
AQX
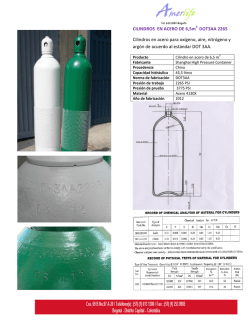
FRESAS CON PLACAS INTERCAMBIABLES AQX Herramienta para fresado multifuncional con filo de corte central. Disponible ahora con Ø35! FRESAS CON PLACAS INTERCAMBIABLES Fresa integral intercambiable para fresado multifuncional AQX A NUEV Ø16, Ø17, Ø20, Ø21, Ø25, Ø26, Ø32, Ø33, Ø35, Ø40, Ø50 Tamaños disponibles Aplicación (mm) Fresa de escuadrar, ranurar, taladrar, corte helicoidal, cajear, fresar en rampa, copiado Filo de corte central Un tipo de placa AQX está diseñada con filo de corte central, que permite taladrar, fresar helicoidalmente y cajear sin necesidad de un pre-agujero. La gestión de los repuestos se ha simplificado gracias al empleo de un único tipo de placas para los 4 filos de corte. La rotación de las placas hace posible utilizar los 4 ángulos. Centro del filo de corte Rotación de las placas Agujeros de refrigeración La punta del filo de corte está provista de dos placas, que incrementan la resistencia del filo de corte y la vida de la herramienta. El cuerpo está provisto de agujeros de refrigeración que favorecen la refrigeración y la evacuación de las virutas. AQX está disponible también sin agujeros de refrigeración. Mango Amplia variedad de placas El diámetro de los filos de corte ha sido diseñado 1 mm más largo que el del mango, permitiendo así el mecanizado de superficies verticales sin ninguna superposición. Referencia D1 D4 $4;5B6BBǪ 17 16 $4;5B6BBǪ 21 20 $4;5B6BBǪ 26 25 $4;5B6BBǪ 33 32 Para más detalles, véase la página 166. D1 (ØD4 +1mm) Diámetro del filo de corte Rompevirutas M2 Rompevirutas G1 Placas económicas, aptas para el mecanizado de una amplia gama de materiales bajo condiciones de corte diferentes. Placas rectificadas de elevada precisión. Amplio ángulo de desprendimiento para garantizar un filo de corte muy afilado. Placa HTi10 con cara de desprendimiento plana, disponible para prevenir problemas de soldadura durante el mecanizado de aleaciones de aluminio. Cuerpo resistente al calor Tipo filo corto El cuerpo de la herramienta ha sido construido con un acero aleado especial con grandes propiedades de resistencia al calor. El tratamiento superficial exclusivo incrementa la resistencia al desgaste y a la corrosión. ica Disponible un cuerpo económico con filo corto, provisto de sólo 2 placas para aplicaciones con pequeñas profundidades de corte. Resis ia tenc térm AQX Con venc Tipo estándar iona l 1.7 vec es 164 ØD4 Diámetro del mango Ninguna superposición! AQX Placa dual en el filo de corte inferior Tipo filo corto Modo de corte Cajeado Rampa Ranurar Copiado Punteado Escuadrar Taladrado Helicoidal Placas Dimensiones (mm) S1 Re 50 Õ 0 50 Õ 0 50 50 Õ 0 Õ 0 50 Õ 0 50 Õ 0 5* Õ * 5* Õ * 5* 5* Õ * Õ * 5* Õ * 5* Õ * VA NUE VP15TF con recubrimiento L1 L1 S1 VP30RT con recubrimiento Recubrimiento (Al,Ti)N Recubrimiento (Al,Ti)N Sustrato en metal duro TF15 Sustrato especial en metal duro tenaz VP15TF con recubrimiento Miracle se caracteriza por una elevada resistencia a la soldadura; ideal para una amplia gama de materiales, desde el acero dulce y de bajo contenido en carbono hasta los aceros endurecidos. S1 Re Re 42*75* Õ * Re Re Õ 0 L2 L2 420750 VA NUE AQX Geometría L1 L2 HTi10 Diámetro de la fresa Clase Referencia VP15TF VP30RT Recubrimiento Metal duro Forma La combinación de sustrato en metal duro tenaz y recubrimiento garantiza una excelente resistencia a las roturas. Ideal para corte pesado interrumpido de aceros inoxidables y aleados. : Stock : Stock en Japón : A fabricar según demanda 165 FRESAS CON PLACAS INTERCAMBIABLES Tipo filo estándar Sólo herramientas a mano derecha. øD4 øD1 ap A3 90 ° Número de dientes: 4 Estándar Larga AQX Stock Referencia Agujero de refrigeración Tipo 5° 3. L2 L1 Dimensiones (mm) D1 L1 D4 L2 A 3 *1 AQXR164SA16S 164SN16S 174SA16S 174SN16S 204SA20S 204SN20S 214SA20S 214SN20S 254SA25S 254SN25S 264SA25S 264SN25S 324SA32S 324SN32S 334SA32S 334SN32S A 354SA32S NUEV A 354SN32S NUEV 16 16 120 120 16 16 30 30 4.5 4.5 17 17 120 120 16 16 30 30 20 20 21 21 25 25 26 130 130 130 130 140 140 140 20 20 20 20 25 25 25 26 140 32 32 404SA32S 404SN32S 504WA40S 504WN40S 504SA42S 504SN42S AQXR164SA16L 164SN16L 174SA16L 174SN16L 204SA20L 204SN20L 214SA20L 214SN20L 254SA25L 254SN25L 264SA25L 264SN25L 324SA32L 324SN32L 334SA32L 334SN32L A 354SA32L NUEV A 354SN32L NUEV 404SA32L 404SN32L 504WA40L 504WN40L 504SA42L 504SN42L ap *2 Placa Tornillo 17.6 17.6 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 TS2A TS2A 4.5 4.5 17.6 17.6 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 TS2A TS2A 35 35 35 35 40 40 40 6 6 6 6 7.5 7.5 7.5 22 22 22 22 27.5 27.5 27.5 QOG/MT1035R-G1/M2 TS25 TS25 TS25 TS25 TS33 TS33 25 40 7.5 27.5 QOG/MT1342R-G1/M2 TS33 TS33 150 32 50 9.5 35.2 QOG/MT1651R-G1/M2 TS407 150 32 50 9.5 35.2 QOG/MT1651R-G1/M2 TS407 33 150 32 50 9.5 35.2 TS407 33 150 32 50 9.5 35.2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 35 35 150 150 32 32 50 50 11 11 40 40 QOG/MT1856R-G1/M2 TS407 QOG/MT1856R-G1/M2 TS407 40 40 160 160 32 32 60 60 12 12 44 44 QOG/MT2062R-G1/M2 TS55 TS55 50 50 50 50 170 170 170 170 40 40 42 42 70 70 70 70 15 15 15 15 55 55 55 55 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 TS6S TS6S TS6S TS6S 16 16 175 175 16 16 50 50 4.5 4.5 17.6 17.6 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 TS2A TS2A 17 175 16 30 4.5 17.6 QOG/MT0830R-G1/M2 TS2A 17 20 20 175 185 185 16 20 20 30 60 60 4.5 6 6 17.6 22 22 QOG/MT0830R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 TS2A TS25 TS25 21 185 20 35 6 22 QOG/MT1035R-G1/M2 21 25 185 220 20 25 35 75 6 7.5 22 27.5 QOG/MT1035R-G1/M2 TS25 TS25 TS33 25 26 220 220 25 25 75 40 7.5 7.5 27.5 27.5 26 32 220 230 25 32 40 90 7.5 9.5 27.5 35.2 QOG/MT1342R-G1/M2 32 33 230 230 32 32 90 50 9.5 9.5 35.2 35.2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 33 35 35 40 230 230 230 240 32 32 32 32 50 50 50 60 9.5 11 11 12 35.2 40 40 44 QOG/MT1651R-G1/M2 QOG/MT1856R-G1/M2 TS407 TS407 TS407 40 240 32 60 12 44 QOG/MT1856R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT2062R-G1/M2 TS407 TS55 TS55 50 250 40 70 15 55 QOG/MT2576R-G1/M2 50 50 250 250 40 42 70 70 15 15 55 55 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 50 250 42 70 15 55 QOG/MT2576R-G1/M2 TS6S TS6S TS6S TS6S QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1651R-G1/M2 *1 A3 : Profundidad de corte máxima para mantener el contacto total entre las dos placas y el material. 166 : Stock : Stock en Japón : A fabricar según demanda Llave TS407 TS33 TS33 TS33 TS407 TS407 *2 ap : Máxima profundidad de corte total. ap A3 ° 90 Número de dientes: 2 øD4 øD1 Tipo filo corto Larga Estándar AQXR162SA16S 162SN16S 172SA16S 172SN16S 202SA20S 202SN20S 212SA20S 212SN20S 252SA25S 252SN25S 262SA25S 262SN25S 322SA32S 322SN32S 332SA32S 332SN32S A 352SA32S V E U N A 352SN32S NUEV 402SA32S 402SN32S 502WA40S 502WN40S 502SA42S 502SN42S AQXR162SA16L 162SN16L 172SA16L 172SN16L 202SA20L 202SN20L 212SA20L 212SN20L 252SA25L 252SN25L 262SA25L 262SN25L 322SA32L 322SN32L 332SA32L 332SN32L A 352SA32L NUEV A NUEV 352SN32L 402SA32L 402SN32L 502WA40L 502WN40L 502SA42L 502SN42L Stock Agujero de refrigeración Tipo 5° 3. Referencia Sólo herramientas a mano derecha. L2 L1 Dimensiones (mm) D1 L1 D4 L2 A 3 *1 16 16 17 17 20 20 21 21 25 25 26 26 32 32 33 33 35 35 40 40 50 50 50 50 120 120 120 120 130 130 130 130 140 140 140 140 150 150 150 150 150 150 160 160 170 170 170 170 16 16 16 16 20 20 20 20 25 25 25 25 32 32 32 32 32 32 32 32 40 40 42 42 30 30 30 30 35 35 35 35 40 40 40 40 50 50 50 50 50 50 60 60 70 70 70 70 4.5 4.5 4.5 4.5 6 6 6 6 7.5 7.5 7.5 7.5 9.5 9.5 9.5 9.5 11 11 12 12 15 15 15 15 16 16 17 17 20 20 21 21 25 25 26 26 32 32 33 33 35 35 40 40 50 50 50 50 175 175 175 175 185 185 185 185 220 220 220 220 230 230 230 230 230 230 240 240 250 250 250 250 16 16 16 16 20 20 20 20 25 25 25 25 32 32 32 32 32 32 32 32 40 40 42 42 50 50 30 30 60 60 35 35 75 75 40 40 90 90 50 50 50 50 60 60 70 70 70 70 4.5 4.5 4.5 4.5 6 6 6 6 7.5 7.5 7.5 7.5 9.5 9.5 9.5 9.5 11 11 12 12 15 15 15 15 ap *2 Placa Tornillo 7.4 7.4 7.4 7.4 9.2 9.2 9.2 9.2 11.5 11.5 11.5 11.5 14.5 14.5 14.5 14.5 16 16 18 18 23 23 23 23 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1856R-G1/M2 QOG/MT1856R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 TS2A TS2A TS2A TS2A TS25 TS25 TS25 TS25 TS33 TS33 TS33 TS33 TS407 TS407 TS407 TS407 TS407 TS407 TS55 TS55 TS6S TS6S 7.4 7.4 7.4 7.4 9.2 9.2 9.2 9.2 11.5 11.5 11.5 11.5 14.5 14.5 14.5 14.5 16 16 18 18 23 23 23 23 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT0830R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1035R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1342R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1651R-G1/M2 QOG/MT1856R-G1/M2 QOG/MT1856R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT2062R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 QOG/MT2576R-G1/M2 TS2A TS2A TS2A TS2A TS25 TS25 TS25 TS25 TS33 TS33 TS33 TS33 TS407 TS407 TS407 TS407 TS407 TS407 TS55 TS55 TS6S TS6S TS6S TS6S *1 A3 : Profundidad de corte máxima para mantener el contacto total entre las dos placas y el material. *2 ap : Máxima profundidad de corte total. Llave AQX TS6S TS6S 167 FRESAS CON PLACAS INTERCAMBIABLES Condiciones de corte recomendadas A3 es la profundidad de corte para la porción de placa dual en la punta del filo de corte. Más allá del rango de A3, donde se produce superposición, existe un área en la cual el filo de corte se convierte en una placa única, sin formar una configuración de placa dual. Por lo tanto, preste especial atención a la relación entre profundidad de corte y avance. En general, el filo en el borde de corte tiende a sufrir daños. En operaciones de gran profundidad de corte, se recomienda aplicar la siguiente profundidad de corte (t), punto en el que el filo es placa dual, a fin de evitar que el filo de corte sufra daños. Mango 6D1 4.5D1 BT50 3D1 1.5D1 0 ap t A3 Diámetro herramienta Profundidad de corte recomendada t (mm) * Las figuras para A3 y ap se muestran en la tabla de herramienta estándar en las páginas precedentes. 50% 100% * D1=Diámetro del filo de corte 12 ⒦ 14 14 ⒦ 17 17 ⒦ 22 22 ⒦ 28 25 ⒦ 28 ⒦ 35 35 ⒦ 45 Ø16,17 Ø20,21 Ø25,26 Ø32,33 Ø35 Ø40 Ø50 BT40 HSK63 En operaciones en las que la longitud del saliente es larga y/o la rigidez de la máquina es reducida suelen producirse vibraciones u otros problemas, lo que conlleva un mecanizado inestable. Reduzca el avance en consecuencia, utilizando la gráfica anterior como pauta. Condiciones de corte para fresado de escuadrar - Ø16 ~ Ø26 Material Dureza Ø20, 21 Avance (mm/rev) Profundidad de corte (mm) Ancho de corte (mm) Ø25, 26 Avance (mm/rev) Profundidad de corte (mm) Ancho de corte (mm) (mm/rev) Avance 0.25 ⒦6 ⒦10 0.30 ⒦7.5 ⒦12.5 0.35 0.16 6⒦14 ⒦7 0.25 7.5⒦17 ⒦8 0.28 ⒦3 0.10 14⒦22 ⒦4 0.18 17⒦27 ⒦5 0.20 ⒦4.5 ⒦8 0.20 ⒦6 ⒦10 0.25 ⒦7.5 ⒦12.5 0.30 Acero al carbono 160 4.5⒦12 180⒦350HB VP15TF (120⒦200) Acero aleado 12⒦17 ⒦4 0.14 6⒦14 ⒦6 0.20 7.5⒦17 ⒦7 0.25 ⒦2 0.08 14⒦22 ⒦3 0.16 17⒦27 ⒦4 0.18 ⒦4.5 ⒦8 0.20 ⒦6 ⒦10 0.25 ⒦7.5 ⒦12.5 0.30 150 VP30RT 4.5⒦12 (VP15TF) (120⒦180) 12⒦17 ⒦4 0.14 6⒦14 ⒦6 0.20 7.5⒦17 ⒦7 0.25 ⒦2 0.08 14⒦22 ⒦3 0.16 17⒦27 ⒦4 0.18 ⒦4.5 ⒦8 0.25 ⒦6 ⒦10 0.30 ⒦7.5 ⒦12.5 0.35 ⒦5 0.16 6⒦14 ⒦7 0.25 7.5⒦17 ⒦8 0.28 ⒦3 0.10 14⒦22 ⒦4 0.18 17⒦27 ⒦5 0.20 ⒦11 0.30 ⒦6 ⒦14 0.35 ⒦7.5 ⒦17.5 0.40 ⒦8 0.21 6⒦14 ⒦10 0.30 7.5⒦17 ⒦12.5 0.33 ⒦5 0.15 14⒦22 ⒦6 0.23 17⒦27 ⒦7.5 0.25 ⒦4.5 ⒦5 0.16 ⒦6 ⒦6 0.20 ⒦7.5 ⒦7 0.22 4.5⒦12 ⒦3 0.10 6⒦14 ⒦4 0.16 7.5⒦17 ⒦4 0.18 12⒦17 ⒦1 0.06 14⒦22 ⒦2 0.12 17⒦27 ⒦2 0.14 Acero inoxidable Fundición H Ancho de corte (mm) ⒦5 K N Ø16, 17 ⒦8 Acero dulce M Velocidad de corte Profundidad de corte (m/min) (mm) ⒦4.5 180 4.5⒦12 VP15TF ( 150⒦220) 12⒦17 P AQX Calidad Resistencia 180 4.5⒦12 a la tracción VP15TF ( 150⒦220) 450MPa 12⒦17 ⒦4.5 Aleaciones de aluminio Acero endurecido HTi10 500 (G1 rompevirutas) (200⒦800) 4.5⒦12 12⒦17 40⒦55HRC VP15TF 80 (50⒦120) *1 Preste especial atención a la profundidad de corte cuando utilice el filo corto. *2 Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. Condiciones de corte para fresado de escuadrar - Ø32 ~ Ø50 Material Dureza P Acero dulce Calidad Ø35 Ø32, 33 Ø40 Ø50 Velocidad de corte Profundidad Ancho Avance Profundidad Ancho Avance Profundidad Ancho Avance Profundidad Ancho Avance de corte de corte de corte de corte de corte de corte de corte de corte (m/min) (mm/rev) (mm) (mm) (mm) (mm) (mm) (mm/rev) (mm) (mm) (mm/rev) (mm) (mm/rev) ⒦9.5 180 9.5⒦22 VP15TF ( 150⒦220) 22⒦35 ⒦16 0.40 ⒦9.5 ⒦17.5 0.45 ⒦12 ⒦20 0.50 ⒦15 ⒦25 0.60 ⒦11 0.32 9.5⒦22 ⒦12 0.35 12⒦28 ⒦13 0.40 15⒦35 ⒦16 0.50 ⒦6 0.25 22⒦35 ⒦6.5 0.28 28⒦44 ⒦7 0.30 35⒦55 ⒦10 0.35 ⒦9.5 ⒦16 0.35 ⒦9.5 ⒦17.5 0.37 ⒦12 ⒦20 0.40 ⒦15 ⒦25 0.50 ⒦10 0.28 9.5⒦22 ⒦12 0.30 12⒦28 ⒦12 0.32 15⒦35 ⒦14 0.40 ⒦5 0.20 22⒦35 ⒦6.5 0.22 28⒦44 ⒦6 0.25 35⒦55 ⒦8 0.30 ⒦16 0.35 ⒦9.5 ⒦17.5 0.37 ⒦12 ⒦20 0.40 ⒦15 ⒦25 0.50 ⒦10 0.28 9.5⒦22 ⒦12 0.30 12⒦28 ⒦12 0.32 15⒦35 ⒦14 0.40 ⒦5 0.20 22⒦35 ⒦6.5 0.22 28⒦44 ⒦6 0.25 35⒦55 ⒦8 0.30 ⒦16 0.40 ⒦9.5 ⒦17.5 0.45 ⒦12 ⒦20 0.50 ⒦15 ⒦25 0.60 ⒦11 0.32 9.5⒦22 ⒦12 0.35 12⒦28 ⒦13 0.40 15⒦35 ⒦16 0.50 ⒦6 0.25 22⒦35 ⒦6.5 0.28 28⒦44 ⒦7 0.30 35⒦55 ⒦10 0.35 ⒦23 0.45 ⒦9.5 ⒦24.5 0.50 ⒦12 ⒦28 0.55 ⒦15 ⒦35 0.65 ⒦16 0.37 9.5⒦22 ⒦17.5 0.40 12⒦28 ⒦20 0.45 15⒦35 ⒦25 0.55 ⒦10 0.30 22⒦35 ⒦10.5 0.32 28⒦44 ⒦12 0.35 35⒦55 ⒦15 0.40 ⒦8 0.25 ⒦9.5 ⒦9 0.28 ⒦12 ⒦10 0.30 ⒦15 ⒦14 0.35 ⒦5 0.20 9.5⒦22 ⒦5 0.22 12⒦28 ⒦6 0.24 15⒦35 ⒦8 0.30 ⒦2 0.16 22⒦35 ⒦2 0.17 28⒦44 ⒦2 0.18 35⒦55 ⒦4 0.22 Acero al carbono 160 Acero aleado 180⒦350HB VP15TF (120⒦200) 9.5⒦22 22⒦35 M Acero inoxidable K 150 VP30RT 9.5⒦22 (VP15TF) (120⒦180) 22⒦35 ⒦9.5 Fundición N ⒦9.5 Resistencia 180 a la tracción VP15TF (150⒦220) 9.5⒦22 22⒦35 ⒦9.5 HTi10 500 (G1 rompevirutas) (200⒦800) 9.5⒦22 22⒦35 Aleaciones de aluminio H ⒦9.5 Acero endurecido 40⒦55HRC VP15TF 80 (50⒦120) 9.5⒦22 22⒦35 *1 Preste especial atención a la profundidad de corte cuando utilice el filo corto. *2 Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. : Stock 168 : Stock en Japón : A fabricar según demanda Condiciones de corte recomendadas A3 es la profundidad de corte para la porción de placa dual en la punta del filo de corte. Más allá del rango de A3, donde se produce superposición, existe un área en la cual el filo de corte se convierte en una placa única, sin formar una configuración de placa dual. Por lo tanto, preste especial atención a la relación entre profundidad de corte y avance. En general, el filo en el borde de corte tiende a sufrir daños. En operaciones de gran profundidad de corte, se recomienda aplicar la siguiente profundidad de corte (t), punto en el que el filo es placa dual, a fin de evitar que el filo de corte sufra daños. Mango 6D1 4.5D1 BT50 3D1 0 ap t A3 Diámetro herramienta Profundidad de corte recomendada t (mm) * Las figuras para A3 y ap se muestran en la tabla de herramienta estándar en las páginas precedentes. 50% * D1=Diámetro del filo de corte 12 ⒦ 14 14 ⒦ 17 17 ⒦ 22 22 ⒦ 28 25 ⒦ 28 ⒦ 35 35 ⒦ 45 Ø16,17 Ø20,21 Ø25,26 Ø32,33 Ø35 Ø40 Ø50 BT40 HSK63 1.5D1 100% En operaciones en las que la longitud del saliente es larga y/o la rigidez de la máquina es reducida suelen producirse vibraciones u otros problemas, lo que conlleva un mecanizado inestable. Reduzca el avance en consecuencia, utilizando la gráfica anterior como pauta. Condiciones de corte para ranurado - Ø16 ~ Ø26 Material Dureza P Calidad Velocidad de corte (m/min) 180 VP15TF ( 150⒦220) Acero dulce Acero al carbono 160 Acero aleado 180⒦350HB VP15TF (120⒦200) M Acero inoxidable K Fundición N H 150 VP30RT (VP15TF) (120⒦180) Resistencia 180 a la tracción VP15TF (150⒦220) 450MPa HTi10 500 (G1 rompevirutas) (200⒦800) Aleaciones de aluminio Acero endurecido 40⒦55HRC VP15TF 80 (50⒦120) Ø16, 17 Profundidad de corte Ø20, 21 Profundidad de corte Avance (mm/rev) (mm) Ø25, 26 Avance (mm) (mm/rev) Profundidad de corte (mm) Avance (mm/rev) ⒦4.5 0.16 ⒦6 0.18 ⒦7.5 0.20 4.5⒦12 0.10 6⒦14 0.14 7.5⒦17 0.16 12⒦17 0.07 14⒦22 0.10 17⒦27 0.12 ⒦4.5 0.14 ⒦6 0.16 ⒦7.5 0.18 4.5⒦12 0.09 6⒦14 0.12 7.5⒦17 0.14 12⒦17 0.05 14⒦22 0.10 17⒦27 0.10 ⒦4.5 0.14 ⒦6 0.16 ⒦7.5 0.18 4.5⒦12 0.09 6⒦14 0.12 7.5⒦17 0.14 12⒦17 0.05 14⒦22 0.10 17⒦27 0.10 ⒦4.5 0.16 ⒦6 0.18 ⒦7.5 0.20 4.5⒦12 0.10 6⒦14 0.14 7.5⒦17 0.16 12⒦17 0.07 14⒦22 0.10 17⒦27 0.12 ⒦4.5 0.18 ⒦6 0.20 ⒦7.5 0.22 4.5⒦12 0.12 6⒦14 0.16 7.5⒦17 0.18 12⒦17 0.09 14⒦22 0.12 17⒦27 0.14 ⒦4.5 0.10 ⒦6 0.12 ⒦7.5 0.14 4.5⒦12 0.07 6⒦14 0.10 7.5⒦17 0.12 AQX *1 Preste especial atención a la profundidad de corte cuando utilice el filo corto. *2 Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. Condiciones de corte para ranurado - Ø32 ~ Ø50 Material Dureza Calidad Velocidad de corte (m/min) P Acero dulce 180 VP15TF ( 150⒦220) Acero al carbono 160 Acero aleado 180⒦350HB VP15TF (120⒦200) M Acero inoxidable K Fundición N Aleaciones de aluminio H Acero endurecido 150 VP30RT (VP15TF) (120⒦180) Resistencia 180 a la tracción VP15TF ( 150⒦220) HTi10 500 (G1 rompevirutas) ( 200⒦800) 40⒦55HRC VP15TF 80 (50⒦120) Ø35 Ø32, 33 Profundidad de corte (mm) Avance (mm/rev) Profundidad de corte (mm) Ø40 Avance (mm/rev) Profundidad de corte Ø50 Avance (mm) (mm/rev) Profundidad de corte Avance (mm) (mm/rev) ⒦9.5 0.25 ⒦11 0.27 ⒦12 0.30 ⒦15 0.35 9.5⒦22 0.20 11⒦25 0.22 12⒦28 0.25 15⒦35 0.30 22⒦35 0.14 25⒦40 0.16 28⒦44 0.18 35⒦55 0.22 ⒦9.5 0.20 ⒦11 0.22 ⒦12 0.25 ⒦15 0.30 9.5⒦22 0.16 11⒦25 0.18 12⒦28 0.20 15⒦35 0.25 22⒦35 0.12 25⒦40 0.13 28⒦44 0.14 35⒦55 0.16 ⒦9.5 0.20 ⒦11 0.22 ⒦12 0.25 ⒦15 0.30 9.5⒦22 0.16 11⒦25 0.18 12⒦28 0.20 15⒦35 0.25 22⒦35 0.12 25⒦40 0.13 28⒦44 0.14 35⒦55 0.16 ⒦9.5 0.25 ⒦11 0.27 ⒦12 0.30 ⒦15 0.35 9.5⒦22 0.20 11⒦25 0.22 12⒦28 0.25 15⒦35 0.30 22⒦35 0.14 25⒦40 0.16 28⒦44 0.18 35⒦55 0.22 ⒦9.5 0.27 ⒦11 0.30 ⒦12 0.32 ⒦15 0.37 9.5⒦22 0.22 11⒦25 0.25 12⒦28 0.27 15⒦35 0.32 22⒦35 0.16 25⒦40 0.18 28⒦44 0.20 35⒦55 0.25 ⒦9.5 0.16 ⒦11 0.17 ⒦12 0.18 ⒦15 0.22 9.5⒦22 0.12 11⒦25 0.13 12⒦28 0.14 15⒦35 0.16 *1 Preste especial atención a la profundidad de corte cuando utilice el filo corto. *2 Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. 169 FRESAS CON PLACAS INTERCAMBIABLES ø dc Condiciones de corte para corte helicoidal øD1 = ø DH Lugar geométrico del centro Diámetro deseado de la herramienta del agujero Cómo obtener un lugar geométrico del centro de la herramienta. - ø D1 Diámetro del filo de corte Profundidad de corte por paso. ødc Mín. diámetro del agujero mecanizado para corte helicoidal : 1.2D1 Máx. diámetro del agujero mecanizado para corte helicoidal : 1.8D1 øDH P Para una descarga eficiente de las virutas, aplicar siempre golpes de aire. Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. Ø16 - Ø17 - Ø20 - Ø21 Material Dureza Calidad Velocidad de corte (m/min) VP15TF 180 (150⒦220) Ø16, 17 Diámetro de Máx. profundidad mecanizado de corte (mm) (mm) Avance (mm/rev) DOC/pasada (mm/pasada) Avance (mm/rev) DOC/pasada (mm/pasada) 8 0.16 0.44 24 12 0.14 0.99 30 10 0.18 0.44 15 0.16 16 0.12 1.10 1.43 36 20 0.14 1.76 20 8 25 12 0.14 0.33 24 10 0.16 0.33 0.12 0.74 30 15 0.14 29 0.82 16 0.10 1.07 36 20 0.12 20 1.32 3 0.14 0.22 24 4 0.16 0.22 5 0.12 0.49 30 7 0.14 0.55 29 8 0.10 0.71 36 10 0.12 0.88 20 10 0.16 0.55 24 14 0.18 0.55 25 13 0.14 1.23 30 17 0.16 1.37 29 16 0.12 1.78 36 20 0.14 2.19 20 10 0.18 0.44 24 14 0.20 0.44 25 13 0.16 0.99 30 17 0.18 1.10 29 16 0.14 1.43 36 20 0.16 1.76 20 3 0.10 0.22 24 4 0.12 0.22 25 5 0.08 0.49 30 7 0.10 0.55 8 0.06 0.71 36 10 0.08 0.88 Avance (mm/rev) DOC/pasada (mm/pasada) Diámetro de mecanizado (mm) 20 P Acero dulce 25 29 Acero al carbono 180⒦350HB Acero aleado M Fundición 160 (120⒦200) VP30RT 150 (VP15TF) (120⒦180) Acero inoxidable K VP15TF Resistencia a la tracción 180 VP15TF ( 150⒦220) AQX N Aleaciones de aluminio ⒦ 500 (G1 rompevirutas) (200⒦800) H Acero endurecido 40⒦55HRC VP15TF 80 (50⒦120) Ø20, 21 Diámetro de Máx. profundidad de corte mecanizado (mm) (mm) 25 29 Ø25 - Ø26 - Ø32 - Ø33 Material Dureza P Calidad Velocidad de corte (m/min) 180 VP15TF ( 150⒦220) Acero dulce Acero al carbono 180⒦350HB Acero aleado 160 VP15TF ( 120⒦200) Ø25, 26 Diámetro de Máx. profundidad mecanizado de corte (mm) (mm) K Fundición N Aleaciones de aluminio Resistencia a la tracción ⒦ 180 VP15TF ( 150⒦220) 500 (G1 rompevirutas) (200⒦800) H Acero endurecido 40⒦55HRC VP15TF 80 (50⒦120) DOC/pasada (mm/pasada) 12.5 0.20 0.55 38 16 0.25 0.66 38 19 0.18 1.43 48 24 0.22 1.76 45 25 0.16 2.20 58 32 0.20 2.85 30 12.5 0.18 0.41 38 16 0.20 0.49 38 19 0.16 1.07 48 24 0.18 1.32 1.65 58 32 0.16 2.14 6 0.20 0.33 25 0.14 5 0.18 0.27 38 38 9 0.16 0.71 48 11 0.18 0.88 45 12.5 0.14 1.10 58 16 0.16 1.43 30 18 0.20 0.69 38 22 0.25 0.82 38 21 0.18 1.78 48 27 0.22 2.19 45 25 0.16 2.74 58 32 0.20 3.57 30 18 0.22 0.55 38 22 0.27 0.66 38 21 0.20 1.43 48 27 0.24 1.76 45 25 0.18 2.20 58 32 0.22 2.85 30 5 0.14 0.27 38 6 0.16 0.33 11 0.14 0.88 16 0.12 1.43 30 VP30RT 150 (VP15TF) (120⒦180) Acero inoxidable Avance (mm/rev) 30 45 M Ø32, 33 Máx. profundidad de corte (mm) 38 9 0.12 0.71 48 45 12.5 0.10 1.10 58 Condiciones de corte recomendadas para fresado en rampa 3° 170 Para mecanizar acero se recomienda un ángulo en rampa de 3°. Si se utiliza un ángulo superior, las virutas no se romperán eficazmente, y ello conllevará que éstas se queden pegadas alrededor de la herramienta. Cuando mecanizamos en rampa es recomendable reducir el área de avance en un 40% respecto a las condiciones de corte para ranurado en la página 5. ø dc Condiciones de corte para corte helicoidal øD1 = ø DH Lugar geométrico del centro Diámetro deseado de la herramienta del agujero Cómo obtener un lugar geométrico del centro de la herramienta. - ø D1 Diámetro del filo de corte Profundidad de corte por paso. ødc Mín. diámetro del agujero mecanizado para corte helicoidal : 1.2D1 Máx. diámetro del agujero mecanizado para corte helicoidal : 1.8D1 øDH P Para una descarga eficiente de las virutas, aplicar siempre golpes de aire. Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%. Ø35 - Ø40 - Ø50 Material Dureza Calidad Ø35 Ø40 Ø50 Velocidad de corte Diámetro de Máx. profundidad Avance Diámetro de Máx. profundidad Diámetro de Máx. profundidad Avance DOC/pasada Avance DOC/pasada DOC/pasada (m/min) mecanizado de corte (mm/rev) (mm/pasada) mecanizado de corte (mm/rev) (mm/pasada) mecanizado de corte (mm/rev) (mm/pasada) (mm) P VP15TF Acero dulce Acero al carbono 180⒦350HB Acero aleado M Fundición 160 (120⒦200) VP30RT 150 (VP15TF) (120⒦180) Acero inoxidable K VP15TF 180 (150⒦220) Resistencia a la tracción VP15TF 180 (150⒦220) N Aleaciones de aluminio ⒦ 500 (G1 rompevirutas) (200⒦800) H Acero endurecido 40⒦55HRC VP15TF 80 (50⒦120) (mm) (mm) (mm) (mm) 42 18 (mm) 0.28 0.77 48 20 0.30 0.88 60 25 0.35 1.10 53 27 0.24 1.97 60 30 0.26 2.19 75 38 0.30 2.74 63 35 0.21 3.07 72 40 0.22 3.51 90 50 0.26 4.39 42 18 0.22 0.58 48 20 0.25 0.66 60 25 0.28 0.82 53 27 0.20 1.48 60 30 0.22 1.65 75 38 0.26 2.06 63 35 0.18 2.3 72 40 0.20 2.63 90 50 0.24 3.29 42 7 0.22 0.38 48 8 0.25 0.44 60 10 0.28 0.55 53 13 0.20 0.99 60 14 0.22 1.10 75 18 0.26 1.37 63 18 0.18 1.53 72 20 0.20 1.75 90 25 0.24 2.19 42 25 0.28 0.95 48 28 0.30 1.10 60 35 0.35 1.37 53 30 0.24 2.47 60 34 0.26 2.74 75 43 0.30 3.43 63 35 0.21 3.84 72 40 0.22 4.39 90 50 0.26 5.49 42 25 0.30 0.77 48 28 0.32 0.88 60 35 0.37 1.10 53 30 0.26 1.97 60 34 0.28 2.19 75 43 0.32 2.74 63 35 0.21 3.07 72 40 0.24 3.51 90 50 0.27 4.39 42 7 0.17 0.38 48 8 0.18 0.44 60 10 0.20 0.55 53 13 0.15 0.99 60 14 0.16 1.10 75 18 0.18 1.37 63 18 0.13 1.53 72 20 0.14 1.75 90 25 0.16 2.19 AQX Condiciones de corte recomendadas para fresado en rampa 3° Para mecanizar acero se recomienda un ángulo en rampa de 3°. Si se utiliza un ángulo superior, las virutas no se romperán eficazmente, y ello conllevará que éstas se queden pegadas alrededor de la herramienta. Cuando mecanizamos en rampa es recomendable reducir el área de avance en un 40% respecto a las condiciones de corte para ranurado en la página 5. 171 FRESAS CON PLACAS INTERCAMBIABLES Condiciones de corte recomendadas para taladrado y punteado Taladrado La profundidad de taladrado recomendada es inferior a 0,5xD1. Use avance vertical en taladrado (0,25-0,5 mm) para asegurar que las virutas se rompen correctamente. Use refrigeración exterior o interior para asegurar la correcta evacuación de las virutas. Las virutas que se generan pueden desprenderse en cualquier dirección, asegúrese de que se tomen las medidas de seguridad adecuadas. ØD1 Material Dureza 3 Acero dulce Acero al carbono ⒦+% Acero aleado 0 . Fundición 1 Aleaciones de aluminio Acero + endurecido AQX 172 Resistencia a la tracción ⒦ ⒦+5& El avance para punteado es el mismo que el avance para taladrado. No es necesario avanzar en pasos. Consulte la siguiente tabla para conocer la profundidad de corte de las operaciones de punteado. Profundidad de corte en la dirección radial Avance de punta Avance de punta ᴠ' ᴠ' Calidad Ø16, 17 Ø20, 21 Ø25, 26 Ø32, 33 Ø40 Ø50 Ø35 Velocidad de corte Avance Paso Avance Paso Avance Paso Avance Paso Avance Paso Avance Paso Avance Paso (m/min) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) 937) ⒦ 937) ⒦ ⒦ (G1 rompevirutas) ⒦ 9357 937) ⒦ Acero inoxidable Punteado Profundidad de corte en la dirección radial 937) +7L 937) ⒦ Notas: Se recomienda el taladrado helicoidal para el mecanizado de acero endurecido. *Cuando utilice el rompevirutas G1 (VP15TF), reduzca el avance un 20%.





© Copyright 2026