorfo en grafito cerámico
(cristalino), con nuevas propiedades, que ha encontrado variadas aplicaciones biomédicas. Por
ejemplo, en forma de recubrimiento se emplea como material trombo resistente.
Grafitos en forma coloidal, es decir una mezcla de grafito y resina alkyd, poseen muy bajas
densidades, por lo que se aplican como reemplazo de tejidos animales. Como puede observarse, el
carbono en las diferentes formas que se han ido obteniendo tiene en la actualidad muchas y variadas
aplicaciones industriales y biomédicas.
3) Aramida. Es una poliamida aromática, es decir un material de tipo orgánico, compuesto de
Carbono, Hidrógeno, Oxígeno y Nitrógeno. Se caracteriza por poseer una baja densidad, menor
costo y alta resistencia al impacto, que constituyen sus principales ventajas frente al grafito. Su
resistencia mecánica es sólo algo inferior a la de éste. Son sin embargo degradables bajo el Sol
y tienen baja resistencia a la compresión. Nombres comerciales de estas fibras son: el Kevlar
desarrollado por la Dupont; y el Arenka de la firma AKZO, más recientes. El Kevlar 29 ( y el
Arenka D930 ), poseen un módulo de elasticidad E = 125 GPa; mientras que el Kevlar 49 ( y
el Arenka D900 ), tienen un E = 70 GPa.
Tanto el grafito como la aramida, son materiales distintivamente ortotrópicos (véase la Tabla 6 en
el Capítulo 4), poseyendo una característica muy importante para algunas aplicaciones: el
coeficiente de expansión térmica a, difiere según la dirección analizada. Así, poseen valores de este
coeficiente negativos en la dirección del eje de las fibras, mientras que es positivo en el eje
perpendicular a esa dirección. Este coeficiente resulta, por tanto, ortotrópico en el composite, y con
una adecuada selección de la dirección de las fibras y de la cantidad de resina y fibra, puede
controlarse su valor, llegando a hacerse muy cercano a cero. Esto significa que el composite no se
dilatará ante cambios de temperaturas, incluso grandes, evitando así los esfuerzos adicionales que
estos cambios producen en la mayoría de los materiales.
4)
El Boro. Es un material que posee un módulo de elasticidad mayor que todas las fibras
anteriores. Por ello se emplea en aplicaciones donde se requiera muy alta rigidez. Pero
debido a su alto costo y a los problemas relacionados con su manipulación, es poco
empleado en los composites de PRF, no así en los composites de matriz metálica.
Los materiales no metálicos usados como matrices (resinas poliméricas).
1) Resinas epóxicas. Son de las más empleadas, siendo un plástico termoresistente. Estos se
caracterizan porque luego de curados son insolubles y no pueden refundirse, pues sus
cadenas orgánicas quedan rígidas y fuertemente unidas. Esto les brinda mayores
propiedades mecánicas. Las resinas epóxicas son empleadas junto con el grafito o la
aramida como reforzadores, aunque también con el vidrio (E ó S).
Garcia de la Figal, Javier
16
Capitulo 1
2) Resinas poliésteres. En sus variantes no saturadas, son también plásticos termoresistentes,
aunque con algo menores propiedades mecánicas y químicas que las epóxicas. Sin embargo
son de mucho menor costo y más fácil manipulación y moldeo. Son empleadas casi exclu sivamente con el vidrio como reforzador, teniendo mayor compatibilidad con el vidrio E.
3) Las resinas fenólicas, poseen buenas resistencias mecánicas, pero la unión con las fibras
deja que desear, lo que limita mucho su uso. Son también termoresistentes.
Los plásticos del tipo termoplásticos, por otro lado, (la poliamida o Nylon, el polipropileno, la
polieterétercetona o PEEK, y el policarbonato, que son los más empleados en composites), poseen
uniones débiles entre sus moléculas, por lo que son reconformables repetidamente a altas
temperaturas, pero tienen pobres propiedades mecánicas. Por esto último los termoplásticos son en
general menos empleados en los composites. A continuación se dan algunas características
comparativas de estos 2 grupos básicos de plásticos.
Termoplásticos
Termoresistentes o Termoestables._________
Fluyen bajo presión y calor. O sea,
Se descomponen más fácilmente bajo el calor.
son más fáciles de reparar.
Pueden ser reprocesados _______________ No pueden reprocesarse.
Mayor temperatura de fabricación. _______ Menor temperatura de fabricación.
La viscosidad los hace difíciles de procesar.__ Más fáciles de procesar y moldear.
Excelente resistencia a solvencias. _________ Baja resistencias a solvencias.
Vida prácticamente ilimitada.. ___________ Vida menor, limitada.
Si se comparan las propiedades de un composite con policarbonato como matriz (plástico
termoplástico, Tabla 1), con las de otro con resina epóxica (termorresistente, Tabla 3), puede verse
la mayor resistencia X de este ultimo, dado por las mejores propiedades mecánicas de las resinas
termorresistentes. Las rigideces, sin embargo, pueden llegar a ser equivalentes.
Las resinas requieren de la adición de catalizadores (llamados también endurecedores) y de calor,
para acelerar el proceso de polimerización o curado durante la conformación del laminado de
composite. Los resinas poliésteres requerirían de anos para su curado a temperatura ambiente, pero
con un catalizador (el “methyl ethyl kethone epoxide”), se inicia el proceso, el que a continuación
genera el necesario calor para acelerar las reacciones químicas del mismo. De este de modo alcanza
su resistencia total al cabo de las 24 horas. Las resinas epoxicas requieren junto a la adición del
catalizador, de un calentamiento a unos 120 o C. El calor es necesario porque el proceso de curado
genera la condensación de agua, la que requiere ser convertida en vapor para ser eliminada.
Tabla 4. Algunas propiedades mecánicas de los materiales de los Composites.
Garcia de la Figal, Javier
Materiales.
E [GPa]
sR [MPa]
Grafito HT *
Kevlar 49 *
Vidrio E *
Vidrio S *
241
131
72
85
2700-3500
2800-3400
3400-3500
4400-4600
17
Capitulo 1
Epoxy
3.79
83
* Se trata de fibras. Los valores de sR de ellas, son sólo inmediato después a su fabricación.
Compatibilidad entre matrices y reforzadores.
se aprecia de la Tabla 4, las propiedades de resistencia y rigidez de las fibras son
Como
por lo general, mucho más elevadas que las de las matrices polimericas. Esto explica por
qué los refuerzos brindan la resistencia y rigidez al composite, mientras que la matriz hace la
función fundamental (aunque no única), de elemento de unión o aglutinante. No obstante, ésta tiene
otras importantes funciones, tales como: prevenir la abrasión mecánica de las fibras, trasmitir los
esfuerzos entre ellas, y en láminas unidireccionales determinar las propiedades transversales del
composite, pues las fibras unidireccionales casi no ejercen función en su sentido transversal. Las
propiedades de la lámina de composite quedarán, por tanto entre las de sus 2 constituyentes, como
puede verse esquemáticamente en los diagramas de tracción de una lámina de composite y de sus
componentes, en la Figura 3.
La esencia del problema reside en que el conjunto matriz – fibra bajo cargas, se comporta como un
sistema estructural en paralelo, en el cual la distribución de las cargas externas entre los
componentes ocurre de forma directamente proporcional a la rigidez de cada uno de ellos. De modo
que el elemento de mayor rigidez (las fibras, según se observa de la Tabla 4), serán las que siempre
“absorberán” la mayor parte de las cargas externas, que es lo adecuado por ser las de mayor
resistencia también. Pero a su vez, el proceso de alargamiento conjunto de ambas fases bajo cargas,
debe producirse de modo que las deformaciones de los 2 componentes permanezcan iguales,
garantizándose así que el proceso ocurra sin separación ni deslizamientos entre ellas. O sea, que se
cumpla en todo momento que,
em = ef
donde:
e m - deformación de la matriz.
e f - deformación de la fibra.
De modo que finalmente, la primera de las 2 fases que alcance su deformación de rotura (e Rf o
e Rm), se romperá y hará fallar a todo el composite. Como se ve son las deformaciones de los
componentes lo realmente determinante en la resistencia de los materiales compuestos reforzados
con fibras.
En este sentido, estos materiales compuestos pueden agruparse en 2 tipos muy importantes,
atendiendo a la rigidez de la matriz. Así, algunos plásticos termoestables al ser empleados como
matrices se denominan como “matrices rígidas”, por poseer módulos de Elasticidad E m
relativamente altos, lo que hace que la deformación de rotura de la matriz e Rm sea menor que la
deformación de rotura de la fibra e Rf, según se ve en la Fig. 3 b). Es decir cumplen con la
condición:
e Rm < e Rf
rígidas”.
Garcia de la Figal, Javier
18
Condición con las “matrices
Capitulo 1
Por ello son composites caracterizados porque el fallo está controlado por la matriz, y es éste el
primer componente que rompe, luego de lo cual falla todo el composite (Fig. 3 b).
Contrario al otro grupo de composites de fibras, en que la matriz es “dúctil”, al poseer módulos E m
menores, muy bajos (Fig. 3 a), con deformaciones e Rm grandes, en los que se cumple,
e Rm >
e Rf
Condición con las “matrices dúctiles”.
Son entonces composites donde el fallo está controlado por las fibras, siendo es el caso del empleo
como matriz de algunas resinas termoresistentes, como las epóxicas y las poliésteres, casi todas las
termoplásticas, así como las matrices metálicas. En ellas lo primero que rompe del composite es la
fibra, que es entonces la causante del fallo total.
s
a)
s
t
s
b)
Fibra
s
f
X
Fibra
t
f
Composite
Composite
X
t
sm
Matriz
s mt
e R Em
Matriz
f
0
e
R
f
eR
c)
s
m
e
0
R
em
e fR
Fibra
crit
st
f
Vf
s tm
> Vf
Composite
X
Matriz
0
eR
eR
f
e
m
Fig. 3.- Diagramas de tracción de una lámina de Composite con fibras y sus componentes.
a) Composite de “matriz dúctil”, adecuadamente diseñado. b ) Composite de "matriz frágil”.
Garcia de la Figal, Javier
19
Capitulo 1
c ) Composite con ”matriz dúctil”, pero con Vf < Vfcrit : un mal diseño.
stm - límite de rotura de la matriz. stf - límite de rotura de la fibra. e Rf - deformación de
rotura de la fibra. e Rm - deformación de rotura de la matriz. X - límite de rotura del composite.
Em -módulo de elasticidad de la matriz.
Todas estas propiedades son en la dirección de las fibras.
En la Fig. 3 a ) se representan los diagramas de tracción de un composite con fibras y sus
componentes, con “matriz dúctil”, mientras que en la Fig. 3 b) con “matriz frágil”, en los cuales se
ve como la fase de menor deformación de rotura e Rf o e Rm respectivamente, es la que controla la
rotura del composite. De esos diagramas puede observarse también una de las características más
distintiva de todos los composites de matrices poliméricas: la baja rigidez resultante del composite,
alejada de las altas rigideces de las fibras. En la Fig. 3 c) se muestran los diagramas de una lámina
inadecuadamente diseñada, en donde la resistencia a tracción X del composite queda menor que la
de la matriz stm. Esto es debido a un mal diseño del material compuesto, dado porque V f < V crit (V f
– volumen relativo de fibras), lo que lleva a ese valor tan bajo de la resistencia resultante. En el
Capítulo 4 se estudian estos diagramas y situaciones con todo detalle.
Debe observarse de la Tabla 4 y la Fig. 3, que las rigideces de las matrices polimétricas son
siempre muy inferiores a las rigideces de las fibras reforzadoras usualmente empleadas, es decir,
E m << E f
Por lo que el concepto de “matriz rigida” o “dúctil” se hace comparando las rigideces entre los
distintas matrices, pero se trata en todos los casos relacionados con matrices poliméricas de
materiales muy dúctiles comparados con las fibras comúnmente empleadas. Existen no obstante,
materiales compuestos fundamentalmente con reforzadores en forma de partículas, en que se
cumple exactamente lo contrario,
E m >> E f
Se trata de composites en los que la unión de las fases es mucho mas fuerte. Es el caso de varios
materiales cerámicos refractarios, que mantienen sus elevadas propiedades incluso a altas
temperaturas; y de los materiales porosos, en los que los poros pueden considerarse como la fase
“reforzadora”, que al estar llenos de aire hacen que E r = 0.
En los materiales compuestos donde el aumento de las propiedades ocurre con reforzamiento por
dispersión, las partículas son muy pequeñas, es decir son en forma de polvos. La carga externa es
tomada por la matriz, mientras que las partículas dispersas ofrecen la resistencia al movimiento de
las dislocaciones durante el trabajo bajo carga, por lo que dificultan el desarrollo de las
deformaciones plásticas. Por esta razón las resistencias y otras propiedades de estos composites
dependen de la estructura de las dislocaciones formadas durante las deformaciones plásticas
surgidas en el proceso de elaboración del composite. El mismo se comporta de hecho, como un
material con inclusiones en su interior. El efecto de endurecimiento puede desaparecer al ser
sometido a tratamientos térmicos, por el crecimiento o disolución de la fase precipitada.
Garcia de la Figal, Javier
20
Capitulo 1
En el caso de los composites reforzados con fibras la resistencia es grandemente dependiente de la
unión entre las fibras y la matriz. Para una fuerte unión entre estos componentes, ante todo se
requiere asegurar un contacto perfecto (sin suciedades, gases, ni otras inclusiones), entre las
superficies en contacto. Los materiales compuestos están relacionados con sistemas sin equilibrio
termodinámico, por lo cual se requiere de la ocurrencia de al menos uno, de 3 posibles y necesarios
procesos de unión en las interfases entre fibras y matrices: la adhesión mecánica, las reacciones
químicas y el pegado o difusión. Estos procesos pueden ocurrir tanto durante la manufactura del
composite, como durante la operación o trabajo posterior del mismo, y es imprescindible la
ocurrencia de al menos uno de ellos, para la creación de una adecuada interfase fibra – matriz. De
este modo se garantizara la adecuada transmisión de las cargas y los esfuerzos entre ellas.
Para lograr esa fuerte y segura interfase es esencial la creación de una buena unión entre sus
componentes, para lo cual a su vez es importante que ocurra alguno de los procesos anteriormente
descritos entre los materiales del composite. En aquellos formados por materiales metálicos, la
fuerte unión entre fibras y matriz se efectúa fundamentalmente a través de reacciones químicas
entre los componentes, lo cual lleva a la formación de una fina capa (de 1 – 2 mm de espesor) en la
fase intermetálica, estable, resistente y segura. Si la fibra y la matriz tienen dificultades para
interactuar adecuadamente, hay que aplicar algún tipo de recubrimiento a las fibras, para garantizar
la necesaria unión química con la matriz.
En composites de base no metálica (como los PRF), la unión entre sus componentes se efectúa
fundamentalmente por simple pegado entre ellos, consistente en procesos de difusión de los átomos
o moléculas de ambos componentes en su interfase. Las fibras de vidrio, que son formadas a base
de sílice ( SiO2 ), son higroscópicas, es decir absorben agua con facilidad, la que siempre esta
presente en ellas. Esa humedad dificulta el proceso de pegado con la matriz polimérica y debilita la
unión. Para contrarrestarla, se requiere del uso de un agente acoplante que permita la adecuada
unión aun ante la presencia del agua, tal como el “tri-ethoxy-silano” que es el mas usado. Por otro
lado, el calor acelera el proceso de polimerización de la resina, ayudando además a la eliminación
del agua en forma de vapor. Para generarlo y acelerar el curado del polímero, durante el proceso de
impregnación de las fibras se adiciona un catalizador, produciéndose entonces un proceso de
polimerización exotérmico. El calor que se genera durante la polimerización de las resinas
poliésteres luego de la adición del catalizador, es suficiente para acelerar el proceso y junto con el
agente acoplante, producir la adecuada unión con las fibras de vidrio; en las resinas epoxicas junto
con la adición del catalizador y el agente acoplante, se requiere de un calentamiento a unos 120o C,
para la aceleración del proceso y la adecuada evacuación del vapor de agua.
Las fibras de boro, grafito y las cerámicas, sin embargo, poseen pobre capacidad de difusión con las
matrices, por lo que suelen requerir de tratamientos superficiales especiales (el “etching”, el
“whiskering” u otros), para mejorar esta importante característica. Se trata pues de adicionar a la
pobre unión de estas fibras por pegado, procesos de adherencia mecánica y pueden solicitarse con
estos tratamientos. El “etching” consiste en la creación artificial de rugosidades en la superficie de
las fibras para mejorar su adherencia mecánica.
El “wishkering” es un proceso que transforma las fibras en filamentos de muy pequeño diámetro,
llamados cristales filamentosos y conocidos como “wishkers”, constituidos prácticamente por un
solo cristal, de modo que no presentan ningún tipo de cavidad, vacío o fallo interno. Esto les brinda
una muy superior resistencia y una mejor unión fibra – matriz, aumentando así considerablemente
las propiedades del composite. De hecho es el tipo de fibra más resistente que existe. Por ejemplo,
las fibras de boro producidas por “wishkering”, son conocidas como borsic. Su empleo sin
embargo, esta muy limitado por su elevado costo.
Garcia de la Figal, Javier
21
Capitulo 1
Acerca de la compatibilidad entre los distintos tipos de materiales de fibras y matrices poliméricas,
véase el Tabla 5, en donde puede apreciarse como las resinas epóxicas son compatibles con un
mayor número de materiales, por poseer precisamente la mejor unión con ellos. Para un estudio más
completo de los distintos tipos de composites, véase el Capítulo 11. En las Tablas 6 y 7 del
Capítulo 4 y en las Tablas A 5 3, A 5 4 y A 5 5 del ANEXO 5, se dan las propiedades de algunos
de los principales materiales empleados como fibras y como matrices.
El factor económico.
Hay 2 aspectos en la selección y empleo de los materiales compuestos que hay que considerar en
primer lugar, y que en la practica inciden tanto como sus ventajas en la decisión de su empleo.
Se trata del factor económico y el de las tecnologías de fabricación. Si bien con los composites se
logran materiales de muy altas propiedades físicas y mecánicas y otras características ventajosas,
sus precios son en la mayoría de los casos también elevados, sobre todo comparados con los
materiales más tradicionales, como por ejemplo los aceros de bajo Carbono. A continuación se hará
un breve análisis del aspecto económico, referido a los precios.
Para ello definamos el parámetro c como,
c = precio por unidad de masa del composite
.
precio por unidad de masa del acero de bajo C
Se tiene entonces la siguiente comparación económica entre diferentes opciones de materiales
ligeros modernos, más o menos ‘equivalentes’ al menos desde el punto de vista de poseer elevadas
resistencias, prestaciones y menores pesos que los aceros. El acero 4340 es de elevada resistencia y
se da como referencia.
c
Acero 4340
Temple y revenido
5
PRFV
V f = 60 %
40
2024 – T6
Aleación de Al
15
PRFCarbón
V f = 65 %
80
Ti-6 Al-4 V
Aleación de Ti
110
De aquí el especialista puede obtener algunos criterios relacionados con los precios, para decidir
sobre la más adecuada selección entre estos materiales ligeros. Que son por cierto, algunos de los
más modernos materiales ligeros empleados actualmente como elementos estructurales.
Tabla 5 . - Compatibilidad entre fibras y resinas.
Garcia de la Figal, Javier
22
Capitulo 1
Fibras
Aramida
Polietileno
Vidrio S
Vidrio E
Vidrio R/S
Grafito HT
Grafito HST
Grafito HM
Resina
Term oestable
Term oplásti cas
Poliés- Epoxy Fenó- Vinilés- Polymi Polipro- Polia- PEEK Polieterlicas
teres
da
pileno mida
sulfona
ter
0
0
+
+
0
-
+
0
+
0
0
+
+
+
+
+
+
0
+
+
+
+ Adecuado, muy empleado.
+
0
+
+
0
+
+
0
+, 0
-
+
+
0 Posble, poco empleada.
0
+
+
+
+
+
+
0
+
0
0
+
+
+
+
- Inadecuada
Vinilester y el PolyVinilester (PVE), son de la firma Dow Chemical.
PEEK es el nombre comercial del PolyEtherEtherKetone, de la firma Victrex – PEEK – ICI.
Garcia de la Figal, Javier
23
Capitulo 1
CAPÍTULO 2.
PROPIEDADES ELASTICAS DE UNA LÁMINA.
L
ámina.- En este texto entenderemos por lamina de composite a una placa de material
compuesto, generalmente de espesor muy fino ( < = 1 mm). Debe recordarse también que desde el
punto de vista estructural, una placa o una bóveda son elementos estructurales caracterizados
porque 2 de sus dimensiones son mucho mayores que la tercera, es decir que el espesor.
Laminado.- Es un conjunto de láminas colocadas una encima de la otra, en la dirección del espesor,
y fuertemente unidas entre sí, por la matriz.
La lámina está constituida por la matriz y el reforzamiento. A pesar de poder ser la matriz
isotrópica, (como en la mayoría de los materiales empleados como tales), si el reforzamiento no lo
es (los casos del aramid y el grafito), la lámina quedará con algún tipo de anisotropía. Pero in-
Fig. 4.- Esquema de un laminado.
cluso si el refuerzo es isotrópico (como los vidrios) cuando se emplean en forma de fibras o
alambres, debido a su ubicación en la lámina ésta quedará siempre con anisotropía en alguna
dirección. O sea que en general los composite con refuerzos de fibras o alambres no son isotrópicos.
Ley de Hooke para diferentes tipos de Materiales.-
E
s conocido que en un material isotrópico sometido a un estado tensional lineal, la Ley de Hooke
toma la forma siguiente,
σ = E*ε
En un estado tensional plano,
García de la Figal, Javier.
25
Capitulo 2
σx = E * εx / (1 - ν2) + E * ν ∗ εy / (1 - ν2)
σy = E * ν ∗ εx / (1 - ν2) + E * εy / (1 − ν2)
τxy = (1 − ν) ∗ γxy / [2 ( 1 - ν2)]
O sea que sólo se necesitan 2 propiedades elásticas: E y ν, de las cuales puede obtenerse G, ya que,
G = E / 2 (1 + ν)
Donde:
ν - Coeficiente de Poisson.
G - Módulo de distorsión.
E- Módulo de elasticidad.
Finalmente, en un estado tensional volumétrico, la Ley de Hooke viene expresada de forma
matricial como,
σx
σy
σz
τxy
τxz
τyz
= E / (1 - ν2)
1
ν
ν
0
0
0
ν
1
ν
0
0
0
ν
0
0
0
ν
0
0
0
1
0
0
0
0 (1 − ν)/2
0
0
0
0
(1 − ν)/2
0
0
0
0
(1 − ν)/2
∗
εx
εy
εz
γxy
γxz
γyz
( 1II )
De donde puede observarse que no surgen vínculos entre los esfuerzos normales y los tangenciales.
La matriz de 6 * 6 en la parte central de la expresión anterior, es la Matriz de Elasticidad. De igual
manera, puede plantearse el sistema de ecuaciones anteriores de forma inversa o sea,
εx
εy
εz
γxy
γxz
γyz
=
1/E
1
-ν −ν 0 0 0
−ν 1 −ν 0 0 0
−ν −ν 1
0 0 0 ∗
0
0
0 1/G 0 0
0
0
0 0 1/G 0
0
0
0 0 0 1/G
σx
σy
σz
τxy
τxz
τyz
Donde la matriz central es la Matriz de Compliance, que no es más que la inversa de la Matriz de
Elasticidad.
Puede observarse que en ambas matrices, de 36 elementos constituyentes, en realidad sólo están
presentes 12 elementos o Constantes elásticas, lo que es característico de los materiales isotrópicos.
Sin embargo para conformar estas matrices, bastan 2 propiedades mecánicas del material: E, ν;
pues la tercera G se obtiene de estas 2 anteriores, es decir es dependiente de ellas.
García de la Figal, Javier.
26
Capitulo 2
En un material se pueden llegar a tener hasta las 36 constantes elásticas de estas matrices. Pero las
mismas están siempre ubicadas de forma simétrica en la matriz, lo que produce una gran simplifi cación. O sea que llamando C i j a los elementos de la matriz de elasticidad, se cumple siempre:
C ij = C ji
Por lo que en el caso más general sólo habrá que calcular 21 constantes elásticas. Este es el caso del
material anisotrópico. Si además fuera no homogéneo, la matriz de elasticidad se determina para
cada punto de la pieza, variando para todo otro punto, es decir habría una matriz de elasticidad
distinta para cada punto del material. Afortunadamente sin embargo, la gran mayoría de los
materiales de ingeniería son homogéneos, - o se consideran como tales -, por lo que bastaran 21
constantes elásticas como máximo, para determinar en el caso más general de un material
anisotrópico homogéneo, el estado tensional y deformacional de cada punto del mismo.
En la mayoría de los materiales de ingeniería, tanto naturales como sintéticos, existen además
planos de simetría del material en alguna dirección, lo que significa que poseen las mismas
propiedades mecánicas en determinadas direcciones. Esto reduce aún más las constantes elásticas
no nulas en las matrices. A continuación se analizan los casos más usuales en relación con estas
importantes características.
a) Material Monoclínico.
monoclínico es aquél donde existe simetría del material en un plano de la pieza (por
Material
ejemplo, el plano definido por las direcciones 1 y 2 de la Fig 5), mientras que en la tercera
dirección no hay simetría. Esto implica que las propiedades mecánicas de la pieza son las mismas
en la dirección 1 y en la dirección 2, aunque diferentes en esas 2 direcciones. En la dirección 3 las
propiedades varían en cada punto en esa dirección.
3
2
1
Fig. 5.- Direcciones ortogonales de un material.
García de la Figal, Javier.
27
Capitulo 2
Ejemplo de este tipo de material es el Feldespato. La matriz de elasticidad queda de la siguiente
forma,
C11
C21
C31
0
0
C61
C12 C13 0
C22 C23 0
C32 C33 0
0
0 C44
0
0 C54
C62 C63 0
0
0
0
C45
C55
0
C16
C26
C36
0
0
C66
Conteniendo la matriz 13 constantes elásticas en total, pues debe recordarse que la matriz es
simétrica. Al aplicarse la Ley de Hooke, se obtienen 6 ecuaciones que relacionan esfuerzos con
deformaciones. La primera de esas ecuaciones, por ejemplo, será,
σ1 = (C11 * ε1 + C12 * ε2 +C13 * ε 3 ) + C1 6 * γ12
Puede observarse que el esfuerzo σ1 no sólo depende de las deformaciones lineales ε, sino también
de las tangenciales γ12, sucediendo de igual forma con los demás esfuerzos. Es decir que en este
material, hay vínculo entre los esfuerzos σ y τ.
b) Material Ortotrópico.
En este tipo de material hay 3 planos de simetría mutuamente perpendiculares entre sí. Significa
que las propiedades mecánicas son iguales en puntos de la pieza ubicados en cada una de las 3
direcciones ortogonales, aunque son distintas en cada dirección. La matriz de elasticidad queda
entonces con 9 constantes elásticas independientes.
C11
C12
C13
0
0
0
C12 C13 0
C22 C23 0
C23 C33 0
0
0 C44
0
0
0
0
0
0
0
0
0
0
0
0
0
0
C55 0
0 C66
•
Las propiedades en la dirección 1 son iguales en todos los puntos de esa dirección.
•
Las propiedades en la dirección 2 son iguales en todos los puntos de esa dirección.
•
Las propiedades en la dirección 3 son iguales en todos los puntos de esa dirección.
Pero a su vez, diferentes entre sí. Los esfuerzos quedan: σ = f ( ε1, ε2, ε3) solamente; mientras que:
τ = f( γ ). Es decir, que en este tipo de material hay separación o independencia entre los esfuerzos
normales y los tangenciales, que constituye una de sus importantes características.
García de la Figal, Javier.
28
Capitulo 2
c) Material Transversalmente Isotrópico.
Es semejante al anterior, pero en 2 de las direcciones las propiedades son iguales entre sí. En otras
palabras, hay un plano de isotropía. Sean las direcciones 2 y 3 las que definen ese plano (o sea
que se tienen las mismas propiedades en esos 2 ejes), entonces la matriz de elasticidad queda,
C11 C12 C13
0
0
C12 C22 C23
0
0
C12 C23 C22
0
0
0
0
0 (C22-C23)/2 0
0
0
0
0
C55
0
0
0
0
0
0
0
0
0
0
C55
En las direcciones 2 y 3 (Fig. 5), las propiedades mecánicas son iguales entre sí; mientras que en la
dirección 1 son iguales, pero distintas a las direcciones 2 y 3. Como se observa, la matriz de
elasticidad queda definida con 5 constantes elásticas independientes.
d) Material Isotrópico.
Posee las mismas propiedades mecánicas en todas las direcciones ortogonales, o sea hay 3 planos
isotrópicos. Se requieren sólo 2 constantes elásticas independientes para definir la matriz,
quedando,
C11
C12
C12
0
0
0
C12
C11
C12
0
0
0
C12
0
0
0
C12
0
0
0
C11
0
0
0
0 (C11-C12)/2
0
0
0
0
(C11-C12)/2
0
0
0
0
(C11-C12)/2
Compárese con las expresiones ( 1 II ) anteriores, para determinar cada uno de los elementos Ci j de
esta matriz, en función de las propiedades mecánicas E, G, ν, del material isotrópico.
Ley de Hooke para el plano.
lámina de material compuesto es una placa, es decir un elemento prismático de espesor
Unapequeño.
Si es fina y no hay cargas internas fuera de su plano, queda sometida a un estado
tensional plano. Así, si las superficies izquierda y derecha de la lámina de la Fig. 6a) no tienen
cargas externas, puede plantearse que,
García de la Figal, Javier.
29
Capitulo 2
σ 3 = 0,
τ 3 1 = 0,
τ 23 = 0
quedando todo punto de la lámina con el estado tensional plano mostrado en la Fig. 6b).
2
2
3
2
1
3
1
τ
σ
21
a)
Fig. 6.
τ
12
2
σ
1
b)
a) Lámina plana.
b) Estado tensional plano.
Se demuestra que la ley de Hooke de una lámina plana, sometida a un estado tensional plano,
con cualquiera de los tipos de materiales vistos arriba, viene dada por el sistema de ecuaciones,
σ1
σ2
τ12
=
Q11 Q12 0
ε1
Q21 Q22 0 * ε2
0
0 Q33
γ12
(1)
En adelante se denominarán los elementos de la matriz de elasticidad por Qij. Así mismo, en lugar
del elemento Q66 se nombrará como Q33. Esta matriz se conoce como la Matriz de Elasticidad
Básica del Estado Tensional Plano, se denomina como [Q] y será la empleada en adelante. Es la
matriz de elasticidad de toda pieza con estado tensional plano. A continuación se estudian los
principales tipos de láminas usadas en los composites, sometidas a estados tensionales planos.
Propiedades mecánicas de la lámina transversalmente isotrópica.
Las propiedades mecánicas fundamentales de toda lámina de composite, son las siguientes:
E1 – Módulo de elasticidad longitudinal de la lámina (dirección 1).
E2 – Módulo de elasticidad transversal (dirección 2).
ν12 = − ε2 / ε1
Coeficiente de Poisson cuando se tracciona en la dirección 1.
García de la Figal, Javier.
30
Capitulo 2
ν21 = − ε1 / ε2
Cuando se tracciona en la dirección 2.
Si E1 > E2, se cumple que ν12 > ν21. Además siempre se cumple que:
E1 * ν21 = E2 * ν12.
G12 – Módulo de distorsión, o Módulo de Young de 2o orden, en el plano 1-2.
Los coeficientes de Poisson toman valores muy diferentes si se considera que E1 > E2 , o viceversa,
por lo que en la práctica para determinar sus valores se considera que E1 > = E2 . Esto implica que
la dirección 1 de la lámina deberá coincidir con el mayor de los módulos de Elasticidad, E 1.
Se demuestra que para una lámina transversalmente isotrópica cargada con estado tensional plano,
la matriz de elasticidad básica viene dada por,
[Q] =
E1
E2*ν12
0
0
E2*ν12 E2
0
0
G12(1-ν12∗ν21)
*
1/(1 − ν12∗ν21)
( 1I )
Que al compararse con ( 1 ), se obtienen los elementos Q i j de aquellas relaciones, para la lámina
transversalmente isotrópica, o sea para la lámina de composite más general.
I)
La lámina Unidireccional.
Lámina unidireccional es aquella donde el refuerzo es del tipo de fibras, las cuales quedan
colocadas según una única dirección.
Pueden ser de 2 tipos.
Tipo A.- Con isotropía ortotrópica. Es decir con propiedades distintas en las 3 direcciones
ortogonales. Los filamentos o “pelos” del refuerzo se unen sin torsionarse, formando paquetes de
fibras rectangulares (Fig. 7a), que dan diferentes propiedades a la lámina, en las 3 direcciones 1, 2 y
3.
Tipo B.- Con isotropía transversal. Las propiedades en las dir. 2 y 3 son iguales (Fig. 7 b). En la
dir. 1 hay isotropía, pero con diferentes propiedades a las otras 2 direcciones. Los filamentos
forman fibras en forma de “cordones” cuadrados o circulares. Véase también la Fig. 18 a.
Puede demostrarse que para ambos tipos, si se garantiza el estado tensional plano, la matriz de
elasticidad queda como la matriz central de las ecuaciones ( 1 I ), es decir la misma para ambos tipos
de láminas.
García de la Figal, Javier.
31
Capitulo 2
3
3
2
2
1
1
a
a)
b)
b
Fig. 7.- Esquema de lámina unidireccional. a) Tipo A. b) Tipo B.
EJEMPLO 1.
Sea una lámina unidireccional que es alargada en la dirección de las fibras y fijada posteriormente,
hasta una distancia ∆ = 0.01m (Fig. 8). Halle los esfuerzos resultantes.
E1 = 38 GPa
E2 = 8 GPa
ν12 = 0.26 (mayor)
G12 = 4 GPa
Lo = 1 m (long. inicial)
La ley de Hooke se obtiene empleando la matriz ( 1 I ), quedando,
σ1
σ2
τ12
=
E1
E1∗ν21
0
Ε1∗ν21 E2
0
0
0 G12(1-ν12∗ν21)
* 1/(1-ν12∗ν21) ∗
ε1
ε2
0
Donde se considerará que
por existir solo alargamiento
en la dir 1: γ12 = τ12 = 0
σ2 = 0
Desarrollando las ecuaciones anteriores, se tiene el sistema de ecuaciones,
σ1 = ε1 ∗ E1 / (1 - ν12∗ν21) + ε2 ∗ E1 ν21 / (1 − ν12 ν21)
,
τ12 = 0
σ2 = 0 = ε1 Ε1 ν12 / (1 − ν12 ∗ ν21) + E2 ε2 / (1 - ν12 ∗ ν21 )
Como es conocido de las definiciones anteriores,
ν21 = ν12 ∗ E2 / E1 = 0.054
García de la Figal, Javier.
32
Capitulo 2
además,
ε1 = ∆ / Lo = 0.01 ,
ε2 = ν12 ∗ ε1 = − 0.26 ∗ 0.01 = − 0.0026
Sustituyendo en la primera de las ecuaciones anteriores,
σ1 = 0.3643
[GPa].
EJEMPLO 2.
A la placa anterior, calcule el esfuerzo necesario agregar en la dirección 2, para que la dimensión
original “a “ permanezca igual a la inicial (Fig. 8).
L
o
a = 0.5 m
2
∆ = 0.01 m
1
Fig. 8.- Figura de los EJEMPLOS 1 y 2.
ε1 = 0.01
Se sabe que:
El acortamiento que tendría en la dir. 2 será,
ε2 = − ν12 ∗ ε1
ε2 = − 0.26 ∗ 0.01 = − 0.0026
el cual ocurrirá de forma natural, es decir sólo por la acción de σ1 y ε1. Planteando ahora un
esfuerzo σ2 tal que provoque que ese ε2 no ocurra, o sea que traccione en la dirección 2,
manteniendo así la dimensión “a “ inicial, o sea con un ε2 positivo (ε2 = + 0.0026), se tiene,
σ1
σ2 =
0
García de la Figal, Javier.
E1
ν12∗E2
0
E2*ν12
0
E2
0
0
(1−ν12∗ν21)∗G12
33
* 1/(1-ν12∗ν21) ∗
ε1
ε2
0
Capitulo 2
de donde simultaneando,
σ2 = 0.0422 [GPa]
σ1 = 0.3855 [GPa]
II)
La lámina con refuerzo tipo Tejido Woven Roving.
l refuerzo tipo tejido conocido como Woven Roving, posee las fibras entretejidas a 90 entre sí,
Epor
lo que queda reforzado en 2 direcciones ortogonales. Se denomina (Fig. 9),
o
Dir 1 – urdimbre (o warp direction)
Dir 2 – trama (o fill direction)
Si en ambas direcciones hay la misma densidad de “pelos” o hilos, se denomina tejido equilibrado,
en el cual se cumple que: E1 = E2. y ν12 = ν21 . Pero puede haber más densidad en la dir. 1 que en
la dir. 2, siendo entonces un tejido no equilibrado, en el cual entonces E1 es mayor que E2.
3
2
1
Fig. 9.- Tejido Woven Roving.
Asumiendo que las cargas externas produzcan sólo estados tensionales planos, la ley de Hooke
queda como la expresión ya vista del material ortotrópico,
σ1
σ2 =
τ12
Q11 Q12 0
Q21 Q22 0
0
0 Q33
ε1
* ε2
γ12
Las propiedades mecánicas de interés de la lámina construida con cada tipo de tejido, serán:
García de la Figal, Javier.
34
Capitulo 2
•
Tejido equilibrado.
E1 = E2
ν12 = ν21
G12
Es decir que se comporta
como una lámina transversalmente
isotrópica.
•
Tejido no equilibrado.
E1, E2, G12, ν12, ν21. Todas distintas, o sea lámina ortotrópica.
De modo que en resumen, la matriz de elasticidad [ Q ] queda igual para los 3 tipos básicos de
tejidos estudiados, o sea,
[Q]
III)
=
1/(1−ν12∗ν21)
∗
E1
E2*ν12
0
Ε2∗ν12
E2
0
0
0
G12*(1-ν12∗ν21)
( 1I )
Lámina con refuerzo tipo Mat.
3
2
1
Fig. 10.- Lámina con refuerzo tipo Mat.
El refuerzo tipo Mat consiste en muchas fibras muy finas y numerosas, orientadas aleatoria o
caóticamente, formando un tejido lleno que ocupa toda el área de la superficie, y aglomerados
entre sí por un aglutinante. Existe el Mat de hilos cortos y el de hilos continuos (UNIFILO), con
mucho el más empleado, cuyos hilos son de mayor longitud. Desde el punto de vista de la
anisotropía, las fibras o refuerzos así conformados se comportan como isotrópicos, es decir con
iguales propiedades en las 3 direcciones ortogonales y de hecho en todas las direcciones. Es la
más cómoda desde el punto de vista del cálculo, de los 4 tipos de refuerzos. También es el
menos higroscópico: las gotas de agua que pretendan traspasarla, quedan atrapadas entre los
muchos laberintos que crean los numerosos hilos, lo que es una importante característica.
Aún cuando el material de la fibra sea isotrópica (como ocurre con el vidrio), la lámina con ella
conformada (en la que hay además resina), puede tener diferentes propiedades en la dirección 3
respecto las otras 2, por lo que la lámina termina comportándose también como
transversalmente isotrópica. En este sentido viene siendo semejante a la lámina Woven Roving
de tejido equilibrado, donde al igual que ésta, las propiedades mecánicas de interés quedan,
García de la Figal, Javier.
35
Capitulo 2
E1 = E2
G12
ν12 = ν21
y la matriz de elasticidad básica, viene siendo igual a la de tejido Woven Roving equilibrado,
[Q] =
E1
E1*ν12
0
0
E1∗ν12 E1
0
0
G12*(1-ν12∗ν21)
* 1/(1-ν12∗ν21)
Sin embargo hay una importante diferencia de la lámina que emplea el tejido Mat, respecto a la que
usa Woven Roving equilibrado: la primera tiene iguales propiedades en todas las direcciones del
plano de la lámina, incluidas las no ortogonales, y no sólo en las direcciones 1 y 2.
De lo visto puede concluirse que la matriz de elasticidad de las láminas con los 4 tipos
fundamentales de refuerzos empleados en los composites de PRF, es decir los tejidos
Unidireccionales, los Woven Roving (equilibrado y no equilibrado) y el tejido Mat, es la misma
(expresión ( 1 I ) ), y la Ley de Hooke está dada por las relaciones ( 1 ) para estado tensional
plano.
Ley de Hooke para refuerzos en ángulo.
ahora se ha considerado que las direcciones 1 y 2 de los refuerzos coinciden con los lados
Hasta
de la lámina o placa. En realidad las fibras pueden estar inclinadas respecto a ellos. Sea el
sistema de ejes X, Y, Z, el de las direcciones de las cargas aplicadas a la lamina, que las
consideraremos siempre coincidentes con los lados o bordes de la lámina, y se llamará Sistema
Coordenado Global. Los ejes 1, 2, 3 son el ya conocido sistema de ejes de la lámina, determinados
por la dirección de sus fibras, en el cual la dirección 1 siempre coincide con una de las direcciones
de las fibras, mientras la dirección 3 será perpendicular al plano de la lámina. La dirección 2, se
obtiene aplicando la regla de la mano derecha.
Se considerará además, que en el sistema X, Y, Z el eje Z siempre será el perpendicular a la placa (o
sea que coincidirá con el eje 3), y el eje X coincidirá con una cualquiera de las cargas aplicadas. El
ángulo θ se medirá siempre entre los ejes X y 1. Todas estas consideraciones pueden verse en la
Fig. 11.
Las relaciones entre los esfuerzos y las deformaciones ya han quedado establecidas anteriormente,
para el sistema de ejes 1, 2, 3. Entre los esfuerzos en esas direcciones y los correspondientes a las
direcciones X, Y, Z, existe la siguiente relación,
σ1
σ2 =
τ12
García de la Figal, Javier.
[T]-1 *
36
σx
σy
τxy
Capitulo 2
Z
3
2
Y
1
θ
X
Fig. 11.- Ejes Globales y de la fibra, de una Lámina.
Donde [T]-1 es la inversa de la matriz de Transformación, y viene dada por,
-1
[T]
donde:
=
c2
s2 -2*c*s
2
s
c2 2*s*c
s*c -s*c c2-s2
c = cos θ
s = sen θ
La inversa de [T]-1 será entonces la matriz de Transformación, la cual viene dada por,
[T] =
c2
s2
2*s*c
2
s
c2 -2*s*c
-s*c s*c c2 - s2
La relación entre esfuerzos y deformaciones, es decir la ley de Hooke, respecto a los ejes globales,
puede obtenerse por,
σx
σy
τxy
= [Τ]−1 ∗ [Q] * [R] * [T] * [R]-1 *
εx
εy
γxy
donde:
[R] =
1 0 0
0 1 0
0 0 2
García de la Figal, Javier.
Matriz de Reuter.
37
Capitulo 2
La ley de Hooke anterior puede entonces plantearse como,
σx
σy =
τxy
Q’11
Q’21
Q’31
Q’12
Q’22
Q’32
Q’13
εx
Q’23 * εy
Q’33
γxy
(2)
Donde [Q’] es la matriz de Elasticidad Transformada. Sus elementos componentes son:
Q’11
Q’12
Q’22
Q’13
Q’23
Q’33
=
=
=
=
=
=
Q11 * c 4 + Q22 * s 4 + 2 * (Q12 + Q33 * 2) * s 2 * c 2
(Q11 + Q22 – 4 * Q33) * s 2 * c 2 + Q12 * (s 4 * c 4 )
Q11 * s 4 + Q22 * c 4 + 2 * (Q12 + 2 * Q33) * s 2 * c 2
(Q11 – Q12 –2 * Q33) * c 3 * s – (Q22 – Q12 – 2 * Q33) * s 3 * c
(Q11 – Q12 – 2 * Q33) * c * s 3 – (Q22 – Q12 – 2 * Q33) * c 3 * s
(Q11 + Q22 – 2 * Q12 – 2 * Q33) * c 2 * s 2 + Q33 * (c 4 + s 4 )
La matriz [Q’] es también simétrica. La misma normalmente posee los 9 elementos de una matriz
[3*3], es decir sin elementos nulos. Con las relaciones ( 2 ) puede, conociéndose las propiedades de
la lámina, E1, E2, G12, y ν12, respecto a los ejes de la fibra 1, 2, 3, calcular los esfuerzos o las
deformaciones respecto a los ejes Globales X, Y, Z.
Invariantes de la matriz de Elasticidad.
anteriores, entre las matrices de elasticidad respecto a los ejes de la lámina 1, 2, 3,
Lasy arelaciones
los ejes Globales X, Y, Z, son ciertamente complicadas. Pero existen gráficos que ayudan a
los análisis. A continuación se dan algunos de ellos, los que permiten observar el comportamiento
de varias propiedades mecánicas de la lámina, respecto a los ejes Globales (Fig. 12). Muestran
como varían estas propiedades, en dependencia de la inclinación θ de la fibra.
De su estudio, pueden sacarse algunas conclusiones generales importantes.
•
•
•
Los módulos de elasticidad E x y E y varían respecto al ángulo de la fibra, desde el valor E1
hasta el valor E2, a medida que θ varía desde 0o hasta 90o. Obsérvese que este es el rango
posible de variación de ese ángulo.
Para el rango de los ángulos θ entre 45 - 55o, se obtiene la condición Ex = Ey. Es decir
que se logran iguales rigideces en ambos ejes, a pesar de emplear refuerzo con apreciable
diferencia de rigideces ortogonales, como sucede en las láminas unidireccionales.
Para θ = 45o, se obtiene: νxy = νyx y Gxy alcanza su valor máximo, el que a su vez, es
muy superior a G12.
Otros parámetros que suelen calcularse por su utilidad, son los siguientes.
U1 = (3/8) Q11 + (3/8) Q22 + (1/4) Q12 + (1/2) Q33
U2 = (1/2) Q11 – (1/2) Q12
García de la Figal, Javier.
38
Capitulo 2
U3 = (1/8) Q11 + (1/8) Q22 – (1/4) Q12 – (1/2) Q33
U4 = (1/8) Q11 + (1/8) Q22 + (3/4) Q12 – (1/2) Q33
U5 = (1/8) Q11 + (1/8) Q22 - (1/4) Q12 + (1/2) Q33
U1, U4 y U5 son valores constantes, independientes de θ, por lo que se llaman Invariantes de la
matriz de elasticidad. Están relacionados entre sí, de la siguiente forma.
U 1 = U4 + 2 * U 5
b)
a)
E
E
x
E
y
Q11
'
1
E1
Q22
'
U1
E
Ey
x
E
0
E
2
2
0
90 θ
90 θ
c)
ν
d)
xy
ν
Gxy
12
Q'
33
U
5
ν
G
21
0
90 θ
G
12
Gxy
12
0
90 θ
Fig. 12.- Variaciones de algunas propiedades de lámina unidireccional, en función del ángulo
del refuerzo.
García de la Figal, Javier.
39
Capitulo 2
CAPÍTULO 3.-
BOVEDAS Y PLACAS
H
asta ahora se ha estudiado el caso de una lámina de composite, en la que se ha impuesto la
condición de que al cargarse, solo surjan esfuerzos con estados tensionales planos. Toca
estudiar ahora en qué casos prácticos esta condición se cumple, pues serán los casos en que se
podrán aplicar las teorías y fórmulas anteriores, así como prácticamente toda la teoría de composites
a ser estudiada en este texto.
Tres son los casos prácticos de mucha aplicación, en que puede asumirse que esa condición se
cumple: las placas sometidas a tracción, a flexión y el caso de las bóvedas (tanques, tubos, etc.).
1) Lamina bajo fuerzas normales.
Sea una lamina transversalmente isotropica sometida a la fuerza Normal N
(Fig. 13), la cual
produce los correspondientes esfuerzos normales σ x. Estos, gracias a la suposición de que la
lamina es homogénea, se pueden calcular simplemente por,
σx =
x
Nx
t
Donde: A - área de la sección transversal de la lamina.
t - espesor. N x - fuerza normal
por ancho de la lamina. [N/m].
Los restantes esfuerzos serán nulos. A continuación aplicando ( 1 ) y ( 2 ) pueden calcularse las
deformaciones correspondientes, que denominaremos como ε 0x , ε 0y , γ 0xy.
Donde: ε 0x = δu/δx
ε 0y = δv/δy
u - desplazamiento en dirección x.
γ 0x y = δu/δx + δv/δy
v - desplazamiento en dirección y.
De este modo simple se calculan los esfuerzos y deformaciones de una lamina a tracción –
compresión. De igual forma se aborda el caso en que ocurren además las fuerzas N y y N x y ,
aplicando el Principio de Superposición.
2) Lamina flexionada.Placa de material isotropico.
S
ea una placa sometida a un sistema de cargas general, de material isotropico y apoyada de
diversas forma (Fig. 14). Bajo estas condiciones tan generales el estado tensional de un punto
García de la Figal, Javier
42
Capitulo 3
cualquiera de la placa será volumétrico. Sin embargo, es posible asumir un grupo de
simplificaciones denominadas las hipótesis de Kirchhoff, que establecen:
z
x
Nx
y
A
t
Fig. 13 . - Lamina transversalmente isotropica sometida a tracción.
•
•
•
•
La normal a la placa en todo punto antes de ser cargada, permanece normal a ella, después
de cargada.
Se desprecian los esfuerzos normales, en la dirección del espesor de la placa, (σz), por
considerarse muy pequeños frente a los que surgen en su propio plano.
Se desprecian los esfuerzos tangenciales cuya dirección coincide con la dirección del
espesor.
El espesor de la placa es pequeño, o sea t < 10 a, siendo “a” su lado menor.
Que son validas siempre que se cumpla esta ultima condición, o sea que el espesor sea pequeño. En
la Fig. 14 b) se muestran todas las cargas internas que pudieran accionar sobre una placa. El
cumplimiento de las hipótesis de Kirchhoff implican las siguientes consideraciones.
σz = 0
Q zy = Q zx = 0
a)
b)
q
τxz = τyz = 0
Q
Mx
zx
Q
M yx
zy
x
x
y
Nx
T xy
My
T
yx
y
Ny
Fig. 14.-
Placa rectangular flexionada. a) Sistema de cargas externas. b) Cargas internas
generales.
García de la Figal, Javier
43
Capitulo 3
Quedando por tanto las siguientes cargas internas:
los momentos flectores M x y M y.
las fuerzas cortantes Tx y y Ty x.
las fuerzas normales N x y N y.
las fuerzas cortantes Q z x = Q z y = 0
los momentos torsores M x y y M y x
Con estas solicitaciones el estado tensional de cualquier punto de la placa ya no será volumétrico,
sino que se estará en presencia de un estado tensional plano, como el mostrado en las Fig. 6 y 15 b).
Ahora es posible aplicar la ley de Hooke para el estado tensional plano, es decir las ya estudiadas
expresiones (1) y (2). Se tiene entonces que para placas de paredes delgadas es posible aplicar las
hipótesis de Kirchhoff, que simplifican grandemente el cálculo de las mismas. Es de notar que
existe otra teoría aplicable para el análisis de placas de espesores gruesos: la teoría de Reissner –
Mindlin. Más precisa para este caso de placas, en que la teoría de Kirchhoff no es exacta, al alejarse
sus resultados de los reales. Como las laminas de composites son muy delgadas, en lo adelante se
considerara solo esta ultima teoría.
q
a)
x, y, z - Sistema de
coordenado
elemento.
q - cargas externas
z, w
t - espesor de la pl
x
b
t
a
w - flecha (desplaza
direccion z), de
punto de la plac
y
Punto cualquiera
σy
b)
σx
σx
Plano Neutro
σy
τ xy
z
Fig. 15 . - Placa rectangular flexionada. a ) Solicitaciones y nomenclatura. b ) Estado
tensional de un punto, según las hipótesis de Kirchhoff.
García de la Figal, Javier
44
Capitulo 3
Debe tenerse presente que las fuerzas (N, T) y los momentos (M), se definen por unidad de
longitud, es decir, [fuerza / longitud] para las fuerzas; y [fuerza - long / long] para todos los
momentos. La longitud del denominador es siempre, la del lado de la placa sobre el cual actúa la
fuerza o momento considerado. Esta es la forma de expresar las cargas internas, en la Teoría de
Placas.
x
a
b
y
Fig. 16.- Nomenclatura de placa rectangular, en la Teoría de placas.
En las relaciones ( 1 ) y ( 2 ) hay sin embargo 6 incógnitas: los 3 esfuerzos y las 3 deformaciones, y
por la Ley de Hooke para el estado tensional plano, se disponen tan sólo de 3 ecuaciones. Es
necesario entonces hallar 3 de las incógnitas por otra vía, lo que se hará por medio de las ecuaciones
de la elástica de una placa. En efecto en el caso de una placa sometida a Flexión, pueden plantearse
las siguientes relaciones que involucran a las deformaciones debidas a los flectores,
δ2w / δ x2
ε’x
ε’y
γ’xy
=
-δ2 w / δ y2
1 /ρx
*z =
1 / ρy * z
2*δ2 w / δx δy
1 /ρxy
kx
= ky
* z
(3)
kxy
donde:
w – flecha
[longitud],
k x, k y, k x y - curvaturas de la placa.
ε’x, ε’y, γ’x y – deformaciones debidas a momentos.
[1 / longitud]
ρ x, ρ y, ρ x y - radios de curvatura de la placa.
[longitud]
z - distancia del plano neutro de la placa, hacia un punto dado, en la dirección del espesor.
Son relaciones validas para placas que cumplen con la teoría de Kirchhoff. En el ANEXO 2 se
brindan las derivadas arriba planteadas para algunos casos de solicitación.
L
García de la Figal, Javier
45
Capitulo 3
a ecuación de la flecha “w” de una placa rectangular en un punto cualquiera de ordenadas x, y,
donde la dimensión “a” coincide con el eje x, mientras “b” con el y (Fig. 16), simplemente apoyada
a todo alrededor, cargada con una fuerza uniformemente distribuida q normal a su superficie y de
material isotrópico y lineal-elástico, viene dada por la serie infinita,
oo
w = [16* q] *
(π6 ∗ D)
Donde: D = E t 3 / 12 (1 - ν2 )
Σ
oo
m=1
Σ
n=1
sen (m π x / a) * sen (n π y / b)
m n m4 + n4
a 4 b4
− Rigidez de la placa a Flexión.
m = 1, 3, 5, 7, ........
n = 1, 3, 5, 7, .............
q – fuerza normal al área, uniformemente distribuida (presión).
x, y -- coordenadas de un punto cualquiera de la placa.
t - espesor de la placa.
Para una placa igual a la anterior, pero ahora empotrada a todo alrededor, la ecuación de la flecha w
viene dada por,
w =
Donde: H =
q *
π4 D
Σ
m=1
Σ
n=1
sen 2 (m π x / a) * sen 2 (n π y / b)
m n m4 + 2 H
+ n4
a4
a2 b2
b4
E
+ 2 G
2
1 - ν
Placa de material ortotropico.
Sea ahora que la placa rectangular apoyada a todo alrededor sea una lámina constituida de material
ortotropico. Se demuestra que entonces la expresión de la flecha w viene dada por,
oo
w = 16 * q
π6
donde:
*
H
oo
Σ Σ
m=1
=
García de la Figal, Javier
n=1
sen (m π x / a) * sen (n π y / b)
.
3
4
2 2
4
m n t
m E1
2Hm n + n E2
.
.+
12
a 4 ( 1 - v 12 v 21 )
a2 b2
b4( 1 - v 12 v 21 )
E 2 * ν 12
+ 2 G 12
( 1 - v 12 v 21 )
46
Capitulo 3
Normalmente solo son necesarios los primeros términos de la serie, de hecho se trabaja sólo con el
primero (m = n = 1). Obsérvese por otro lado que los términos,
E1
... =
1 - ν 12 ν 21
Q11
E2
.. = Q 2 2
1 - ν 12 ν 21
E 2 * ν 12
1 - v 12 v 21
= Q12
Por lo que la expresión anterior de la flecha puede plantearse de la siguiente forma más general:
oo
w = 16 * q
π6
*
oo
Σ Σ
m=1
Donde:
n=1
H
sen (m π x / a) * sen (n π y / b)
t
* Q 11 + 2 H
+ Q 22
12
a4
a2 b2
b4
.
3
=
Q 12 + 2 Q 33
Para una lamina ortotrópica, pero ahora empotrada a todo alrededor, y considerando solamente m
= n = 1, se tiene la expresión,
w =
sen2 (π x / a) * sen2 (π y / b)
t3
Q 11 + 2 H + Q 22
12
a4
a2 b2
b4
q
π4
H = Q 12 + 2 Q 33
En realidad estas ultimas 2 formulas de las flechas w son validas para materiales ortotropicos con
las direcciones 1, 2 de las fibras coincidentes con las direcciones ¨x¨,¨ y¨ de los lados de la lamina.
Para laminas ortotropicas con las fibras en ángulo respecto a los lados de la lamina, las expresiones
toman las formas siguientes.
Bordes apoyados:
w = 16 * q .
π6
Donde:
García de la Figal, Javier
sen ( π x / a) * sen ( π y / b) .
t3 * Q’11 + 2 H + Q’22
12
a4
a2 b2
b4
H = Q´ 1 2 + 2 Q´ 3 3
47
(4)
(5)
Capitulo 3
Bordes empotrados:
w =
sen2 (π x / a) * sen2 (π y / b)
.
t3
Q´ 11 + 2 H + Q´ 22
12
a4
a2 b2
b4
q
π4
(6)
Que son definitivamente las expresiones más generales de las flechas en láminas rectangulares. Con
ellas es posible hallar sus 2as derivadas parciales respecto a “x”, a “y”, y a “x y” (véase el
ANEXO 2) y por medio de las relaciones ( 3 ) determinar las deformaciones debidas a los
Flectores. Para finalmente poder resolver las ecuaciones ( 1 ) y ( 2 ) para la determinación de los
esfuerzos. Este es el procedimiento para el cálculo de resistencia y rigidez de una lamina de
composite sometida a flexión.
En una lamina sometido a la acción conjunta de fuerzas en su plano (N x , N y , N xy ) y momentos
(M x , M y , M xy ), las deformaciones y esfuerzos se determinan como la suma de estos 2 tipos de
cargas, bajo el Principio de Superposición. Por ejemplo, para el caso de las deformaciones,
εx
=
ε 0x + ε’x
,
εy =
ε 0y + ε’y
Donde como ya se ha analizado: ε 0x = δu/δx
ε’x = δ2w / δ x2
,
γ xy =
γ 0xy + γ’xy
ε 0y = δv/δy
γ 0x y = δu/δx + δv/δy
ε’y = − δ2w / δ y2
γ’x y = 2 δ2w / (δ x2 * δ y2)
3) Bóvedas.
La bóveda o membrana es el elemento estructural que se obtiene geométricamente por el giro de
una curva llamada meridiano, alrededor de un eje fijo, el eje de revolución. Sea ρ m el radio de
curvatura de un diferencial dado d s de esa curva (Fig. 17 a), y ρ t el radio que ese diferencial d s
describe al girar alrededor del eje de revolución. Entonces para el caso de bóvedas de paredes
delgadas, puede considerarse que solo surgen estados tensionales planos en todo punto de la bóveda
(Fig. 17 b). Para el cálculo de los esfuerzos se aplica la ecuación de Laplace,
σm +
ρm
σt = q .
ρt
t
(7)
donde: σ m , σ t - esfuerzos meridionales y circunferenciales de la bóveda, respectivamente.
ρ m , ρ t - radios de curvatura meridional y circunferencial de la bóveda.
q - presión,
García de la Figal, Javier
t- espesor de la bóveda.
48
Capitulo 3
Estos esfuerzos son los que actúan en una sección cualquiera de la lámina de composite que
conforma la bóveda, o sea son directamente los ya conocidos esfuerzos σx y σy (γ xy = 0), y en
principio se pueden determinar para cada punto de la bóveda por medio de la ecuación de Laplace.
a)
Eje de
revolucion
ρ
ρ
m
Meridiano
t
ds
b)
σ
t
σm
σ
m
σ
t
d)
c)
Ny
Nx
Nx
Ny
Lamina de
composite en
forma abovedada
Fig. 17 . - Bóvedas. a ) Generación geométrica de una bóveda. b ) Estado tensional plano. c )
Bóveda sometida a presión interna. d ) Cuerpo libre de una sección de lamina abovedada.
García de la Figal, Javier
49
Capitulo 3
Aquí el problema se plantea de forma inversa al caso anterior de placas flexionadas: conociendo los
esfuerzos se calculan las deformaciones correspondientes ε 0x , ε 0ψ y γ 0 xy = 0, por ( 1 ) y ( 2 ). A
partir de los esfuerzos pudieran también calcularse las fuerzas internas actuantes en la placa, por las
relaciones,
N x = σx * t
,
N y = σy * t ,
N xy = 0
[fuerza / long]
Nuevamente las cargas internas N x , N y , N x y son [ fuerzas / longitud ]. De hecho el calculo de la
lamina en forma de bóveda es igual al de las laminas cargadas con fuerzas normales (caso 1 ),
anteriormente estudiado, como se muestra en las Fig. 17 c y d. Como los esfuerzos σ m , σ t son de
hecho los esfuerzos σ x , σ y de la sección de la lamina de composite bajo análisis, queda entonces la
determinación de las deformaciones ε 0x , ε 0y por medio de la Ley de Hooke para el estado
tensional plano, con el uso de las expresiones ( 1 ) y ( 2 ). De este modo se conducen los cálculos de
resistencia y rigidez de bóvedas delgadas de materiales compuestos.
EJEMPLO 3.
Calcule los esfuerzos en la cara superior del centro de una lámina unidireccional, sometida a una
presión “q” constante y apoyada a todo alrededor de su borde.
t = 1 mm
E1 = 38 GPa
E2 = 8 GPa
ν12 = 0.26
ν21 = 0 .054
G12 = 4 GPa.
q = 10 Pa
100 cm
y, 2
100 cm
Refuerzos
x, 1
Fig. 18.- Ejemplo 3.
La 2a derivada de la flecha “w”, respecto a “x”, de una lamina ortotropica apoyada a todo alrededor
(ver el ANEXO 2), evaluada para x = a / 2 , y = b / 2 , viene dada por,
García de la Figal, Javier
50
Capitulo 3
δ2 w / δx2 = 16 q
π4
t
12
3
(-1/ a 2)
2 H(a b) 2
E1
+
a 4 (1 - ν12 ν21)
+
4
( E2 / b )
b 4 (1 - ν12 ν21)
.
.
Ya que se trata de una lámina cuyos refuerzos coinciden con el eje X (Fig. 18), puede plantearse,
Q’11 = Q11 = E1 / (1 - ν12 ν21) = 38.54 [GPa].
Como aquí se está trabajando con E1 y Ε2, entonces:
Η = Ε2 ∗ ν12
+
(1 - ν12 ν21)
2 * G12 = 10.08
[GPa].
Sustituyendo valores,
δ2 w / δx2 = - 9.556 * 10-11 * (1 - ν12 ν21) ∗ 12 / t 3
De modo semejante,
δ2 w / δy2 = - 9.556 * 10-11 * (1 - ν12 ν21) ∗ 12 / t 3 ,
δ2w / δxδy = 0
Las deformaciones son por tanto, calculadas como,
ε’x
ε’y
γ’xy
- 9.556
- 9.556
0
=
* 10-11 * [ (1 - ν12 ν21) ∗ 12 / t 3] * z
donde: z = t / 2 = + 0.0005 m - distancia del plano medio de la lamina hacia los bordes
externos, donde se encontraran las deformaciones máximas (negativas en la cara superior).
Efectuando la operación de arriba,
ε’x = ε’y = - 1.465 * 10-14 * (1 - ν12 ν21) * 12 / t 3
γ’xy = 0
Planteando ahora la ley de Hooke,
García de la Figal, Javier
51
Capitulo 3
σx
σy
τxy
=
E1
1 / (1-ν12ν21)∗ ν12E2
0
ν12E2
0
E2
0
*
0 G12(1-ν12ν21)
ε’x
ε’y
0
Sustituyendo valores y resolviendo,
σx = σ1 = − 45.31 [MPa] , σy = σ2 = −1.139 [MPa] , τxy = τ12 = 0
Debe observarse con cuidado los siguientes puntos:
•
Aparentemente debieran dar iguales. Esto es porque la lámina tiene más rigidez en X que en
Y.
•
Las unidades de longitudes necesarias, tales como t, z, deben ponerse en metros.
•
Los esfuerzos en X coinciden con la dir. 1, y los en Y, con los de la dir. 2. Esto es porque la
dirección del refuerzo coincide con el eje X global de la placa.
•
Los esfuerzos en X son mayores que en Y, a pesar de ser una placa cuadrada, en que
aparentemente debieran dar iguales. Esto es porque la lámina tiene más rigidez en X que en
Y.
Las deformaciones ε, son elevadas ( = - 0.0001733), correspondientes con la baja rigidez de
una lámina de composite.
•
EJEMPLO 4.
Calcule la lámina unidireccional anterior, pero con los refuerzos orientados a 45o respecto al eje X.
Considérela empotrada a todo alrededor. Aunque se trata de una lámina cuyos refuerzos no
coinciden con el eje X (Fig. 19), puede plantearse,
E1 = 38 GPa
E2 = 8 GPa
G12 = 4 GPa
En este problema,
ν12 = 0.26
ν21 = 0.054
q = 10 Pa
t = 1 mm.
s = c = 0.7
Q’11 = (0.7 4) * [E1 + E2 + 2 (E1 * ν21 + 2 G12) ] (1 - ν12 ν21) = 16.1 [GPa].
Q’22 = (0.7 4) * [E1 + E2 + 2 (E1 * ν21 + 2 G12) * (1 - ν12 ν21) = 16.1 [GPa]
García de la Figal, Javier
52
Capitulo 3
Q’12 = (0.7 4) * [E1 + E2 – 4 G12 + E1 ν12] ∗ (1 − ν12ν21) = 8.30 [GPa].
Q’33 = (0.7 4) * [E1 + E2 – 2 E1 ν21 + 2 G12 - 2G12] * (1 - ν12 ν21) = 10.20 [GPa].
Q’13 = Q’2 3 = 7.3
[GPa].
y
100 cm
100 cm
2
1
o
45
Fig. 19. Ejemplo 4.
La ley de Hooke queda,
σx
σy
τxy
=
16.1
8.30
7.3
8.30 7.3
16.1 7.3
7.3 10.20
ε’x
ε’y
γ’xy
*
donde las deformaciones se desconocen.
El cálculo de la flecha en un punto cualquiera de la lámina, de coordenadas x, y , se obtiene por,
w =
García de la Figal, Javier
q
π4
sen2 (π x / a) * sen2 (π y / b)
t3
Q´ 11 + 2 H + Q´ 22
12
a4
a2 b2
b4
53
.
Capitulo 3
Donde:
H = Q’12 + Q’33 * 2 = 28.70
Sustituyendo valores para el punto central de la lámina,
[GPa]
w = 0.01375 [m] = 13.75 [mm]
Derivando 2 veces la expresión de la flecha, respecto a “x”, respecto a “y”, y a “x, y” (ver el
ANEXO 2), y evaluando para la cara superior de la lámina, o sea para z = + 0.0005 m, se tiene,
δ2 w / δx2 = - 0.27139 = δ2 w / δy2
ε’x
ε’y =
γ’xy
O sea que:
,
δ2 w / δxδy = 0
- 0.27139
- 0.1356 *10-3
- 0.27139 * 0.0005 = - 0.1356 *10-3
0
0
Planteando la ley de Hooke, con la matriz de elasticidad [Q’],
σx
σy =
τxy
16.1 8.30
7.3
8.30 16.1 7.3
7.3
7.3 10.2
*
-0.1356*10-3
-0.1356*10-3
0
=
- 3.308
- 3.308
- 1.98
[MPa]
Donde los esfuerzos, que se obtienen realmente en GPa, se han llevado a MPa. Obsérvese como
ahora surgen esfuerzos tangenciales τ x y , debidos a la inclinación de las fibras respecto a la carga
externa N x.
Los esfuerzos en “x” y en “y”, son iguales, debido a que la inclinación de las fibras es de 45o, lo que
hace que la lámina sea de igual rigidez en los 2 ejes, x, y.
García de la Figal, Javier
54
Capitulo 3
García de la Figal, Javier
55
Capitulo 3
CAPÍTULO 4.
PROPIEDADES FÍSICAS Y MECANICAS
DE UNA LÁMINA
S
ea una lámina reforzada con fibras, que aunque en realidad no se comporte exactamente como
homogénea, se considerará como tal. O sea que las propiedades físicas y mecánicas que se
estudiarán en este Capítulo, serán las mismas en todos los puntos de la lámina, en cada una de sus
direcciones ortogonales (1, 2 y 3). La misma, sin embargo no será isotrópica, sino que se
considerará transversalmente isotrópica u ortotrópica.
y
3
2
z
1
x
Fig. 20.- Lámina Composite.
x, y, z - ejes globales de la lámina. 1, 2, 3, - ejes de las fibras.
Considérese que la lámina de la Fig. 20 es ortotrópica, es decir tiene distintas propiedades en cada
una de las 3 direcciones ortogonales. Obsérvese de paso que en este caso los ejes globales X, Y, Z,
de la lámina coinciden con los ejes que definen las direcciones de las fibras, 1, 2, 3. Como ya ha
sido estudiado, la ley de Hooke de este tipo de lámina así como en las de tipo transversalmente
isotrópicas, tienen los mismos componentes y está dada por las relaciones ( 2 ) y ( 4 ) vistas en el
Capítulo 2. Los elementos de la matriz de elasticidad ( 2 ) pueden ser obtenidos a partir de 5
propiedades mecánicas propias de estos tipos de láminas: E1, E2, G12, ν12, ν21, las que están aún por
ser determinadas.
García de la Figal, Javier.
56
Capitulo 4
En este Capítulo se estudiará como determinar esas propiedades de las láminas de composite, así
como otras más, ya que no son sólo las 5 anteriores suficientes para caracterizar completamente su
comportamiento mecánico. Precisamente se comenzará analizando otros parámetros físicos
adicionales de las láminas, también muy necesarios para su caracterización y diseño.
Características Físicas de los Composites.
V olúmenes relativos.-
Sea:
vf - volumen de fibra de la lámina.
vm – volumen de matriz de la lámina.
vc – volumen total de la lámina.
ρf
/ m
- densidad de la fibra, y de la matriz, respectivamente.
ρ c t - densidad teórica de la lámina.
El volumen relativo de fibra, Vf se define como la relación entre el volumen de fibra de la lámina y
el volumen total de ella y es una de las propiedades físicas fundamentales de una lámina de
composite.
Vf = vf / vc
El volumen relativo de la matriz Vm se define como la relación entre el volumen de matriz en la
lámina y el volumen total,
V m = v m / vc
Es fácil de demostrar que,
vc = vf + vm
Vf + Vm = 1
Masas relativas. Sea,
wf
/ m / c
- las masas de la fibra, la matriz y el composite completo.
La masa relativa de fibra se define como,
Wf = wf / wc
Y la masa relativa de matriz,
Wm = wm / wc
Igualmente puede probarse que,
García de la Figal, Javier.
57
Capitulo 4
wf + wm = wc ,
Wf + W m = 1
Entre las masas y los volúmenes están relacionados a través de las densidades.
wc = vc * ρ c t
donde:
ρ c t - densidad teórica del composite.
wf = vf * ρ f
wm = v m * ρ m
ρ f - densidad de la fibra. ρ m - densidad de la matriz.
La densidad teórica del composite se calcula por,
ρ c t = ρ f Vf + ρ m V m
Puede demostrarse también,
Wf = Vf * ρ f / ρ c t
Wm = Vm * ρ m / ρ c t
vf + vm = wc / ρ c t
Algunos valores típicos de Wf para distintos tipos de láminas elaboradas manualmente (por
contacto), se dan a continuación. Para otros valores de este parámetro, que depende grandemente
del proceso de fabricación de la lámina, véase el ANEXO 3.
Mat: Wf = 0.25-0.35, WR: Wf = 0.4-0.6, WR.: Wf = 0.6-0.7, Unidireccional: Wf = 0.6-0.7
equilio
no equil
EJEMPLO 5.
Determinar la densidad de una lámina de vidrio / epoxy, con un Vf = 70 %
ρ f = 2500 kg / m3
ρ m = 1200 kg / m3
Vf + Vm, = 1
Se sabe que:
Despejando el volumen relativo de matriz,
Vm = 1 – 0.7 = 0.3
Y sustituyendo en la expresión de ρ c t dada anteriormente,
ρ c t = 2500 (0.7) + 1200 (0.3) = 2110 [kg / m3]
que es el parámetro pedido.
García de la Figal, Javier.
58
Capitulo 4
Contenido de vacío.- Durante la manufactura del composite se introduce aire en el mismo, de
forma inevitable. Esto es perjudicial pues es un elemento no necesario que afecta las propiedades
del composite. Una de sus consecuencias es que la densidad del composite disminuye, por lo cual la
densidad definida anteriormente es solo teórica, sin ningún tipo de aire. Esta densidad por supuesto,
nunca se logra. En contraposición a ella está la densidad real de la lámina, ρc. Sea,
vv – volumen de aire o vacío presente en la lámina.
Entonces se define el volumen relativo de aire como,
Vv = vv / vc
Que simultaneando con algunas de las definiciones y relaciones anteriores, se obtiene,
wc / ρc = wc / ρ c t + vv
Vv = vv / vc = (ρ c t - ρ c) / ρ c t
La presencia de aire altera los contenidos de fibras y matriz, estando relacionados ahora por,
Vf = Wf (1 - Vv) / [ (Wf + (1 - Vv) * ρ f / ρ m) (1 – Wf) ]
En general,
Vv = (0.0251 – 0.0333)
Para algunos tipos de refuerzos, los valores de Vv para laminado manual, son los siguientes.
Mat: Vv = 0.0251
Woven Roving (WR): Vv = 0.0182
Unidireccional : Vv = 0.0333
Micraje.- Es el diámetro de los filamentos o hilos del refuerzo. Valores comunes son: 10 – 17 μm.
Título.- Es la masa o peso por unidad de longitud de un conjunto de filamento que forman una
fibra. Se expresa en Tex. Así, un Tex = 1 g / Km. Está determinado por el micraje y el número de
hilos que conforman la fibra. Valores típicos de este parámetro son: 15 - 50 Tex.
Gramatura.- Esta es la principal y primera característica que brindan los fabricantes de reforzadores
sobre los tejidos que ofertan. Sus unidades son [g / m2 ] y se define como,
G r = (peso del tejido) / (área superficial)
García de la Figal, Javier.
59
Capitulo 4
Obsérvese que al hablarse de “reforzadores” se esta haciendo referencia a: los filamentos que
forman las fibras, las que a su vez forman los tejidos de fibras.
Valores típicos de varias de las características hasta ahora definidas para láminas con diferentes
tipos de refuerzos y fabricadas por medio del moldeado manual, se dan a continuación. Debe
tenerse presente sin embargo, que el procedimiento de fabricación influye decisivamente en algunas
de ellas. (Véase el ANEXO 3).
Moldeado manual.
En general:
Gr = 400 g / m2
Mat 400
Wf = 0.2897,
Mat 450
Gr = 450 g / m2
__________________________________________________
WR 850
equilibrado
Wf = 0.4145,
Gr = 850 g / m2
_______________________________________________________________________________
WR 850
no equilib
Wf = 0.6-0.7,
Gr = 850 g / m2
----------------------------------------------------------------------------------------------------------------------Unidireccional 1200 Wf = 0.6-0.7,
Gr = 1200 g / m2
Mat:
Wf = 0.25 – 0.35
WR:
Wf = 0.4 – 0.6
WR:
Wf = 0.6 – 0.7
equilibrado
no equilibrado
Unidirec:
Wf = 0.6 – 0.7
Espesor de una lámina.- Aunque no es exactamente una propiedad de las láminas es un importante
parámetro de las mismas, cuyo valor queda prácticamente determinado por varias de las
características estudiadas anteriormente, así como por el procedimiento de fabricación del
composite. Una expresión general para su cálculo es la siguiente.
t = [G r / (1 - Vv)] * [(1 / ρ f) + (1 - Wf) / (ρ m * Wf)]
Sin embargo, el verdadero valor del espesor cuando se emplea moldeado manual, depende de la
presión que se ejerza por el operario con el instrumento durante el proceso de laminación, así como
de las pasadas que se hagan con éste. Por ello el espesor puede quedar con un valor dentro de un
rango en lugar de un valor único. El American Bureau of Shipping (ABS), establece un valor
promedio del espesor para moldeado manual, con una tolerancia de + 15 %, lo que da un espesor
máximo y otro mínimo posibles. Recomendando a los efectos de cálculo y diseño de láminas,
emplear el valor promedio del espesor, el cual se calcula de la siguiente forma.
Unidirecc: t prom = 0.09 mm * [ Gr / 100 ]
Mat: t prom = 0.25 mm * [Gr / 100 ],
García de la Figal, Javier.
Moldeado
manual (ABS).
WR: t prom = 0.16 mm * [ Gr / 100 ]
60
Capitulo 4
Así, algunos valores de espesores promedios para láminas de poliéster / vidrio con moldeado
manual, aplicando estos criterios son los siguientes.
Mat 450
t prom = 1.1 mm,
Unidirecc. 400 t prom = 0.35 mm ,
Mat 300
t prom = 0.75 mm ,
Unidirecc. 600 t prom = 0.54 mm.
WR 850 t prom = 1.35 mm.
equil
Numerosos cálculos realizados por el autor muestran que el empleo de la fórmula dada
anteriormente para el cálculo del espesor, brinda valores de espesores que coinciden con los valores
máximos dados por el ABS, por lo que para los cálculos de láminas y laminados es recomendable
disminuir en un 15 % los espesores calculados por aquélla fórmula.
Propiedades Mecánicas de Fibras y Matrices.
Tabla 6.- Propiedades de los Materiales de Fibras
Propiedad
Grafito HT (*)
o Tipo II
Vidrio E (**)
Aramida (Kevlar 49)
(*)
E’f1 Módulo de Elast. axial
GPa
E’f2 Módulo de Elast
transversal GPa
ν’f 12 Coef. de Poisson axial
ν’f 21 Coef. de Poisson trans.
G’f Módulo Distorsión GPa
σ τf1 Limite rotura a tracción
axial MPa
σ cf1 Límite rotura
compresión axial MPa
τ
σ f2 Límite rotura a tracción
transversal MPa
σ cf2 Límite rotura a
compresión trans. MPa
τ f Límite rotura a Cortante
MPa
Densidad. g / cm3
Deformación de rotura
ε RT f
Costo $ / kg.
230
85
124
22
85
8
0.30
0.35
22
2067
0.20
0.20
35.42
1550
0.36
0.37
3
1379
1999
1550
276
77
42
1550
1550
7
7
36
35
21
1.75 - 1.83
0.012 - 0.014
2.6
0.033 – 0.048
1.39 - 1.47
0.019 – 0.044
27
1.2 - 4
20 - 50
- 1.3 / + 7.0
+5 / +5
- 5 / + 4.1
Coef. dilatac. térmica
long / trans α f 1 / f2 μm/m/0C
(*) Material transversalmente isotrópico.
(**) Material isotrópico.
Los límites de rotura, han sido disminuidos en 1/3 – 2/3, respecto a los de la Tabla 3, para tener en cuenta el
menoscabo que sufren estas fibras, durante el proceso de fabricación del composite.
García de la Figal, Javier.
61
Capitulo 4
Tabla 7.- Propiedades de los Materiales para Matrices.
Propiedad
Epoxy / Poliéster *
Alumínio **
Polyamida
E m1 Módulo axial
GPa
E m2 Módulo
transversal GPa
νm 12 Coef. de Poisson
axial
νm 21 Coef. de Poisson
transversal.
G m Módulo Distorsión
GPa
σ τm1 Limite rotura a
tracción axial MPa
σ cm1 Límite rotura
compresión axial MPa
σ τm2 Límite rotura a
tracción transversal
MPa
σ cm2 Límite rotura a
compresión trans. MPa
τ m Límite rotura a
Cortante MPa
Densidad g / cm3
Deformación de rotura
ε RT m
(3.2 - 3.4) / 3.2
71
3.5
(3.2 - 3.4) / 3.2
71
3.5
0.3 / 0.316
0.3
0.35
0.3 / 0.316
0.3
0.35
1.308 / --
27
1.3
(72 – 82) / (42 – 60)
276
54
102 / 70
276
108
(72 – 82) / (42 – 60)
276
54
102 / 70
276
108
34 / --
138
54
(1.17 - 1.25) / 1.1
0.06 – 0.10
0.02 – 0.04
2.7
1.2
2 – 2.5
63 / --
23
90
Coef. dilatac. térmica
long. α m μm / m / oC
Notas: Los 3 materiales de esta Tabla 6, son todos isotrópicos.
* Existen unos 20 tipos de resinas epoxy en el mercado. Se refiere a poliésteres no saturados.
** Las aleaciones de Aluminio 2024, 6061, y 7075 pueden ser usados como matrices y con tratamientos
térmicos alcanzar límites de rotura a tracción de 550 MPa.
Debe señalarse que de los materiales empleados como fibras mostrados en la Tabla 6, el vidrio es
isotrópico mientras que el grafito y la aramida son transversalmente isotrópicos. Para estos 2
últimos tipos de materiales los módulos de elasticidad dados en esa tabla, E’f1 , E’f2 , son del
material. Por tanto los módulos correspondientes al tejido o fibra compuestos por ellos, E f1 , E f2,
hay que determinarlos en las direcciones 1 y 2 respectivamente. Obsérvese entonces la diferencia
entre E’f1 , E’f2 (material) y E f1 , E f2 (tejidos). Para estos se emplean las siguientes ecuaciones.
•
Tejido Mat.
•
Tejido Woven Roving.
(equilibrado)
E f1 = E f2 = (3/8) * E’f1 + (5/8) * E’f2
E f1 = k E’f1 + (1 - k) E’f2
E f2 = E’f1 (1 - k) + k E’f2
García de la Figal, Javier.
62
Capitulo 4
Donde k = στf1 / (στf1 + στf2)
•
E f1 = (1 / λ) * [Cc E’f1 + (1 – Cc) E’f2]
Tejido Woven Roving
(no equilibrado)
E f2 = (1 / λ) * [Cc E’f2 + (1 - Cc) E’f2]
ν f12 = ν f12 / [Cc + (1 - Cc) * E’f1 / E’f2]
donde,
Cc = [(N f * T) urdimbre] / [(N f *T) urdimbre + (N f * T) trama]
λ = 1 − ν f12 * ν f21
,
urdimbre = dirección 1,
trama = dirección 2
Nf – no. de hilos por cm
T – Título del hilo, en TEX.
•
Fibra unidireccional.
Se trabajan con los valores de la Tabla 6, de modo que,
E f1 = E’f1,
E f2 = E’f2
La mayoría de los materiales empleados como matrices pueden considerarse como isotrópicos,
como puede ser observado en la Tabla 7.
Materiales para almas de los Sándwich. -
E
n la construcción de las estructuras tipo Sandwich se emplean en su alma distintos tipos de
materiales en forma ‘foam’, o sea materiales expandidos, siendo uno de los mas empleados el
poliuretano. En general pueden ser de diferentes materiales y configuraciones: “closed cell”,
plásticos de baja densidad, plásticos viscosos, ‘crushables foam’, o el tipo panal de abeja
(honeycomb). Son todos materiales que en su forma “bulk” (100 % sólidos), son casi
incompresibles, o sea que ν = 0.49 − 0.5.
Los plásticos al ser conformados de forma expandida, tendrán propiedades diferentes de las del
material base, es decir del material ‘bulk’ (100 % sólido). Sea:
ρ a - densidad del material ‘foam’.
ρ’ m - densidad del material ‘bulk’.
E a - modulo de elasticidad del material ‘foam’.
E’m - modulo de elasticidad del material ‘bulk’.
G a - modulo de distorsión del material ‘foam’.
Entonces las propiedades del material ‘foam’ se pueden determinar por las formulas aproximadas,
E a = E’m
García de la Figal, Javier.
63
ρ a / ρ’m
2
Capitulo 4
G a = 0.4 E’m ρ a / ρ’m
2
Que serán las propiedades del alma del panel tipo Sandwich. En la Tabla 6 a se dan valores de las
propiedades mecánicas de algunos de estos materiales empleados en la fabricación de almas. En la
Tabla A 5 6 del ANEXO 5 se dan propiedades de un tipo de panel del tipo de panal de abejas
(honeycome) conocido por Induplast.
Tabla 6 a . - Propiedades mecánicas de materiales empleados en almas.
Foam expandido
Densidad
aparente
Kg/m 3
Material
Poliuretano
Polyvinylcloride
96
60
a 20 o C
Resistencias
N / mm 2
Tracción
0.85
Compresión
0.60
Madera Balsa
Tangencial
0.50
Densidad
aparente
kg/m 3 Paralelo
al grano
96
5
144
10.6
176
12.80
N / mm 2
Compresión
17.20
Tangencial
8.50
end - grain
Resistências N /mm 2
σ Rc
Módulos
Módulos
N/mm 2
TangenG
cial
Compresión E
Tangencial
τR
Dirección
del
esfuerzo
Dirección del
esfuerzo
Perpendic. Paralelo Perpendic.
Paralelo
Perpendic.
al grano
al grano al grano
al grano
al grano
0.35
9
0.44
1.10
2 300
35.2
105
0.57
14.6
0.7
1.64
3 900
67.8
129
0.68
20.5
0.8
2.00
5 300
89.6
145
Compresión
σ Rt
Tracción
Propiedades Mecánicas de una Lámina.
Una vez vistas las propiedades físicas de los materiales constituyentes de los composites, puede
pasarse a estudiar las propiedades mecánicas de las láminas. De ellas son 5 las que se estudiarán
en este epígrafe. Las direcciones 1, 2, 3 de las laminas se refieren en todos los casos a la Fig. 20.
E1, E2 - Módulos de Elasticidad de la lamina en las direcciones 1 y 2, respectivamente.
G12
Modulo de distorsión de la lamina. En el plano 1, 2.
ν12 , ν21 − Coeficientes de Pooison de la lamina, en las direcciones 1-2.
García de la Figal, Javier.
64
Capitulo 4
Que son los llamados módulos de elasticidad o constantes elásticas de una lámina. Se verán las
ecuaciones teóricas para su determinación a partir de las propiedades y características de sus
componentes: fibras y matriz. En los siguientes análisis se asumen las siguientes simplificaciones o
hipótesis de trabajo.
•
•
•
•
•
•
La unión entre la matriz y la fibra es perfecta.
El módulo de elasticidad, diámetro y espacios entre fibras, es uniforme.
Las fibras son continuas y paralelas.
Las fibras y la matriz tienen un comportamiento lineal – elástico.
Las fibras tienen resistencia uniforme.
La lámina está libre de aire.
Los mejores métodos para el cálculo de las propiedades de una lámina, son el de los Elementos
Finitos y la Teoría de la Elasticidad. Sin embargo, a continuación se darán los resultados de otras 2
metodologías de cálculo: una basada en la Resistencia de Materiales y otra un estudio semi
empírico hecho por Halphin y Tsai, que logra una mejor concordancia con los resultados
experimentales que la anterior. Se darán finalmente fórmulas obtenidas directamente de
experimentos. O sea que se darán formulas según 3 procedimientos de cálculo.
Procedimiento por Resistencia de Materiales.
ea una lámina general de composite con reforzamiento de fibras unidireccionales (Fig. 20).
SAplicando
los principios y simplificaciones propias de la Resistencia de Materiales, asumiendo
que las deformaciones en las fibras y matriz son uniformes e iguales, y usando la simple regla de
las mezclas o su inversa, se llega a las siguientes fórmulas para el cálculo de los módulos de
elasticidad de dicha lámina.
E1 = E f1 * Vf + E m1*(1 - Vf )
1 / E2 = (Vf / E f2 ) + [(1 - Vf ) / E m1 ]
(8)
Inverso de la
regla de las mezclas.
1 / G12 = (Vf / G f ) + [(1 - Vf ) / G m1 ]
ν12 = νf
12
* Vf + νm 12 * (1 - Vf )
(9)
Estas formulas de cálculo tiene buena concordancia con los valores reales obtenidos de ensayos
experimentales, para el módulo longitudinal E1 y los coeficientes ν12 y ν21; no así para E2 y G12.
Todo indica que en estas 2 últimas propiedades inciden de forma importante varios factores
adicionales, entre ellos la forma de los paquetes de fibras (circulares o rectangulares). Por lo que las
formulas de estos 2 últimos módulos arriba dadas, deben limitarse a cálculos preliminares
solamente, haciéndose necesario recurrir a modelos más precisos como los que se estudian a
continuación.
García de la Figal, Javier.
65
Capitulo 4
Método de Halphin y Tsai.
Este es un método semi-empírico que brinda mayor concordancia con los valores experimentales.
A continuación se dan las formulas para laminas con fibras unidireccionales.
Igual a la fórmula ( 8 ) del método anterior.
E1 = E f1 Vf + (1 - Vf) E m1
E2 / E m1 = (1 + ξ η Vf ) / (1 - η Vf )
Donde:
η = [ (E f1 / E m1) – 1] / [ (E f1 / E m1) + ξ ]
ξ = 2
para fibras circulares, en arreglo cuadrado en la lámina. (Fig. 21 a).
ξ = 2 (a / b)
para fibras rectangulares, y arreglo hexagonal, donde la
dimensión b está en la dirección de la carga externa (Fig. 21 b).
G12 / E m1 = (1 + ξ η Vf) / (1 - η Vf )
Además:
donde :
η = [ (Gf / G m ) - 1] / [ (G f / G m ) + ξ ]
ξ = 1
para fibras circulares y arreglo de los paquetes de fibras, cuadrados.
ξ = (3) 0.5 * ln (a / b)
para fibras rectangulares y arreglo del paquete hexagonal.
En ambas formulas, ξ = 00 −
ξ = 0 −
equivale a la regla de las mezclas.
equivale al inverso de la regla de las mezclas.
Estas ecuaciones para el cálculo de E 2 y G 12 están más acordes con los experimentos.
Finalmente para ν12 este método aplica sencillamente la regla de las mezclas, obteniéndose la ya
conocida relación,
ν12 = Vf ∗ νf 12 + (1 – Vf) * νm 12
Y para el término ν21 es posible emplear, como siempre:
(9)
E1 * ν21 = E2 * ν12
Fórmulas experimentales.
Las fórmulas anteriores pueden emplearse para todo tipo de lámina con refuerzos de fibras
unidireccionales. Pero hay ecuaciones específicas y más precisas, propias para cada tipo de
tejido, obtenidas experimentalmente. Algunas de ellas se dan a continuación.
a) Para lámina unidireccional.
E2 = [E m2 / (1 - ν 2m) ] * (1 + 0.85 * V 2 f) / [ (1 - Vf) 1.25 + (E m2 / E f2) * Vf / (1 - ν 2m) ]
G12 = G m * (1 + 0.6 Vf
García de la Figal, Javier.
0.5
) / [ (1 - Vf) 1.25 + (E m1 / E f1) * Vf ]
66
Capitulo 4
E1 – por la ecuación ( 8 )
ν12 – por la ecuación ( 9 )
Donde
νm = νm 12 = νm 21
por ser los materiales de las matrices isotrópicos.
b) Para reforzamiento tipo Mat.
E1 = E2 = Vf (E f1 * 16 / 45 + 2 E m1 )
( 9I )
G12 = Vf (E f1 * 2 / 5 - E m1 * 3 / 4)
ν12 = (1 / 3) = ν21
c) Para tejido Woven Roving equilibrado.
( 9 II )
E1 = E2 = Vf (E f1 / 2 + E m1 * 3/2 ) + E m1
s
a
d
b
a)
b)
Fig. 21.- Arreglos y tipos de fibras, de una lámina. a) Filamentos circulares, con arreglo del
paquete de fibras, cuadrado. b) Filamentos rectangulares, con arreglo del paquete hexagonal.
d – diámetro del filamento. s – paso entre los filamentos. a, b – dimensiones del filamento
rectangular.
G12 = E m1 [ (4Vf + 1) / 3 ]
( 9 II )
ν12 = ν21 = G12 / E1
García de la Figal, Javier.
67
Capitulo 4
d) Para tejido Woven Roving no equilibrado se mantienen las mismas formulas que
las obtenidas por los procedimientos de Resistencia de Materiales.
E1 = E f1 * Vf + E m1 * Vm
(8)
1 / E2 = Vf / E f2 + Vm / E m2
ν12 = ν f 12 Vf + ν m 12 Vm1
1 / G12 = Vf / G f + Vm / G m
(9)
Un estudio aparte merece el módulo de elasticidad transversal E2 de una lámina unidireccional. En
la mayoría de los casos es de interés que sea lo mayor posible. Utilizando la ecuación de E 2 dada
por la inversa de la regla de las mezclas vista arriba, se puede estudiar su comportamiento ante la
variación de diferentes parámetros. Así, en la Fig. 22 se muestra como varía en función de la
cantidad de fibras Vf , para distintas relaciones E f / E m. Para matrices de materiales cerámicos y
metálicos, la relación E f / E m tiene valores bajos: entre 2 y 4 solamente. Para los plásticos se tienen
valores más elevados: E f / E m = 25. Del gráfico de la Fig. 22 puede verse que hay aumentos
apreciables de E2 / E m sólo a partir de Vf >= 80 %, aproximadamente.
Sin embargo valores tan elevados de Vf no son reales. En efecto, en un paquete de fibras
unidireccionales con filamentos o “pelos” circulares y de diámetro “d”, separados la distancia “s” y
en arreglo cuadrado (Fig. 21 a), se cumple que,
E2
Em
40
Ef
E =1
30
m
20
=5
10
= 25
0
= 125
0.8
1
Vf
Fig. 22.- Módulo de Elasticidad transversal, en función del volumen relativo de fibra Vf.
Lámina unidireccional.
García de la Figal, Javier.
68
Capitulo 4
d / s = (4 Vf ) 0.5 / π
Lo que para s = d, brinda un Vf máximo posible de 78.54 %. Este valor tan elevado no es práctico
tampoco, pues implica que los filamentos queden en contracto entre sí, sin permitir la introducción
de la resina entre ellos, lo que no es recomendable. Los valores prácticos máximos de Vf están entre
50 y 76 %, por lo que puede concluirse que por elevada que se logre la relación Ef / Em en una
lámina unidireccional, los valores de E2 van a ser sólo ligeramente superiores al valor de E m. Esto
puede corregirse con el empleo de refuerzos tipo Mat o WR, en los que E2 puede llegar a ser E2 =
E1. El máximo valor teórico de V f se obtiene para fibras circulares con arreglo en forma hexagonal,
en que se obtiene un Vmaxf = 90 %. Los valores prácticos de V f son muy inferiores a estas
magnitudes, y se brindan en el último epígrafe de este Capítulo y en el ANEXO 3.
Límites de resistencias de las láminas.
A continuación se estudia el cálculo teórico de los distintos límites de resistencia o rotura de las
láminas de composite con refuerzos unidireccionales, que son los siguientes:
1)
2)
3)
4)
5)
X – Límite de rotura a tracción longitudinal o sea en la dirección 1 (Fig. 20).
X’ – Límite de rotura a compresión longitudinal (dirección 1).
Y - Límite de rotura a tracción transversal (dirección 2).
Y’- Límite de rotura a compresión transversal (dirección 2).
S - Límite de rotura tangencial (en el plano 1, 2 de la lámina)
Estas propiedades son más difíciles de predecir que las anteriores, pues son más sensibles a: la no
homogeneidad de la lámina, las imperfecciones de la interfase matriz-refuerzo, los métodos de
fabricación de la lámina, y otros factores. Por ello estas ecuaciones son más imprecisas que las del
epígrafe anterior y no sustituyen los ensayos en la determinación de estos límites de resistencias.
1) Límite de rotura a tracción longitudinal, ( X ) (dirección 1, Fig. 20) Para su determinación teórica se asumen las siguientes hipótesis simplificadoras:
•
•
Las fibras y la matriz son homogéneas, isotrópicas y de comportamiento lineal-elástico.
Al fallar la primera de las fases del composite, la lámina completa falla inmediatamente.
Aunque son varias las posibles formas de rotura reales, se abordarán las formas fundamentales, las
que dependen del tipo de matriz empleada. Que en este aspecto pueden ser de 2 tipos básicos.
a) Composites con “matrices dúctiles”, donde las fibras controlan la rotura (es decir, aquellos en
los cuales ε R f < ε R m Cap.1). En este tipo de composite la fase de menor deformación de rotura (la
fibra, ε R f - deformación de rotura de la fibra, Fig. 3 a), rompe primero, en lo que constituye el modo de rotura “e” de la Fig. 23 B. Es el caso de las matrices metálicas, de las resinas termoplásticas y
de las termoresistente del tipo epóxica y poliéster. Es decir que se trata de muchos de los PRF existentes y más usados. Entonces la ecuación teórica para el cálculo del límite de rotura a tracción longitudinal X de la lámina, se obtiene simplemente aplicando la regla de las mezclas, quedando como,
García de la Figal, Javier.
69
Capitulo 4
X = σ τf1 Vf + ε R f E m1 (1 - Vf )
( 10 )
El primer término de la derecha es lo que aporta la fibra a la resistencia total X y es a su vez lo
máximo que puede aportar este componente. Mientras que el 20 sumando es lo que aporta la matriz
(véase la Fig. 3 a), la que sin embargo, pudiera llegar a aportar hasta el valor σtm1 (1 - Vf ), según la
regla de las mezclas. Es interesante observar que el término [ ε Rf * E m1 ] es el esfuerzo que llega a
tener la matriz realmente dentro de la lámina (Fig, 3 a), en el momento de la rotura de ésta, si se
cumplen las hipótesis anteriores. De la fórmula ( 10 ) se aprecia la gran influencia de V f en el valor
de X, el que en general es mayor a medida que V f aumenta, lo cual es fácil de comprender.
2 situaciones relacionadas con valores de V muy bajos que llevan a composites mal
Hay
diseñados, por lo bajo de sus limites X resultantes. Situaciones que se analizan a continuación.
f
1. Es posible que ocurra que aun al romper las fibras del composites con “matrices dúctiles”, la
matriz pueda continuar resistiendo cargas externas, haciendo que el composite no rompa. Para ello
debe cumplirse que el esfuerzo máximo que puede tomar la matriz cuando queda trabajando sola,
el que coincide con σ tm1 (1 - Vf) de la Fig. 3 a), sea mayor que el límite de rotura del composite
completo, X. El valor de V f que permite esta situación se denomina volumen relativo de fibra
mínimo, Vf min, y se obtiene de la ecuación ( 10 ) planteando la condición,
σ tm1 (1 - Vf
de donde,
min
) > X ,
σ tm1 (1 - Vf
min
) > σ t f1 Vf min + E m1 ∗ ε R f (1 - Vf min )
Vf min < [σ tm1 – E m1 * ε R f ] / [σ tf1 - E m1 * ε R f + σ tm1]
Vf min - Volumen relativo de fibra mínimo. Es el V f que determina que para valores de V f < V f min,
al romper las fibras la matriz continua resistiendo cargas, por lo que el composite pudiera seguir
trabajando. No obstante, los valores de V f min son generalmente muy bajos: << 10 %, por lo que la
resistencia X de ese composite sería muy baja, resultando en una lamina mal diseñada. Por ello los
valores de interés reales y prácticos de V f son de V f >>> V fmin.
2. Hay otra 2 da condición relacionada con valores muy bajos de Vf que también produce un
composite inadecuado, y es aquel que crea el peligro de que el límite de rotura X de la lámina sea
menor o igual que el de la matriz. Lo que implicaría también un limite X muy pequeño e
inadecuado. Existe en efecto esa posibilidad, cuando la cantidad de fibras presentes en la lámina sea
también muy pequeña. Al volumen V f que produce esta condición se le llama volumen relativo de
fibra crítico V f crit. Esta condición se obtiene para “matrices dúctiles”, a partir de ( 10 ),
planteando,
.
X = σ τf1 Vf crit + ε R f E m1 (1 - Vf crit ) < σ tm 1
Vf
crit
=
σ tm 1 - E m1 ε Rf .
σ tf 1 - E m1 ε Rf .
Que es el valor de V f menor con el cual el composite resiste menos que la propia matriz sola,
siendo por tanto un mal diseño por los bajos valores de X resultantes (Fig. 3 c). Este inadecuado
comportamiento se explica porque la presencia de muy pocas fibras en la matriz, provoca que las
fibras queden sin capacidad práctica de soportar cargas, produciendo el efecto inverso del deseado:
García de la Figal, Javier.
70
Capitulo 4
el debilitamiento de la matriz. La que al tener que soportar prácticamente toda la carga que actúa
sobre la lámina, rompe antes de alcanzar su σ tm1, pudiendo cargarse sólo hasta el esfuerzo σ tm1 (1 Vf ), menor que su límite natural. Una lámina con un volumen relativo de fibra muy pequeño, tal
que Vf < Vf crit, hace que las fibras aporten tan poco que produzcan el efecto contrario al deseado:
debilitar a la matriz en lugar de reforzarla. Esto se refleja en la Fig. 3 c) y constituye un mal diseño
de la lámina pues implica que las fibras, las cuales debieran soportar la mayor parte de las cargas,
en realidad debilitan a la matriz, dando entonces una X muy pequeña. Por ello el volumen relativo
crítico Vf crit se define como el mínimo posible a tener durante la elaboración correcta de las láminas
con “matrices dúctiles”, para evitar esta situación. Si además V f < V f min, la matriz pudiera
continuar soportando cargas aún después de la rotura de las fibras. Se trata de valores de V f muy
bajos, o sea de láminas con sumamente poco contenido de fibras.
a)
σ
σt
f
X
σ
b)
Fibra
Fibra
t
σf
Composite
Composite
X
t
σm
Matriz
σmt
ε R Em
f
0
ε
ε
R
f
ε
R
m
Matriz
R
εm
0
ε fR
ε
c)
σ
Fibra
crit
σt
f
Vf
σ tm
> Vf
Composite
X
Matriz
0
R
ε f
εR
ε
m
Fig. 3 (Repetida). - Diagramas de tracción de una lámina de Composite con fibras y sus
componentes. a) Composite de “matriz dúctil”, adecuadamente diseñado. b ) Composite de
"matriz frágil”. c ) Composite de “material dúctil”, pero con Vf < Vf crit .
t
σ m - límite de rotura de la matriz. σtf - límite de rotura de la fibra. εRf - deformación de rotura
de la fibra. εRm - deformación de rotura de la matriz. X - límite de rotura del composite.
Em - módulo de elasticidad de la matriz.
Todas las propiedades consideradas son en la dirección de las fibras.
García de la Figal, Javier.
71
Capitulo 4
b) Composites con “matrices frágiles” (en los cuales ε R f > ε R m ). En este caso es la matriz
quien controla la resistencia del composite, siendo ella la que primero romperá (Fig. 3 b). Es el caso
de algunas resinas termoresistentes, de las modernas fibras de alta deformación de más reciente
desarrollo y de las matrices cerámicas. En este caso aplicando la regla de las mezclas se obtiene la
fórmula,
X = σ tm1 Vm + ε R m E f1 (1 – Vm)
En este caso de “matrices frágiles” también existe el peligro de que la lámina tenga menor límite
de resistencia X que el límite de la matriz σ tm1, lo que también sería un mal diseño de la lámina. La
fracción de volumen de fibra que provoca esta situación se denomina igualmente valor crítico Vf crit
y viene dado por la condición,
σ tm1 > X
Vf
crit
< [σ t m1 – E m1 * ε R f ] .
[σ tf1 – E m1 * ε R f ]
Así, si Vf < Vfcrit , entonces X < σ tm1 , lo cual es un mal diseño de la lámina.
Los composites mas empleados y difundidos son los de “matrices dúctiles”.
EJEMPLO 6.
Determinar los módulos de elasticidad de una lámina unidireccional compuesta con fibras de vidrio,
con gramatura de 1200 [g/m2] y resina epóxica.
•
•
•
Fibra unidireccional 1200: Gr = 1200 g / m2, Wf = 0.7
Vidrio: E’f1 = 85 GPa, E’f2 = 85 GPa, ν f12 = 0.2, σ tf1 = σ tf2 = 1550 MPa,
σ cf1 = σ cf2 = 1550 MPa
ρ f = 2.5 g /cm3.
Epoxy: E’m1 = E’m2 = 3.4 GPa, G m = 1.308 GPa, ν m12 = 0.3, σ tm1 = σ tm2 = 72 MPa,
σ cm1 = σ cm2 = 102 MPa., τ m = 34 MPa, ρ m = 1.2 g /cm3.
El volumen relativo de fibra Vf viene dado por la expresión,
Vf = Wf (1 - Vv) / [ (Wf + (1 - Vv) * ρ f / ρ m ) ( 1 – Wf ) ] = 0.2515 donde Vv = 0
E1 = E f1 Vf + (1 - Vf) Em1 = 86.87 [GPa].
E2 = [E m1 / (1 - ν 2m)] * (1 + 0.85 V2f) / [(1 - Vf) 1.25 + E m2 Vf / [E f2 (1 - ν 2m)] = 8.585 [GPa]
G12 = G m * (1 + 0.6*Vf
0.5
) / [(1 - Vf) 1.25 + (E m1* Vf / E f) ] = 2.85 [GPa].
ν12 = Vf ν f12 + (1 - Vf) νm = 0.255
García de la Figal, Javier.
72
Capitulo 4
Debe observarse la gran diferencia que hay entre E1 y E2, como era de esperarse en una lámina
unidireccional.
EJEMPLO 7.
Calcular el límite X de una lámina unidireccional de vidrio / epoxy, con un Vf = 0.7. Calcular
también Vmin , y Vcrit. Las características de los materiales se toman de las Tablas 6 y 7.
E’f1 = E’f2 = 85 GPa, E’m1 = 3.4 GPa, σ τf1 = σ τf2 = 1550 MPa,
ε R f = σ τf1 / E’ f1 = 0.45588
σ tm1 = 72 [MPa].
X = σ tf1 E’f1 + ε R f E’m1 (1 - Vf) = 132.21 [GPa]
Sustituyendo valores en la expresión de Vf
min
,
Vf min = 0.006422
Y como
0.7 >> 0.006422
Vf >> Vf
min
Por lo que al romper la fibra, falla también toda la lámina, lo que constituye un diseño adecuado.
Sustituyendo valores en la expresión de Vf crit ,
Vf
Y como,
crit
= 0.006732
0.7 >> 0.006732
Vf >> Vf
crit
, lo que garantiza, X > σ tm1
!Correcto!
Véase cuan pequeños son los valores reales de Vf crit y Vf min, lo que ocurre siempre con los
materiales comúnmente empleados en los composites de PRF.
Tipos de fallos a Tracción.
EL tipo de fallo de las láminas unidireccionales cargadas a tracción en sentido longitudinal a las
fibras, puede tomar distintas formas y responder a diferentes causas. Para su mejor comprensión
los fallos se agrupan según 2 criterios o clasificaciones que ayudan a entenderlos mejor. La primera
de estas 2 clasificaciones considera 3 tipos de fallos (Fig. 23 A); la 2da, mas avanzada y detallada,
considera 5 tipos ( a, b, c, d, e, Fig. 23 B) y proviene de la disciplina Mecánica de la Fractura
aplicada a los materiales compuestos.
García de la Figal, Javier.
73
Capitulo 4
Modo de
fallo
Rotura entre fibras
Rotura de fibras
Origen
del fallo
Fibra
Matriz
Interfase
Rotura
Fig. 23 A. Tipos de fallos por tracción longitudinal. Fibras unidireccionales, 1 ra clasificación.
La 1 ra Clasificación que es la más tradicional, considera 3 tipos de fallos a tracción (Fig. 23 A):
¾ Rotura de las fibras, que debiera ser la forma de rotura perfecta o deseada en los composites
de “matrices dúctiles”.
¾ Rotura de la matriz, propia de las “matrices frágiles”, pero que también pudiera ocurrir en
cualquier matriz, bajo determinadas condiciones.
¾ Rotura en la interfase fibra – matriz. En principio no debe ocurrir en un sistema
adecuadamente diseñado, pero en ocasiones ocurre.
En la práctica no es posible diferenciar entre la rotura de la matriz y de la interfase, ocurriendo
ambas simultáneamente en la mayoría de los casos. Por ello las 2 se designan como rotura entre
fibras en esta 1 ra Clasificación.
La 2 da Clasificación, más detallada y avanzada, mostrada en la Fig. 23 B, estudia los fallos a partir
de una grieta en una lámina de composite traccionada longitudinalmente, que se va extendiendo de
izquierda a derecha. Pueden ocurrir 5 tipos de fallos, a, b, c , d y e, a medida que la apertura de la
grieta vaya siendo mayor. No obstante, los fallos de ambas Clasificaciones son perfectamente
equivalentes.
Así, en la Fig. 23 A se ven los fallos agrupados según la 1a Clasificación, los que pueden
reagruparse en 2 tipos de fallos básicos. Estos pueden ser llevados a los de la 2 da Clasificación.
•
Rotura entre fibras. Que puede ser a su vez de 2 tipos. Rotura de la matriz, que se
corresponde con el fallo “d” de la 2 da clasificación. Y Rotura de la interfase en
correspondencia con los fallos “b” y “c”, de la Fig. 23 B.
García de la Figal, Javier.
74
Capitulo 4
•
Rotura de fibras. Equivalente al caso “e”, Fig. 23 B. El caso “a” de la 2 da Clasificación es
una combinación de estos 2 tipos de fallos de la Clasificación 1 ra, ocurriendo a la vez.
c
b
d
a Pull-Out de fibra.
b
b
Bridging de la fibra.
c Despegado fibra/matriz
a
d Rotura de la matriz.
e
e Rotura de la fibra.
Fig. 23 B.- Tipos de fallos por tracción longitudinal de lámina con fibras unidireccionales. 2 da
clasificación (Según la Mecánica de la Fractura).
En el cuadro sinóptico siguiente se resumen estas equivalencias.
2
da
Clasificación. ( Fig. 23 B )
1ra Clasificación
( Fig. 23 A )
a - Por “pull-out” de las fibras. (modo “a” de la Fig. 23 B)
Consiste en un deslizamiento en la interfase entre matriz y fibra,
seguido de la rotura de ésta.
b – Por deslizamiento entre las fibras y la matriz ( “bridging” ).
(Interfase en la 1 ra Clasificación) (Modo “b”, Fig. 23 B)
Rotura
entre
fibras
c – Por despegado entre las fibras y la matriz. (Modo “c”, Fig 23 B). (Interfase
en la 1 ra Clasificación).
d – Rotura de la matriz. (Modo “d” de la Fig. 23 B). (Matriz en la 1 ra Clasific.)
Rotura de
fibras.
e – Fallo de las fibras. (Modo “e”, Fig. 23 B)
.
a ocurrencia de cada tipo de fallo está en dependencia fundamentalmente de los siguientes 3
factores: 1) el contenido de fibra (Vf ), 2) la resistencia de la unión fibra - matriz y 3) el módulo
de Elasticidad de la matriz, E m . Como ésta ultima es la que trasmite las cargas entre las fibras,
afecta grandemente la resistencia del composite. Si el módulo de Elasticidad de la matriz es muy
bajo (matriz sumamente dúctil), las fibras tienden a tener movimientos más independientes dentro
del composite, cargándose de forma prácticamente aislada, por lo que rompen individualmente al
alcanzar su límite de rotura. La resistencia del composite es, por tanto más baja de lo que debiera
esperarse, al no absorber las fibras a la carga como un todo, es decir simultáneamente.
L
García de la Figal, Javier.
75
Capitulo 4
Si la matriz tiene un mayor módulo de Elasticidad E m y suficiente adhesión a las fibras, el
composite se comporta como un todo y la fractura ocurre simultáneamente en todas las fibras. Esto
resulta en una mayor resistencia del composite. Sin embargo, una fuerte adhesión fibra – matriz es
muy importante pues si no la fibra, que es la que toma la mayor carga, se despegará de la matriz
individualmente, causando el fallo con bajas cargas. El primer factor mencionado, Vf incide
también de manera muy importante en la forma del fallo. Para composites de vidrio / epoxy por
ejemplo, incide como se indica a continuación, en laminas unidireccionales traccionadas.
•
•
•
Para 0 < Vf < 0.4, el fallo ocurre según el modo “e” (rotura de fibras, Fig. 23 B).
Para 0.4 < Vf < 0.65 el fallo es según el modo “a” (pull out, Fig. 23 B).
Para Vf > 0.65, el fallo ocurre por la acción conjunta de los modos “a” y “c”.
Este comportamiento de los fallos ocurre así en general, para láminas con “matrices dúctiles”,
como las matrices poliméricas. Es decir que con bajos Vf el fallo ocurre según el modo “e” (Fig. 23
B), con valores medios de Vf según el modo “a” y con valores altos, con una combinación de varios
de los modos de fallo vistos. El fallo “e” es el que se calcula por ( 10 ), según la regla de las
mezclas. Para la realización del ensayo de tracción consúltese la norma ASTM D3039, Test Method
for Tensile Properties of Fiber – resin Composite.
2) Límite de rotura a Compresión longitudinal, ( X’ ) (dirección 1, Fig. 20) A compresión longitudinal los modos de rotura son diferentes a los de tracción, pudiendo ser:
•
•
•
•
a) Micropandeo de las fibras, por delaminación, el que surge sobre todo si el material
contiene alguna región delaminada previamente, algo frecuente cuando ha sido sometido a
cargas de impacto. (Fig. 24 a). Propio de láminas con bajos Vf.
b) Micropandeo de las fibras en modo de cortante. Debido a que la matriz es mucho más
flexible, las fibras quedan muy propensas al pandeo.(Fig. 24 b). Para altos Vf.
c) Rotura a Cortante de fibras y matriz. (Fig. 24 c).
d) Fallo de la matriz por esfuerzos de tracción transversales surgidos en ella. (Fig. 24 d).
Aunque se han presentado en la literatura varias fórmulas teóricas para calcular este límite, todas
quedan bastante alejadas de los valores reales obtenidos de los experimentos. Esto es debido a:
•
•
•
•
El irregular espaciamiento de las fibras, que causa un prematuro fallo de la matriz.
Imperfecciones en la unión matriz – fibra.
Mal alineamiento de las fibras.
El no considerar en las fórmulas el comportamiento transversalmente isotrópico de algunas
fibras (como el aramid o el grafito). No obstante, aquí se dan algunas de las fórmulas
propuestas en la literatura.
X’ = 2 [Vf + (1 – Vf ) E m / E f ] [Vf E f E m / ((1 - Vf) 3) ] 0.5
( 10 I )
X’ = G m / (1 - Vf)
para el fallo “b”.
X’ = 2 ( τ Rf V f + τ Rm V m )
García de la Figal, Javier.
para el fallo “a”.
para el fallo “c”.
76
Capitulo 4
a)
b)
c)
Fig 24.- Fallos por compresión longitudinal.
d)
Además en la actualidad hay controversias incluso sobre las técnicas adecuadas para determinar las
resistencias a compresión experimentalmente, lo que complica aún más toda la problemática
relacionada con el límite a compresión. Una de las técnicas de ensayo más aceptada es la
desarrollada por el Instituto de Illinois de Investigaciones Tecnológicas (IITRI), que se explica en la
ASME D3410.
3) Límite de resistencia a Tracción transversal, ( Y ) (dirección 2, Fig. 20) En las fórmulas que se presentan a continuación se asumen las siguientes hipótesis.
•
•
•
Perfecta unión entre matriz y fibra.
Espaciamiento uniforme de las fibras.
No existen esfuerzos residuales producto del proceso de fabricación.
Las fibras y la matriz constituyen un sistema mecánico en serie, en los cuales se cumple que los
esfuerzos σ2 del composite, se distribuyen en partes iguales entre la matriz y las fibras. De modo
que puede plantearse (Fig 25),
E f2 * ε f2 = E m2 * ε m2
Y = E2 * ε2 RT
Pudiendo demostrarse,
ε2 RT = [(d / s) (Em2 / Ef2) + (1 - d / s) ] * ε mRT
donde: ε2 RT --es la deformación de rotura transversal del composite, a tracción transversal.
ε m2 RT = σ
t
m2
/ E m2 - deformación de rotura a tracción transversal de la matriz.
García de la Figal, Javier.
77
Capitulo 4
σ2
s - distancia
entre fibras.
fibra.
d
matriz.
d - diámetro
de fibras.
s
1
d
σ2
Fig. 25.- Esquema para el cálculo del límite a tracción transversal, Y.
El ensayo para la obtención del límite de rotura Y es semejante al de tracción longitudinal,
cambiando sólo las dimensiones de la probeta. La predicción de Y por las fórmulas arriba dadas es
complicada y poco exacta, porque en realidad intervienen otros factores, además de las propiedades
de la fibra y la matriz, tales como:
•
•
•
•
La resistencia de la unión matriz – fibra.
La presencia de vacíos.
La existencia de esfuerzos residuales debidos a la expansión térmica, al unirse la fibra y la
matriz durante el proceso de fabricación.
Los concentradores de tensiones que introducen la disposición de las fibras.
A continuación se presenta una formula alternativa para el calculo de Y, que tiene en cuenta la
incidencia que los concentradores de tensiones debidos a la disposición de las fibras, introducen en
el composite. Parte de considerar que la deformación de rotura transversal del composite es igual a
la de la matriz, afectado por la concentración de deformaciones.
ε R2 = εm2RT
F
Donde:
deformación de rotura a tracción del composite en dirección 2.
εm2RT - deformación de rotura de la matriz, en la dirección transversal, 2.
Para matriz isotropica, εm2RT = εmRT
F = factor de concentración de las deformaciones.
F =
d
s
García de la Figal, Javier.
1
Em Ef2
.
1
+ 1
78
Capitulo 4
d - diámetro de los paquetes de fibras longitudinales.
s -
distancia transversal entre los centros de los paquetes de fibras.
El límite de resistencia a tracción transversal viene dado ahora por,
Y
4)
=
E 2 σ tm
Em F
Límite de resistencia a Compresión transversal. ( Y’ ) (dirección 2, Fig. 20). -
Para el cálculo teórico de este parámetro se emplea el mismo primer grupo de ecuaciones anteriores,
cambiando los parámetros para los correspondientes a compresión.
Y’ = E2 * ε2 RC
ε2RC = [(d / s) * (E m2 / E f2) + (1 - d / s) ] * ε m2 RC
donde: ε2RC - es la deformación de rotura transversal a compresión, de todo el composite.
ε m2RC = σ cm2 / E m2 - deformación de rotura a compresión transversal de la matriz.
El ensayo para determinar experimentalmente a Y’, es el mismo que el de compresión longitudinal,
sólo cambian las dimensiones de la probeta. Tampoco las fórmulas anteriores brindan resultados
satisfactorios, siendo los experimentales inferiores a los calculados. En realidad hay varios modos
de fallos propios de la compresión transversal,
•
•
•
Fallo de la matriz a compresión.
Fallo a Cortante de la matriz.
Fallo a Cortante de la matriz, junto con despegue de la unión matriz – fibra, y
aplastamiento de la fibra.
5) Límite de resistencia a Cortante, ( S ) (plano 1, 2, Fig. 20 ) Sea:
γ R12 − deformación tangencial de la lámina, en el plano 1-2, correspondiente al punto de rotura.
γ m12 – deformación tangencial de la matriz, en el plano 1-2.
γ f12 – deformación tangencial de la fibra, en el plano 1-2.
Un primer planteamiento parte de considerar que el esfuerzo tangencial en las fibras es igual al de la
matriz, de modo que en todo momento se cumpla,
García de la Figal, Javier.
79
Capitulo 4
G f 1 * γ f12 = G m1 * γ m12
De donde se llega a demostrar,
γ R12 =
Donde:
S = G12 * γ R12
[(d / s) (G m / G f ) + (1 – d / s ) ]* γ R m12
γ R m12 = τ R m / G m
- deformación tangencial de rotura,
de la lámina.
- deformación tangencial de rotura de la matriz.
Otra formula mas completa que considera el efecto que la concentración de tensiones debida a la
disposición del paquete de fibras, introduce en los valores de S, es,
S
Fs =
=
d
s
G12 τRm
Gm Fs
1
Gm _
.
1
Factor de concentración de tensiones
+ 1
Gf
El ensayo para la determinación de S, se realiza traccionando láminas unidireccionales, a + 45o
respecto a la fuerza tractiva, pues en esa dirección, ocurren los esfuerzos tangenciales máximos. La
predicción por estas fórmulas del parámetro S, es bastante compleja e inexacta.
Debe señalarse que los límites de resistencias analizados se refieren a láminas con reforzamientos
unidireccionales solamente. En el caso de tejido Woven Robin equilibrado, en ambas
direcciones 1, 2 existen fibras que pueden considerarse como unidireccionales en si, por lo que debe
aplicarse la formula de tracción longitudinal ( 10 ) tanto para el calculo de X como de Y. Mientras
que las ecuaciones de compresión longitudinales ( 10 I ) para las compresiones X’ y Y’, quedando,
X = Y ,
Y’ = X’
Los valores de V f a ser empleados en las ecuaciones ( 10 ) y ( 10 I ) son la mitad del V f total de la
lamina, pues de ese total, la mitad esta en una dirección y la otra mitad en la otra dirección.
En Woven Robin no equilibrado también se emplea la ecuación de tracción longitudinal ( 10 ) y las
de compresión longitudinal ( 10 I ) para el calculo de X, Y, X’ y Y’, respectivamente. Pero con los
valores de V f en correspondencia con la cantidad de fibra que haya en cada dirección del tejido.
Con tejido Mat se trabaja igual que con WR equilibrado, pero ahora empleando el mismo valor de
V f en todos los casos. Quedando: X = Y y X’ = Y’.
De todo lo explicado se ve lo inexacto de la mayoría de las ecuaciones expuestas, para la
predicción de los límites de resistencias de las láminas. Por ello es prácticamente imprescindible
realizar los ensayos, como exigen todas las Normas y Registros que tratan sobre composites. Las
ecuaciones sólo dan una idea, un valor aproximado de estos límites.
García de la Figal, Javier.
80
Capitulo 4
MPa
X
a
a
1
x
750
b
o
10
1
c
d
e
2
1
1
o
45
2
σX
1000
c
2
b
500
1
2
y
250
Y
d
e
0
0.4
0.8
1.2
ε
x,y - ejes de la lámina
1, 2 - ejes de los reforzadores.
X - límite de resistencia a tracción longitudinal
Y - límite de resistencia a tracción transversal.
Fig. 26 .- Diagramas de tracción de láminas de grafito / epoxy, con diferentes refuerzos.
Por todo ello también se aplican métodos teóricos avanzados, más complejos pero de más exactitud
y concordancia con los ensayos. Entre estos procedimientos está el empleo de:
•
•
•
•
La Teoría de la Elasticidad.
El método de los Elementos Finitos.
El método de las Diferencias Finitas.
Mecánica de la Fractura.
La Mecánica de la Fractura es el adelanto más importante ocurrido en el cálculo de los composites
en los últimos tiempos, y consiste en determinar la Tenacidad de la fractura, cuantificada por la
energía absorbida por una grieta durante su extensión. De modo que todo proceso que sea capaz de
absorber energía en la punta de una grieta, incrementa la Tenacidad de la fractura. Esta se mide a
través de la energía necesaria para extender la grieta por su unidad de área, G. Su cálculo es
complicado y sale del marco del presente texto. Aunque debido a la complejidad de los fallos
posibles en los composites (Fig. 23 B), G solo ha tenido aplicación en el fallo por delaminación, el
que se estudia en el Capítulo 9 en Tensiones interlaminares.
En la Fig. 26 se muestra el comportamiento de los diagramas de tracción, para láminas con
diferentes orientaciones de las fibras, donde se observa las grandes variaciones existentes, en
dependencia de las direcciones de las fibras.
Otras propiedades Físicas de las Láminas.
A
demás de las propiedades y características estudiadas de las laminas, existen otras propiedades
físicas de interés. Se trata del coeficiente de dilatación térmica y del coeficiente de higroscopicidad.
García de la Figal, Javier.
81
Capitulo 4
El interés es calcular estos coeficientes de las láminas, a partir de los correspondientes coeficientes
de los materiales componentes. Aunque no son exactamente propiedades mecánicas, constituyen
importantes propiedades físicas de las láminas de composites.
6) Coeficiente de expansión térmica.Durante la fabricación de los composites, los mismos se ven sometidos a altas temperaturas y luego
dejados enfriar hasta la temperatura ambiente. En los composites de matriz polimérica esta
diferencia de temperaturas está en el rango de 200 – 300 0C, mientras que en los de matriz cerámica,
en los 1000 0C. Durante este proceso, en los polímeros termoresistentes ocurre una reacción
química en la matriz, mediante la cual se reticulan sus radicales libres, dando lugar a una
macromolécula. Este proceso, que no ocurre en los materiales termoplásticos, brinda las mejores
características de fluencia de los termoresistentes. La cinética de esta reacción es tal que produce
una generación de calor, es decir es un proceso exotérmico. Durante la fabricación de las piezas, por
tanto debe prestarse atención a que no ocurra una excesiva acumulación de este calor, que no pueda
ser evacuado adecuadamente. El calentamiento resultante produce cambios en las dimensiones de la
pieza, por dilatación térmica, los que pueden ser calculados convenientemente. Otra fuente de
cambios en las dimensiones de la lámina, ocurre cuando se ven sometidas a condiciones de trabajo
en las cuales existen cambios de temperatura. Todo lo señalado apunta a la necesidad de calcular la
incidencia que estos cambios térmicos tienen en las dimensiones de las piezas de composite. Los
mismos son una posible fuente de esfuerzos térmicos, que se adicionarán a los de las cargas
mecánicas y que pueden llegar a alcanzar valores apreciables.
Sea una lámina unidireccional con:
α1 − Coeficiente de expansión térmica, en dir. 1,
de la lámina.
α m – Coef. de expansión térmica de la matriz.
α2 - Coeficiente de expansión térmica en dir. 2,
de la lámina.
α f 1 – Coef. de expansión térmica de la fibra.
en dir 1.
Entonces se demuestra que los coeficientes de expansión térmica de la lámina de composite son:
α1 = (α f 1 E f1Vf + α m E m1 Vm) / E1
α2 = (1 + ν f 12) α f 1 Vf + (1 + νm 12) α m Vm + α1 ν12
En el gráfico de la Fig. 27 se muestra la variación de estos 2 coeficientes de expansión térmica de
una lámina unidireccional, en función del contenido de fibra, Vf , cuando la matriz es de tipo
polimérica. En este gráfico pueden observarse algunas consideraciones de interés.
•
•
En láminas con matrices poliméricas, donde α m > α f 1, ocurre que α1 < α2, que es lo
que caracteriza a los composites con este tipo de matriz.
Puede lograrse, incluso que: α1 = 0 , si se escoge un material de fibra tal que α f 1< 0.
García de la Figal, Javier.
82
Capitulo 4
α [m/m/ o C]
30
α2
α m
20
α
1
10
α f
0
1
V f
Fig. 27. - Variaciones de los Coeficientes de expansión térmica de una lámina
unidireccional. Matriz polimérica.
Esto último significa que la lámina no tendrá expansión térmica alguna, en la dirección 1, lo cual
puede ser importante en algunas aplicaciones. Véase el ANEXO 4.
Cuando la dirección de las fibras no coincide con los lados de la lámina, sino que hay entre ellos un
ángulo θ, los coeficientes de la lámina en sus direcciones x, y, pueden calcularse por las siguientes
expresiones.
α x = α1 c 2 + α2 s 2 ,
α y = α1 s 2 + α2 c 2 ,
α xy = 2 (α1 − α2) c s
O también,
αx
αy
γxy /2
-1
=
T
α1
α2
0
Las deformaciones debidas a la dilatación térmica de la lámina unidireccional, se calculan por,
εΤ 1
εT2
0
=
ΔT
α1
α2
0
Y las surgidas en una lámina con refuerzos en ángulo, respecto a los ejes x,y de la lámina,
εΤ x
εT y =
γΤxy
García de la Figal, Javier.
ΔT
αx
αy
αxy
83
Capitulo 4
7)
Coeficiente de expansión por humedad (Coeficiente de higroscopicidad). -
Otra característica física de las láminas es este coeficiente, que mide la capacidad (más bien el
defecto) de las láminas de absorber agua. En efecto, las resinas poliméricas son muy propensas a
absorber agua al estar sometidas a ellas por largos periodos, lo que produce su expansión y a la
larga, el traspaso del agua de un lado al otro de la lámina. Las fibras presentes en ella son las
encargadas de disminuir este proceso. El coeficiente de expansión por humedad o de higroscopi cidad se define como el cambio de longitud de un cuerpo, respecto a su longitud inicial, por unidad
de cambio de peso por el de agua absorbida, y por unidad del peso del cuerpo. [m / m / kg / kg].
Sea: βm – el coeficiente de higroscopicidad de la matriz.
Asumiendo que sólo la matriz absorbe el agua, se puede demostrar que los coeficientes de
higroscopicidad de la lámina, en sus direcciones 1 y 2, vienen dados por,
β1 = (ρ m1 / E1) (ρ c / ρ m) βm,
β2 = (1 + ν m12 ) (ρ c / ρ m ) βm - β1 ν12
Las deformaciones resultantes por la absorción de humedad, se calculan por,
εC1
εC2
0
=
ΔC
β1
β2
0
Donde Δ C - es el peso de humedad
absorbido por unidad de peso de la
la lámina.
El agua al actuar por periodos prolongados sobre las resinas (20, 30 años y más), va penetrando a
través de ellas, por medio de un proceso conocido por ósmosis. Al llegar a las fibras de vidrio, la
van descomponiendo y cambiando sus propiedades, todo lo cual se refleja en un “abombamiento” y
fragilización de la zona afectada, que va debilitando progresivamente a la estructura.
Las resinas poliésteres del tipo isoftálicas son más resistentes al paso del agua y han dado buenos
resultados en el País, en la evitación de este fenómeno indeseable. Actualmente existen productos
recubridores que se aplican como capa destinada a ser la que estará en contacto con el agua, que
impermeabilizan muy eficazmente a la lámina, evitando así este fenómeno también.
Esfuerzos y deformaciones higrotérmicos en una lámina.-
La acción térmica y de la humedad actuando de forma conjunta, se conocen como acción
higrotérmica, la que produce siempre deformaciones adicionales en la lámina, de modo que las
deformaciones totales pueden considerarse como,
ε1 = εM 1 + εT1 + εC1
donde: εM - deformaciones mecánicas, debidas a las cargas mecánicas.
ε2 = εM2 + εT2 + εC2
εT - deformación por cambio de temperatura (térmica).
γ12 = γΜ12 + 0 + 0
εC - deformación por absorción de humedad (higroscópicas).
ε1 , ε2 , γ12 − deformaciones totales.
García de la Figal, Javier.
84
Capitulo 4
Las deformaciones mecánicas εM , son las producidas por las cargas mecánicas externas y
calculadas por las expresiones dadas en este propio texto. Las deformaciones totales son debidas a
los 3 efectos simultáneos. Sin embargo, debe observarse que si la lámina no está restringida en sus
bordes, las deformaciones higrotérmicas solas (es decir εT y εC), nο producen esfuerzos en la
lámina. Así ocurre al laminar una lámina sin constreñimientos laterales, en la cual el proceso de
enfriamiento posterior causa estrechamiento de ella, pero no produce esfuerzos.
Los esfuerzos debidos a las cargas mecánicas que son las únicas que crean esfuerzos si hay libertad
de expansión, son en una lámina unidireccional,
σ1
σ2
τ12
=
Q11 Q12 0
Q21 Q22 0
0
0 Q33
ε1 - εT1 - εC1
ε2 − εT2 - εC2
γ12
En el ANEXO 2 se muestran algunas otras características importantes de las láminas, dependientes
de los diferentes métodos de fabricación existentes.
Relaciones entre algunas propiedades de los composites de PRF.varias de las propiedades y características estudiadas y que diferencian a unas láminas de
Entre
otras, existen algunas dependencias entre ellas que fijan sus rangos posibles de valores. Por
supuesto que un primer factor que desempeña un papel fundamental en las propiedades del
composite son los materiales seleccionados para fibra y matriz.
En cuanto a la selección del material de los componentes, es conocido que los más baratos
empleados en composites de PRF, son el poliéster como matriz y el vidrio E como fibra,
obteniéndose las muy difundidas láminas de vidrio / poliéster. Las propiedades del poliéster son en
general inferiores a las de la resina epoxy, que es el otro polímero terrmoresistente que también se
emplea ampliamente en PRF, (véase la TABLA 7); lo que determina una mayor resistencia del
composite hecho con eopxy. Esta resina tiene además otras importantes ventajas frente al poliéster:
•
•
•
•
•
•
•
Buenas propiedades eléctricas.
Absorción reducida de agua.
Buen comportamiento a temperaturas elevadas (de – 60 a 180 o C, contra un máximo de
120 0 C en los mejores poliésteres).
Menor contracción durante el proceso de curado (0 % si están adecuadamente cargadas y
con los aditivos necesarios).
Muy buena resistencia química a una gran cantidad de agentes.
Compatibilidad con prácticamente todos los materiales empleados como fibras.
Y un color más oscuro después de la polimerización.
Sin embargo es bastante más costosa y tiene un empleo restringido dentro del método manual o por
contacto, el más empleado en piezas grandes y poco repetidas, pues requiere de un calentamiento
hasta 120 o C para su curado. Es prácticamente la única empleada en las industrias aeronáutica y
espacial, y allí donde los requerimientos de resistencia y rigidez sean altos, en cuyo caso se
combinan con fibras de Grafito, Aramida o Boro, en lugar del vidrio.
García de la Figal, Javier.
85
Capitulo 4
Respecto a los materiales de fibras, la más empleada en los objetos de uso más común
(embarcaciones, tanques, elementos de estructuras, etc.), es la fibra de vidrio E. El vidrio S posee
una mayor resistencia, mientras que las fibras de Grafito y Aramida sólo se emplean en prestaciones
donde se requieren altas resistencias, altas rigideces (semejantes a las de los aceros de alta
resistencias), o características especiales (por ejemplo limitada dilatación térmica en un sentido).
Como estas altas prestaciones son precisamente los requisitos del empleo de las resinas epóxicas, lo
más usual es emplear las fibras de Grafito o de Aramida, con esta resina para estas aplicaciones.
Aunque también se emplean láminas de vidrio / epoxy en prestaciones menos rigurosas.
Véase el ANEXO 1 para ampliar en los tipos de láminas de composites más empleadas.
Pero una vez definidos los materiales, hay otro parámetro que incide de forma decisiva en las
propiedades y características de las láminas de composite. Se trata del Volumen relativo de fibra
Vf. que está presente en muchas de las fórmulas vistas en este Capítulo para el cálculo de las
propiedades y características de las láminas, y es el parámetro físico que más influye en ellas. A
mayor Vf mayores son en general las propiedades mecánicas, lo cual se entiende por ser la fibra la
responsable de las características de resistencia y rigidez de la lámina. Por ello mucho consumo de
resina (o sea Vf bajo) brinda mayores espesores, pero por lo general menores resistencias y
rigideces. Se ve que es deseable en general tener el menor consumo posible de resina, es decir, un Vf
lo más alto posible.
Pero el consumo de resina que se tenga al conformar una lámina (y por tanto V f ), depende de 3
factores principalmente:
¾ El tipo de fibra según su construcción (o sea si es Mat, Woven Roving o Unidireccional).
¾ La gramatura del tejido.
¾ El proceso de fabricación.
En la Fig. 28 se muestra esquemáticamente como es este comportamiento en función del tipo de
fibras, pudiéndose ver como los menores consumos de resinas (y por lo tanto las mayores
resistencias y rigideces), se logran con las fibras unidireccionales, mientras que los mayores
consumos (y por tanto menores Vf ) con el tejido Mat. Esto es debido a que con el Mat hay una
mayor impregnación al nivel de los filamentos, al penetrar más la resina en lugar de sólo envolver a
los cordones íntegros más largos y apretadamente unidos, de los otros tejidos. Con los tejidos
Woven Roving ( WR) se logran espesores y propiedades con valores intermedios.
Respecto a las tecnologías de fabricación empleadas, con la que se obtienen los menores valores de
Vf y por tanto el mayor consumo de resina, es con el método manual o de contacto, ya que la
presión que puede hacer el hombre durante el proceso de laminación es limitada y poco uniforme.
Por ello con esta tecnología se obtienen las peores propiedades mecánicas. En el ANEXO 3 se dan
los valores de Vf posibles obtener según los diferentes procesos de fabricación.
Los mayores valores de V f que pueden lograrse para los distintos tejidos de fibras, los cuales solo
se alcanzan empleando los métodos de elaboración con acciones de prensado, son los siguientes.
¾ Vf max = 60 %
en fibras unidireccionales.
¾ Vf max = 40 %
en tejidos WR en total, aunque en cada dirección se tendrá hasta un 20 %.
García de la Figal, Javier.
86
Capitulo 4
¾ Vf max = 10 %
en tejidos tipo Mat.
En resumen, las láminas unidireccionales permiten mayores Vf y por tanto, mayores resistencias y
rigideces, junto con requerir los menores espesores. Y todo con un menor consumo de resina. Todo
lo inverso a lo obtenido en las láminas con tejidos Mat. Con las fibras WR, se obtienen valores
intermedios de resistencias, rigideces y espesores de las láminas. Esto explica el limitado uso que
tienen los tejidos Mat, aunque tienen una importante característica: su coeficiente de
higroscopicidad β, es mucho mayor que el de los otros tejidos. Esto los hace indicados como
barreras contra la penetración del agua y otros líquidos hacia el interior del composite, empleándose
de forma intercalada entre los otros tejidos, para este fin.
En estos 3 parámetros de las láminas (resistencia, rigidez y espesor), influye también de manera
importante una característica más de las fibras: la gramatura de los tejidos de fibras,
incrementándose aquellas propiedades con el aumento de la gramatura. Véase la Tabla A 5 2
(ANEXO 5).
Resistencia.
Unidireccional
WR
Mat
V
f
Fig. 28.- Variación de las propiedades mecánicas en función del tipo de fibras.
García de la Figal, Javier.
87
Capitulo 4
García de la Figal, Javier.
88
Capitulo 4
CAPÍTULO 5.
CRITERIOS DE RESISTENCIA
DE LÁMINAS.
H
asta ahora se ha estudiado como determinar las propiedades de una lámina: X, X’, Y, Y’
y S. Pero, ¿cómo puede saberse si esa lámina, sometida a determinados esfuerzos,
falla o no? Existen varios criterios de fallo de láminas, los cuales pueden clasificarse en 2
grupos.
•
Los criterios de rotura global, que tratan al material como homogéneo por lo que
consideran un solo tipo de fallo, que se circunscribe a un criterio.
•
Criterios que consideran una combinación de distintos tipos de fallos, o sea los fallos
analizados de forma unificada.
Los tipos o formas de fallos, es decir los modos de fallos, aquí se referirán a los fallos asociados
con cada uno de los límites de resistencia estudiados en el Capitulo 4: tracción - compresión,
tanto longitudinal como transversal a las fibras, así como a cortante. A continuación se estudian
los 4 tipos fundamentales de criterios de fallo de láminas más usados actualmente.
1) Criterio del Esfuerzo Máximo.Este criterio es del tipo de rotura global, o sea que esta vinculado con uno de los tipos de roturas de
las laminas. Es equivalente a los criterios de Tresca ( τmax ) y al de Rankine (σmax ), usado en
materiales isotrópicos, como los metales.
En él se establece que la lámina se rompe (o falla), si el esfuerzo normal o el tangencial, en uno de
los ejes del material (o sea en la dirección 1 o en la dirección. 2), es mayor que el límite de rotura de
la lámina (X ó Y respectivamente), correspondiente a esa dirección. Es decir que se considera que la
lámina se rompe si se cumple una de las siguientes condiciones:
σ1 > X
σ2 > Y
τ12 > S
García de la Figal, Javier.
σ1 > - X’
Para esfuerzos
actuantes de
Tracción (+).
85
σ2 > - Y’
τ12 > S
Para esfuerzos
actuantes de
Compresión (-).
Capitulo 5
Tomándose los limites de resistencia siempre como positivos. El coeficiente de seguridad, también
conocido en esta disciplina como Strength Ratio (SR), viene entonces dado por las relaciones,
SR x = X / σ1
SR’x = X’ / σ1
SR y = Y / σ2
SR’y = Y’ / σ2
SR s = S / τ12
Empleándose uno de ellos, en dependencia de cual alcanza el valor más pequeño, el que será el
esfuerzo más peligroso y el determinante del posible fallo de la lámina. En efecto, la condición del
fallo es,
SR > 1
SR < 1
la lámina resiste.
la lámina no resiste.
Cada componente de esfuerzo es comparada con la correspondiente resistencia, no estableciendo
por tanto ninguna interacción entre las mismas. No obstante, este criterio de resistencia esta
asociado con los modos de rotura de una lamina: a tracción o compresión en la dirección 1, en la
dirección 2, o a cortante, siendo un criterio de rotura global.
2) Criterio de la Deformación Máxima.-
Criterio semejante a los criterios de Tresca (γ
max) y al de Saint Venant (εmax), para materiales
isotrópicos, perteneciente también a los de rotura global. Establece que una lámina se rompe si
las deformaciones normales o las tangenciales, en los ejes de la lámina 1 o 2, exceden los valores
de las deformaciones correspondientes al límite de rotura de la lámina. O sea cuando se cumpla
alguna (la primera que lo alcance) de las siguientes condiciones.
ε1 > εRT1
ε2 > εRT2
ε1 > − εRC1
Para solicitación
a Tracción (+).
γ12 > γ R 12
ε2 > − εRC2
Para solicitación
a Compresión (-).
γ12 > γ R 12
Donde εRT y εRC , tomadas siempre como positivas, son las deformaciones de rotura de la lámina a
tracción y compresión respectivamente, en cada dirección. Obsérvese que éstas son nuevas
propiedades mecánicas, no vistas anteriormente, pero que no son más que las deformaciones
correspondientes al punto de rotura de la lámina, obtenidas también de los ensayos de tracción compresión longitudinal, transversal y a cortante.
Al igual que en el criterio anterior de Esfuerzos Máximos, en este no se establece interacción entre
los distintos tipos de deformaciones. Sin embargo brinda diferentes resultados respecto al primer
criterio, debido a que las deformaciones locales en una lámina incluyen el efecto del coeficiente de
García de la Figal, Javier.
86
Capitulo 5
Poisson. Brinda por tanto resultados algo más cercanos a los reales. Así mismo, también brinda el
modo de rotura o fallo de la lámina, según sea el menor SR calculado aplicando este criterio.
3) Criterio de Tsai Wu.-
Este criterio está basado en la suposición de que lo fundamental para la rotura de una lámina es la
energía total de deformación, por lo que es semejante al criterio de Beltrami, empleado en
materiales isotrópicos. Este criterio sólo se verá en su aplicación al estudio de la rotura (o fallo), de
láminas con estado tensional plano. Una lámina se considera según este criterio, que rompe si se
cumple,
H1 σ1 + H2 σ2 + H3 τ12 + H11 σ21 + H22 σ22 + H33 τ212 + 2 H12 σ1 σ2 >= 1
( 11 )
Donde:
H1 = (1 / X) - (1 / X’)
H2 = (1 / Y) - (1 / Y’)
H11 = 1 / X X’
H3 = 0
H33 = 1 / S 2
H22 = 1 / Y Y’
H12 = (Cxy / 2) * (H11 H22)0.5
-1 <= Cxy <= 0 que es un valor experimental
Tomándose todos los límites de resistencias como positivos, o sea con sus valores modulares. No
así los esfuerzos σ1, σ2, τ12, que se toman con sus reales signos.
Si se considera el coeficiente de seguridad (SR), la condición de rotura según este criterio es,
(SR) H1 σ1 + (SR) H2 σ2 + (SR)2 H11 σ21 + (SR)2 H22 σ22 + (SR)2 H33 τ212 + 2 (SR)2 H12 σ1 σ2 >= 1
Agrupando convenientemente los términos y planteando la condición límite para el fallo ( = 1),
(SR)2 [H11 σ 21 + H22 σ 22 + H33 τ 212 + 2 H12 σ1 σ2] + (SR) [H1 σ1 + H2 σ2] – 1 = 0
a
b
lo que puede ser escrito como,
(SR) 2 * a + (SR) * b – 1 = 0
Esta relación resulta ser la conocida ecuación de 2o grado en función de SR, que es resuelta por,
SR = - (b / 2a) + [(b / 2a) 2 + 1 / a ] 0.5
García de la Figal, Javier.
87
( 12 )
Capitulo 5
Determinándose así el coeficiente de seguridad de la lámina, con un estado tensional plano. A
continuación es posible plantear un esfuerzo equivalente, σequiv, definido como el actuante en el
punto analizado, como un estado tensional lineal que tiene igual peligrosidad que el estado plano
real. Es decir que este estado tensional equivalente tiene la misma peligrosidad que el estado
tensional real de la lámina. O en otras palabras, que tiene el mismo “Strength Ratio”, SR. Este
esfuerzo equivalente, que es lineal, se considera siempre actuando en la dirección 1 de la lámina,
por lo que si alcanza el límite de resistencia X, la misma rompe. Puede plantearse entonces que,
σequiv <= X / (SR)
que constituye la condición de resistencia de la lámina.
De esta condición se puede, conociendo SR calcular el σequiv, con el cual puede sustituirse al
verdadero estado tensional plano del punto analizado, por uno equivalente de tipo lineal. Aunque lo
más común es contentarse con el valor de SR calculado, el cual brinda la seguridad del punto más
peligroso de la lámina, es decir cuan alejado esta del fallo. Este criterio responde a una teoría
unificada del fallo, es decir que considera las interacciones entre los 5 tipos de resistencias ( y de
modos de fallo), de la lamina unidireccional. Pero a diferencia de los 2 criterios anteriores, no
brinda el modo de fallo de la lámina.
4) Criterio de Tsai – Hill.-
Este criterio está basado en la energía de distorsión debida al cambio de forma, como criterio
fundamental para el fallo de la pieza. Por lo que es semejante al criterio de Huber Misses, tan
ampliamente empleado en materiales isotrópicos.
La principal diferencia con el criterio de Tsai-Wu, es que este nuevo criterio considera iguales los
límites de resistencia a tracción y a compresión, es decir,
X = X’
Y = Y’
Tomándose todos los límites de resistencias siempre como positivos, o sea con sus valores
modulares. Este criterio establece que no ocurrirá el fallo de la lámina si se cumple,
(SR)2 [H11 σ 21 + H22 σ 22 + H33 τ 212 + H12 σ1 σ2] − 1 = > 0
a
Siendo los valores de los coeficientes,
H1 = 0
H2 = 0
H11 = 1 / X 2
H3 = 0
H22 = 1 / Y 2
H33 = 1 / S 2
H12 = - 1 / X 2
García de la Figal, Javier.
88
Capitulo 5
Como el termino b = 0, queda entonces,
SR = 1 / ( a ) 0.5
El criterio de Tsai – Hill considera también las interacciones entre las 5 resistencias de la lámina
unidireccional, a diferencia de los criterios de Esfuerzo y Deformación Máximos. Pero no se asocia
con el modo de fallo de la lámina, algo semejante a lo que sucede con el criterio de Tsai – Wu.
Sin embargo se puede hacer una razonable aproximación al modo de rotura de la lámina, calculando
las relaciones,
[ σ 1 / X ],
[σ 2 / Y ],
[ τ 12 / S]
Todas con sus valores modulares y determinar la mayor de esas 3 relaciones, que será la asociada
con la forma de fallo que ocurrirá en la lamina, es decir a tracción en la dirección 1, o a compresión
o a cortante, respectivamente..
Por otro lado el criterio de Tsai – Hill a diferencia del de Tsai – Wu, no distingue entre la resistencia
a tracción y a compresión, lo que generalmente lleva a coeficientes SR menores que los otros 3
criterios, lo que implica una sobrestimación de las cargas actuantes sobre la lamina unidireccional.
En otras palabras que suele hacer una subestimación de la verdadera resistencia de la lamina, lo que
se debe a que usualmente la resistencia a tracción transversal Y, de una lamina unidireccional es
mucho menor que su resistencia a compresión transversal Y’, la cual no se considera en el criterio
de Tsai – Hill.
Para tratar de corregir esta situación, se ha desarrollado el criterio de Tsai – Hill modificado, el que
tiene en cuenta estos 2 tipos de resistencias. Establece que la lámina no falla si se cumple,
(SR)2 [H11 σ 12 + H22 σ 2 2 + H33 τ 12 2 + H12 σ1 σ2] − 1 = > 0
donde:
H 11 = 1 / X 2 si σ 1 > 0
= 1 / ( X’ ) 2 si σ 1 < 0
Η 22 = 1 / Y 2 si σ 2 > 0
Η 33 = 1 / S 2
= 1 / ( Y’ ) 2 si σ 2 < 0
Η 12 = − 1 / X 2 si σ 2 > 0
= − 1 / ( X’ ) 2 si σ 2 < 0
En esta forma se obtienen resultados más cercanos a los obtenidos por el criterio de Tsai – Wu. El
modo de fallo esta asociado con la mayor de las relaciones,
[ σ 1 ∗ ( Η 11 ) 0.5 ],
García de la Figal, Javier.
[σ 2 ∗ ( Η22 ) 0.5 ],
89
[ τ 12 / S]
Capitulo 5
Comparaciones y estudios de los 4 Criterios de fallo con respecto a datos experimentales, arrojan
lo siguiente.
• Los criterios de los Esfuerzos máximos y de las Deformaciones máximas, dan las mayores
diferencias con los datos experimentales.
• Los criterios de Tsai-Hill y de Tsai-Wu, tienen buenos ajustes con los datos experimentales.
• Las variaciones de resistencias (por ejemplo, el SR), en función de un ángulo de inclinación θ de
la lámina, brinda una curva suave y acorde mas con los datos experimentales, con el empleo de
los criterios de Tsai-Hill y de Tsai-Wu. No así con los otros 2 criterios, donde la curva tiene
cambios bruscos de pendiente para algunos ángulos θ del refuerzo, que se alejan de los
experimentos.
El criterio más exacto y empleado es el de Tsai – Wu, aunque el de Deformaciones Máxima es muy
cómodo de emplear, pues en contraposición con los otros criterios, las deformaciones actuantes son
más fáciles de determinar que los esfuerzos y son independientes de otros parámetros de cálculo.
Otro aspecto a considerar en la aplicación de los criterios de resistencia de laminas, es que son
aplicables solo los esfuerzos y deformaciones en las direcciones ortogonales 1, 2, 3 de la lamina, es
decir que el calculista debe siempre determinar y usar estos esfuerzos y deformaciones en las
formula vistas anteriormente. Así si las direcciones de las fuerzas aplicadas no coinciden con estos
ejes, sino con otro sistema de ejes X, Y, Z, (Fig. 11), deberá aplicarse previamente el sistema de
ecuaciones ( 2’ ), para la determinación de los esfuerzos ortogonales σ 1 , σ 2 y τ 12 .
EJEMPLO 8.Determinar el SR de una lámina unidireccional, con las propiedades dadas a continuación, y
sometida a esfuerzos σ1, solamente.
X = 160 MPa
X’ = 140 MPa
Cargas:
σ1 = 50 MPa.
Y = 7 MPa
Y’ = 6.5 MPa
S = 100 MPa
σ2 = τ12 = 0
Cálculo de los coeficientes de la fórmula de Tsai-Wu.
H11 = 1/ (X X”) = 4 * 10-5 [MPa] -2 ,
H22 = 1 / (Y Y’) = 2.197 * 10-7
H1 = (1 / X) – (1 / X’) = - 8.92 * 10-3 [MPa]-1
[MPa] -2 ,
H33 = 1 / S 2 = 1 * 10-4 [MPa] -2 ,
H2 = (1 / Y) - (1 / Y’) = -1.099 * 10-1 [MPa]-1
H12 = -0.5 * [(H11 * H22] 0.5 = - 4.68 * 10-4 [MPa] -2
La ecuación de Tsai-Wu puede plantearse como,
García de la Figal, Javier.
90
Capitulo 5
(SR) 2 a + (SR) b – 1 = 0
que constituye la condición del fallo. Sustituyendo valores en los coeficientes a y b,
a = 0.1
b = -0.0446
Despejando SR de la ecuación de Tsai-Wu,
SR = - (b / 2 a) + [(b / 2 a) 2 + (1 / a)] 0.5
SR = 3.39
De donde puede calcularse,
σequiv = X / (SR) = 160 / 3.39 = 47.1 [MPa]
Puede observarse que si la lámina hubiera sido isotrópica, el SR sería,
SR = X / σ1 = 160 / 50 = 3.2
Es decir muy cercano al anterior.
EJEMPLO 9.Determinar el SR de una lámina unidireccional, cargada con esfuerzos en las 2 direcciones 1 y 2.
X = 160 MPa
X’ = 140 MPa
Cargas:
Y = 7 MPa
Y’ = 6.5 MPa
σ1 = σ2 = 50 MPa,
S = 100 MPa
τ12 = 0
Los coeficientes H son iguales a los del problema anterior, pues la lámina es la misma. Calculando
ahora los nuevos coeficientes a y b,
a = 52.71
b = -0.59
El coeficiente de seguridad será,
SR = (- b / 2 a) + [(b / 2 a) 2 + (1 / a)] 0.5 = 0.193 < 1
García de la Figal, Javier.
91
Capitulo 5
Que por ser menor que la unidad, significa que la lámina rompe. El esfuerzo equivalente es,
σequiv = X / (SR) = 160 / 0.193 = 820 [MPa]
es decir enorme y muy superior a X, razón por la cual, rompe.
EJEMPLO 10.Calcular el “Strength Ratio”, SR de la lámina unidireccional de los ejemplos anteriores,, cargada
ahora con las siguientes cargas.
Cargas:
σ1 = 100 MPa
σ2 = 5 MPa
Los coeficientes H de la fórmula de Tsai-Wu son iguales a los del ejemplo 8. De aquí pueden
calcularse,
a = 0.416
b = -0.594
De donde puede ahora calcularse el SR, dando,
SR = 2.421
por lo que Resiste !
Por lo que la lámina resiste. El esfuerzo equivalente es,
σequiv = X / (SR) = 160 / 2.421 = 66.1 [MPa]
Que es, en efecto, menor que X:
σequiv < X
García de la Figal, Javier.
92
O. K.
Capitulo 5
CAPITULO 6.
TIPOS DE LAMINADOS Y SUS CALCULOS.
L
aminado es el conjunto de varias láminas unidas en la dirección del espesor. El empleo de
laminados en lugar de una única lámina, se hace necesario porque:
•
•
•
El espesor de una lámina es muy pequeño (pudiendo ser de tan solo 0.125 mm), por lo que
son necesarias varias láminas para resistir las cargas regularmente actuantes.
Las propiedades mecánicas de las láminas unidireccionales están severamente limitadas en
la dirección transversal. Para cargamentos complejos, hay necesidad de colocar varias
láminas unidireccionales, en distintos ángulos del plano.
Con varias láminas de diferentes materiales o composiciones, se puede obtener un laminado
con propiedades muy específicas, por ejemplo con el coeficiente de dilatación térmica nulo;
o con mucha mayor rigidez en una dirección que en otra.
Similarmente a lo estudiado en láminas, en este Capítulo se estudiará la macro mecánica de un
laminado. Basados en las cargas internas actuantes en el plano del laminado (es decir aquellas que
produzcan esfuerzos sólo en ese plano), se hallarán las ecuaciones para calcular los esfuerzos y
deformaciones. Tanto en los ejes locales 1 y 2, como en los globales X, Y.
Un primer análisis del problema permite plantear que las rigideces, resistencias y las propiedades
higrotérmicas, dependerán de:
•
•
•
•
•
•
Módulos de Elasticidad de las láminas componentes.
Distribución o ubicación de las láminas, en el laminado.
Espesores de cada lámina y del laminado.
Angulo de orientación de las fibras, de cada lámina.
Coeficiente de expansión térmica de cada lámina
Coeficientes de higroscopicidad.
Código de identificación de los Laminados.
una de las láminas que componen el laminado, se identifica por la ubicación que tiene en el
Cada
mismo, por sus materiales o composición y por la orientación de sus fibras. Todo esto se
representa por un código, en el cual cada lámina se indica por el ángulo que sus fibras tienen
García de la Figal, Javier.
93
Capitulo 6
respecto a un eje de referencia, (que se toma el eje X, Fig. 29). Ese ángulo de cada lámina se separa
por un “slash” y lleva un signo, según la orientación sea en un sentido o en otro. La 1ra capa será
considerada la superior del laminado.
z
y
2
x
θ
1
x, y - sistema coordenado de
las cargas .
1, 2 - sistema coordenado
de los reforzamientos .
Fig. 29.—Esquema de un laminado.
A continuación se estudia la composición y su correspondiente código, de varios laminados. En el
código que se empleará, cada número que se da representa el ángulo θ que forma el refuerzo de
cada lámina (o sea la dir. 1), respecto al eje X del laminado. Además, a menos que se especifique
otra cosa, se entiende que cada lámina tiene igual material y el mismo espesor.
1) Sea el siguiente laminado, que visto en su espesor tiene la siguiente configuración.
_0_
-45
_90
_60
_30
2)
_0
-45
_90
_90
_60
_0_
Al mismo le corresponde el siguiente código:
[0 / -45 / 90 / 60 / 30]
Sea ahora este otro laminado, conformado por láminas en las siguientes direcciones.
Tiene el código:
García de la Figal, Javier.
[0 / -45 / 90 / 90 / 60 / 0]
94
Capitulo 6
3)
Tiene el código:
[0 / -45 / 60] s
donde la “s” denota que es un laminado simétrico,
respecto al plano medio. Hay 2 láminas
con ángulo de 60o
_0
-45
_60
_60
-45
_0
4)
Código: [0 / -45 / 60] s
Donde el subrayado de 60, significa
que la simetría es en el plano medio
de esa lámina: o sea, hay una sola lámina con 60o.
_0
-45
_60
-45
_0
5)
Por último sea un laminado compuesto por láminas de diferentes materiales.
Código : [0 gr / +45 B ] s
Tiene 6 capas, las que son a 0o, son de grafito/epoxy;
mientras que las restantes, de Boro/epoxy.
graf/epoxy _0
boro/epoxy _45
boro/epoxy -45
boro/epoxy -45
boro/epoxy _45
graf/epoxy _0
Relaciones Esfuerzos - Deformaciones de un Laminado.
En los Capítulos 2 y 3 se plantearon las ecuaciones que expresan las relaciones entre los esfuerzos
y las deformaciones de una lámina, es decir la ley de Hooke. Esto se hizo a través del
planteamiento de su matriz de elasticidad. A continuación se estudiarán estas relaciones para un
laminado. Pero antes es necesario repasar algunos conceptos básicos de piezas con material
isotrópico.
Viga de material isotrópico.
•
Sometida a flexión. Sea una viga sometida solo a momentos flectores Fig. 30.
Como es conocido de Resistencia de Materiales, en cualquier punto de ella se cumple,
σ = Eε
García de la Figal, Javier.
95
Capitulo 6
Asumiendo:
•
•
•
Fuerza Cortante nula (o sea flexión pura)
Hipótesis de las secciones planas
Que el plano yz no se deforma (véase la Fig. 13 b y la Fig. 30).
Se cumple,
1 = δ2w
δx2
ρx
=
kx
=
My
EIy
Que es la conocida ecuación de la elástica de la viga. En ella,
w – es la flecha de la viga (desplazamiento en el eje Z), de cualquiera de sus puntos.
ρ x - Radio de curvatura de un punto dado.
k x – Curvatura de la elástica, de ese punto.
Es conocido que las deformaciones debidas al flector vienen dadas por,
ε’x
= z =
ρx
z kx
( 13 )
donde z - distancia de la Línea Neutra de la viga al punto de análisis, en el sentido de su espesor.
•
Viga sometida a fuerzas Normales. En el caso de fuerzas Normales Px actuantes sobre la
viga de sección A, las deformaciones vendrán dadas por,
εox
•
=
Px
AE
Flexión y Normales, combinadas. En este caso, las deformaciones totales serán la suma de
las debidas a los flectores y las Normales,
εx
=
Px + z M y
AE
EIy
εx = εox + ε’x
García de la Figal, Javier.
96
Capitulo 6
M
εx
εx
M
Z
h
ρ
ρ
- radio de curvatura
Fig. 30 .- Viga a flexión pura.
Lámina de composite.
Las láminas de materiales compuestos vistas hasta ahora, se comportan como ortotrópicas o
como transversalmente isotrópicas, y se vieron cuando los esfuerzos actuantes están sólo en el
plano de la lámina, es decir bajo estado tensional plano. Las condiciones para lograr esto ya fueron
ampliamente analizadas.
Las relaciones esfuerzo – deformación, dadas por la ley de Hooke para este caso, vienen dadas por,
σx
σy =
τxy
Q’11
Q’21
Q’31
Q’12
Q’21
Q’32
Q’13
Q’23
Q’33
εx
* εy
γxy
(4)
En el caso de estar sometida a flexión, surgen varias deformaciones, determinadas por las relaciones
(2’), las que combinadas con (5), pueden expresarse como,
ε’x
ε’y =
γ’xy
δ2 w / δx2
- δ2 w / δy2
2 δ2 w / δxδy
* z tb
kx
= ky
kxy
* z tb
donde ahora : z t b - es la distancia desde el plano neutro de la lámina, hasta su borde superior
(top) o inferior (bottom), según el punto que se desee analizar.
Si además actúan sobre la lámina fuerzas Normales, entonces las deformaciones totales serán,
εx
εy
τxy
García de la Figal, Javier.
=
εox
εoy
γoxy
97
+ z tb *
kx
ky
kxy
( 14 )
Capitulo 6
Laminado.
En un laminado sometido a Momentos y a Fuerzas internas simultáneamente, en cada lámina se
cumplen las relaciones ( 6 ), las que pueden plantearse ahora para cada lámina “k”, como,
σx
σy
τxy
=
Q’11
Q’21
Q’31
Q’12
Q’21
Q’32
k
donde k = 1, 2, 3, 4,…..n
Q’13
Q’23
Q’33
*
k
εx
εy
γxy
( 15 )
k
se refiere a cada una de las “n” láminas que componen el laminado.
El subíndice “k” de cada matriz, significa que puede plantearse la relación ( 8 ), para cada una de
las “n” láminas que componen el laminado, de forma independiente.
A su vez, las deformaciones totales de ( 15 ), pueden descomponerse según sean debidas a
Momentos o a Fuerzas internas, pudiendo replantearse ( 15 ) como,
σx
σy
τxy
=
k
Q’11 Q’12 Q’13
ε0 x
Q’21 Q’21 Q’23 * ε0y +
Q’31 Q’32 Q’33
γ0xy
k
Q’11 Q’12 Q’13
kx
Q’21 Q’21 Q’23 * z t b k * ky (16)
Q’31 Q’32 Q’33
kxy
k
Obsérvese que las deformaciones ε0 y las curvaturas k, son las mismas para todas las láminas, es
decir, son propias de todo el laminado. Según una de las hipótesis de Kirchoff, la de la
indeformabilidad de la normal a la placa, las deformaciones se distribuyen linealmente en el espesor
de la misma, pero en el caso de un laminado, esa distribución lineal, sólo ocurre dentro de cada
lámina. Véase la Fig. 31 en la cual se muestra que existen saltos en los esfuerzos, al pasarse de una
lámina a otra. Esto ocurre porque las matrices [Q’]k de cada lámina, en general son diferentes entre
sí, pues dependen del ángulo θ de los refuerzos, la composición en materiales, etc.
S
ea el laminado mostrado en la Fig. 32, visto según su espesor, en donde la nomenclatura
empleada es la siguiente.
t k - espesor de la lámina “k”.
n – número total de láminas del laminado.
k - número de una lámina cualquiera.
z k - distancia desde el borde inferior del laminado, hasta el plano medio de la lámina “k”.
z t k - distancia del Plano Neutro del laminado, hasta el borde superior (top), de la lámina “k”.
h – espesor total del laminado.
García de la Figal, Javier.
98
Capitulo 6
ε
Laminado.
σ
n
z t k
k
zb k
2
h
1
Fig. 31.- Distribución de deformaciones y esfuerzos, en el espesor de un Laminado.
Fuerzas y Momentos Internos en un Laminado.
t
k
n
z
tk
z
tn
k+1
k-1
d
k
Plano
Neutro.
k
b1
h
Z
z
t3
z
t k-1
k
V
z
3
2
1
Fig. 32.- Nomenclatura empleada en un Composite.
Algunas relaciones importantes que rápidamente pueden obtenerse de la Figura., son las siguientes.
n
h =
Σ
tk
espesor total del laminado.
k=1
Distancia del borde inferior del laminado, hasta la línea media de la lámina z k :
z k = z k-1 + (t k + t k-1)
2
García de la Figal, Javier.
99
Capitulo 6
Sean las Fuerzas y los Momentos internos, actuantes en un punto dado del plano medio de todo el
laminado, los siguientes (Fig. 13 b):
N x , N y , Tx y , M x , M y , M x y
Se demuestra que para todo el laminado se cumplen las siguientes relaciones de sus cargas internas,
Nx
Ny
Txy
Mx
My
Mxy
=
A11 A12 A13
A21 A22 A23
A31 A32 A33
εox
B11 B12 B13
εoy + B21 B22 B23 *
γoxy
B31 B32 B33
kx
ky
kxy
=
B11 B12 B13
εox
D11 D12 D13
B21 B22 B23 * εoy + D21 D22 D23 *
B31 B32 B33
γoxy
D31 D32 D33
kx
ky
kxy
*
( 17 )
Donde:
N x, N y , Tx y , - están expresados en [fuerza / longitud],
M x , M y , M x y,- expresados en
[fuerza-long / long.]
[A] – matriz de rigidez Normal [fuerza / longitud].
[B] – Matriz de rigidez de Acoplamiento [fuerza – longitud / longitud].
[D] – Matriz de rigidez de Flexión [fuerza – longitud 2 / longitud].
Los elementos de cada una de esas matrices se calculan por,
n
A ij =
Σ [ (Q’ }
ij
k
* (z k - z k-1) ]
k=1
Donde k = 1, 2, 3,..., n
García de la Figal, Javier.
B ij =
Σ
Dij =
Σ
(Q’i j) k * (z 2 k – z 2 k)
2
(Q’i j) k * (z 3 k – z 3 k-1)
3
n – número de láminas.
i = 1, 2, 3 , j = 1, 2, 3 - se refieren a los
elementos de las matrices, que son todas de 3*3.
100
Capitulo 6
Debe observarse de ( 17 ), que la matriz de rigidez [B], acopla o vincula las fuerzas Normales y
Cortantes N y T, con los momentos Flectores y Torsores M. En efecto si [B] = 0, se produce una
independencia entre esos 2 sistemas de ecuaciones, quedando desvinculados entre sí. Así, las
fuerzas dependerán solamente de las deformaciones εo, y los momentos de las curvaturas k.
Esto significa que en ese caso, si el laminado se cargara sólo con fuerzas (o sea N y T), no surgen
momentos ni, por tanto, curvaturas o deflexiones. Y si sólo se cargara con momentos M, solamente
surgen deflexiones (curvaturas k), pero no se alarga. Y esto es precisamente lo ideal al diseñar un
laminado: que la matriz [B] = 0. Como lograrlo, se verá más adelante en el Capítulo 9.
EJEMPLO 11.Calcular la matriz [A] de un laminado, conformado con láminas de vidrio / epoxy, de composición
[0 / 30 / -45 ]. Las propiedades de cada lámina se dan a continuación. Véase la Fig. 33.
t k = 5 mm, E1 = 181.10 GPa ,
ν12 = 0.26 , ν21 = 0.0148
E2 = 10.30 GPa , G12 = 7.17 GPa ,
Debe observarse que en realidad todas las láminas empleadas, son iguales, la única diferencia está
en que tienen sus fibras ubicadas a diferentes ángulos dentro del laminado.
Lo primero a calcular es la matriz de elasticidad básica de una lámina [Q], dada por (1), la que será
la misma para todas ellas. Una vez aplicadas las características de esta lámina, se obtiene,
181.8
[Q]30 = [Q]45 = [Q]o = 2.897
0
2.897 0
10.35 0
* 103 [MPa]
0 7.17
t
k
0
h
30
z
k
-45
Fig 33.- Ejemplo 11.
La matriz de rigidez transformada [Q’], dada por las expresiones ( 4 ), sí será diferente para cada
lámina, pues depende precisamente del ángulo θ de las fibras (dir. 1), respecto al eje X global de
todo el laminado. Así, para la lámina superior, con θ = 0o, se cumple,
[Q]o = [Q’}o
García de la Figal, Javier.
101
Capitulo 6
Para las restantes láminas se obtiene,
[Q’]30
=
109 32.46 54.2
32.46 23.65 20.05 * 103 [MPa]
54.20 20.05 36.74
[Q’]-45
=
56.66 42.32 -42.87
42.32 56.6 -42.87
-42.87 -42.87 46.6
*103 [MPa]
La ordenada zk viene dada por,
z k = z k-1 + (t k + t k-1 )
2
Sustituyendo valores para cada una de las 3 láminas, se tiene,
z1 = 5 / 2 = 2.5 mm
z2 = 5 + 2.5 = 7.5 mm
z3 = 10 + 2.5 = 12.5 mm
La expresión para calcular los elementos de la matriz [A] es,
n
A ij =
Σ [(Q’ )
ij k
* (z k – z k-1 ) ]
k=1
donde k = 1, 2, 3 , n = 3 láminas.
Sustituyendo valores,
A11 = 181.8 * 103 (2.5 - 0) + 109 *103 * (7.5 - 2.5) + 56.66 * 103 (12.5-7.5) = 1.74*103 [MPa-mm]
A12 = [2.897 * (2.5 - 0) + 32.46 * (7.5 - 2.5) + 46.32 * (12.5 - 7.5)] * 103 = 3.88 * 103 [MPa-mm]
A22 = [10.35 * (2.5 - 0) + 23.65 * (7.5 - 2.5) + 56.6 * (12.5 - 7.5)] * 103 = 4.53 * 103 [MPa-mm]
Así sucesivamente son hallados los restantes elementos de [ A ], obteniéndose la matriz,
[A] =
García de la Figal, Javier.
1.74
3.88
5.66
3.88 5.66
4.53 -1.14 * 103 [MPa-mm]
-1.14 4.52
102
Capitulo 6
Flechas en Laminados sometidos a flexión.
Sea un laminado sometido sólo a momentos M , M , M . Por tanto en la ecuación ( 17 ) se tendrá,
x
εο x
εoy = 0
γoxy
Nx
Ny = 0
Txy
y
xy
[A] = 0, [B] = 0
Quedando solamente,
Mx
My
Mxy
=
[D]
ky
ky
kxy
Los elementos de la matriz de rigidez a Flexión [D], de todo el laminado, se calculan por,
n
Di j =
Σ
k=1
[Q’i j] k * (z 3 k – z 3 k-1 )
3
La ubicación del Plano Neutro del laminado, PN, que es el plano que ni se alarga ni se comprime
debido a los flectores (véase Fig. 32), medido desde el borde inferior del laminado, se determina
por,
n
ΣE
V =
k
x*
tk*zk
.
k=1
n
ΣE
k
x
*tk
k=1
donde V es la distancia del borde inferior del laminado, al Plano Neutro (Fig. 29).
E kx - es el Módulo de Elasticidad a tracción, en dirección de “x”, de cada lámina que compone
el laminado.
a ) Para un laminado rectangular, con una presión uniforme “q” sobre una de sus caras, y
apoyado a todo alrededor, la flecha en cualquier punto de ordenadas x, y viene dada por,
w
=
16 q
π6
García de la Figal, Javier.
sen (π x / a) * sen(π y / b)
.
4
2 2
4
[D11 (1 / a ) + 2 H (1 / a b ) + D22 (1 / b )]
103
( 18 )
Capitulo 6
Donde, H = D12 + 2 D33 ,
Las dimensiones del laminado se dan en la Fig.14.
Es bueno recordar que la dimensión “a”, coincide con el eje “x”, mientras que “b”, con “y”.
b ) Para laminado con presión uniforme y empotrado a todo alrededor,
w
=
sen2 (π x / a) * sen2 (π y / b)
.
[D11 (1 / a4 ) + 2 H(1 / a2 b2) + D22*(1 / b4 )]
q
π4
( 18 I )
Las segundas derivadas parciales de la flecha “w” respecto a “x”, a“y” y a “xy”, brindan las
deformaciones ε’x, ε’y, γ’xy respectivamente, debidas a los momentos actuantes (vea el ANEXO 2).
Con las ecuaciones anteriores se tienen ya todas las fórmulas necesarias para resolver los sistemas
de ecuaciones ( 10 ), válidas para laminados con estado tensional plano. Esto significa en la
práctica, los casos más difundidos y ya analizados en el Capítulo 3, es decir:
•
•
•
Laminados sometidos a flexión.
Bóvedas (tubos, cilindros, etc.).
Laminados sometidos a fuerzas en su propio plano (tracción, compresión o torsores).
Los Registros de Buques tienen muy bien estudiada la problemática de las flechas de laminados
con reforzadores en sus bordes, pues es un caso muy común en las embarcaciones navales y
brindan fórmulas precisas y simples. Así, el Registro Italiano establece la siguiente fórmula para la
flecha de un laminado de forma rectangular, con dimensiones a*b, ubicado entre reforzadores,
w = (µ2 / 384) ∗ (q a 4 /E I) * 10 9
[mm]
Esta fórmula de la flecha es la misma que la de un laminado rectangular, empotrada a todo
alrededor, vista anteriormente (ecuación ( 7 ) ). Pero tiene en cuenta el grado de empotramiento que
los reforzadores de sus bordes introducen, a través del coeficiente µ2, es decir no los considera
siempre como empotramientos perfectos. Sus valores son los siguientes.
µ2 = 1,
si b >= 2 a. Reforzadores como empotramientos perfectos, y trabaja con b = 2 a.
µ2 = 1 − 2.1 (1− b / 2 a) , si
µ2 = 0.475 ,
a < b < 2 a. Empotramientos perfectos, y considera los verdaderos
valores de a y b.
si b <= a. Empotramientos imperfectos.
µ2 = 0.475∗1.62 = 0.7695 y b <= a, considera los bordes del laminado simplemente apoyados,
es decir sin reforzadores en sus bordes.
Con esta fórmula se hacen los cálculos de flechas, en los laminados empleados en el casco y en las
cubiertas, de las embarcaciones fabricadas con composites.
García de la Figal, Javier.
104
Capitulo 6
Metodología para el cálculo de las Láminas de un Laminado.
La Metodología para el cálculo de las láminas de un laminado, se estudia a continuación. Una
parte importante de la misma, es la solución de las ecuaciones ( 17 ). Se parte que se conocen
una serie de datos iniciales imprescindibles, tales como,
• Propiedades mecánicas de cada lámina que compone el laminado (E1 , E2 , ν12 , etc.)
• Dimensiones de la placa o de la bóveda. (a , b, diámetro, espesores.)
• Cargas externas actuantes: presión “q”, fuerzas externas, etc.
Los pasos para el cálculo de las láminas de un laminado, se dan a continuación.
1- Cálculo de los elementos de las matrices de elasticidad básicas [Q]k, de cada lámina.
2- Cálculo de los elementos de las matrices de elastic. transformadas [Q’}k, de cada lámina.
3- Cálculo de los valores de las dimensiones z k.
4- Cálculo de los elementos de las matrices de rigidez, [A], [B], [D].
5- Cálculo de la flecha en los puntos de interés del laminado (caso de placa flexionada)..
5’- Cálculo de los esfuerzos meridionales y circunferenciales de la bóveda, en el punto de
interés del laminado. Debe recordarse que σm = σ1 , σy = σ2 .
6- Cálculo de las deformaciones ε’x, ε’y, γ’xy, debidas a los momentos, a través de las 2a
derivadas de la flecha (caso de placa flexionada).
6’- Cálculo de las fuerzas Nx , Ny y Nxy, a partir de los esfuerzos meridionales y
circunferenciales (caso de bóveda).
7- Solución de los sistemas de ecuaciones ( 17 ).
8- Cálculo de las deformaciones totales εx , εy , γxy , en los puntos de interés.
9- Cálculo de los esfuerzos, en las direcciones X,Y.
10- Cálculo de los esfuerzos en las direcciones 1-2.
Efectos Higrotérmicos en Laminados.
En el Capítulo 4 se analizó como las acciones higrotérmicas en una lámina (o sea, cambios de
temperaturas y humedad), producen deformaciones adicionales (εT y εC), pero no esfuerzos, si está
libre, o sea sin constreñimientos, tal cual sucede durante el enfriamiento que ocurre en la
elaboración de la lámina. Pero en los laminados con capas a distintos ángulos, aún en sin
constreñimientos de ningún tipo, se generan esfuerzos y deformaciones residuales, distintos en cada
lámina. Las interacciones entre los esfuerzos higrotérmicos entre las distintas láminas, son tales, que
las fuerzas N, T y los momentos M, resultantes de todo el laminado, quedan nulos, pero quedan
esfuerzos debidos a la interacción de las diferentes capas, que tienden a expandirse magnitudes
diferentes. Uno de los efectos principales de esos esfuerzos residuales, sin embargo, es que pueden
producir el alabeo o pandeo del laminado no simétrico, aún sin existir cargas mecánicas externas.
Esto es precisamente lo que puede llegar a ocurrir durante la elaboración de estos tipos de
laminados, que pierden su forma plana original al enfriarse. El pandeo también puede ocurrir en
esos laminados al verse sometidos a grandes cambios de temperatura, o tras largas exposiciones a
ambientes muy húmedos, aunque tengan libertad de expandirse.
García de la Figal, Javier.
105
Capitulo 6
En general sólo las deformaciones que están en exceso o en defecto de las deformaciones
higrotérmicas propias de cada lámina, producen esfuerzos residuales. Las deformaciones que surgen
en cada lámina, debidas a la acción higrotérmica actuando sola y con libre expansión de todo el
laminado, pueden descomponerse de la siguiente forma.
εx
ε2y
γxy
= εR x + εTx + εCx
= εRy + εTy + εCy
= γRxy + γTxy + γCxy
Κ
donde: εR - deformaciones residuales.
εT - deformación por cambio de temperatura (térmica)
en la lámina analizada, si estuviera aislada.
Κ
C
ε - deformación por absorción de humedad, también
en la lámina analizada solamente.
εx , εy , γxy − deformaciones totales debidas a la acción
higrotérmica actuando en todo el laminado.
Los esfuerzos residuales resultantes en cada lámina se calculan por,
σx
σy
τxy
=
K
Q’11 Q’12
Q’21 Q’22
Q’31 Q’32
Q’13
Q’23
Q’33
K
εR x
εRy
τRxy
K
Es decir, que las acciones higrotérmicas en un laminado con capas a distintos ángulos, producen
siempre deformaciones y esfuerzos residuales en las láminas, aun cuando el laminado tenga libertad
de expansión y sea simétrico. Si es simétrico, se evita el alabeo del laminado. Desde el punto de
vista de los esfuerzos, sin embargo, pueden presentarse 2 situaciones.
1) Laminado sin constreñimientos, o sea aquél que tiene libertad de expandirse. En este caso,
las fuerzas totales en el laminado, N, T y los momentos M, debidas a las acciones
higrotérmicas, serán nulos. Pero debido a las distintas deformaciones en cada lámina,
surgen esfuerzos residuales también distintos en cada una de ellas, que pueden terminar
alabeando al composite. Es lo que sucede durante el enfriamiento que sigue a la laminación
de un laminado no simétrico.
2) El laminado está constreñido a “tierra”. Al ocurrir las acciones higrotérmicas, tienden a
producir las deformaciones correspondientes, pero como el laminado no puede alargarsecomprimirse libremente, además de los esfuerzos residuales, surgen esfuerzos adicionales, con
fuerzas y momentos resultantes en el mismo, diferentes de cero. Aunque estas deformaciones
son iguales en cada lámina, se produce también el alabeo del laminado no simétrico, por los
esfuerzos residuales. A estos esfuerzos habría que adicionarles los debidos a las cargas
mecánicas a las que posteriormente se someterá al laminado, durante su proceso de trabajo.
García de la Figal, Javier.
106
Capitulo 6
CAPITULO 7.
PROPIEDADES FÍSICAS Y MECANICAS
DE LAMINADOS.
A
l igual que se hizo para las láminas también en los laminados es posible desarrollar ecuaciones
para calcular algunas de sus propiedades mecánicas y físicas. Debe aclararse, sin embargo, que no
siempre es posible obtener ecuaciones para todas las propiedades, ni su empleo es imprescindible en
el proceso de diseño. Además, algunas de las propiedades obtenidas por esta vía, tienen en realidad
serias limitaciones en su empleo, dada su inexactitud.
Módulo de Elasticidad a tracción.
Sea un laminado sometido únicamente a una fuerza axial, en una sola dirección, o sea,
N x = valor, N y = N xy = 0. Y ningún momento M ni otro tipo de carga interna. Se demuestra
entonces que el Módulo de Elasticidad a Tracción del laminado, en el eje X, es,
n
E
t
x
ΣE
k=1
=
k
x
*tk
[ Fuerza / (longitud)2 ]
n
Σt
k
k=1
Donde E kx - es el módulo de elasticidad a tracción, de la lámina “k”, en la dir. X. Si la dirección 1
coincide, por ejemplo con el eje X, y las láminas son de iguales espesores y materiales, entonces,
E kx
=
E1
Otra vía más general para calcular E tx es a través de la fórmula,
E tx =
σx =
εox
García de la Figal, Javier.
Nx
h
(A*11 Nx)
=
1
(h A*11)
107
[ fuerza / (longitud)2 ]
Capitulo 7
Donde A*11 es el primer elemento de la matriz de flexibilidad Normal, la que se calcula
determinando la inversa de la matriz:
Inversa de
A B
B D
A* B*
B* D*
=
Si se desea E ty , es decir en la dirección del eje Y, se sustituyen en las ecuaciones anteriores, los
subíndices “x” por “y”, y se trabaja con A*2 2.
Módulo de Elasticidad a flexión.
un laminado simétrico, sometido sólo al momento M , siendo todas las demás cargas nulas.
SeaPuede
definirse entonces el Módulo de Elasticidad a Flexión, en la dirección X del laminado,
x
para lo cual es necesario calcular primero, algunas propiedades propias de un laminado a flexión.
La primera de ellas es la rigidez a flexión del laminado, por ancho unitario, que viene dado por,
n
EI
=
Σ
D11 – D 212 =
D22
Ε tk
k=1
t k3
12
[ Fuerza-(longitud)2 /
longitud ]
+ t k * d k2
Otra propiedad es el momento de inercia de un ancho unitario del laminado,
n
I =
Donde d k =
zk - V
Σ
t 3k
k = 1 12
[ (longitude)4 / longitude ]
+ t k * d k2
distancia del Plano Neutro del laminado, hasta el plano medio de la
lámina “k”.
V – distancia del borde inferior del laminado, hasta su Plano Neutro (el que ni se alarga ni se
comprime, Fig. 32). Viene dado por,
n
V =
Σ (E
k=1
García de la Figal, Javier.
n
k
x*
t k * z k) /
Σ(E
k
x
*tk)
k = 1, 2,...,n
k=1
108
Capitulo 7
Finalmente, el módulo de elasticidad del laminado a flexión en la dirección X, se calcula por,
E fx =
[ Fuerza / (longitud)2 ]
EI
l
Por otro lado, el módulo de distorsión del laminado será,
Gxy
=
[ Fuerza / (longitud)2 ]
12 * D33
h3
Todas estas ecuaciones son válidas, realmente, cuando sólo actúan sobre el laminado, momentos
Mx, o My, pero no los 2 a la vez. Y para laminado simétrico. Si no es simétrico, hay acoplamiento
entre fuerzas y momentos, y el concepto de módulo de elasticidad a flexión, no tiene significado.
Límite de resistencia a flexión.
el cálculo de los límites de resistencia de los laminados ya fueron estudiados
Aunque
detalladamente en el Capítulo 4, los Registros de Buques admiten la determinación de algunos
de ellos, mediante el empleo de fórmulas muy simplificadas. Una de ellas, dada por el Registro
Cubano de Buques, es el límite de resistencia a Flexión en sentido longitudinal de un laminado,
dado por,
Xf
=
K
EI
I
(1 - Vv) 2 * 10 -3
[ N / mm2 ]
Donde: K = 17 para resina poliéster.
Coeficientes experimentales.
K = 25 para resina epóxica.
(E I) – en [N - mm2 / mm]. Rigidez a flexión de un ancho unitario de la placa.
I - en [mm4 / mm]. Momento de inercia a flexión de un ancho unitario de la placa.
Cuyo valor es muy semejante al límite de resistencia a tracción, X del laminado.
García de la Figal, Javier.
109
Capitulo 7
CAPITULO 8.
CRITERIOS DE RESISTENCIA
DE LAMINADOS.
L
os laminados pueden fallar bajo la acción de cargas mecánicas y de tipo higrotérmicas. Su
rotura puede no ser, sin embargo catastrófica. Es posible que algunas láminas fallen primero,
con grietas sólo longitudinales en su matriz, y el laminado continúe siendo capaz de resistir las
cargas externas. Las láminas así rotas quedan degradadas en sentido transversal, pero pueden
continuar contribuyendo a la resistencia y rigidez de todo el laminado, en sentido longitudinal.
La decisión de eliminar la rigidez y resistencia de las láminas que han fallado, depende de la
filosofía u objetivos seguidos por el diseñador. Existen 2 criterios sobre el fallo del laminado.
¾ Al fallar una primera lámina, puede ser que surjan en ella grietas paralelas a las fibras, por
lo que será aún capaz de resistir cargas paralelas a ellas. Es como si la lámina rota se
sustituyera por otra, pero sin resistencia transversal. Pero el módulo de elasticidad y la
resistencia en la dirección 1, permanecen. No se elimina esa lámina rota.
¾ Al fallar una primera capa se descuenta completamente, es decir se remplaza por otra, con
una resistencia y rigidez casi nulas. Pero permanece considerada dentro del laminado, a los
efectos de seguir incrementando la carga externa. Valores de las propiedades cercanos a
cero pero no completamente nulos, evitan singularidades en las matrices de rigidez.
Este último criterio es el más empleado, quizás por ser el más conservador. En dependencia del
número de capas que puedan admitirse como rotas, así será la carga máxima que el laminado puede
soportar. A continuación se da un procedimiento para realizar el cálculo de rotura de un laminado,
basado en la aplicación del 2o criterio descrito, es decir, descontando o degradando las capas rotas.
Metodología para el cálculo a rotura de un Laminado.
I-
Dadas las cargas deseadas aplicar, (las cargas iniciales) realizar el procedimiento para
el cálculo a resistencia y rigidez de una lámina, expuesto en el Capítulo 6, a cada una de
las láminas del laminado. El objeto final es obtener los esfuerzos σ1, σ2, τ12, en cada
lámina, e implica aplicar la Metodología de cálculo de láminas dada en el mencionado
Capítulo. Es recomendable que esta carga inicial sea siempre unitaria.
II-
Hallar el coeficiente de seguridad, o Strength Ratio (SR), de cada lámina, aplicando
alguno de los criterios de resistencia conocidos, por ejemplo el de Tsai-Wu. Se
selecciona entonces, la capa más peligrosa – es decir la de menor SR- , que será la
primera que romperá. Multiplicar ese SR menor por la carga aplicada inicialmente al
laminado, lo que brinda la carga que hace que esa capa (o capas) más peligrosa, rompa.
Esta es la carga de rotura de la primera lámina, NRPL.
García de la Figal, Javier.
110
Capitulo 8
III-
Se degrada completamente la rigidez de esa primera capa (o capas) rota. Se aplica
nuevamente una carga, por ejemplo la misma inicial, al laminado.
IV-
Se repiten los pasos I, II, para hallar los nuevos SR, de las restantes capas no dañadas,
y cargadas con la misma carga inicial. Pueden darse entonces, 2 situaciones:
a) Que todos los nuevos SR sean mayor que la unidad, es decir que ninguna capa nueva
se rompe. Se escoge entonces el SR más cercano a la unidad, y se multiplica por la
carga hasta ese momento aplicada, (la inicial), determinándose así la nueva carga de
rotura de esa capa. A continuación, se degrada la resistencia y rigidez de esa nueva capa
(o capas) rota y se pasa a repetir los pasos I y II, con la carga inicial, otra vez.
b) Si surgen nuevas láminas con SR < 1, se degradan las rigideces y resistencias de
todas las capas incluidas en ese caso. Se escoge entonces la capa (o capas) con el
SR > 1, pero más cercano a la unidad y se pasa al paso IV.
Estos pasos se repiten hasta que todas las capas del laminado, hayan fallado. La carga a la cual
todas las capas se han roto, es la carga de rotura de la última lámina, NRUL.
La rotura entre fibras puede ser tolerada siempre que se tenga la seguridad de que la resina continúe
cumpliendo su función de protección de las fibras y que en el caso de compresión, no produzca
merma de sustentación que pueda dar lugar a que las fibras fallen. El fallo de una primera lámina no
se admite en el caso de cargas dinámicas (de impacto y / o variables), pues las mismas tienden a
generar el rápido desarrollo de la grieta creada por el fallo de esa primera lámina.
EJEMPLO 12.
Analizar el fallo de un laminado de epoxy/grafito, de composición [0 / 90] s La carga inicial está en
el eje X (que coincide con la lámina con fibras a 0o), y es una tracción, Nx.
Nx = 1 [N/m]
E1 = 181.1 GPa
E2 = 10.30 GPa
G12 = 7.17 GPa
t k = 5 mm
Vf = 0.7
ν12 = 0.26
X = 1500 MPa
ν21 = 0.0148
X’ = 500 MPa
Y = 40 MPa
Y’ = 24.6 MPa
S = 68 MPa
Se aplicarán las 2 Metodologías expuestas arriba: la del cálculo de láminas, denotando sus pasos
con numeración arábiga (1, 2,..) y la del cálculo de resistencia de un laminado (con numeración
romana).
I-
1, 2, 3) Por ser carga aplicada en X solamente, y laminado simétrico, sólo será
necesaria la matriz de rigidez de tracción, [A]. Calculando los elementos de ella se
obtiene,
[A] =
García de la Figal, Javier.
187 4.345 0
4.345 101.3 0
0
0
10.76
111
* 107
[Pa-m]
Capitulo 8
Para lo cual hubo que haber calculado las matrices [Q’] de cada lámina, las que dan,
181.8
2.897
0
[Q’]o =
2.897 0
10.35 0
0
7.17
10.35
2.897
0
[Q’]90 =
*109 [Pa] = [Q]o
2.897 0
181.8 0
* 109 [Pa]
0
7.17
I - 7) La ecuación ( 17 ) queda reducida al siguiente sistema de ecuaciones,
εox
= [A] * εoy
γοxy
Nx
0
0
Que constituye un sistema de 3 ecuaciones con 3 incógnitas: las deformaciones. Resolviéndolo,
Para Nx = 1 N / m,
εo x
εo y
γoxy
=
5.353
-0.2297
0
*10-10
Que son las deformaciones que surgen en el laminado, y que son iguales a las que surgen en cada
una de las láminas.
I-
8) Los esfuerzos de cada lámina, en los ejes globales X,Y, vienen dados por,
σx
σy
τxy
εox
= [Q’]k * εoy
γoxy
k
Debe recordarse que bajo Tracción-Compresión, las deformaciones son las mismas para cada
lámina e iguales a la de todo el laminado.
Para la capa superior,
σx
σy
τxy
García de la Figal, Javier.
= [Q’]0 *
5.353
-22.97
0
* 10-10 =
97.26
1.313
0
[Pa]
0o
112
Capitulo 8
Usando ahora las ecuaciones de transformación,
σx
σ1
σ2 = [T]-1 σy
τxy
τ12
0o
1 0 0
0 1 0
0 0 1
=
=
97.26
1.313
0
[Pa]
0o
Al repetir estas operaciones para las demás capas, se tienen los resultados de la Tabla 8.
Tabla 8.- Ejemplo 12. Esfuerzos.
Capa
O
1 (0 )
2 (90o)
3 (0o)
II-
σ1
σ2 [Pa]
[Pa]
97.26
-2.626
97.26
1.313
5.472
1.313
Aplicando el criterio de Tsai-Wu a la lámina superior, primeramente, se obtiene,
H1 = 0, H2 = 2.093 *10-8 [MPa-1], H11 = 4.44 *10-19 [MPa-2]
H22 = 1.016 *10-16 [MPa-2],
H33 = 2.16 *10-16 [MPa-2],
H12 = -3.26 10-18 [MPa-2],
SR = 1.339 * 107
O sea un SR enorme. Esto significa que está sumamente descargada. Repitiendo las operaciones
anteriores para las demás láminas, se obtienen los resultados dados en la Tabla 9.
Tabla 9.- Ejemplo 12.
Capa
O
1 (0 )
2 (90o)
3 (0o)
Máx Strain
7
1.54*10
7.254*106
1.54*107
Coeficientes SR.
Tsai-Wu
1.339*107
7.277*106
1.339*107
La capa más peligrosa y por tanto, la primera en fallar, es la de 90o, por tener el menor SR, aunque
está aún muy alejada del fallo. Tomando ese valor de SR90, se determina la carga de rotura de la 1ra
lámina,
NRPL = 1 [N / m] * SR 90 = 7.277 * 106
García de la Figal, Javier.
113
[N / m].
Capitulo 8
III-
Degradación de la capa de 90o. Con esa NRPL anteriormente calculada, se rompe la 2a
capa, la intermedia, lo que se simula al “degradarla”. Esto significa hacer nula la matriz
de rigidez transformada [Q’]90 . Así, quedarán las rigideces,
[Q’]0 =
181.8 2.897
0
2.897 10.35
0
0
0
7.17
0 0 0
[Q’]90 = 0 0 0
0 0 0
* 109 [Pa] para la 1a
y 3a capas.
para la capa intermedia.
Ahora se vuelve a los pasos I- para el cálculo de los nuevos esfuerzos en las capas que continúan
trabajando, y luego al paso II- para el cálculo de los nuevos SR.
Así, la nueva matriz de rigidez de tracción del laminado, vendrá dada por,
[A] =
181.8
2.897
0
2.897 0
10.35
0
0
7.17
* 109 * (0.005) * 2
+
0 0 0
0 0 0
0 0 0
* 109 * (0.005)
181.8 2.897
0
[A] = 2.897 10.35
0 * 107 [Pa-m]
0
0 7.17
Debe observarse que es distinta a la matriz [A] del laminado completo, anteriormente calculada.
Recalculando las deformaciones en las 2 láminas que quedan trabajando, cargada con la carga
inicial (ecuaciones ( 17 )),
1
0
0
εox
= [A] * εοy
γoxy
5.525
= -1.547
0
* 10-10
Se ve son muy cercanas a las obtenidas en el primer cálculo de deformaciones realizado, con el
laminado completo. Esto es debido a que la lámina de 90o toma una parte muy pequeña de la carga
Nx, debido a su poca rigidez en esa dirección.
García de la Figal, Javier.
114
Capitulo 8
Repitiendo los cálculos de los esfuerzos respecto a los ejes X-Y primero, y luego a los ejes 1-2, se
obtienen los valores dados en la Tabla 10. Calculando a continuación los coeficientes de seguridad
SR, se obtienen los valores de la Tabla 11.
Tabla 10.- Ejemplo 12.
Capa
O
1 (0 )
2 (90o)
3 (0o)
σ1
[Pa]
O
1 (0 )
2 (90o)
3 (0o)
σ2 [Pa]
100
100
0
0
Tabla 11.- Ejemplo 12.
Capa
Esfuerzos.
Máx Strain
7
1.5*10
1.5*107
Coeficientes SR.
Tsai-Wu
1.5*107
1.5*107
La siguiente carga que puede aplicarse al laminado, es,
Nx = 1.5 * 10 7 * 1 [N / m} = 1.5 * 10 7
[N / m]
Con la cual romperán las capas a 0o, pues esa nueva carga, cubre toda su reserva de resistencia SRo.
Esa es, por tanto la carga de rotura de la última lámina: NRUL = 1.5 * 10 7 [N / m].
Así se tiene que las cargas de rotura de las láminas son,
NRPL = 7.277 * 10 6 [N / m]
NRUL = 1.5 * 10 7
[N / m]
Queda ahora al diseñador decidir si admite la NRUL, o se queda con la NRPL.
Los esfuerzos a los cuales rompe el laminado, considerándolo como homogéneo, vienen dados por,
Cuando rompe la 1a lámina:
García de la Figal, Javier.
σx RPL = NRPL / h = 7.277*10 6 / 0.015 = 485 [MPa]
115
Capitulo 8
Cuando rompe la última lámina:
σx RUL = NRUL / h = 1.5*10 7 / 0.015 = 1000 [MPa]
Debe observarse que estos esfuerzos no son reales, pues representan esfuerzos convencionales,
considerando al laminado como homogéneo en su espesor. Véase que se calculan por la simple
división de la fuerza N x por el área de la sección transversal del laminado, perpendicular al eje “x”.
Sin embargo al final de este epígrafe se verá su utilidad.
Diagrama de Tracción de un laminado.
A continuación se estudia como construir el Diagrama de Tracción de un laminado, teóricamente
a partir de todo lo visto hasta ahora. Se trata de construir la curva σx vs. εox de todo el
laminado, desde el inicio del cargamento, hasta la última capa rota. Lo primero es determinar las
pendientes de estas curvas, que serán los módulos de elasticidad a tracción del laminado, en la
dirección X. En el caso de tracción-compresión, este módulo se calcula por,
n
E tx =
Σ (E
n
k
x
Σ
*tk)/
k=1
tk
k=1
El procedimiento es mejor estudiarlo con un ejemplo, por lo que se emplearán los datos y cálculos
realizados en el ejemplo anterior. Para el laminado completo, sin daño alguno y hasta el fallo de la
primera capa, los módulos de elasticidad de las láminas E kx de la fórmula anterior, se calculan a
partir de la matriz de rigidez básica de cada lámina, teniendo en cuenta que la dirección 1 de las
láminas a 00 en este ejemplo, coincide con el eje X. Los módulos de elasticidad de cada lámina del
laminado en los distintos ejes, son los siguientes.
E01 = E0x = (Q’11)o * (1 - νxy * νyx) = 181.8 * 10 9 (1 - 0.28 * 0.0159) = 181 * 10 9 [Pa]
E90x = E0y = (Q’11)90 * (1 - νxy*νyx ) = 10.304 *10 9 [Pa]
Y los coeficientes de Poisson de las láminas, se obtienen por,
νxy
νxy
0
90
= ν12 = 0.28 ,
νyx
= ν21 = 0.0159 ,
0
νyx
= ν21 = 0.0159
90
= ν12 = 0.28
Sustituyendo estos valores en la fórmula de Etx , se tiene el módulo a tracción de todo el laminado,
válido mientras trabaje con todas sus láminas. Es decir hasta la rotura de la primera lámina.
García de la Figal, Javier.
116
Capitulo 8
( Etx )RPL = 124.5 *109 [Pa] = 124.5
[GPa]
Para la etapa de trabajo sin la capa de 90o, o sea hasta la rotura de las 2 últimas capas, se asume que
todos los elementos (Q’ i j ) 90 son nulos, por lo que,
E90x = E0y = (Q’11) 90 * (1 - νxy * νyx ) = (0 ) * (1 - 0.0159 * 0.28) = 0
Mientras que E0x permanece igual,
E0x = 181 * 10 9 [Pa] = 181
[GPa].
Obteniéndose el correspondiente módulo de todo el laminado para esa etapa, al sustituirse estos
valores en la fórmula de E tx .
( E t x) RUL = 120.7
[GPa]
La deformación del laminado, al momento de romperse la 1a lámina, viene dada por,
εοx RPL = σ x RPL / (E tx) RPL = 485 / 124.5 * 10 3 = 0.003887
La correspondiente a la rotura de la última capa,
εox RUL = εox RPL + (σx RUL - σx RPL ) / (E t x) RUL = 0.003887 + (1000 – 485) / 120.7 *103
εox RUL = 0.003887 + 0.004266 = 0.0081538
Con estos valores calculados de σx y ε0x , puede procederse a construir el Diagrama de tracción
de todo el laminado, o sea el gráfico de σx vs. εox . En la Figura 31, se muestra el mismo.
Este es el tipo de gráfico que se obtiene del Ensayo de Tracción de un laminado, aunque aquí fue
obtenido de forma teórica. Como se ve, los esfuerzos se obtienen por simple división de la fuerza
aplicada, por el área transversal del laminado, por lo que constituyen esfuerzos convencionales, no
reales, pero es el que brinda la máquina de ensayos. Del gráfico puede obtenerse el punto de rotura
de cada lámina, mediante la detección de los puntos de cambios de pendiente de la curva, como se
observa en la Fig. 34. La comparación del diagrama teórico con el obtenido del ensayo, da una
medida de lo adecuado de los parámetros y cálculos realizados, para el tipo de laminado estudiado.
García de la Figal, Javier.
117
Capitulo 8
a)
σx
[MPa]
Fallo de la
última capa.
1000
Fallo de
la primera
capa.
485
0
0.003887
0.0081538
ε 0x
b)
σ
Rotura Ultima
Lamina
N x(3)
(N x )Total
Rot. 3ra lamina. k=3
Rot. 2da lamina. k=2
N x( 2 )
Rot. 1ra lamina. k=1
N x(1)
n =1
ε x(1)
n=3
n=2
ε x( 2)
ε x(3)
(ε )
ε
x Total
Fig. 34.- a) Gráfico σx vs. εox del laminado del Ejemplo 12.
b ) Grafico de laminado de 4 laminas.
García de la Figal, Javier.
118
Capitulo 8
CAPITULO 9.
DISENO DE LAMINADOS
E
l diseño de elementos estructurales de composite reforzados con fibras, comienza con el diseño
de las láminas, en las cuales las fibras y la matriz se unen durante el proceso de manufactura.
Como ha sido estudiado en los capítulos anteriores, sus resistencias y rigideces vendrán dadas
fundamentalmente por:
•
•
•
El material de las fibras y de la matriz.
Los procesos de fabricación (manual, mecanizado y otros).
El volumen relativo de fibras Vf.
Las propiedades de resistencias y las rigideces resultantes de las láminas confeccionadas, ya fueron
analizadas en los Capítulos anteriores. El volumen relativo de fibra Vf , viene determinado
principalmente por el tipo de fibra usado, como fuera explicado en el Capítulo 4, así como por la
tecnología de obtención de la lámina. Viene a continuación el diseño del laminado propiamente
dicho, en el cual hay otro grupo de variables a definir:
•
•
•
Cantidad de láminas.
Inclinación de sus fibras, respecto al eje X. Es decir el ángulo θ.
Distribución o ubicación de cada lámina, dentro del laminado.
Con todas estas variables pueden lograrse numerosas combinaciones de láminas para conformar el
laminado, siendo algunas combinaciones las más útiles y usadas, sobre todo considerando los 2
últimos factores mencionados. Este Capítulo se dedica a estudiar el diseño de los laminados.
Casos especiales de laminados.
La simetría de un laminado consiste en que el ángulo θ de los refuerzos de cada una de sus
láminas componentes, sus materiales y espesores, tengan simetría respecto al plano medio del
laminado, y es un primer aspecto a considerar en el diseño de un laminado, pues puede anular
algunos de los elementos de las matrices de rigidez [ A ], [ B ] y [ D ]. Esto produce un alivio de las
cargas internas del mismo. Así, los laminados simétricos eliminan completamente la matriz [ B ], lo
cual es un aspecto fundamental a buscar, pues independiza las fuerzas internas Nx, N y, Tx y, de los
momentos internos M x, M y, M x y, como ya fuera mencionado anteriormente.
García de la Figal, Javier.
119
Capitulo 9
Esto no solo simplifica los análisis y cálculos, sino lo que es más importante reduce las tensiones
que surgen en las láminas. En efecto, el acople entre fuerzas y momentos internos, lo que ocurre
cuando [ B ] es no nula, hace que al actuar sólo fuerzas internas sobre el laminado, éstas provoquen
el surgimiento de momentos internos, con los correspondientes esfuerzos adicionales. Y viceversa,
los momentos hacen surgir fuerzas; todo lo cual recarga innecesariamente al laminado. Por otro
lado, con [ B ] = 0, en el laminado no se producen alabeos debidos a los cambios de temperaturas
que surgen normalmente durante el proceso de fabricación, pues las deformaciones térmicas de cada
lámina se anulan mutuamente. El laminado simétrico es, por tanto, uno de los más empleados. A
continuación se analizan las matrices de rigidez de los principales tipos de laminados.
1)
Laminado Simétrico.-
El laminado es simétrico si los materiales, ángulos θ y espesores de las láminas componentes,
guardan simetría respecto al plano medio del laminado. Es decir, si la mitad inferior es la imagen
en espejo de la mitad superior, respecto a los 3 factores mencionados.
La principal y más importante característica del laminado simétrico es que [ B ] = 0, por lo que
las ecuaciones ( 17 ) quedan independizadas de la siguiente forma,
Nx
εo x
Ny = [A] * εοy
Txy
γοxy
Mx
My
Mxy
= [D]*
kx
ky
kxy
Es decir las fuerzas internas quedan desacopladas o desvinculadas de los momentos internos. Así, si
el laminado sólo se carga con fuerzas, el plano medio no tendrá curvaturas (kx = ky = kxy = 0 ),
permaneciendo plano. Igualmente, si es sujeto sólo a momentos, el plano medio no tendrá
alargamientos ( εox = εoy = 0 ).
También se previene al laminado de torcimientos y alabeos debidos a cargas de tipo térmicas, como
el enfriamiento existente durante el proceso de fabricación, o grandes fluctuaciones de temperaturas
durante su trabajo. En efecto, en estos laminados las acciones higrotérmicas producen las
deformaciones o esfuerzos correspondientes, en general diferentes en cada lámina, pero las
deformaciones se contrarrestan siempre en el laminado simétrico de tal forma, que no producen el
alabeo.
Ejemplos de laminados simétricos son:
[0 / 30 / 60] s
2)
[0 / 45 / -45] s
Laminado Ortotrópico (Cruzado o Croos – Ply).
Es aquél que está constituido por láminas unidireccionales, ubicadas a 0 y a 90 solamente. Por
o
o
ejemplo,
[0 / 90 / 90 / 0 / 90]
García de la Figal, Javier.
120
Capitulo 9
el cual, debe observarse, no tiene que ser simétrico. La ubicación de cada lámina puede ser en
cualquier orden. Para este tipo de laminado, las matrices de rigidez tienen los siguientes elementos
nulos:
A13 = A23 = B13 = B23 = D13 = D23 = 0
Quedando las ecuaciones ( 17 ),
Nx
A11 A12 0
εo x
Ny = A21 A22 0 * εοy +
Txy
0
0
A33
γοxy
B11 B12 0
kx
B21 B22 0 * ky
0 0 B33
kxy
εo x
* εo y +
γoxy
D11 D12 0
kx
D21 D22 0 * ky
0
0 D33
k xy
B11 B12 0
Mx
My = B21 B22 0
Mxy
0
0 B33
De aquí puede observarse que se produce un desacople entre las fuerzas Normales, N y las
Cortantes T; así como entre los flectores (M x y M y ) y el torsor (M x y). Esto constituye la principal
característica de este laminado. Si además fuera simétrico, se produciría el desacoplamiento entre
todas las Fuerzas internas respecto a todos los Momentos internos, al hacerse [ B ] = 0.
3) Laminado en Angulo.
Es el laminado compuesto por láminas con la misma composición de materiales y espesores, pero
con la orientación de las fibras en 2 ángulos dados: + θ o y – θ o, de forma alternativa o no. Por
ejemplo,
[ (-40 / 40) / (-40 / 40) ] = [-40 / 40]2
[45 / 45 / 45 / -45 / -45 / -45]
En ángulo con láminas alternativas.
En ángulo con láminas no alternativas.
Láminas alternativas significan que los ángulos +θ y -θ, están uno a continuación del otro, y
constituyen lo que se conoce como un sublaminado alternativo. El primer ejemplo anterior está
constituido por 2 sublaminados alternativos de [-40 / 40], o sea el mismo sublaminado colocado 2
veces.
En todos estos casos, si el número de láminas fuera par, A13 = A2 3 = 0, pero la matriz [ B ] queda
completa. Si el número de láminas es impar y además alternativas, el laminado queda de hecho
simétrico, cumpliéndose:
•
•
[ B ] = 0, por ser simétrico.
A13 , A23 , D13 , D23 van quedando muy pequeños, a medida que aumenta el número de
láminas.
García de la Figal, Javier.
121
Capitulo 9
Su comportamiento queda muy similar al del laminado ortotrópico y simétrico anterior, pero con
mayores rigideces y resistencia a Cortante. Ejemplo:
[45 / -45 / 45] s
El siguiente ejemplo es en Angulo, con número par de láminas, con 2 sublaminados alternativos,
pero no es simétrico debido a su distribución dentro del laminado: [(45 / -45) / (45 / -45) ]
4) Laminado Antisimétrico.
Son aquellos en que los materiales y espesores de las láminas son iguales, encima y debajo del
plano medio, pero el ángulo θ de cada lámina en el lado de abajo, es de signo contrario que los
correspondientes de las láminas del lado de arriba. Es decir la mitad superior es la imagen en espejo
invertida de la mitad inferior. Por ejemplo:
[45 / 60 / -60 / -45]
Para estos laminados, se cumple siempre,
A13 = A23 = D13 = D23 = 0
Quedando las ecuaciones ( 17 ) de la siguiente forma,
Nx
A11 A12 0
εox
B11 B12 B33
Ny = A21 A22 0 * εοy + B21 B22 B23
Txy
0
0 A33
γοxy
B31 B32 B33
B11 B12 B13
Mx
My = B21 B22 B23
Mxy
B31 B32 B33
εox
* εoy +
γoxy
kx
* ky
kxy
D11 D12 0
kx
D21 D22 0 * ky
0
0 D33
kxy
De aquí puede concluirse que brinda desacople entre las fuerzas Normales y las Cortantes; y entre
Flectores y Torsores. Sin embargo, por tener a [ B ] con todos sus elementos completos, no hay
desacople entre las fuerzas y los momentos. Por todo ello, no es un laminado de interés práctico.
5) Laminado Balanceado.
B
alanceado es aquél laminado cuyas láminas, por parejas, son de la misma composición de
materiales y de iguales espesores, pero los ángulos θ son +θo y -θo, por parejas, aunque no
García de la Figal, Javier.
122
Capitulo 9
necesariamente de forma alternada. Puede haber además varios valores de θ distintos, lo que es la
principal diferencia respecto a los laminados en ángulo. Una de sus característica es que el número
de láminas (+ θ ι ) = número de láminas (− θ ι ). Ejemplo:
[30 / 40 /-30 / 30 / -30 / -40]
El cual, debe observarse no está conformado por sublaminados. Pero pueden hacerse también con
sublaminados, alternativos o no, tal como los siguientes.
[(-40 / 40)3 / (-30 / 30)3 / (-60 / 60)3 ] 6
,
[ (-90 / 45 / 0)2 / (0 / -90 / 45)2 / (90 / -45)4 ]4
De esta forma es un laminado de mucho interés práctico, como se verá más adelante. En todos los
laminados balanceados, se cumple siempre en general que,
•
•
A13 = A23 = 0
Matriz [ B ] -- queda completa.
Si además, el número de láminas es impar, puede hacerse simétrico y de una conformación muy
sencilla. Al ser simétrico se anula completamente la matriz [ B ]. Ejemplos de ello son los
siguientes laminados.
[ (30 / -30) / (30 / -30) / 30 ]
[90 / Mat / 90 / Mat / 90 / Mat / 90 / Mat / 90]
que son balanceados y simétricos. Sus matrices de rigidez [ A ] quedan iguales que la del laminado
ortotrópico y simétrico, visto anteriormente; pero la matriz [ D ], queda completa. Pueden hacerse
laminados balanceados simétricos con número par de láminas, pero son de más compleja
conformación práctica. Ejemplo de este último: [90 / 45 / -45 / -45 / 45 / 90]
6) Laminado Casi Isotrópico.-
En una placa isotrópica, las matrices de rigidez [ A ], [ B ], y [ D ], tienen la forma,
E νE 0
[Α] = ν E E
0
* h /(1-ν2 )
0
0 E(1-ν)/2
E
[D] = ν E
0
Eν
0
E
0
0
E(1-ν)/2
García de la Figal, Javier.
* h3 /(1-ν2)
[B] =
0
0
0
0
0
0
0
0
0
donde además: G = E / 2 (1 + ν)
y: A33 = (A11 – A12 ) / 2
123
Capitulo 9
El laminado casi isotrópico es aquél cuya matriz [ A ] queda de igual conformación que la del
material isotrópico, es decir con los términos,
A13 = A2 3 = A3 1 = A3 2 = 0
A33 = (A11 – A1 2) / 2
Ejemplos de laminados casi isotrópicos son:
[0 / +60],
7)
[0 / + 45 / 90] s , [0 / 36 / 72 / -18 / -54]
Laminado con Sublaminados repetitivos.
Sea un sublaminado dado, alternativo o no, tales como: [-45 / 45], [0 / 90], [0 / 45 / 90 / -45].
Cuando se colocan varios sublaminados iguales uno a continuación del otro para conformar el
laminado final, se tiene lo que se conoce por sublaminados repetitivos. Ejemplos de ellos son los
siguientes.
[-45 / 45] 4
[0 / 45 / 90 / -45] 6
[0 / 90] 6 s
Como se observa, el laminado puede ser simétrico (en cuyo caso será balanceado), o no. Los
sublaminados repetitivos son muy empleados en varias aplicaciones, porque permiten la
disminución de las tensiones interlaminares, como se verá más adelante en el siguiente epígrafe.
8) Laminado Homogéneo.
En el caso de laminados conformados por sublaminados repetitivos, siendo éstos o el laminado
completo, balanceados o en ángulo, pero no necesariamente simétricos, ocurre una simplificación
importante en las matrices de rigidez, y es que al aumentar el número de sublaminados, se cumple:
•
•
•
[ B ] tiende a ser nula.
D13 = D2 3 = 0
Los términos de la matriz [ D ] tienden a igualarse a los de la matriz [ A ].
Ejemplo de ellos son:
[0 / 45 / -45]15
[0 / 45 / 90 / -45 / -90]10
[0 / 45 / 90] 4 s
Obsérvese que el laminado puede ser simétrico o no.
Es decir que surge una simplificación importante de las matrices. Especialmente interesante es que
la matriz [ B ] pueda hacerse casi nula, a pesar de no ser simétrico el laminado. Cuando el número
García de la Figal, Javier.
124
Capitulo 9
de sublaminados de este tipo es igual o mayor de 10, el laminado tiende a convertirse en un
laminado ortotrópico, y es lo que se conoce como laminado homogéneo. Significa que es
ortotrópico tanto bajo cargas del tipo de fuerzas, como de Momentos. Bajo flexión, por ejemplo, la
distribución de esfuerzos, en la dirección del espesor (dirección 3), se convierte en lineal.
Tensiones Interlaminares.
las Teorías de placas, láminas y laminados estudiadas hasta ahora, se basa en la hipótesis de
Toda
que el estado tensional que surge en todo punto, es plano (Fig. 4 b) y en consecuencia es válida
la matriz de elasticidad básica ( 2 ). Esto se cumple en realidad en placas y bóvedas con las cargas
señaladas en el Capítulo 3 y, en el caso de la acción de Momentos, además en placas de espesor h
delgado (h < a ó b, según sea el lado mayor). En realidad el estado tensional en todos esos casos es
volumétrico, apareciendo una serie de tensiones adicionales a las ya vistas, tales como: σz, τ xz, y
τ yz, (Fig. 35 a), no consideradas hasta ahora, y conocidas como tensiones interlaminares. Las más
peligrosas son las tensiones normales σz, aunque también lo son τxz, y τyz, Las mismas ocurren en
prácticamente todos los casos, por las distintas tensiones surgidas entre las láminas, que varían de
lámina en lámina, y que por consideraciones de equilibrio generan estas tensiones adicionales. Sus
implicaciones negativas están dadas porque estos nuevos esfuerzos σz, τ xz y τ yz, al surgir en las
zonas interláminas, tienden a cortar o separar a las mismas, produciendo su delaminación.
Las tensiones adicionales pueden ser despreciadas en los casos analizados en el Capítulo 3, y lo que
se hace en todo caso, es tratar de que sean lo más pequeñas posible, para minimizar sus efectos
negativos. Lo cual se logra con un adecuado diseño del laminado. Estos efectos sin embargo,
pueden llegar a ser importantes en los siguientes casos.
•
•
•
En tracción-compresión, los esfuerzos interlaminares tienden a producir la delaminación en
los bordes libres del laminado.
En flexión sobre todo de laminados gruesos, pueden llegar a producir delaminación en las
capas centrales, donde alcanzan los mayores valores los esfuerzos interlaminares.
En áreas de concentraciones de tensiones.
A continuación se analizan los 2 primeros casos.
1) En placas de composite, formadas por láminas multi direccionales, sometidas a traccióncompresión, aparece un efecto en los bordes libres del laminado (Fig. 36), producido por las
diferencias en los coeficientes de Poisson de las láminas, que provocan el surgimiento de esfuerzos
τxz, y τyz , los que se habían despreciado en los cálculos realizados hasta ahora. Los mismos crean
un momento flector, que para ser balanceado provoca el surgimiento de tensiones σz. Este
fenómeno indeseable, conocido como efecto de borde libre, aparece en mayor o menor medida en
todos los laminados bajo cargas de tracción-compresión con bordes libres, excepto en los
conformados con láminas a 0o ( [0] n ). Los efectos indeseables que producen son:
•
•
Bajo cargas estáticas, la delaminación de los bordes libres del laminado, después de la
rotura de la primera lámina, RPL.
En cargas variables, reduce el número de ciclos a fatiga sin roturas del laminado.
El esfuerzo σz es el principal responsable de este fenómeno y su efecto se minimiza por el diseño
adecuado del laminado, para lo cual se puede emplear una de las siguientes soluciones.
García de la Figal, Javier.
125
Capitulo 9
•
Conformado del laminado por sublaminados repetitivos. Se trata de laminados
conformados por muchos sublaminados.
Laminado con ordenamiento secuencial (o en espiral) de las láminas.
•
a)
σ
σz
y
τ
zy
τ xy
σx
b)
σx
τ zx
z/h
τ yx
τ yz
0.5
σy
τ
xz
0
Z
0.1
0.3
0.6
0.9
1.0
τxz
______
τxz max
-0.5
Y
X
h
Fig. 35.- Esfuerzos interlaminares.
a) Estado tensional volumétrico. b) Distribución del esfuerzo interlaminar τ xz, en el espesor
h del laminado.
Los laminados conformados por sublaminados repetitivos, según está demostrado, reducen
grandemente el efecto de borde libre al reducir las tensiones interlaminares, por lo que es uno de los
principales tipos de laminados empleados, cuando las cargas son de tracción-compresión. Como los
mismos reducen las tensiones interlaminares, son empleados también en laminados sometidos a
Momentos. Se trata de laminados conformados por muchos sublaminados, los que no tienen que ser
de ninguna de las formas típicas estudiadas anteriormente. En su forma más general pueden
representarse así:
{ [(θ ) i / (φ) n / (α) j /.......] r }
donde: i, j, n, ... – cantidad de repeticiones de cada sublaminado.
r - índice de repetición del laminado.
García de la Figal, Javier.
126
Capitulo 9
El parámetro que reduce las tensiones interlaminares (y por tanto el efecto de borde), es el aumento
del índice de repetición “r”, el que a partir de r > = 8, reduce a un mínimo las tensiones
interlaminares.
y
h
borde libre
Válida la Teoría de Placas.
Esfuerzos:
σ
σ
x
y
τ
xy
z
h
Zona del efecto de borde.
No es válida la Teoría de
Placas.
x
Esfuerzos:
σ
σ
τ
x
y
xy
borde libre.
σz
τ
xz
τ zy
Fig. 36.- Esquema del efecto de borde libre.
Una segunda vía para la disminución del efecto de borde (y de las tensiones interlaminares), es
diseñar con las orientaciones de las láminas, variándolas en forma secuencial, también conocido
como en espiral. En la Fig. 37, se muestra como varía el esfuerzo σz, en los bordes, para distintos
tipos de sublaminados, compuestos con láminas a los ángulos: 00, 450, -450 y 900. El primero de
ellos, representado con la línea más gruesa, es el mejor, por ser el que cumple con tener sus láminas
en espiral.
2) En el caso de laminados sometidos a Momentos (tanto vigas como placas), los esfuerzos
interlaminares producen sus efectos negativos, principalmente en laminados gruesos, en que pueden
llegar a producir la delaminación de las capas centrales del laminado. En efecto, en esas capas
surgen los mayores esfuerzos tangenciales τ xz, y τ yz (Fig. 35 b), que junto al σz, son los
responsables de la posible delaminación de ellas. Una de las vías para su disminución, sigue siendo
la utilización de laminados secuenciales o en espiral, por permitir cambios graduales en las
orientaciones de las fibras de las capas sucesivas. También se emplean los sublaminados
balanceados repetidos muchas veces para conformar sublaminados repetitivos, en placas sometidas
a flexión, pues por conformar un laminado “homogéneo”, hacen que la matriz [ B ] = 0.
La orientación de las láminas en la zona intermedia del laminado, juega también un importante
papel. En el caso de una viga de composite simplemente apoyada, con una fuerza central (Fig. 35
a), los menores esfuerzos tangenciales interlaminares τ xz, se obtienen con fibras a 900 en las capas
centrales. En la Fig. 38 b, se muestra la distribución de este esfuerzo, en el espesor de la viga,
García de la Figal, Javier.
127
Capitulo 9
_z_
ho
Sublaminados.
[90]
2.5
[ 0 / 45 / 90 / -45 ] r s
[45]
[-45]
2.0
[ 0 / 90 / + 45 ]
[0]
1.5
r s
1.0
[ 45 / 90 / 0 / -45]
Sublaminado en espiral.
r s
0.5
-20
0
20
σz
40
[MPa]
Fig. 37.- Minimización del efecto de borde libre, por la colocación secuencial de las láminas.
h0 - espesor de cada sublaminado. z – distancia desde el Plano Neutro de cada sublaminado a
cualquier punto de su espesor. r – índice de repetición.
para distintas distribuciones de láminas. En el caso de placas rectangulares sometidas a flectores
internos Mx y My simultáneos, los menores esfuerzos tangenciales interlaminares τ xz, y τ yz , se
obtienen con láminas en el medio del espesor del laminado, orientadas a 450 y –450.
τ
xz
1.5 P
2bh
P
h
P/2bh
b
h
L
Placa
Sandwich
[0/90]
s
homogéneo
[0]
[90/0]
s
espesor.
a)
b)
Fig. 38.- Distribución de las tensiones interlaminares, para diferentes composiciones de
materiales compuestos.
García de la Figal, Javier.
128
Capitulo 9
Conclusiones.
lo expuesto pueden sacarse algunas conclusiones generales, que sirvan de orientación en
Deeltodo
diseño de laminados.
•
El laminado simétrico balanceado hace siempre que [ B ] = 0, por lo que desvincula las
Fuerzas de los Momentos internos; esto provoca una disminución de los esfuerzos y
deformaciones actuantes, en placas sometidas a todo tipo de cargas. Además, evita el
alabeo debido a la acción de las cargas higrotérmicas. Son especialmente indicados pues,
para laminados sometidos a los 2 tipos de cargas internas, Fuerzas y Momentos a la vez.
Además en todo laminado simétrico balanceado se cumple otra simplificación más,
adicional a que [ B ] = 0, que es,
A13 = A2 3 = 0
Lo que produce desacople entre:
Fuerzas y Momentos internos
Normales y Cortantes internos.
El ser simétrico balanceado con número par de láminas, complica su conformación, por lo que se
trata de emplear sólo cuando se requieren pocas láminas en el laminado.
•
Los laminados simétricos y ortotrópicos (croos-ply simétrico), son los que brindan la mayor
simplificación de los elementos de las matrices de rigidez, con la consiguiente disminución
de tensiones en el laminado:
[B] = 0
A13 = A2 3 = D13 = D2 3 = 0
Es decir que brinda desacople entre:
Normales y Cortantes internos
Flectores y Torsores internos
Fuerza y Momentos internos.
Esto implica que la acción de una de esas cargas, no genera ni incide en las otras. Son indicados
para laminados sometidos a momentos Flectores y Normales, en los ejes “x “ y “y”,
simultáneamente. Son además los más fáciles de conformar, al ser sus ángulos tan sólo a 00 y 900,
por lo que son muchas veces preferidos por los diseñadores.
•
Laminado en Ángulos, simétrico, alternativo y con número grande e impar de láminas.
Tiene un comportamiento semejante al ortotrópico y simétrico, pero con mayores
resistencias y rigideces a Cortante. Por ejemplo, el laminado [-45 / 45 / -45] es adecuado
para un panel plano, trabajando a Cortante o a Torsión. Los sublaminados [θ / −θ], con
valores de θ = 35o a 55o, y alternativos, conformando un laminado simétrico, son
especialmente indicados para resistir el pandeo en placas rectangulares. Ejemplo: [(45 / 45) 9] s.
García de la Figal, Javier.
129
Capitulo 9
•
Laminados conformados por sublaminados repetitivos en ángulo, se emplean en placas que
trabajan a tracción-compresión. Esto es porque este tipo de laminado evita o reduce
grandemente los esfuerzos interlaminares, ya estudiados. Estos son los laminados que se
emplean frecuentemente en la construcción de tuberías y tanques cilíndricos. Ejemplos son:
[ (45 / -45)2 / (30 / -30)2 / (60 / -60)2 ] 4
[ (55 / -55) 9 ]
En ángulo con sublaminados alternativos.
En ángulo, alternativos. Para tubos con presión interior.
Está demostrado que en estos casos, la ubicación de láminas a + 550 brinda las mayores resistencias.
La presencia de tejido Mat en la superficie interior, es para retener el paso del agua, por ser este
tejido menos higroscópico que las láminas unidireccionales.
55
55
o
o
Mat
Fig. 39 .- Distribución y tipos de láminas óptimas en tubos sometidos a presión interior.
•
Laminado “homogéneo”, que es el conformado por sublaminados repetitivos balanceados.
Son indicados para placas sometidas a flectores o momentos en general, por comportarse
como uno simétrico, y porque al ser repetitivo, reduce las tensiones interlaminares.
Ejemplo:
[0 / 45 / -45]10
•
Laminados conformados por sublaminados repetitivos de tipo general, son especialmente
indicados para obtener la placa óptima (de menor peso), sometida a cargas del tipo de
Fuerzas. Ejemplo:
[0 4 / 90 / -45 3]11
García de la Figal, Javier.
130
Capitulo 9
Todo lo anterior se refiere a la distribución de las láminas en el laminado. Pero para completar el
diseño de éste, falta:
•
•
•
•
Selección de los materiales de las láminas
Número de láminas en el laminado.
Orientación de las fibras de cada lámina, es decir el valor de θ a seleccionar.
La higroscopicidad de las láminas.
La selección de los materiales, ya ha sido ampliamente tratado. Habría que adicionar que hay que
incorporar el criterio económico, pues si bien el grafito es de los más resistentes, es también el más
caro. Como dato aproximado, puede decirse que el gasto conjunto de la compra y fabricación de
una lámina de epoxy / grafito, respecto a la de epoxy / vidrio, es de 10 / 4.
Otra consideración a tener en cuenta es que las fibras unidireccionales se fabrican de mayor
gramatura que las WR, por lo que son más resistentes y rígidas, y las WR a su vez, más resistentes
y rígidas que las de tipo Mat, pero más costosas también.
El número de láminas a colocar en el laminado, es un problema determinado por las necesidades de
resistencia y rigidez deseadas del mismo. Dependerá por tanto, del valor de las cargas a soportar, y
su número lo dirá el cálculo del laminado. Su determinación se hace por tanteos sucesivos.
La higroscopicidad o absorción de agua, se resuelve (o al menos se alivia mucho), intercalando
láminas de tejido Mat, entre las demás láminas de tejidos WR o unidireccionales. El tejido Mat,
crea más obstáculos al paso del agua, por lo que se dice que absorbe menos cantidad de agua, que
los otros tejidos. Esta es una problemática propia de embarcaciones, tuberías y tanques,
principalmente.
El problema de la orientación de las láminas en el laminado, se resuelve teniendo presente un
conocido criterio de estructuras, que establece que en elementos estructurales colocados en
paralelos, los elementos más rígidos “absorben” o soportan una parte mayor de la carga aplicada a
la estructura completa. Así, los elementos menos rígidos serán los menos cargados.
Pero esto hay que compatibilizarlo con el hecho de que las láminas menos rígidas (y por tanto las
menos cargadas), son también por lo general las menos resistentes, por lo que sus menores
esfuerzos resultantes, no implican necesariamente que trabajen más “cómodamente”. Un criterio
que tiene en cuenta ambos efectos, es el coeficiente de seguridad, SR. El tratamiento de esta
compleja problemática en el diseño del laminado, es más comprensible por medio de Ejemplos.
EJEMPLO 13.
Analizar los esfuerzos en un laminado de de vidrio/epoxy, de composición [0 /45 / 90 / -45]s ,
cargado con Nx = 0.34 MN / m.
García de la Figal, Javier.
131
Capitulo 9
Como el laminado es simétrico, [ B ] = 0, cumpliéndose que las fuerzas quedan desvinculadas de
los momentos, es decir, que la única fuerza actuante Nx , no genera ningún momento interno. Puede
plantearse: Mx = My = Mxy = 0. Así sólo será de interés la matriz [ A ], quedando las ecuaciones
(17),
Nx
0
0
A11 A12 A13 εox
A21 A22 A23 * εoy
A31 A32 A33 γxy
=
Calculando los elementos de la matriz [ A ] y resolviendo las ecuaciones anteriores, se tiene,
εox
εoy
γοxy
4.928*10-3
= -1.396*10-3
0
Estas deformaciones son las de todo el laminado, pero también son las de cada una de sus láminas,
pues se asume que bajo la acción de sólo cargas normales, todas se deforman lo mismo (Fig. 40 a).
σ x
o
z
ε x
[MPa]
SR
RPL
k
890
0
1.76
215
45
h
90
-45
1.13
39
0.957
215
1.13
-45
90
45
0
a)
b)
c)
Fig. 40.- Ejemplo 13. a) Distribución de las láminas del laminado sometido a Tracción.
b) Distribución de los esfuerzos en x, σ x k. c) Coeficientes SR, de cada lámina.
Los esfuerzos en cada lámina se calculan por,
García de la Figal, Javier.
132
Capitulo 9
σx
σy =
τxy
k
εo x
* εoy
γοxy
Q’11 Q’12 Q’13
Q’21 Q’22 Q’23
Q’31 Q’32 Q’33
k
Calculando los elementos de la matriz [Q’], y resolviendo las ecuaciones anteriores para cada una
de las láminas, se obtiene la distribución de esfuerzos σx mostrada en la Fig. 40 b). Aplicando
ahora, el criterio de Tsai-Wu, a cada lámina, se tienen los valores dados en la Fig. 40 c).
De los resultados así obtenidos, se pueden hacer algunas consideraciones sobre el diseño del mismo.
•
Con este diseño de laminado, se controla (o más bien se impone), que la lámina que
primero se rompa sea la de 90o, lo que tiene lógica, pues la carga es en X, y esa lámina
resiste muy poco en esa dirección. De hecho el valor de SR90 < 1 significa que se rompe con
la carga N x impuesta inicialmente.
•
Puede verse como esa lámina a 90o, absorbe muy pocos esfuerzos (39 MPa), lo que es
debido a que en la dir. X, es la que tiene menos rigidez. Recuérdese que la “absorción” de
cargas y esfuerzos por parte de cada lámina, ocurre en proporción a sus respectivas
rigideces, en cada dirección. Sin embargo tiene SR90 < 1, por lo que rompe. Esto es porque
la carga está en la dirección en que menos resiste la lámina: la dir. X.
•
Las láminas a 0o son las más cargadas (890 Mpa), como era de esperar, al ser las más
rígidas en X. Pero por ser las más resistentes en esa dirección, poseen las mayores reservas
de resistencias (SR con los mayores valores).
Es interesante preguntarse si ese laminado no hubiera sido posible construirlo con láminas todas a
0o. En principio pudiera hacerse, el inconveniente es que la placa se acortaría más en la dirección
transversal Y, al poseer muy poca rigidez en esa dirección. La función de las láminas a 90o es
precisamente aumentar esa rigidez. Obsérvese además que está conformado por el sublaminado
[0 / 45/ 90 / -45], que por ser en espiral disminuye el efecto de borde.
Si en una placa se tienen cargas normales en Nx y en Ny simultáneamente, es más racional emplear
tejido de refuerzos del tipo Woven Roving. Por ejemplo en la placa de la Fig. 41, es mejor emplear
la composición:
[0 90 / 0 90] s
donde el tejido WR es no equilibrado con doble TEX en la dirección X, respecto a Y. Así existe
más resistencia en las fibras en la dirección X, donde la carga Nx es mayor. Para disminuir el efecto
de borde, es recomendable emplear muchas láminas WR, en lo que de hecho serán sublaminados. Si
además hubiera fuerza Cortante N x y, es recomendable introducir sublaminados del tipo [45 / -45].
No obstante, la obtención del laminado óptimo sólo puede lograrse mediante el cálculo por tanteos
sucesivos, de muchas variantes de composiciones de láminas. Y ayudado por algún
programa.
García de la Figal, Javier.
133
Capitulo 9
y
Ny
a
N =2N
x
y
a
x
Fig. 41.-
EJEMPLO 14.Analizar la distribución de esfuerzos en las láminas de un laminado de vidrio/epoxy, con Vf = 0.4 y
composición [0 / 90 / 45 / -45] s. Se emplea en construir la viga mostrada en la Fig. 42.
a)
Análisis de los esfuerzos.-
Debido a los apoyos de esta placa, sólo surgirán flectores M x. Todas las otras cargas internas serán
nulas o se considerarán como tales (los Cortantes). En la flexión hay que tener presente 2 aspectos
importantes en la distribución de los esfuerzos en las láminas:
•
La Hipótesis de la invariabilidad de la normal a la placa (que es una de las hipótesis de
Kirchhoff), por la cual las deformaciones en el espesor de la placa tienen un
comportamiento lineal. Véase la Fig. 31. Esto determina que las láminas más alejadas del
Plano Neutro del laminado, deberán “absorber” más esfuerzos.
•
Por otro lado, los esfuerzos que “absorbe” cada lámina en una dirección dada, son
proporcionales a la rigidez de ellas en esa dirección. Por tanto, las fibras más rígidas en una
dirección, se tienden a cargar con más esfuerzos en esa dirección.
z
P
h
x
y
b
a
Fig. 42.- Ejemplo 14.
García de la Figal, Javier.
134
Capitulo 9
Ambos criterios se combinan para dar los esfuerzos resultantes en cada lámina del laminado. En
este problema las láminas más exteriores (las de 0o ), serán las más cargadas, según los 2 criterios
expuestos: son las más rígidas en la dir. X y las más alejadas del Plano Neutro. Véase la Fig. 43.
z/h
0
0.5
o
o
90
o
45
o
-45
0
-1
1
σ
x
max
σ
x
-0.5
Fig. 43.- Distribución de esfuerzos σx del Ejemplo 14.
Composición [0 / 90 / 45 / -45] s.
Como criterio general en flexión, es recomendable colocar las láminas de mayor resistencia (que
serán también las de mayor rigidez), en las capas externas del laminado (superior e inferior),
mientras las restantes, menos resistentes, se distribuyen en las demás capas interiores.
En este problema las láminas de 90o, que son la menor resistencia en X, están cerca de los bordes
del laminado, donde hay esfuerzos apreciables por su lejanía del Plano Neutro (PN). Sin embargo,
por ser poco rígidas en X, el esfuerzo final “absorbido” por ellas disminuye apreciablemente (Fig.
43). Las de +45o por otro lado, están muy cercanas al PN, por lo que tendrán esfuerzos
relativamente pequeños. Debe observarse que con esta distribución, hay más probabilidades de
lograr que los coeficientes de seguridad SR de cada lámina, sean lo más uniformes o iguales
posible. Esto implicaría un mejor y más eficiente aprovechamiento del material; de hecho el
objetivo fundamental en el diseño de muchos laminados de composite, es precisamente ese: lograr
que todas las láminas tengan sus SR iguales, o al menos lo más cercanos posible entre sí.
Sin embargo, a una composición con iguales SR en cada lámina, se le puede criticar que todas ellas
fallarían a la vez, desaprovechando una de las ventajas de los composites, que es la de “avisar” su
rotura, al fallar unas láminas primero que otras. Queda al diseñador decidir sobre lo más adecuado
en cada caso.
¿Qué ventaja hubiera tenido el colocar todas las láminas a 0o ? En ese caso las que quedan cercanas
al Plano Neutro tendrían esfuerzos casi nulos, pero tienen todas iguales rigideces, por lo que sus SR
serían mucho mayores que las restantes. Esto significa un gran desaprovechamiento del material.
García de la Figal, Javier.
135
Capitulo 9
En la Fig. 44 se presenta la distribución de esfuerzos σx, a lo largo del espesor, de la misma viga del
Figura 42, pero ahora con una composición de láminas de [45 / 0 / -45] s. Puede verse como el valor
máximo de tensiones no se alcanza ahora en las láminas más exteriores. Esto posibilita que al
aumentar la carga P, rompan primero las láminas a 0o, en lo que será la P RPL, quedando resistencia
aún a las de 45o , para continuar resistiendo hasta la P RUL.
z
h
o
45
0o
0.5
0.33
0.16
- 45
0
o
1.0
σx
σ max
x
-1.0
-0.16
-0.33
-0.50
Fig. 44.- Distribución de esfuerzos σx del Ejemplo 14.
Composición [45 / 0 / -45] s.
Con el fin de disminuir los efectos de los esfuerzos interlaminares, como ya ha sido apuntado
anteriormente (Fig. 38), hubiera sido mejor para toda viga bajo flexión, emplear una
composición con láminas a 0o en el centro del espesor, lo que constituye una mejor solución en
vigas gruesas, y en aquéllas en que la fuerza Cortante es la carga fundamental. Pero si se tratara
de una placa rectangular, con flectores en los ejes “x” y “ÿ” simultáneamente, lo ideal para este
mismo fin es colocar en el centro láminas a + 450, como se ha hecho en las soluciones de las
Fig. 43 y 44.
En este ejemplo se tiene un laminado conformado por pocas láminas. Pero si fuera necesario
emplear un gran número de ellas, es mejor conformar el laminado de tipo homogéneo (o sea de
sublaminados repetitivos balanceados), el que se comporta como uno simétrico y, además
reduce las tensiones interlaminares. Adicionalmente es más fácil y viable de construir que uno
simétrico de muchas láminas.
b)
Análisis de la rigidez.-
La flecha en el centro de un laminado con apoyos a todo alrededor, por ejemplo, y sometido a una
presión uniforme “q”, viene dada por,
w = (16 q) / (π 6 ) * sen(π x / a) * sen(π y / b) / [ (Q11 / a 4) + 2 H / (a2 b2) + (Q22 / b 4) ]
García de la Figal, Javier.
136
Capitulo 9
Generalmente el objetivo en el diseño de un laminado a flexión, es que tenga la mayor rigidez
posible, es decir, que la flecha “w”, sea pequeña. Para ello, el denominador de la expresión anterior
de “w”, deberá ser lo más grande posible, o lo que es igual que los elementos de la matriz [D] sean
grandes. Esto se logra con la colocación de muchas láminas, de modo que los términos z k3 y por
tanto el espesor del laminado, sean lo mayores posibles. Pero también contribuye el colocar las
fibras de las láminas, en las direcciones de los ejes Globales de la placa: en “x” ( refuerzos a 0o), y
en “ÿ” (a 90o), o con el empleo de tejido WR equilibrado o no, que es lo más común.
Así en un laminado sometido a flectores en ambos ejes (Mx y My), es indicado emplear fibras
Woven Roving. Las que son, en efecto, las preferidas para este tipo de solicitación.
Igual que en el problema anterior, el laminado óptimo para cada caso de solicitación, debe
investigarse con la ayuda de un programa de cómputo, que permita realizar rápidamente los
cálculos de muchas variantes de distribución de láminas en el laminado, para seleccionar entre todas
la mejor. Existen diversos programas de computación para estos fines en el mercado. En la
actualidad, muchos de los programas profesionales de elementos finitos disponibles, permiten
realizar estos tipos de cálculos.
García de la Figal, Javier.
137
Capitulo 9
CAPÍTULO 10.
EL COEFICIENTE
DE SEGURIDAD
L
as teorías y fórmulas establecidas hasta ahora en los Capítulos precedentes, permiten el cálculo
de laminados tanto a resistencia como teniendo en cuenta las necesidades desde el punto de
vista de la rigidez. Sin embargo, tienen una limitación que puede llegar a ser importante, y es que
no tienen en cuenta todos los aspectos que realmente inciden en la conformación y el trabajo de los
laminados de composites. Quedan en efecto varios factores que en dependencia de las cargas,
condiciones de trabajo y exigencias, pueden llegar a tener más o menos importancia en el diseño y
trabajo del laminado. Se trata de las condiciones ambientales, los esfuerzos interlaminares, las
resistencias al impacto y a la fatiga, así como las condiciones y tipo de laminación. Dado lo
complejo de sus influencias e interacciones, es práctica actual tenerlos en cuenta por medio de un
adecuado coeficiente de seguridad, que será por tanto de extrema importancia en el
dimensionamiento de las piezas de materiales compuestos.
Existen 2 formas de determinar el coeficiente de seguridad:
•
•
Mediante la relación SR (o “Strength Ratio”), definido como la relación resistencia /
tensión actuante.
Mediante el límite máximo de deformación.
A continuación se plantean los valores recomendados según ambos criterios, para materiales de
PRF.
El Strength Ratio ( SR ).
El “Strength Ratio” ( SR ) o coeficiente de seguridad, es un concepto semejante al empleado en el
diseño de elementos con metales y materiales isotrópicos en general. Se trata de que el esfuerzo
equivalente σequiv , en un punto dado de la lámina analizada (comúnmente el punto más peligroso),
sea SR veces menor que el límite de roturas de ella, es decir,
σequiv = X / SR
donde se toma como esfuerzo de rotura, el límite de rotura a tracción longitudinal X de la lámina
analizada. En los valores recomendados para SR, se tienen en cuenta varios de los aspectos antes
mencionados, que influyen en el adecuado funcionamiento del laminado, pero de difícil cálculo
matemático. En la Tabla 12 se muestran valores de SR recomendados según varios “Standards” y
“Codes”. Su determinación final se hace considerando los aspectos que se entiendan necesarios e
importantes durante el trabajo del laminado dado, cada uno de los cuales puede tener el valor
brindado en la Tabla 12 y en las siguientes, sin tener que considerarlos todos necesariamente. De
García de la Figal, Javier.
138
Capitulo 10
este modo puede seleccionarse la cantidad de factores que se consideren importantes, obteniéndose
el coeficiente de seguridad final SR, como el producto de todos ellos, es decir,
SR = k * k1 * k2 * k3 * . . . . .
( 19 )
Siendo: k – coeficiente multiplicativo global, que es el básico imprescindible a colocar en todos
los casos.
k1, k2, k3, ..... - coeficientes que tienen en cuenta diferentas factores y aspectos en el
comportamiento del composite.
Tabla 12.- Coeficientes de Seguridad SR, para diferentes procesos y tipos de trabajos.
M 88 315
Procedimiento
de fabricación:
Contacto
Centrifugación
Enrollamiento
k1
Entre molde y
Contra molde
Proyección
Refuerzo :
Anisotrópico
No homogéneo.
Resina (post curado) k5
Fluencia. k2
Fatiga. k4
Largo Plazo :
Corrosión
Temperatura k3
Envejecimiento k6
Multiplicativo global, k
Límite inferior.
Variación.
Límite de alargamiento. (%)
BS 4994
CODE
1.3-1.6
1.3-1.6
1.1-1.7
1.3-1.5
1.6
1.4
1.4
1.4
1.5
1.3
1.3
1.3
1.8
--
3.0
--
3.0
--
1.1-1.3
1.2
2.0
-1.0-1.1
-2.0
-5.81-12.36
1.1-1.5
1.2-2.0
1.05-2.0
-1.0-1.25
-3.0
6
6-67.5
2
2 ó 0.1 εRm
AVK
PS 15
--
--
--
-1.64-2.13
6
--2.04-2.86
2.5
6
6-21.45
1.0-1.2
1.2
-----1.4
2.7
6
6-10.9
2
--
También existen valores de SR normados, atendiendo al tipo de aplicación del laminado.
Actualmente se brindan coeficientes de seguridad tipificados para aplicaciones muy concretas. Por
ejemplo para tanques y depósitos a presión, la Norma BS 4994, de 1987, da el siguiente método
para determinar el coeficiente de seguridad SR.
SR = 3 * k1 * k2 * k3 * k4 * k5
( 20 )
Donde los valores de los coeficientes k i son los mismos de la Tabla 12, pero con un coeficiente k
multiplicativo global = 3. Cada uno de los valores de los coeficientes k, k1, ......, etc., de las 2
García de la Figal, Javier.
139
Capitulo 10
------5-10
-5-10
--
fórmulas ( 19 ) y ( 20 ) anteriores, responden a estudios realizados en diversas instituciones
científicas, pero sobre todo a la experiencia acumulada en muchos años de trabajo con composites.
A continuación se fundamentan varios de estos coeficientes parciales.
k1 es un factor que depende del proceso de fabricación. La Tabla 13 presenta valores para
diferentes procesos.
Tabla 13. - Factores k1 en función del método de fabricación. BS 4994.
Método de fabricación.
Factor k1
Manual.
Enrollamiento continuo.
Proyección automatizada.
Proyección manual.
1.5
1.5
1.5
3.0
k2 es un factor que depende del comportamiento químico. Será 1.2 para depósitos con “liners”
termoplásticos, a menos que la falta de experiencia o de valores experimentales sugiera un valor
más alto. Este factor para depósitos sin “liners” termoplásticos, estará en el rango de 1.2 a 2.
k3 es un factor que depende de la temperatura de diseño (es decir a la cual va a trabajar) y del HDT
(“heat distortion temperature”). La Fig. 45 representa gráficamente valores de temperaturas de
diseño y el HDT. Por ejemplo, el HDT de la resina de poliéster ortoftálica es de 55 – 110 0C;
mientras que de la isoftálica de 75 – 130 0C.
DT
T
HD
C
o
130
1.05
o
o
14
0
o
DT
o
CH
DT
las
e
o
CH
o
120
o
110
CH
DT
1.10
CH
o
100
o
1.15
90
CH
DT
c
55
CH
DT
60
clas
CH
eA
DT
1.20
C
3
1.25
70
CH
DT
clas
eB
80
CH
DT
Factor k
1.00
0
20
40
60
Temperatura.
0
80
100
110
C
Fig 45.- Factor k3 en función de la Temperatura. BS 4994.
García de la Figal, Javier.
140
Capitulo 10
La resistencia a la fatiga se hace necesario considerarla cuando la estructura está sometida a
repetidas cargas cíclicas, las que debilitan el material y le dan una vida limitada. Lo más común y
sencillo es la realización de ensayos considerando los esfuerzos pico de los ciclos de carga,
actuando durante un número de ciclos dado.
Otros factores que influyen en la vida a fatiga de los laminados, son: la secuencia de la ubicación de
las fibras en el laminado, las propiedades de la matriz y la fibra, el volumen relativo de fibra Vf, , el
agarre interfases, y otros. Por lo que el análisis detallado a fatiga de los composites es un asunto
mas complicado. Un análisis simplificado puede realizarse considerando el coeficiente k4.
k4 es un factor que depende del número de ciclos de carga aplicados y considera el efecto que en la
vida útil a fatiga, tienen las cargas variables sobre el composite. La Fig. 46 representa gráficamente
valores de este coeficiente para diferentes números de ciclos de carga.
2.0
Factor k 4
1.8
1.6
1.4
1.2
1.0
2
10
10
3
10
4
10
5
10
6
10
Número de Ciclos
Fig. 46.- Factor k4 en función del número de ciclos. BS 4994.
k5 es un factor que depende del proceso de curado. Cuando el laminado está sometido a un proceso
completo de curado incluido el post-curado a la temperatura adecuada, el factor k5 toma el valor de
1.1. Si el depósito no está sometido a un proceso de curado completo, el factor k5 toma el valor de
1.3, y si la temperatura de operación es mayor o igual a 45 0C, el factor k5 vale 1.5.
El efecto del medio ambiente en la vida del laminado está dado por el surgimiento de esfuerzos y
deformaciones residuales, provocados por los cambios de temperatura y por la absorción de
humedad, algo ya estudiado en Capítulos anteriores. Los mismos tienden a provocar efectos
adversos para la vida del composite. Estos elementos pueden hacer disminuir, con el paso del
tiempo, la adhesión en la interfase fibra – matriz. Las matrices poliméricas se ablandan a altas
temperaturas afectando las propiedades del composite, sobre todo en los de “matriz frágil”,
dominados por la matriz. Se trata sobre todo, de los módulos de elasticidad transversal E2 y el de
García de la Figal, Javier.
141
Capitulo 10
distorsión G12, así como los límites de rotura Y y S. En la Fig. 47 se muestra el resultado de un
experimento sobre la absorción de agua de una barra de vidrio / epoxy, (“matriz dúctil”), sumergida
en agua durante 150 días. La absorción de agua alcanzó el 0.4 %, lo que produjo una disminución
del módulo de flexión del 2.7 %. Si el laminado va a estar permanentemente sometido a la acción
del agua y no posee recubrimientos o métodos adecuados contra su penetración, deben emplearse
los valores del coeficiente k6 de la Tabla 12.
k7 es un factor adicional que puede considerar el diseñador, y que tiene en cuenta la existencia de
cargas de impacto. Por la acción de las cargas dinámicas se producen muy pequeñas micro grietas
en la matriz o en la interfase, conocidos como micro daños. Los mismos crecen con la repetición de
los impactos, hasta que la pieza falla. Los composites de PRF son especialmente sensibles a estas
cargas, constituyendo una de sus desventajas. Para evitar esto, cuando no se conocen los valores de
las cargas de impacto actuantes, los esfuerzos obtenidos en los cálculos a partir de las cargas
estáticas, deben ser muy bajos, sobre todo si existen laminados con bordes libres, de modo que se
garantice que no surja ninguna micro grieta. O si se conocen los valores de las cargas de impacto,
considerarlas dentro de las cargas externas en los cálculos. El problema es que en la mayoría de los
casos, las cargas dinámicas no se conocen. En estos casos es que se hace uso del coeficiente k7,
dentro del coeficiente SR. Por ejemplo según la Ref. 11, para considerar los impactos en el casco de
las embarcaciones rápidas de PRFV, cuando no se tiene en cuenta ese impacto en la valoración de
las cargas externas, se debe emplear un coeficiente k7 = 1.333, al considerar el coeficiente de
seguridad SR.
Los coeficientes de seguridad según las expresiones ( 19 ) y ( 20 ), deben tratarse con mucho
cuidado, pues la selección más o menos arbitraria de cada coeficiente k1, k2, . . . . , aún dentro de
los rangos propuestos, pueden llagar a dar valores muy bajos o muy elevados, y en todo caso fuera
de la realidad. Por ello, en la propia Tabla 12 se brinda el límite inferior del coeficiente global y su
posible variación, según los diferentes “Standards”, para que se sepa en que rangos deben de
tomarse los SR globales. El problema radica en un error de principio que tiene la determinación del
coeficiente SR como el producto de varios subcoeficientes. Y es que se pretende medir
matemáticamente, factores y aspectos que difícilmente pueden ser valorados de esa forma. Este
método de calcular los coeficientes de seguridad ha sido ampliamente criticado, a pesar de lo cual
los “Standards” lo emplean. Queda por el usuario ser muy cuidadoso al hacer su selección.
Coeficientes según el límite máximo de deformación.
términos de este criterio de máxima deformación actuante en un punto dado de la lámina, la
Enseguridad
se determina mediante la comprobación de que la máxima deformación actuante sea
menor que uno de los 2 siguientes valores admisibles:
•
0.1 ε Rm
•
• 0.2 %
Siendo ε Rm la deformación a rotura de la resina sin reforzar. Véase la Tabla 7 (Capítulo 4), para
los valores de este parámetro, de las distintas resinas.
García de la Figal, Javier.
142
Capitulo 10
Otro criterio separado, tomado de la Ref. 6, permite tener en cuenta con más detenimiento las
cargas de impacto, de modo que la lámina las resista sin fallo de una forma muy confiable. Thebing
da los siguientes valores límites promedios para poliéster reforzado con fibra de vidrio.
ε1 = 0.8 %
ε2 = 0.1 − 0.2 %
γ12 = 0.2 − 0.4 %
b)
0.6
Módulo de Flexión (GPa)
Absorción
de agua ( %)
a)
0.4
0.2
0
50
48
47
45
44
0
50
100
150
Días
0
0.1
0.2
0.3
0.4
Absorción de agua (%)
Fig. 47.- Efecto de la absorción de humedad en barra de vidrio / epoxy.
a) Absorción de humedad. b) Efecto en el módulo de flexión.
Los laminados así calculados soportan bien las cargas de impacto, pero quedan generalmente
sobredimensionados para cargas estáticas, siendo demasiados costosos en muchas aplicaciones, por
lo que el empleo de este criterio debe hacerse con cuidado.
Si las cargas son sólo de tipo variable, se permite que la lámina tenga micro grietas, pues este tipo
de cargas sola, sin impactos, provoca el aumento progresivo de las micro grietas sólo al cabo de
muchos ciclos de cargas. Las cargas de impacto son las responsables del aumento rápido de las
grietas ya existentes – y de la creación de ellas --, y que se alcance el fallo en cualquier momento.
Como ejemplo de valores de SR en casos de laminados sometidos a flexión, sin bordes libres y en
contacto permanente con el agua, se tienen los brindados por el Registro Naval Italiano. Reglas
para la construcción y clasificación de las naves de alta velocidad (Ref. 11). En el mismo puede
apreciarse la influencia que pueden alcanzar las cargas de impacto grandes, como las existentes en
este tipo de embarcación, en el coeficiente SR, según lo recomendado por este Registro. En la
Tabla 14 se muestran estos valores de SR.
García de la Figal, Javier.
143
Capitulo 10
Tabla 14 .- Coeficientes de Seguridad para placas y reforzadores de composite de PRF,
sometidos a flexión. (Ref 11).
Tipo de elemento y condiciones
SR
General
Miembros sujetos a impactos *
Lados y extremos de superestructuras y
casetas de cubiertas.
Miembros sujetos a presión de prueba,
pe
6
4.5
4
4
* Considerando la fuerza de impacto como carga conocida en el cálculo.
García de la Figal, Javier.
144
Capitulo 10
Capítulo 11.
COMPOSITES DE BASES
METALICAS
L
os composites o materiales compuestos modernos son en realidad una amplia variedad de
combinaciones de materiales con aplicaciones en ingeniería, biología, medicina y otras múltiples
ramas, que se han ido desarrollando en las últimas décadas. Permiten conseguir propiedades y
características nuevas o mejores que las de los materiales tradicionales (mayores rigideces y
resistencias, dilataciones térmicas nulas, etc). Una característica común es que son materiales más
ligeros que los aceros, pues los materiales empleados como matrices y muchos de los refuerzos, son
de por sí materiales ligeros.
Entre los materiales empleados como reforzadores se encuentran los conocidos como materiales
cerámicos, que se caracterizan por sus altos puntos de fusión y sus elevadas resistencias al desgaste.
Se trata de materiales como óxidos (Al2O3, SiO2, los más baratos y empleados), carburos (como el
SiC) y nitruros (tales como el BN). Con ellos se aumentan las temperaturas de trabajo y la
resistencia al desgaste de los materiales compuestos con ellos confeccionados. Los materiales
cerámicos se han empleado también como matrices, aunque más raramente, obteniéndose
composites aptos para trabajar a muy altas temperaturas. Se trata de materiales tales como la
alúmina o el silicato de Calcio – Aluminio, que se refuerzan con fibras de Carbono o con SiC.
Varios de los muchos composites desarrollados son, sin embargo de difíciles tecnologías de
fabricación y de componentes de difícil adquisición en el mercado, además de costosos, lo que hace
que algunos sean realmente raros.
La clasificación más general de los Composites fue hecha en el Capitulo 1 y en este texto se ha
realizado un estudio detallado de los plásticos reforzados con fibras, o sea los PRF. A continuación
se hace un estudio más general de algunos de los principales tipos de materiales compuestos con
reforzadores en forma de partículas, así como con fibras pero de bases no poliméricas. La mayoría
son de reciente desarrollo y han logrado algún tipo de aplicación a las ingenierías.
García de la Figal, Javier.
145
Capitulo 11
Composites reforzados con
partículas o polvos dispersos.
.
(Producidos por la metalurgia
de polvos, fundamentalmente).
Composites reforzados
con fibras (también con
alambres).
1. Con base de Aluminio
o sus aleaciones.
2. Con base de Níquel
o Ni-Cr (20 % Cr)
3. Con base no metálica
(Plásticos reforzados con
fibras, PRF )
Reforzado con hojuelas de
Al2O3 (aumento de resistencia,
dureza y resistencia alta temp)
O reforzado con partículas de
Si y Ni.
Reforzado con óxidos de Toro,
o de Hafnio (HfO2), y con partículas de W, Ti o Al.
Plásticos reforzados con
fibras de vidrio (PRFV)
Plásticos reforzados con
fibras de grafito (PRFG)
Plásticos reforzados con
Boro (PRFB).
Plásticos reforzados con
fibras orgánicas (Aramida)
Matriz de Magnesio.
Reforzado con elementos de
alto punto de fusión (B o C).
4. Con base metálica
Matriz de Aluminio comercial
o sus aleaciones. Reforzado
con alambres de acero de alta
resistencia; o fibras de Boro (aumento de E en 3-4 veces); o de C
(gran disminución de la densidad).
Matriz de Titanio, reforzado con
alambres de Be; o con fibras
cerámicas de alto punto de fusión:
(Al2O3), carburos (SiC); o alambres
de metales de alta fusión
y alta temp. de recristalización
(W, Mo). También fibras de boro.
Matriz de Ni o de Ni-Cr. Con
alambres de tungsteno como reforzador.
García de la Figal, Javier.
146
Capitulo 11
Refuerzos en forma de partículas.
Grado
Al2O3
[%]
σR
[MPa]
σ R / ( ρ g)
[km]
σ 0.2
[MPa]
δ
[%]
E
[GPa]
E /( ρ g)
[*10 3 km]
SAP-1
SAP-2
SAP-3
SAP-4
6-8
9-12
13-17
18-22
300
350
400
450
11
13
15
17
220
280
320
370
7
5
3
1.5
67
71
76
80
2.1
2.6
2.8
2.9
Tabla 15 .- Propiedades mecánicas del material SAP.
L
os materiales compuestos con reforzadores en forma de partículas, se clasifican según estas
sean ‘largas’ o produzcan un reforzamiento por dispersión (Capitulo 1). En el primer caso la
interacción entre los constituyentes no ocurre al nivel atómico ni molecular, sino que las partículas
retienen el movimiento de la matriz en la vecindad de aquellas, debido a las cargas aplicadas. El
mejoramiento de las propiedades depende en primer lugar del adecuado pegado en la interfase
partícula – matriz. Este es el principal mecanismo de aumento de la resistencia y de otras
propiedades de los composites con refuerzos de partículas ‘largas’. Otro es el caso cuando se
emplean refuerzos más pequeños en forma de polvos (tamaños de 0.1 – 0.01 µm), en donde la
interacción entre las partículas y la matriz ocurre al nivel atómico o molecular, produciendo un
aumento de la resistencia similar al fenómeno conocido por endurecimiento por precipitación. La
carga externa es tomada por la matriz, mientras que las partículas dispersas ofrecen la resistencia al
movimiento de las dislocaciones durante la carga, por lo que dificultan el desarrollo de las
deformaciones plásticas. Por esta razón, la resistencia de estos composites depende de la estructura
de las dislocaciones formadas durante las deformaciones plásticas, surgidas en el propio proceso de
elaboración del composite. Es el caso de los composites conocidos de reforzamiento por dispersión.
1. Los composites de matriz de aluminio o de sus aleaciones, reforzados con partículas muy
finas y en forma de hojuelas de Al2O3 (materiales SAP, Tabla 15 y el SAA), se caracterizan
por emplear el proceso de reforzamiento por dispersión en el incremento de sus
propiedades. Llegan a ser muy dúctiles siendo deformables en caliente, mientras que menos
fácilmente en frío. Son maquinables y poseen buena soldabilidad bajo protección de argón.
Existen comercialmente en forma de los más diversos perfiles, así como chapas, tubos, etc.
Se emplean en partes sometidas a temperaturas de hasta 300 – 500 0C, en donde además la
resistencia a la corrosión y el mínimo peso sean esenciales. Por ejemplo, el SAP-1 a 300 0 C
tiene un σR = 100 MPa durante 100 horas; mientras el SAP-4 posee un σR = 120 MPa bajo
esas condiciones. Ejemplos de empleo: pasadores de pistones de MCI, compresores, álabes
de turbinas y de ventiladores.
Las aleaciones de aluminio con la adición de Si y Ni en forma de partículas, logran un composite de
alto módulo de elasticidad (E = 100 GPa, σR = 260 MPa), y un coeficiente de expansión térmica
bajo, del orden del acero. Queda sin embargo con baja ductilidad (δ = 1 – 1.5 %), empleándose
como sustituto del acero en algunas partes de instrumentos.
García de la Figal, Javier.
147
Capitulo 11
2
Los composites de base de Ni o de Ni-Cr con polvos de diversos óxidos
adicionados, poseen elevadas resistencias a altas temperaturas. La mayor resistencia
se logra con 3.5 – 4 % de HfO2, semejantes a aceros de elevada resistencia (σR =
850 MPa, δ = 8 – 12 %), todo esto a temperaturas ambientes. Con la adición
además de W, Ti o Al, se aumentan aún más las resistencias, lográndose estructuras
muy estables que retienen las propiedades durante 20 000 – 30 000 horas, a
temperaturas de 750 0C y mayores aún, lo que es algo verdaderamente
extraordinario. Con tungsteno (W) se logran temperaturas de trabajo de 1100 0C,
con σR = 200 MPa durante 100 horas. Los métodos de obtención de estos
composites son, sin embargo bastante complicados.
Refuerzos en forma de fibras.
Los materiales con refuerzos en forma de fibras (incluidos alambres), son el otro importante
grupo de materiales compuestos que se han desarrollado. Los de base (es decir, de matrices) no
metálica casi exclusivamente se refieren a los plásticos reforzados con fibras de distintos tipos, o
sea los conocidos PRF, que emplean polímeros como matriz. El otro grupo importante son los de
matriz metálica, que tienen como base metales y aleaciones ligeros, tales como: Titanio, Aluminio o
Magnesio. También se han desarrollado con base de Níquel; y últimamente de carbono C.
Los materiales compuestos con matriz metálica y reforzados con fibras de diversos materiales,
poseen características mejores que los de bases poliméricas, debido a las mayores propiedades de la
base metálica que poseen. Así, retienen sus propiedades a mayores temperaturas, tienen mayores
resistencias a los impactos, al agua y a la humedad, no son combustibles y son conductores
eléctricos, lo que puede ser importante en algunas aplicaciones. Características completamente
contrarias a los PRF.
4 Los materiales compuestos de matriz de aleaciones de Magnesio tienen menores
densidades que los composites de base de aluminio, y resistencias semejantes a ellos (1000
– 1200 MPa). Se emplean tanto el Mg como sus aleaciones. Con fibras de boro (también se
emplean de C), se obtiene una larga vida de trabajo a elevadas temperaturas (hasta 300 0C).
5 Los composites de matriz de aleaciones de aluminio se refuerzan con fibras de boro, de
grafito o con alambres de acero, siendo esta última la variante más económica, efectiva y
usada. Se emplea tanto el aluminio comercial (como el AD1) como sus aleaciones (AMg6,
V95, D20, etc.). Con alambres de acero tipo 18X15N5AM3, se alcanzan σR = 1450 MPa y
más, junto con una alta rigidez: E = 200 GPa, obteniéndose un material superior a los
aluminios de alta resistencia y comparables con las aleaciones de titanio por sus
propiedades. Son comparables también con los aceros de altas resistencias (por ejemplo el
Magaring), pero mucho más ligeros.
Con fibras de B, C, o Al2O3, el material obtenido es más costoso pero se mejoran varias
propiedades. Con el C pueden emplearse con recubrimientos en las fibras con titanio o
boruro de zirconio para disminuir la interacción del C con el aluminio, lo cual aumenta la
resistencia y rigidez del composite. El refuerzo con fibras de C tiene varias complicaciones
tecnológicas, por lo que es menos empleado. Con 50 % de fibras de boro y matriz de
aluminio se ha desarrollado, por ejemplo el composite VKA-1, que ha tenido varias
García de la Figal, Javier.
148
Capitulo 11
aplicaciones industriales; alcanzando σR = 1400 MPa y E = 300 GPa a temperatura
ambiente; y temperaturas de trabajo de hasta 500 0C, con σR = 500 MPa y E = 180 GPa. Se
ha hecho uso de la aleación de aluminio tipo V95 con refuerzos de titanio, junto con
rigidizadores de aluminio – fibras de boro, en partes de las alas de aviones con un ahorro en
peso del 42 % respecto a los aceros de alta resistencia y las aleaciones de titanio.
6 Los composites de matriz de aleaciones de titanio, son reforzados con: alambres de Be,
fibras de materiales cerámicos, como SiC o Al2O3; o alambres de metales de alto punto de
fusión y de recristalización, como Mo o W. También se emplean fibras filamentosas de
boro (borsic). El refuerzo sirve más para aumentar la rigidez y la temperatura de trabajo,
que por la resistencia específica, que iba a ser alta sin él de todas maneras. Las resistencias
pueden llegar a σR = 1000 – 1400 MPa. Por ejemplo, el material con matriz de titanio VT6
reforzado con alambres de molibdeno, alcanza a temperaturas ambientes un σR = 1400 MPa
y E = 200 GPa; mientras que a 800 0C, σR = 420 MPa y E = 70 GPa, es decir con
reducciones importantes, pero quedando aún como un material muy resistente.
7 Los materiales de matriz de Ni o Ni-Cr se refuerzan fundamentalmente con alambres de
tungsteno, obteniéndose un material indicado para muy altas temperaturas de trabajo.
Retiene una resistencia de σR = 130 – 250 MPa por 100 horas a 1100 0 C, según el
contenido de tungsteno, el que puede llegar al 70 %. El Ni sin reforzar, que es un material
propio de por si para muy altas temperaturas, solo alcanza los σR = 75 MPa en esas
condiciones, lo que da una idea del mejoramiento sustancial que se obtiene con estos
composites. Pero su fabricación es complicada, principalmente porque deben procesarse a
temperaturas muy elevadas, del orden de más de 1000 0C.
García de la Figal, Javier.
149
Capitulo 11
BIBLIOGRAFIA
1- Alvarez, V.
Los Elementos Finitos Aplicados a la Técnica.
ENSPES. La Habana, 1990.
2 - Benjamín, B. S.
Structural Design with Plastics.
Van Mostrand Reinhold Company. Toronto, 1969.
3 - Feodosiev, V.
Resistencia de Materiales.
Editorial MIR, Moscú, 1980.
4 - Grigolyuk, E.
Contact problems in the Theory of Plates and Shells.
Ed. MIR, Moscú, 1987.
5 - Kaw, A.
Mechanics of Composite Materials.
CRC. New York. 1997.
6 – Michaeli, W., et al.
Tecnología de los Composites/ Plásticos reforzados.
Hanser Editorial, Barcelona, Espana. 1989.
7 – Miller, Edward.
Introduction to Plastics and Composites.
Marcel Dekker Inc. New York. 1996.
8 - Middleton, Donald H.
Composite materials in Aircraft structures.
ISBN 0-582-01712-2 1990.
9 - Miravete, A. et al.
Cálculo y Diseño de estructuras de materiales compuestos de
fibras de vidrio.
Secretaría de Publicaciones. Univ. de Zaragoza. España. 1993.
10 - Rao, R., et al.
Finite element analysis of composite plates using a weak form
of the Kirchoff constraints.
Finite elements in Analysis and Design. 13 191-208, 1993.
Elsevier Science Publisher.
11 - Registro Naval Italiano.
Reglas para la Construcción y Clasificación de Naves de alta
velocidad.
Roma. Italia. 1995.
12 - Giancarlo, C.
Sandwich Structures Handbook.
Dpto. de Materiales y Producciones de Ingeniería.
Universidad de Nápoles. Italia. 1989.
13 - Timoshenko, S., et al.
Theory of Plates and Shells.
McGraw Hill. New York. 1959.
14 - Sun, C. T. y Lu, Y. P.
Vibration Damping of Structural Elements.
Prentice Hall PTR, Englewood Cliffs, New Jersey 07632, USA
1995.
García de la Figal, Javier.
150
ANEXOS
García de la Figal, Javier.
151
ANEXO 1
20.32
17.78
15.24
12.70
6
Resistencia específica [ * 10
cm.]
10.16
Rigidez específica [ * 10
8
cm. ]
7.62
5.08
2.54
0
Acero
1020 HR
Acero Aluminio Aluminio Titanio
5150 6061-T6 7075-T6 Ti-6Al-4V
Vidrio /
epoxy
Metales
Aramid / Boro / GrafitoHT/ GrafitoHM /
epoxy
epoxy
epoxy
epoxy
Composites
Fig. A 1 1 .- Comparación entre la resistencia y rigidez específicas de algunos metales y
composites de PRF.
García de la Figal, Javier.
152
Tabla A 1 1 .- Uso de los principales composites de PRF.
Tipo de composite
Aplicaciones.
Vidrio / epoxy
Boron / epoxy
Partes de aviones y automóviles, recipientes y tanques.
Muy alta rigidez, baja resistencias a impactos. Estructuras de
aviones y estabilizadores.
Altas rigideces y resistencias. Estructuras de industria aeroespacial,
equipos agrícolas, de manipulación de cargas, dispositivos médicos.
Altas resistencias, incluida al impacto. Tanques de presión, equipos
y estructuras de industria aeroespacial, partes de automóviles.
Las menores resistencias y rigideces de todos. Confección de sheet
molding compound (SMC), paneles de camiones y autos, grandes
chumaceras y otras piezas de grandes dimensiones.
Grafito / epoxy
Aramida / epoxy
Vidrio / poliéster
E / (gρ) * 10
km
3
1 - Aluminio
2 - Acero y Titanio.
3 - Titanio reforzado con alambres de Berilio.
4 - Titanio reforzado con fibras de SiC
5 - Titanio reforzado con fibras de borsic
6 - Aluminio reforzado con fibras de Boro
7 - Resina epóxica reforzada con fibras de grafito
8 - Resina epóxica reforzada con fibras de Boro.
7
6.0
6
8
4
4.0
3
2.0
5
1
2
0
20
40
60
σ R/(ρ g) km
Fig. A 1 2 .- Resistencia y módulo de elasticidad específicos, de metales y composites.
(Con 50 % de fibras).
García de la Figal, Javier.
153
ANEXO 2
Expresiones de las segundas derivadas de la flecha w, de laminas rectangulares.
Expresiones de las segundas derivadas de la flecha “w” (ecuación 4, Capitulo 3), respecto a “x”, a
“y“, y a “x y”, para una lamina rectangular simplemente apoyado a todo alrededor, y cargada con
una presión uniforme “q” en su superficie. Véase la Fig. 15 a ) del Capitulo 3.
δ2w = (16 q / π6) * [-(π / a)2 sen (π x / a) * sen (π y / b) ]
.
t 3 / 12
[ (Q´11 / a4) + 2 H / (a b)2 + (Q´22 / b4) ]
δx2
δ2 w = (16 q / π6) * [-(π / b)2 sen (π x / a) * sen (π y / b)]
t 3 / 12
[ (Q´11 / a4) + 2 H / (a b)2 + (Q´22 / b4)]
δy2
.
δ2 w = (16 q / π6) * [ (π2 / ab) cos (π x / a) * cos (π y / b)]
δx δy
t 3 / 12
[ (Q´11 / a4) + 2 H / (a b)2 + (Q´22 / b4) ]
Donde: H = Q’12 + 2 Q’33
Expresiones de las segundas derivadas de la flecha “w” (ecuación 6, Capitulo 3), respecto a “x”, a
“y“, y a “x y”, para una lamina rectangular empotrado a todo alrededor, y cargado con una presión
uniforme “q” en su superficie.
δ2w = (q / π4) * [2(π / a)2 sen2 (π y / b) * cos2 (π x / a) ]
δx2
t 3 / 12
[ (Q´11 / a4) + 2 H / (a b)2 + (Q´22 / b4) ]
.
δ2w = (q / π4) * [2(π / b)2 sen2 (π x / a) * cos2 (π y / b) ]
t 3 / 12
[ (Q´11 / a4) + 2 H / (a b)2 + (Q´22 / b4) ]
δy2
.
δ2w =
δx δy
(q / π4) * [(π2/ ab) sen (2π x / a) * sen (2π y / b)]
[ (Q’11 / a4) + 2 H / (a b)2 + (Q’22 / b4) ]
t 3 / 12
Donde: H = Q’12 + 2 Q’33
García de la Figal, Javier.
154
Expresiones de las segundas derivadas de la flecha w, de laminados rectangulares.
Expresiones de las segundas derivadas de la flecha “w” (ecuación 18, Capitulo 6), respecto a “x”,
a “y“, y a “x y”, para un laminado rectangular simplemente apoyado a todo alrededor, y cargado
con una presión uniforme “q” en su superficie.
δ2w = 16 q
π6
δx2
[-(π / a)2 sen (π x / a) * sen (π y / b) ]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4) ]
δ2 w = 16 q
π6
δy2
δ2 w =
δx δy
16 q
π6
.
[-(π / b)2 sen (π x / a) * sen (π y / b)]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4)]
.
[ (π2 / ab) cos (π x / a) * cos (π y / b)]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4) ]
Donde: H = D12 + 2 D33
Expresiones de las segundas derivadas de la flecha “w” (ecuación 18I , Capitulo 6 ), respecto a
“x”, a “y“, y a “x y”, para una lamina rectangular empotrado a todo alrededor, y cargado con una
presión uniforme “q” en su superficie.
δ2w = q
π6
δx2
[2(π / a)2 sen2 (π y / b) * cos2 (π x / a) ]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4) ]
δ2w = q
π6
δy2
[2(π / b)2 sen2 (π x / a) * cos2 (π y / b) ]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4) ]
δ2w =
δx δy
q
π6
.
[(π2/ ab) sen (2π x / a) * sen (2π y / b)]
[ (D11 / a4) + 2 H / (a b)2 + (D22 / b4) ]
Donde: H = D12 + 2 D33
García de la Figal, Javier.
.
155
ANEXO 3
Tabla A 3 1 .- Criterios dependientes de los procedimientos de fabricación de PRF.
Criterios
Procedimiento
Vf (%)
Grado de
orientabilidad
de las fibras
Laminado de
contacto
Proyección
Prensado SMC
Prensado TPRFV
Bobinado
10 – 35
60 – 85
2–3
10 – 35
35 – 65
35 – 65
50 – 70
No regulable
70 – 90
70 – 90
90 – 100
2–3
0.5 – 1.5
0.5 – 2
0.5 – 2
Inyección, RIM
Hasta 80,
posible 40
50 – 80
Hasta 70
Dependiente
de la preforma
90 – 100
Hasta 100
0.5 – 4,
Pultrusión
Deposición de cinta
Vv
(%)
0–2
0.5 – 2
Temperatura de moldeo.
(0 C)
Peligro
de líneas
de flujo
Desde temp. ambiente hasta
600
De temp. ambiente hasta 600
120 – 1600
0
220 con matriz PP*
Temp. ambiente.
Endurecimiento hasta 600
Desde temp. ambiente hasta
3000
100 – 1400
80 – 1200
No
No
Si
Si
No
No
No
No
•
PP - polipropileno.
Los rangos de valores de V f dependen del tipo de tejido del reforzador, siendo los menores valores para tejidos tipo
Mat, y los mayores para fibras unidireccionales.
Tabla A 3 2 .- Criterios dependientes de los procedimientos de fabricación de PRF.
Procedimiento
Laminado de
contacto
Proyección
Prensado SMC
Prensado
TPRFV
Tamaño de
pieza, (m2)
Espesor,
(mm)
Usual 0.5 – 100,
no conveniente
<0.5
Usual 1 – 100,
No conveniente
<1
0.1 – 5
2 – 10
usual. Posible >10
2 – 10
usual. Posible > 10
2 – 16
0.1 – 5
2–8
García de la Figal, Javier.
Criterios
Tolerancia del
espesor
(%)
Radio
medio,
(mm)
Conicidad
de
desmoldeo
Posible
Hasta 50
5
1:25 hasta
1:50
Posible
Hasta 80
5
1:25 hasta
1:50
Variación
de espesor
Posible
Hasta 12
0.5
Posible
Hasta 12
0.5
156
1:25 hasta
1:100
1:25 hasta
1:100
Contrasalida
Posible con
molde
desmontable
Posible con
molde
desmontable
Inusual
Inusual
Bobinado
Usual 1 – 10,
posible >10
Inyección, RIM
Hasta 5
Pultrusión
Deposición de
cinta
Sin fin,
limitación:
transportación
0.5 facultativo
1 – 10
Posible por
usual. Posupersible > 10
posición
<10 usual.
Posible
Posible
> 10
No usual.
3 – 20
Posible en
dir. arrastre
0.5 – 20
Posible
Hasta 20
10,
ajustable
> 10
Hasta 5
--
Inusual
0.5
1:50 hasta
1:100
Posible
Hasta 10
1
--
No posible
Hasta 20
0.5
1:25 hasta
1:50
Inusual
Procedimientos de elaboración de los PRF.
Para lograr una buena impregnación de la base polimérica en las fibras, aspecto importantísimo para
evitar la posterior delaminación del laminado, se han desarrollado métodos de elaboración de
materiales intermedios. Consiste en la elaboración de fibras impregnadas previamente con la resina,
en una primera fase, anterior a los procesos de moldeo. Se trata de los materiales de moldeo SMC,
los materiales intermedios termoplásticos TPRFV, y los prepregs.
Los SMC (sheet moulding compound), son materiales intermedios para ser empleados en un
posterior moldeado, constituidos esencialmente por resina poliéster, endurecedor, cargas minerales,
las fibras de refuerzo y algunos otros materiales auxiliares y complementarios. Se coloca el material
preelaborado en el molde, dándole la forma y el curado simultáneamente bajo presión y calor.
El TPRFV (termoplástico reforzado con fibra de vidrio), es otro material intermedio para procesos
de moldeo. Se caracteriza por el empleo de resinas termoplásticas, siendo empleado actualmente de
forma casi exclusiva, el polipropileno (PP). Aunque en algunos casos, para mejorar la formabilidad
en caliente, se emplea la poliamida (nylon).
Los prepregs (preimpregnados), son estructuras textiles impregnadas con resinas reactivas,
principalmente epóxicas y fenólicas, que a diferencia de las anteriores, la matriz no lleva cargas o
materiales auxiliares. Requieren almacenarse a temperaturas de refrigeración para ralentizar el
proceso de reticulación de la resina. En el momento de ser usados, se calientan lentamente hasta la
temperatura ambiente, con la que alcanzan la “pegajosidad” necesaria para el trabajo de moldeo.
Por otro lado, existen diferentes métodos de elaboración de las láminas de estos materiales, y para la
obtención final de las piezas. Entre esos métodos están los siguientes.
Laminado manual o por contacto. Es el más sencillo de todos. La pieza se reproduce en un molde
en negativo de madera o PRFV, sobre el cual se coloca una capa de fibra, que se impregna de resina
con una brocha o rodillo. Luego de lograrse una buena impregnación, se aplican las siguientes capas
hasta obtener el espesor deseado. El método requiere de considerable mano de obra pero de una
baja inversión inicial, siendo indicado para la fabricación de pequeñas cantidades de piezas, siendo
García de la Figal, Javier.
157
mejor si son de gran tamaño o de formas complejas. Entre sus deficiencias están que es difícil
obtener una correcta orientación de las fibras; y que los contenidos relativos de fibra que se
obtienen no son altos: como máximo Vf = 45 % (60 % en peso si es de vidrio y unidireccional),
siendo lo más frecuente valores del orden del 25 %. Esto último limita el rendimiento de las piezas
obtenidas por este método.
Proyección simultánea. Consiste en la proyección sobre un molde, y por medio de una pistola, de
resina, aceleradores y endurecedor, lo que se une a fibras largas con las que se mezclan en el
trayecto. Es adecuado para la fabricación de cantidades pequeñas o medias.
Deposición de cintas o moldeo con prepregs. Se trata de un método de moldeo manual con cintas
de prepregs, principalmente de fibras de carbono, con el que se obtienen piezas planas de muy alta
calidad.
Inyección RIM. Se trata de un procedimiento de moldeo por inyección de resina, previa la
colocación de los refuerzos de fibras en la cavidad del molde. Es decir que lo que se inyecta es sólo
la resina reactiva. Puede emplearse para la fabricación de grandes piezas, y en comparación con el
prensado, requiere de menores fuerzas de cierre.
Bobinado. Consiste en el bobinado de las fibras sobre un núcleo giratorio, el que puede ser retirado
de la pieza, como se hace durante la fabricación de tubos, o quedar formando parte de la pieza, si su
geometría es compleja o se desea dejar como elemento adicional de resistencia o de protección. Se
emplea ampliamente en la fabricación de cuerpos huecos, tales como tubos.
Centrifugado. Consiste en una lanza que se introduce en el interior de un tubo que gira a gran
velocidad. En el extremo de la lanza, hay un cabezal que mezcla y proyecta hacia la cara interior del
tubo, a la resina, fibras, endurecedor y acelerante. Se emplea para la fabricación de tubos con
superficie externa lisa. Las velocidades de rotación están entre las 100 y las 1000 rpm, debiendo
crearse una fuerza centrífuga capaz de ejercer la presión suficiente para compactar el laminado y
eliminar las burbujas de aire contenidas en éste.
Prensado. Con el prensado se obtienen piezas planas y con buenas propiedades mecánicas. Se
emplean los materiales intermedios anteriormente citados, es decir fibras preimpregnadas con la
resina, tales como las mezclas SMC y TPRFV, las cuales se cortan de forma que en su forma y peso
se correspondan con la pieza a moldear. Con el empleo del SMC suele ser suficiente colocar las
mezclas cortadas una sobre otra en el molde y presionar ligeramente, pues son deformables y
fluidas a temperatura ambiente y su pegajosidad asegura la necesaria cohesión, sin ninguna otra
preparación. En el caso de las mezclas de TPFV, se requiere de operaciones previas al moldeo, tales
como el calentamiento previo hasta la temperatura de fluidificación de la matriz para hacerla
adaptable al molde (hasta los 200 0C en el polipropileno, PP). Luego deben aplicarse al molde
rápidamente, antes que ocurra su enfriamiento.
Pultrusión. Es un procedimiento de fabricación en continuo sin fin, de perfiles de sección
constante, tales como tubos, perfiles, macizos, etc. Las fibras son recubiertas con la resina, a la vez
que son empujadas en un molde calentado, obteniéndose así la forma deseada, en un proceso
continuo.
García de la Figal, Javier.
158
Tabla A 3 3 . - Características de los procedimientos de fabricación de PRF.
Procedimiento
Laminado de contacto
Proyección
Prensado SMC
Prensado TPRFV
Bobinado
Inyección RIM
Pultrusión
Deposición de cinta
García de la Figal, Javier.
Economía, inversión
Baja inversión, alto costo
mano de obra, baja
productividad
Baja inversión, alto costo
mano de obra, baja
productividad
Elevada inversión
Elevada inversión, alta
productividad
Elevada inversión,
productividad según tipo de
operación
Elevada inversión, producción
en gran serie
Elevadas inversión y
productividad, máxima
producción
Elevada inversión, alto costo
mano de obra, baja
productividad
159
Criterios
Tipo básico de geometría
Tiempo de gel
Grandes piezas
> 40 min.
Grandes piezas
> 35 min.
Piezas planas
Piezas planas
1.5 – 4 min.
30 – 60 seg.
Posibles cuerpos huecos
monoaxiales
Dependiente de la
geometría
Piezas planas con
nervaduras de altura y 2.5’’
de espesor
Perfiles huecos y macizos
bidimensionales. Paneles
Piezas planas
Unos 60 seg.
-2 – 10 h.
ANEXO 4
Tabla A 4 1 . - Coeficientes de expansión térmica de láminas unidireccionales comerciales de
PRF.
Material
α1
[µε∗10−6/ 0K]
297 0K
α1
[µε∗10−6/ 0K]
450 0K
α2
[µε∗10−6/ 0K]
297 oK
α2
[µε∗10−6/ 0K]
450 0K
6.1
6.1
30.3
37.8
4.9
4.9
28.4
28.4
- 1.1
3.2
31.5
27.0
- 1.3
- 1.3
33.9
83.7
- 0.4
- 0.4
25.3
25.3
3.8
3.8
16.7
54.9
6.6
14.1
19.7
26.5
- 4.0
- 5.7
57.6
82.8
Boro-epoxy
(boron AVCO 5505)
Boro-poliamida
(Boron-WRD 9171)
Grafito-epoxy
(Modmor I-ERLA 4289)
Grafito-epoxy
(Modmor I-ERLA 4617)
Grafito-poliamida
(Modmor I-WRD 9371)
S-glass-epoxy
(Scothply-1009-265901)
S-glass-epoxy
(S-glass-ERLA 4617)
Kevlar-epoxy
(Kevlar 49-ERLA 4617)
K
10
Deformación long. ε 1
8
ε Deformación 10
-3
C
Deformación transv. ε
6
C - Grafito - epoxy
K - Kevlar 49 - epoxy
G - S-glass - epoxy
4
G
2
G
C
0
350
300
K
400
-2
60
0
K
450
100
140
180
220
260
300
340
0
F
Fig. A 5 1 .- Deformaciones térmicas en láminas unidireccionales de PRF, en función de la
temperatura.
García de la Figal, Javier.
160
2
ANEXO 5
Tabla A 5 1 .- Propiedades mecánicas típicas de láminas unidireccionales de PRF.
Propiedad
Símbolo
Unidad
Vidrio/
epoxy
Volumen de fibra relativo *
Módulo elástico longitudinal
Módulo elástico transversal
Coeficiente de Poisson mayor
Módulo tangencial
Límite de rotura a tracción longitudinal
Límite de rotura a compresión longitudinal
Límite de rotura a tracción transversal
Límite de rotura a compresión transversal
Límite de rotura a cortante
Coeficiente de expansión térmica longitudinal
Coeficiente de expansión térmica transversal
Coeficiente de higroscopicidad longitudinal
Coeficiente de higroscopicidad transversal
Vf
E1
E2
ν12
G12
X
X’
Y
Y’
S
α1
α2
β1
β2
-GPa
GPa
-GPa
MPa
MPa
MPa
MPa
MPa
µm/m/0C
µm/m/0C
m/m/kg/kg
m/m/kg/kg
0.54
38.6
8.27
0.26
4.14
1062
610
31
118
72
8.6
22.1
0.00
0.60
Boro/ Grafito/
epoxy epoxy
0.50
204
18.50
0.23
5.59
1260
2500
61
202
67
6.1
30.3
0.00
0.60
0.70
181
10.30
0.28
7.17
1500
1500
40
246
68
0.02
22.5
0.00
0.60
* Máximos valores posibles, lo cual depende del proceso de fabricación. A su vez, con
refuerzos unidireccionales, es que se obtienen los mayores valores de Vf. Véase “Relaciones
entre algunas propiedades de composites de PRF”, en el Capítulo 4.
Tabla A 5 2 - Propiedades de láminas de vidrio / poliéster.
Moldeo por contacto (manual).
Propiedad
Mat 300
Mat 450
WR 850
Unidir. 400
Unidir. 600
Vf
Wf
E1 [Gpa]
E2 [GPa]
ν12
ν21
G12 [Gpa]
X [MPa]
X’ [MPa]
Y [MPa]
Y’ [MPa]
S [MPa]
ρ [kg / cm3]
α1 [10-6 / oC]
α2 [10-6 / oC]
Espesor [mm]
0.2
0.29
7.877
7.877
0.3056
0.3056
5.268
90
90
120
120
50
1.48 * 10-5
22.82
22.82
0.75
0.2
0.29
7.877
7.877
0.3056
0.3056
5.268
90
90
120
120
50
1.48 * 10-5
22.82
22.82
1.1
0.28
0.45
130
130
0.12
0.12
2.1
170
170
105
105
60
1.6 * 10-5
0.66
0.65
35.45
8.207
0.066
0.015
6.802
900
2000
300
300
130
2.12 * 10-5
7.96
32.33
0.35
0.66
0.65
35.45
8.207
0.066
0.015
6.802
900
2000
300
300
130
2.12 * 10-5
7.96
32.33
0.54
García de la Figal, Javier.
1.35
161
Tabla. A 5 3 . - Propiedades de diferentes Grafitos comerciales.
Manufacturer
Trade Name
Grade
G30
1.78
234
3.79
1.62
G40
1.77
300
4.97
1.66
G50
1.78
358
2.48
0.7
AS4
1.8
235
3.8
1.53
IM6
1.73
276
4.38
1.50
HMU
1.84
380
2.76
0.7
T-650/35
1.77
241
4.55
1.75
T-650/42
1.78
290
5.03
1.70
T-50
1.81
390
2.42
0.7
BASF
Celion
Hercules
Magnamite
Amoco
Thornel
Density Stiffness Strength Strain at Failure
(gcm-3) (GPa)
(GPa)
(%)
Properties of PAN-based carbon fibres - available in 6000 or 12000 fibres/tow
Tabla A 5 4 .
Glass
Density
-3
(gcm )
Longitudinal
Tensile
Modulus
E1
(GPa)
Transverse
Shear
Poisson’s
Tensile Modulus
Mudulus
ratio
E2
G12
ν12
(GPa)
(GPa)
Longitudinal
Tensile
Strength
σ
(MPa)
Longitudinal
Thermal
Expansion
α1
-6 -1
(10 K )
Transverse
Thermal
Expansion
α2
-6 -1
(10 K )
2.45
71
71
3500
5
5
-4
54
PBT
Kevlar (49)
Kevlar (29)
Propiedades de materiales de fibras.
0.22
30
320
1.47
Heat
Resistance
°C
3100
154
61
4.2
0.35
2.9
2800
PE (Spectra)
0.97
PE
0.975
(Dyneema)
66-124
115
2300-3250
3500
PBO Zylon
AS
PBO Zylon
HM
1.54
1.56
180
270
Graphite
(AS)
1.75
224
14
0.2
Graphite
(HMS)
1.94
385
6.3
Boron
2.64
420
SiC
3.2
406
Saffil
(5%SiO2Al2O3)
3.3
Al2O3
3.9
1
2
550
450
-12
150
5800
-6
650
14
2100
-1
10
0.2
7.7
1750
-1
10
420
0.2
170
4200
5
5
406
0.2
169
3395
5.2
5.2
300
300
0.2
126
1500
5.2
5.2
385
385
0.3
154
1400
8.5
8.5
García de la Figal, Javier.
162
1
Spectra 900 E=66-73GPa; Spectra 1000 E=98-113GPa; Spectra 2000 E=113-124GPa
Spectra 900 σ=2.1-2.6GPa; Spectra 1000 σ=2.9-3.25GPa; Spectra 2000 σ=2.9-3.5GPa
PBT = Poly(p-phenylene-2,6-benzobisthiazole)
PE = Gel Spun ultra high molecular weight polyEthylene (Spectra®,Dyneema®)
PEN = polyEthylene Napthalate (Pentex®
PBO = Poly(p-phenylene-2,6-benzobisoxazole)
2
Tabla A 5 5 . -
Propiedades de materiales de matrices.
Density
-3
(gcm )
Tensile
Modulus
E
(GPa)
Shear
Poisson’s
Mudulus
ratio
G
ν
(GPa)
Longitudinal
Tensile
Strength
σ
(MPa)
Longitudinal
Thermal
Expansion
α
-6 -1
(10 K )
Epoxy
1.54
3.5
0.33
1.25
60
57.5
PolyEster
1.38
2.5
0.33
1.2
35
260
polyVinylEster
1.5
3.0
60
260 (Tmax)
PolySulfone
(pS)
1.25
2.7
106
56
190 (Tg)
PolyPhenyleneSulfone
1.25
(pPS)
4.8
135
56
93 (Tg)
285 (Tm)
PolyEtherSulfone
(pES)
1.37
2.6
129
55
230 (Tg)
PolyEtherImide
(pEI)
1.27
3.3
145
62
217 (Tg)
PolyAmideImide
(pAI)
1.4
4.8
197
63
polyAmide
(nylon)
1.36
2.5
100
PEEK
1.3
3.6
0.37
1.4
70
Aluminium
2.71
69
0.32
26
74
*
**
Glass
transition
melting
Point
(°C)
45
143 (Tg)
334 (Tm)
23.6
660
Titanium
4.51
113.8
0.33
238
8.4
1670
Magnesium
1.74
45.5
0.33
7.5
189
26
650
Borosilicate glass
2.23
63.7
0.21
28
90
3.25
* Aluminium Alloys such as 2024, 6061 and 7075 can be used as a matrix and can be heat treated to give
tensile strengths up to 550 MPa.
** Titanium alloys such as IMI 550, Ti-6Al-4V can be used as matrices and have yield strengths in the range
800 to 1500 MPa.
For shear modulus a good approximation is 3/8 of Elastic modulus.
García de la Figal, Javier.
163
Tabla A 5 6 . - Propiedades de material Induplast.
Panel tipo Panal de abeja. H8PPS.
Material: Polypro pileno
Hexágonos de 8 mm
Limite rotura
compresión, X’. MPa
Limite rotura
transversal, Y’. MPa
Limite a cortante, S.
MPa
Modulo longitudinal
E. MPa
Modulo distorsión, G.
MPa
Espesores del panel.
mm
Masa superficial.
Kg / m 2
1.5
0.5
0.5
15
8
10
11
40
13
70
90
15
16.5
Tabla A. 5. 7. -- Propiedades mecánicas de maderas del Amazonia, Brasil
TABELA DE VARIAVEIS
MADEIRAS
E1(MPA) E2 (MPA) E3 (MPA) GLR(MPA) GLT (MPA) GRT (MPA)
CUPIÚBA
14125
14439
13148
5018,996
4742,712
4044,804
CUMARU
19306
19620
18329
6911,529
6469,847
5598,009
TATAJUBA
18574
16750
17905
6687,636
5974,469
5252,342
PAU D' ARCO
78453
78767
77476
28501,309 26185,796
23310,798
SUCUPIRA PRETA
17304
17618
16327
6180,354
5802,471
4997,975
ROXINHO
68058
68372
67081
24707,354 22720,781
20198,318
SUCUPIRA PARDA
20917
21579
20518
7580,143
6264,897
García de la Figal, Javier.
164
7044,368
Tabla A 5 8- Clases resistentes de madera aserrada. Valores característicos.
Especies coníferas y chopos.
C14 C16 C18 C22 C24 C27 C30 C35
Propiedades resistentes en Mpa.
Flexión
f m,k
14 16 18 22 24 27 30 35
Tracción
f t,0,k
8
10 11 13 14 16 18 21
paralela.
Tracción
f t,90,k
0.3 0.3 0.3 0.3 0.4 0.4 0.4 0.4
perpendicular.
Compresión f c,0,k
16 17 18 20 21 22 23 25
paralela.
Compresión f c,90,k
4.3 4.6 4.8 5.1 5.3 5.6 5.7 6.0
perpendicular.
Cortante.
f v,k
1.7 1.8 2.0 2.4 2.5 2.8 3.0 3.4
Propiedades de rigidez en KN / mm2. = * 1000 [ MPa ]
Módulo de
E0,medio
7
8
9
10 11 12 12 13
elasticidad
paralelo
medio.
Módulo de
4.7 5.4 6.0 6.7 7.4 8.0 8.0 8.7
E0,k
elasticidad
paralelo 50
percentil.
Módulo de
E90,medio 0.23 0.27 0.30 0.33 0.37 0.40 0.40 0.43
40
24
30
18
35
21
40
24
50
30
60
36
70
42
0.4
0.6
0.6
0.6
0.6
0.7
0.9
26
23
25
26
29
32
34
6.3
8.0
8.4
8.8
9.7 10.5 13.5
3.8
3.0
3.4
3.8
4.6
5.3
6.0
14
10
10
11
14
17
20
9.4
8.0
8.7
9.4 11.8 14.3 16.8
0.47
0.64 0.69 0.75 0.93 1.13 1.33
0.44 0.50 0.56 0.63 0.69 0.75 0.75 0.81 0.88
0.60 0.65 0.70 0.88 1.06 1.25
290 310 320 340 350 370 380 400 420
530 560 590 650 700 900
350 370 380 410 420 450 460 480 500
640 670 700 780 840 1080
elasticidad
perpendicular
medio.
Módulo de
G
cortante
medio.
Densidad en Kg / m3
Densidad
ρk
característica.
Densidad
ρmedia
media.
C40
Especies frondosas.
D30 D35 D40 D50 D60 D70
García de la Figal, Javier.
165
Tabla A 5 8. Asignación de las calidades de especies coníferas (+ Chopo) a
las clases resistentes.
Clase
resistente.
C35
C30
País que publica
la norma de
clasificación.
(ver nota 1 al
final de la tabla)
Calidad
(ver nota
4)
Especies
Nombre
comercial
Fuente (ver
nota 2 al
final de la
tabla)
Identificación
botánica (ver
Tabla A0-4)
Francia
CF30
CF30
S13
S13
S13
S13
T3
T3
T3
T3
J&P Sel
Spruce & Fir
Douglas Fir
Spruce
Pine
Fir
Larch
Pine (Redwood)
Spruce
(Whitewood)
Fir
Larch
Southern pine
Austrian black
pine
Corsican black
pine
Poplar (ver nota
3)
Spruce
Pine
Fir
Larch
Spruce & Fir
Douglas Fir
Spruce
Pine
Fir
Larch
Pine (Redwood)
Spruce
(Whitewood)
Fir
Larch
Pine (Redwood)
Spruce
(Whitewood)
Spruce & Fir
Parana Pine
Redwood
Whitewood
Douglas-FirLarch
Hem-Fir
S-P-F
Francia
Francia
CNE Europa
CNE Europa
CNE Europa
CNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
USA
1, 22
54
22
47
1
15
47
22
1
15
35, 36, 43, 48
Francia
Francia
Francia
39
39
50
CNE Europa
CNE Europa
CNE Europa
CNE Europa
Francia
Francia
CNE Europa
CNE Europa
CNE Europa
CNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
NC Europa
Brasil
CNE Europa
CNE Europa
USA &
Canada
USA &
Canada
USA &
Canada
22
47
1
15
1, 22
54
22
47
1
15
47
22
1
15
47
22
1, 22
12
47
22
18, 54
2, 4, 5, 7, 8, 62
3, 6, 23, 25, 26,
27, 32, 44, 45
Alemania
Países Nórdicos
USA
C27
Francia
CF30
CF30
CF30
C24
Austria
G.BH
G.BH
G.BH
G.BH
CF22
CF22
S10
S10
S10
S10
T2
T2
T2
T2
LT30
LT30
B
SS
SS
SS
SS
SS
SS
Francia
Alemania
Países Nórdicos
Holanda
Reino Unido
SS
SS
García de la Figal, Javier.
166
35, 36, 43, 48
Comentarios
Los anillos
de
crecimiento
deben
cumplir los
requisitos de
la DIN 4074
Calidad S10.
LT: calidades
para láminas
de madera
laminada.
USA and Canada J&P Sel
J&P Sel
J&P Sel
C22
Francia
UK
USA
C18
Canada
Francia
Irlanda
Países Nórdicos
Reino Unido
USA
C16
Alemania
Holanda
Reino Unido
García de la Figal, Javier.
CF18
CF18
CF18
SS
SS
SS
J&P No1
J&P No2
J&P Sel
CF18
CF18
CF22
CF22
CF18
SS
SS
T1
T1
T1
T1
LT20
LT20
SS
SS
SS
SS
SS
SS
GS
GS
J&P Sel
S7
S7
S7
S7
C
GS
Southern pine
Pitch pine
Douglas firLarch
Hem Fir
S-P-F
Spruce & Fir
Douglas Fir
Poplar (ver nota
3)
Larch
Scots Pine
Corsican Pine
Southern pine
Southern pine
Sitka Spruce
Austrian black
pine
Corsican black
pine
Austrian black
pine
Corsican black
pine
Maritime pine
Norway spruce
Sitka spruce
Pine (Redwood)
Spruce
(Whitewood)
Fir
Larch
Pine (Redwood)
Spruce
(Whitewood)
Western red
cedar
Sitka Spruce
Western
(Whitewood)
Douglas Fir
Norway Spruce
Sitka Spruce
Pitch pine
Southern pine
Western white
woods
Spruce
Pine
Fir
Larch
Spruce & Fir
Parana Pine
167
USA
Caribe
USA &
Canada
USA &
Canada
USA &
Canada
Francia
Francia
Francia
UK
UK
UK
USA
USA
33, 42
18, 54
2, 4, 5, 7, 8, 62
3, 6, 23, 25, 26,
27, 32, 34, 45
1, 22
54
50
15, 16, 17
47
39
35, 36, 43, 48
35, 36, 43, 48
Canada
Francia
Francia
Francia
Francia
Francia
Irlanda
Irlanda
NNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
NNE Europa
Canada
Canada
USA
Reino Unido
Reino Unido
Reino Unido
Caribe
USA
USA
28
39
39
39
39
44
22
28
47
22
1
15
47
22
58
28
3, 6, 23, 34, 37,
38, 45, 63
54
22
28
33, 42
35, 36, 43, 48
3, 6, 23, 34, 37,
38, 45, 63
CNE Europa
CNE Europa
CNE Europa
CNE Europa
NE Europa
Brasil
22
47
1
15
1, 22
12
LT: calidades
para láminas
de madera
laminada.
USA y Canadá
Redwood
Whitewood
Douglas fir –
Larch
Hem – fir
S-P-F
Larch
Scots pine
Corsican pine
Douglas fir –
Larch
Douglas fir –
Larch
Hem – fir
J&P No2 Hem – fir
S–P–F
GS
GS
GS
GS
GS
GS
GS
GS
J&P No1
J&P No2
J&P No1
J&P No2
J&P No1
S- P - F
C14
Canadá
Irlanda
Países Nórdicos
Reino Unido
USA
J&P No1
J&P No2
GS
GS
TO
TO
TO
TO
GS
GS
GS
Sitka spruce
Sitka spruce
Sitka spruce
Norway spruce
Pine (Redwood)
Spruce
(Whitewood)
Fir
Larch
Western red
cedar
Sitka spruce
Western white
woods
GS
GS
GS
J&P No1 Douglas fir
Sitka spruce
J&P No2 Norway spruce
Western white
woods
CNE Europa
CNE Europa
USA y
Canadá
USA y
Canadá
USA y
Canadá
Reino Unido
Reino Unido
Reino Unido
USA y
Canadá
USA y
Canadá
USA y
Canadá
USA y
Canadá
USA y
Canadá
47
22
18, 54
2, 4, 5, 7, 8, 62
3, 6, 23, 25, 26,
27, 32, 34, 45
15, 16, 17
47
39
18, 54
18, 54
2, 4, 5, 7, 8, 62
2, 4, 5, 7, 8, 62
3, 6, 23, 25, 26,
27, 32, 34, 45
3, 6, 23, 25, 26,
27, 32, 34, 45
USA y
Canadá
Canadá
Canadá
Irlanda
Irlanda
NNE Europa
NNE Europa
NNE Europa
NNE Europa
Canadá
Canadá
USA
28
28
22
28
47
22
1
15
58
28
3, 6, 23, 34, 37,
38, 45, 63
Reino Unido 54
Reino Unido 22
Reino Unido 28
3, 6, 23, 34, 37,
USA
38, 45, 63
USA
3, 6, 23, 34, 37,
38, 45, 63
Western white
woods
Notas: 1-El área nórdica comprende Dinamarca, Finlandia, Islandia, Noruega y Suecia.
2-CNE Europa : abreviatura de Europa Central, del Norte y del Este.
NNE Europa : abreviatura del Norte y el Noroeste de Europa.
NC Europa : abreviatura de Europa del Norte y del Centro.
3-La asignación solo es válida para ciertos clones de Chopo. Ver nota 1 hoja de la Tabla A04.
4-Las calidades de esta Tabla corresponden a las normas de clasificación definidas en la
Tabla A 5 9.
García de la Figal, Javier.
168
Tabla A 5 9 - Asignación de las calidades de especies frondosas a las clases
resistentes.
Clase
resistente.
País que
publica la
norma .
Reino Unido
Calidad
(ver nota
4)
HS
HS
Especies
Nombre
comercial
Balau
Green heart
Fuente (ver nota
2 al final de la
tabla)
Sudeste de Asia
Sudeste de Asia
Especie
botánica (ver
Tabla A0-5)
113, 114
110
D60
Holanda
Reino Unido
A/B
HS
HS
HS
HS
Azobé
Ekki
Kapur
Kempas
Merbau
Camerúm,
Liberia
Oeste de África
Sudeste de Asia
Sudeste de Asia
Sudeste de Asia
100
100
86, 87
98
94, 95
D50
Reino Unido
HS
HS
HS
Keruing
Carri
Opepe
Sudeste de Asia
Australia
África
80, 81, 82, 83
90
107
D40
Reino Unido
HS
HS
HS
Iroko
Jarrah
Teak
África
Australia
Sudeste de Asia
y África
103, 104
91
117
D70
Comentarios
D35
D30
Nota 1: Las calidades de esta Tabla corresponden a las normas de clasificación definidas en la Tabla
A 5 8.
García de la Figal, Javier.
169
Tabla A 5 10 - Propiedades de Maderas de Rusia.
Madera
Pino
silvestre
(15 %
humed)
Abeto
silvestre
(15 %
humed)
Abedul
silvestre
(15 %
humed)
Acacia
(15 %
humed)
Haya
del
cáucaso
Roble
(15 %
humed)
Tilo
(15 %
humed)
Aliso
(15 %
humed)
Arce
(15 %
humed)
Fresno
(15 %
humed)
Limites de
rotura
MPa
X = 93.1 - 115
X’ = 42.7- 46.6
X flex = 73.6 -87.7
S = 6.2 - 7.3
X = 107 - 122
X’ = 38.5 - 42.3
X flex = 72.2 -77.4
S = 5.2 – 6.7
X = 161 - 210
X’ = 43.7 – 53.3
X flex= 96.7 – 108
S = 8.5 – 13.3
X = 169
X’ = 66.5
X fle x= 139.2
S = 12.5 - 14
X = 130
X’ = 47.4
X fle x = 95.3
S = 9.9 – 13.1
X = 128.2
X’ = 74
X flex = 8.5
S = 12.5
X = 115.8
X’ = 39.8
X flex = 78
S = 7.3 - 8
X = 96.3
X’ = 38.7
X flex = 71
S = 7.8 – 8.5
X = 52
--X flex = 05.3
S = 11.3 – 12.9
X = 144 - 166
X’ = 45 - 54
X flex = 98 - 115
S = 11.4 – 13.8
Limites de
proporcionalidad. MPa
X prop = 61
X’prop = 31
ν
γ Peso
especif.
g / cm 3
aK
Kg-m/
mm2
*10 8/ grado
α
Dureza
HB
MPa
1.02 – 1.45
(0.055)
0.49
0.48 –
0.54
0.18 –
0.23
3.7 long.
63.6 transv.
20 - 27
1.1
(0.055)
0.44
0.46
0.18 –
0.19
5.4 long.
34.1 transv.
18.2 –
25.2
1.5 – 1.84
(0.065)
0.41
0.64 –
0.73
0.41 –
0.54
2 – 5 long.
29.8 –
39.2
0.9 – 1.6
(0.065)
--
0.75 –
0.81
0.92
2 – 5 long.
61.9 –
88.1
1.24 – 1.5
(0.065)
0.48
0.68
0.39
2 5 long.
37.9 –
57.1
0.73 – 1.51
(0.065)
0.43
0.76
0.46
4.9 long.
54.9 transv.
46.3 –
65.4
0.9
(0.045)
--
0.51
0.28
5.4 long.
44.5 trsnsv.
15.6 –
23.4
--
1.32
(0.055)
--
0.53
0.25
2 – 5 long.
24.8 –
36.7
--
1.18
(0.055)
--
0.7
0.37
--
50 - 69
1.24 – 1.5
(0.065)
0.43
0.66 –
0.71
0.3 –
0.43
--
53.4 –
73.2
X prop = 56
X’prop = 27
X prop = 34
-X prop = 70
X’ prop = 29
X prop = 29
X’ prop = 52
X prop = 45
X’ prop = 20
X prop = 74
X’ prop = 27
García de la Figal, Javier.
E1
( G 12 )
MPa * 10 4
170
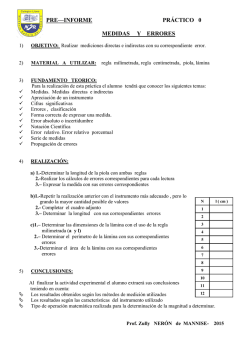

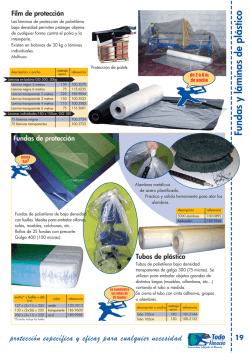


© Copyright 2026