
Tratamientos Termicos del Acero - Miguel P. de Andres Sanz reducido
TRATAMIENTOS
TERMICOS
Denominamos temple de un acero al enfriamiento del mismo desde una temperatura por encima del punto de transformaci6n A. 6 A, con tal velocidad que en la superficie yen el micleo se produce un elevado aumento de dureza, debido, normalmente, a la formacion de una 'estructura martensitica.
La dureza maxima solo se consigue si la estructura resultante despues del temple esmartensitica
y depende solo del
contenido en carbona del acero (Fig. 57), pero en muchos casas
las piezas a templar son demasiado grandes, no puede consev
u
DEL ACERO
0::6 0
;q
:c
~5 0
jj~
;j40
,
o ,,..'
20
0
""
~
«
0::
~3
~
o Acero aleado
&
Acero no olecdo
•.
~20
~4C
C ARSONO
Dr. en Ciencias - Dr. Ingeniero Metalurgico
Investigador- Jefe de Seccion del Instituto del Hierro y del Acero.
qpO
O/~
EN 'I.
guirse un enfriamiento suficientemente rapido y hcmogeneo,
puesto que es prac:ticamente imposible enfriar el nucleo a la
misma velocidad que 1&superftcie y no se consigue la estructura martensitica en toja la see cion. El nucleo puede ser, entonces, perlitico.
El diagrama TTT de Ia fig. 58, en eI que se han representado
esquematicamente las curvas de enfriamiento que corresponden al centro y a la superficie de un redondo de acero, permite
explicarnos eI por que de Ia aparici6n de las diferentes estructuras.
d.eteflljjnacla pot la profundidad y (li3trit~uci6n de Is. dl1TEZS.,
ell una. seccion. de la pieza~ Los dos c-onceptos~ capa.(~idad de
templar 0 de endurecer y templabiUdad, son, pues, distintes
y es precise considerarlos con cuidado para evitar confusiones,
Para aumentar la penetraci6n del temple, esto es, la pro~
fundid~d de la zona bien templada., f;S preciso incrementar In
y ello solo se eonslg11e 'modificando 1a. compositemplabilidad
eion del acera para que, vada-ndo t1'~1bienla lorm.a de 100 dia~
gram.~ ~1',
1
se ne.~ue ~=t l~>fOrt'ri::l,do.n de ~:na'tteD~~t,a
~J!Ul1
!::Qn
Vel0C1GaCl€S de entt'lsnn8nW rnenore,~. Loo elememosde
alea~
.AA ;
·'1
t_ '/'
.
.~.
.."
b'"1' ,. 1
c&\~n1con except:lifn ~e ~.COt)fUt..O~ all~nen ba~ 11~i~t~m.pi::'"
...lln~,~
y esta es la rax6n prmclpal del emp.leo de 100 I)C:':,1'08aleados,
Ii.l:
'000-
..
_.
'I
cac.avez In.aS extendido.
Ell estudio del tei11ple y 108 fenomenGs que durante el oeu"
rren, 110S lleva, pues, directament-e, a determin~r la bondaa de
un proceso de enfriamiento capaz de lograr el temple de un
aceta determinado, m.edios de enfriamiento, flujo de calor, etc.
y.la fa cult ad de eUcho acero paraadquirir
el temple mediante
este,proceso de enfriamiento, esto es, la templabilidad del mismo y factores que influyen sobreella.
~1
10'
---
••-
102
T1EMPO(ESCAlA
uP
104
lOGAR/TMICA)
Fig. 58.-Enfriamlento de un redondo de acero de
scccion elcvada yo estructura8 rcsult'mtcs de acuerdo
con e! dlagrama TIT.
El temple correctoexlge,
por tanto, que se eviten las
transformlaciones intermedias, perlitica y bainitica y define la
velocidad critiea de tmfriamiento precisa para conseguirlo. En
el CE'.80 de unacero a1 carbona, solo se templan completamente a martel1sit~, ~as secciones muy delgadas.
Una vez conocidas las !Condiciones en que se realizan las
tr~nsfonnacIones de Ie. austenita dura.'1te el enfriamiento ISo. t~rmico 0 continuo, vel0clctadde enfria.Y11i~to erit-Iea (veloeidad critica de temple) y 18. capacidad de"'templar 0' endureeel' un acero, es declr, 13.dureza maxima que es posible alcanzar en un acerb de composici6n detel'minada, interesa al usua1'10 conocer como, culindo y en que condiciones debe templar
un acerb· p,ata poderemplearloen
un usa determinado.
Para adqu.irir este conocimient!:\ es fundament.al el criteriC) de te..-rrrplabiligad, entendiendQpor talla prQfundidsd Ii!. que
ese tempk, ~e pQdra conseguir en una pieza de acero de determinsdo eS!ies6r 0, de otra forma, la penetracion del temple,
En la practica del temple,es precise calentar las piezas
hasta una temperatura, por encima de la temperfttura. critlea, en Ia que el acero se haee austerritico, para enel enfl'iamiento posterior desarrollar de nuevo todas las transfonnaciones que hemos considerado. Este proceso de calentamiento
se denomina austenizaci6n.
Los factores que modifican este proceso son divetsos y, entre elias, pcdemos mencionar, la camposici6n del acero, el ta..•.•. 'd"""t1\'":\
:
~ - .r-...'
'i, t-- ..,..,- .,. ...: .....~....•. ".r~
mana
e g~""no, 118. es't r."l:l, "r'"r. InlClo:.l,
~a .ei.rJ.,:::c1i;\"lhCl. ~t-·~-rl:
ue "cf!.tpIe, la velocidad de calemtamiento y el tiempo de perrrmnen(cia a la temperatura fijada, como 108 qU.emas influyen Boote
la austenita preparada para el temple posterior.
En general,la temperatura de austenizad6tl <::11108 acero-s
hipoeutectoides se elige sobre 30 - 5Q·par endma de Is. temp-e.
tatura de t::ransformaci6n A3 C011 el fin de levit-ar e1 crecimi-ento
excesivo del grana austenitic(), POl' en.cL.""TIa de .:1: el hierro 0:
se haee ya inestable y por un proceso de TIuclead6n y crec!miento se transforrna en hierro r. En 1013 aceros hi:ooeUtectoid.es por encima de la linea de equipibrio PS (ver flg.A*), Ia
proporcion de cementita es inf-erior a la de saturaci6n Y'8<3
forma, en el intervalo GOSP, austenita de eomposid6n euteetoide con un resto de ferrita. Alelevar la temperatura hasta
A. (linea GOS), la ferrita se va transformando en austenita y,
finalmente, a una temperatura ligeramente superior ala Crlp,-'\.f.
~
"":"I"'-~'
A
mismo hacen aue las diferentes farmas estructurales se disuelvan can distinta velocidad. Al principia se disuelve la perlita, despues la ferrita y, finalmente, 108 carburos. Para altos
contenidos en carbono,el tiempo que tardan en disolverse es
menor, puesto que la propol'ci6n de ferrita es mas pequefta;
tica, el acero estara formado solo POl' austenita no saturada.
Para la determinacion practica de la temperatura de austenizacion de estos aceros y aun can aceros alcados, se ha TIegada incluso a utilizar formulas empiricas, tal como: 920 150 C + 20 Cr + :30 Mo- 20 Iii + 200 V + 10 W con limites
de composicion 0,9 % C, 1,8 % Si, 1.1 % Mn, 1,8 % Cr,
0,5 % Mo, 5 % Ni, 2 % W Y 0,25 % V.
En aceros aleados con porcentajes de carbono menores que
la composici6n eutectoide, es interesante tambien considerar
105 diagramas binarios correspondientesque,
en este caso, representarian s610 una secci6n del diagrama ternario Fe - C - M.
(M :..-::
e1emento aleante) , para un contenido constante de ca,rbono, y observar en eUos la forma y extension del campo de
fase r, 10 cual puede tambien servirnos de base para establecer la temperatura de austenizacion adecuada.
S1 se trata de un acero eutectoide, solo tendremos en ella
ferrita procedente del enfriamiento anterior, transformaci6n
eutectoide, y al tranfonnarse de nuevo en hierro "( se disolvera toda la cementita presente y ya, a la temperatura del punto S. (vel' fig.A.·), la austenita formada sera de composicion
eutectoide. Una temperatura de austenizacion, poco pOl' encima de At, sera, pues, suficiente, para tener el acero en forma
austenitica.
En 10s aeeros hipereuteetoides, al aleanzar la temperatura
At, s'e realiza la transformacion a ----+"( iniciandose la descomposicion de la cementita, que se disuelve en la austenita formada hasta la composici6n eutectoide, pero el resto de cemenuta 8<510se disolveni progresivamente, si aumenta la temperatura, hasta que por encima de A3 (linea BE) desaparece toda y
el aceroqueda COl1stituido solo por austenita. En la practiea no
interesa un calentamiento tan elevado y'es suftciente can alcanzaruna estructura de austenita euteetoide, ya que una disoluci6n total delcarbul'O de hierro podria producir una red
de ceUltll1tita y stria precise un tratamiento posterior a temperatura elevarla, para alcanzar las propiedades mas favorables. La temperatura de austenizaci6n para este tipo de aeeros
se iija,' pues, en 30 -~ 50° C por encima de A,.
iis cOJJ.venient'e mendon,ar que un sobrec~:ntamiento
produdria,ademas de 10s efectos antes mencionados, un erecimiento del granoaustenitico,
pero no debe confundirse con el
"qu.emi2Jdo"del acero. Una. estructura sobrecalentada puede,
con un trata!nJento s,decuado, p. e., un normalizado, valveI' a
regenerarse, mientras que una estructura quemada, entendie:ndo por tal a,quella en la que se ha fijado oxigoeno en 10s
borde'-s de grano, 110 admlte regener:::JCi6n posible.
JJ:lvestig.ndones eXDerimenta1es (9) han demostl'ado Clue ell
el proceso de austenfzaci6n, Ie, temperatura y el tiernpo del
..
a:
:::l
•...
«
tt
w
<l.
~
w
•...
40
ESTRUCTURA
-Ferrito
y
INICIA
perlita
lome-tar
--Ferrita y cementite
glObulizodo
_~_FerritQyc
•.menti\Q
fino precipitoda
(Martens.tta
revt'
.
Fig. 59.-Aust.enita formada en funci6n del tiempo
de austenizaci6n para nn acero al carbono
( <V
0,70 % C) con distintas estracturas iniclales.
(Rose y Strassburg).
para perlita grosera y elevada proporcian de cementita, el
tiempo de solubilidad aumenta. En la fig. 59 se representa la
proporci6n de austenita form ada, en funcian del tiempo de
au.stenizacian, para diferentes formas estructurales iniciales.
Asimismo, la fig. 60 muestra la solubHidad de los distintos
componentes en fundon de la "cmperatura y del tiempo; determinaciones de solubilidad de ensayos isotermicos muestran
que el principio y el fin de la solubilidad de la perlita en aceros con distintos contenidos en carbono y estructura inidal
de perlita lamelar oeurre para los mismos tiempos y temperaturas y la 301uci6ntotal de todos los componentes, ocurre antes para contenidos mas altos en carbono y E'UlS tarde para
contenidos de ferrita crecientes. En 108 acero.s aleados, el tiempo necesario para la sclubilidad aumenta conla proporci6n de
elementos aleante.s, sabre todo si estos tienden a fOl'TI':"t.ar carb~.ll'o~.El proceso de :disolusi6n de 108 distin.iDS cc:-nP?nentes es
el mlsmo, pero empleza mas tarde y neceslta mas tlempo que
.
en 10s aceros al ca:rbono no -aleados.
Ell un e:alerltamiento (;Ontinllo~lH S0111ci6n (if; lag distintas
1:0rfi1as Bstru.ctt1rales preE}e?3.tes err:tI~ieza a tecf.tperrtturas cada
,'E:2 mas altas a m·e·dida q1:1e2.1);rnerlta la velocidad de ca~ntaTJent:o, Un cUagrama de Bolubi.lidades durante el,ca1entamien~o continuo de un acero al carbona ( .~ 0,''1% C) se presents
res, producen una .extraordinaria elevacion de la temperatura
a que se solubilizan los distintos componentes estructurales y,
como consecuencia, se precisan temperaturas de temple mas
elevadas, no siempre posibles, por 10 que es frecuente, despues
del enfriamiento rapido subsiguiente, encontrar formas estructurales mezcladas que correspondan alas distintas etapas de austenizacion progresiva.
Las sucesivas etapas del proceso, calentamientos y enfriamientos muy rapidos, que pueden interpretar los resultados experimentales obtenidos, quedan establecidas como
sigue:
a)
Fig. 50.-Di"grama de E<l!ubilldad !sotermlco en el
caso d€ un acer9 .al cl'rb~mo -(-. ~,70 % C) con ep.
truc1••ra inicil'.l de ferrlta+perlita lamelllr.
€;n Ie, flg~ 61. Calen-t2Jnleti:1i),g·.maz. raj:ddos, ::30ft.10 10s que tienen
lugar en el temple 81.lperfkialpor induccion 0 a la llama, descarga de area en soldadura elect.rica U otros procesos cimila-
Austenizacion incompleta que interesa a 108 agregados
o zonas perliticas (ferrita eutectoide + cementita eutect~d~._
b) Austenizacion subsiguiente e incompleta de la ferrita
(ferrita proeutectoide).
c) Austenizacion completa y heterogenea de ambos constituyentes (disoluci6n de la cementita y otros carburas).
d) Austenizacion total y -homog{meade todos los constituyentes estructurales (10).
El temple correct 0, es dedr, el .enfriamiento necesario para
lograr el temple. seconsigue por inmersion del acero que se encuentra a una temperatura superior a A. 6 At en un medio refrigerante adecuado, s6lido, liquido 0 gaseoso, -normalmente
solo se utilizan medias de .enfriamiento llquidos y gaseososcapaz de absorber el calor a traves de la superficie de contact-a con la pieza y a velocidad mayor que la critica de temple.
Un metal caliente, al seT sumergido en un media refrigerante y como consecuencia del contacto del medio con la superficie metalica. se enfria y la velocidad con que-pierde calor
depend era de la diferenda de temperaturas entre la superfide del metal y el media refrigerante y de la naturalezu
de la pelicula que se fermaen la entrecara deacuerdo con la
M (t", - t,.) dT, en la que 1M: es una
iey de Newton, dq
co:c.stante-coeficiente de pelicuIa-que define el caracter de
Is. entrecara y que, en reaHdad no es mas que la conductividad termica de la misma~
Una ccnductividad termiea grande y un alto gradiente de
temperatura '::netal-mediG reirigerante.
favGrecenin el en_
friamiento de la superHet-e, pere, al mismo tlem:po. toda la
masa meta.lica elimina calor, por canductividad termiea, hacia
:=
F~g. G1.- -iHagrnnlu
frialniento
continuo
C) enn ('struetura
de sC'1ubHidad f'n un proc~so de c"npa:t"a un ace.ro at carbono
( ' O~70 O/{-.
inici"al de> ferri"la+pcrlita
lame!ar.
dicha superficie. En el momento de la inmersion del metal
en el medio refrigerante, el gradiente termico superficie-:nedio, sera grande, la superficie se enfria con rapidez, de forma
tal que ere a una diferencia de temperatura entre superficie y
nueleo, determinando, poreonductividad,
la perdida de calor
en tocta la masa.
La perdida de calor de la masa meta-liea, como conseeuencia del enfriamiento de la superfieie del metal, varia de acuerdo con la temperatura de este, la conductividad termiea del
mismo, a su vez variable con la temperatura (Tabla II), Y el
TABLA
II
Efeeto de la tcmp6r&~Url';aabre la conduetividad
(Kcal/ hr. mS °e/m)
O·
-Aluminio .... ... ... ...
Fundici6n ... ., . ...
... 174
...
...
48
Hierro Armco .,. ...
Acero suave ... . . ... ...
Cobra ... ... ... ... '" .,. 334
,
1000
I
2000
-- -177
45
48
39
325
185
42
45
39
320
termica de loa metales.
I
3000
-198
89
42
37
316
4000
5000
6000
--
----
215
37
39
231
34
313
34
33
308
. International Critical Tables. Me Graw. Hill N. Y. 1929.
Mechanical Engineers Handbook. Me GraW. Hill N. Y. 1941.
National Bureau of Standards. Trans. Amer. Soc. Treating 21 (933)
31
304
1061/78.
principio de eonservaci6n de calor, que requiere que la velocidad con que se disipa el calor de la masa metalica a traves
de la superficie, sea la misma con que es absorbido dicho
calor por el media refrigerante.
Esta condicion requiere un cierto tiempo, muy pequ€I1o,
despues de sumerglda la mass. metalica en el medio refrigerante, para qtt:e, per enfriamiento de la superficie, queden
establecidos los gradientes termicos metal-medio refrigerante
y superficie-nuc1eo,necesarios
para ello. A partir deeste instante, 180velocidad de intercambio de temperatura, tanto en la
superficie come en el nu.cleo, sigue una ley exponendal, funcion del tiempo, temperatura y forma espacial de la masa
metalica.
Despues de un cierto tiempo de enfril'l...'1liento, lo~ gradientes de temperatura en la superficie y en €I nu.cleo disminuyen, y con ellos, la velocidad can que In masa meialica
pierde calor,; y80que, entonces, tienden a igualarse las ternperaturas del nllCloo, superftcie y medio refrigerante. Te6ricamente, de aeucrdo con In ley exponencial de enfria..'1liento,
antes mencionada. eno tendria lugar en un tiempo infinito;
pnicticamente, se da por terminado el enfriamierrto cuando se
considera que metalurgicamente ya no pueden ocurrir transformaciones que afecten alas propiedades del metal tratado.
Poder de enjriamiento
y medias de temple.
Los problemas planteados por el enfriamiento serian mas
sencillos en 10s casos normales de temple, si el medio de enfriamiento conservase su gradiente de temperatura, pero el
calentamiento producido en el, por estar en contacto con la
masa metlUica a elevada temperatura, influye poderosamente en las condiciones y caracteristicas de la pellcula de la entrecara, produciendo enormes variaciones en la conductividad termica de la misma.
El estudio de las curvas de enfria.vniento del acera en distintos medias refrigerantes (11), ha permitido considerar la
existencia de tres etapas en las que la disipaci6n de calor
ocurre de acuerdo con mecanismos distintos y en las que el
coeficiente de pelicula es modificado de diferente forma.
Cuando una masa metalica a aUa temperatura es irrtroducida en un bane de temple, el liquido en contacto directo
can 131se calienta fapidamente y, en la superficie del metal,
se forma una capa de vapor que retarda el enfriamientc. La
disipaci6n de calor que se haee por conducci6n, radiaci6n y
convecci6n a traves de esta capa gaseosa, ocurre en las peores condiciones y el enfriamientoes lento, ya que la conductividad tem1ica de la pelicula gaseosa es muy baja, dependiendo dicho coefieiente de pellcula del calor de vaporizaci6n
y temperatura de ebullici6n del liquido, as! como de la capacidad calorifica y conductividad termica del mismo. La gran
diferencia de temperatura entre el media refrigerante y la
superficie meta-Hea, es la causa de que, aun enestas poco favorables condiciones, continue el en~ria,·niento.
Al descender la temperatura en la superficie de la masa
metalica, la pellcula de vapor disminuye y se rompe; elllquido hierve alrededor de la super-fide metGJica y 1a capa de
vapor va siendo reemplazada por llquido que entra en cantacto
directo con la superficie; se prcd'.1~ede nuevo vapGr, 8<:; vuel'Irea romper y asi sucesivamente, continuando el enfriamiento
en este intervalo por convecci6n de las burbuja3 de vapor.
El coefidente de pelicul8. es bar,tante superior al de la primers.
etapa y la disipacioll d.e calor ml.:cho nits elevadz. debido, precisamE:nte, a la producci6n de r..1ayor cantid2.d de vapor que
en IE. primera etapa y que par" convec.::;i6nabcmd.cna ls superficie meta-Hca.El calcr de vaporizacion y 12_vis'2oside,ddel
liquido que influyen sabre 1as tenslones interfaciales entre
el metal, elliquido y el vapor modifican la temperatura a que
empieza esta segunda etapa deenfriamiento, elevandola cuanto mas alta sea la temperatura de ebullicion y mas baja la
tension superficial metal-liquido.
S~ la temperatura continua descendiendo, la accion de la
pelicula de vapor es cada vez menor hasta que, cuando la
8uperficie metaJica se encuentra a temperatura inferior a la
de ebullicion delliquido, desaparece y el enfriamiento continua por contacto directo ininterrumpido
metal-liquido.
El calor se disipa entonces a traves de la entre-cara metalnquido per conductividad y convecci6n. Puesto que los gradientes termicos superficie-nlicleo y metal-liquido son ya muy
pequeiios, aunque In conductividad termica del acero sea elevada, solo tendra. lugar un descenso lento de la temperatura,
sensiblemente mas lento que en las etapas anteriores.
En la fig. 62 se representan esquem:Hicamente las etapas
de enfriamiento en las condiciones antes mencionadas y en
ella pueden observarse facilmente los efectas estudiados.
Prescindienao del efecto de masa, el mejor medio de temple aemplear sera aquel que disipe calor alas temperat-uras
ESQUEMA SIMPLIFICADO DEL
PROCESO DE ENFRIAMIENTO
mas altas posibles-durante la transformacion perlitica-y
que enfrie lentamente alas bajas temperaturas durante la
transformacion martensitica; dicho de otra forma, el medio
de enfriamiento menos energico con el que se pueda obtener
en el acera una velocidad de enfriamiento superior a la critica de temple. Desde este punto de vista, el agua no resulta
Un medio de temple demasiado bueno, porque al principio el
vapor producido y el espesor de la pelicula formada son excesivllmente gran des y la segunda etapa de enfriamiento del
metal tiene lugar para temperaturas relativamente bajas. La
adicion de sales (ClNa) 0 acidos (SO.H2) mejora extraordinariamente las condiciones y la fase de formacion de vapor es
mucho mas carta, puesto que eleva la temperatura de ebullicion y la conductividad termica.
Los aceites de temple muestran, frente alas soluciones
acuosas, mejores condiciones. El intervalo de temperatura en
que la disipacion de calor es mayor result a mas favorable,
porque la formacion de vapor es mucho menor. Se suelen
emplear aceites animales, vegetales y minerales; de todos, los
mejores son 10s aceites minerales, preparandose ya calidades
especialmente dedicadas a este uso.
La elevacion de temperatura del medio de enfriamiento
es aqui muy importante, pues, mientras que un aumento de
la temperatura del aceite de temple produce una elevacion en
la velocidad de enfriamiento, debido a que aumenta la fluidez
(= disminucion de la viscosidad) del mismo y la transmision
del calor se realiza mucho mejor, en el agua, un aumento de
temperatura disminuye e1poder de enfriamiento, se prolonga
demasiado la primera etapa y aparecen zonas blandas en 10s
materiales templados.
La agitacion del bano de temple es tambien un factor de
importancia que influye decisivamente sobre e1 poder de enfriamiento del medio empleado y, naturalmente, sobre los
resultados del temple. No solo puede agitarseel bano de temple, sino que tambien puede moverse !it mas a metalica dentro
del mismo 0 incluso ambos ala vez. Esta agitacion es tanto
mas importante y necesaria cuanto mayor sea la posibilidad
de formacion de vapor; asi, en el caso de temple en agua, 10
sera mucho mas que enel temple en aceite. EI peligro de
formacion de vapor 0 de que se fljen en determinados puntas
de la pieza burbujas de vapor, deper:i.debast-ante de la forma
de la misma y es 16gi~opensar que una pieza con l1ervios, taladros a un pinon, debe agitarse mas que si se tratase de una
varilla 0 una superficie lisa. Inmediatamente de elio se deduce
que la forma de introducir la pieza en el bano y la posici6:n
que ocupe dentro de el deben influir tambien en el resultado
final del temple.
No debe olvidarse tampoco que el cnfriamiento seta. mas
nipido cuanto mayor sea la superficie a enfriar, en relaci6n
con el volumen del baiio de temple a emplear, pera, sin embargo, la relacion superficie-masa del acero a tratar juega
aqui un importante papel; para la misma masa, una esfera
se enfriara mas lentamente que un redondo y este, a su vez,
tambien mas lentamente que una chapa.
En casas especiales, el estado de la superficie influye tambien sobreel resultado del temple. Las pellculas de oxido ini'luyen ya sabre el enfriamJento y si tales peliculas de oxido
son irregulares 0 forman cascarilla que se desprende al ternplar, pueden aparecer, en la pieza tratada, sensibles diferencias. :mn general, pad-emos ciccir que las superficies limpias
faVorecen la formacIon de la pellcula de vapor, mientras que
una capa de oxido Uene efeeto beneficioso sobre el desprendimiento de b:.:.rtm.jas y rctu!'a de dicha pellcula de vapor. Un
recubrimiento a base de sales influye tambien de modo analogo, segu11 sea 0 no soluble en el media de temple; en el temple en aceite-recubrimiento no soluble-se comporta de forma semejante a una pelicula de 6xido.
Finaln1ente, hay que contar siempre con que, durante e1
calenta.r.-niento previa al temple (austenizaci6n), se produce
una Ugera decarburaci6n superficial y la formacion de una
capa d.eoxido que es precise eliminar mediante un trabajo mecanico posterior. Sf se qUiere eliminar esta acci6n, es precise
dispDner de una instalaci6n de temple brillaate que, en ,esende, se ccmpor..€ de un homo de calcntamiento en atmosfera
protectora 0 en bano de sales y enfriamiento en un bane de
ternple apropiado. El calentamiento de pequerlas piezas se
reaHza en un baiia de sales fundidas, al que se anade un medio
carburante para compcnsar la decarburaci.6n superficial que
pueda producirse y el bafio de temple suele estar constituido
pOl' un aceite especial con pequeno contenic.o en volatiles y
que no forma, per deseompcsici6n, la pel1cu1a negruzca catactedstica de las piez8.s templadas en aceite. Las sales se
c.o..-npbnen, usuaLnente. de mezclae variables de cloruros, carbonat.os, nitritos, nitratos y cianuros de sodio, potasio 0 bario, el1.proporciones distintas, de acuE'rdo cen 120 temperatura
a que hall de emplearse, a las que se anaden pE:quenas proporciones de silice, Huoruro calciea y atras, para mejorar sus
condiciones.
ReaHzande un temple interrumpido 0 combinado en agua
y en aecite, Sf Hene la ventRja de poder combinar el enfriam.iento rapide de la priTllera etapa can el enfriamiento
Lento de la ultima. El temple en un bano caliente, banG
de sa1es 0 bl?iio metaIico, presenta tambien rnuchas ventajas;
el acero, dcsde la temperatura de austenizaci6n, se sumerge
t·n el baiio hasta que la temperatura g.~_~boss.e igllal;;t, la
austemta subenfriada se transforma. por enfriamiento postenor en el aire 0 en aceite. en martensita. La transformacion
es homogenea en toda la masa metalica. formandose martensita cubica en 1ugardela tetragoIlaJy eleva las caracteristicas (fe-tetiacfdad ;'las tensiones' producidas son minimas,
ron poco riesgo de .deformaciones. Este tipo de tratamientos
recibe el nombre de tratamientos isotermicos y sera estudiado
mas adelante
Despues de estudiado el proceso de enfriamiento. los medios utilizados para poder realizar10 en las condiciones que
exige el temple y 10sdiversos factores que 10modifican. se llega a 1a conclusion de quees pn~ciso conocer la aptitud del
medio para templar. es decir. la efectividad del enfriamiento
en dicho medio
El gradiente de temperatura en una masa metalica que se
enfria en el seno de un fluido. es proporcional a la diferencia de temperatura entre dicha masa y el medio de enfriamiento Puesto que. en el enfriamiento. las temperaturas de
la superficie del metal y del medio son la causa de que se
forme una pelicu1a de vapor entre ambas (primera etapa del
mismo). es logico suponer que. en principio. e1gradiente total
se reparte en dos gradientes desiguales. nucleo-superficie y
superficie-medio refrigerante En la segunda etapa. habria
que considerar un gradiente multiple superficie-burbujas de
vapor yen la tercera. podria intentar aplicarse. en cuanto al
gradiente nUcleo-superficie y superficie-medio de enfriamiento. la ley de Newton en el primero y la ley de Fourier en el
segundo.
E1 factor de proporcionalidad. considerando el gradiente
total medio refrigerante-nucleo de la masa metalica. sera entonces la relacion entre ambas conductividades. la de la pelicula y la del metal. La conductividad termica de la pelicula de
vapor hemos visto ya que depende de la masa metalica que
se enfria. del medio que la rodea. de la superficie y forma
geometrica de dicha masa y del grade de agitacion 0 movimiento relativo del liquido de temple-masa metalica, mientras que la conductividad termica del acero depende de la
composici6n del mismo y de la temperatura. Asi. pues. se puede admitir. en primera aproximaci6n. que este factor depende s610del medio de enfriamiento y de la agitaci6n del mismo
en el supuesto que todos los aceros tengan una conductividad termica semejante. regula. pues. el enfriamiento de la
~
superfieie y, en definitiva, el de toda la masa metaliea. En
realidad, este factor define la aptitud del medio para templar
y ha sido designado con el nombre de severidad de temple;
normalmente se representa, de acuerdo con Grossman (12),
por la letra H:
M
H----·--·-
2 K
Otros autores utilizan un valor doble, designandolo entonees por la letra h, peru quiza la forma mas usual es la primera (13).
Una elevada conductividad termiea de la pelicula de vapor,
o 10que es 10mismo, un coeficiente de pelicula alto, da lugar
a que el enfriamiento en la superficie de la masa meta-liea
co. te6ricamente el enfriamiento desea muy rapido y si H
be ser instantaneo. La severidad de temple seria en este casu
la maxima que puede imaginarse y, consecuentemente, nos
permitiria definir como temple ideal te6rico, el producido en
un medio de severidad de temple infinito, 10 cual no puede
lograrse con ninguno de 108 medios de enfriamiento conocidos.
Las dimensiones de H pueden dedueirse con faeilidad; si
las de M son ML"T-2 y las de K son ML"T-', resultan para
H las de L-I.
La distribuei6n de la temperatura en el interior de la masa metalica depende del gradiente superficie-nucleo y este, a
su vez, es funci6n de la severidad de temple.
Tanto las velocidades de enfriamiento en la superficie como en el nUeleo, estarim afectadas porel valor de la severidad
de -temple en eada instante y, asimismo, por la masa metaliea. puesto que, en eada punto, el enfriamiento sera diferente,
de aeuerdo con su posici6n geometriea espacial dentro de la
misma.
Una vez consideradas las distintas etapas del enfriamiento y puesto que la severidad es variable incluso dentro de cada una de elIas, es imposible establecer una ley que la defina
de una forma global y ni siquiera de un modo riguroso. Este
es el motivo principal de que se haya intent ado desde un
principio resolver los problemas que el temple plantea, mediante determinaciones practicas.
La severidad de temple, determinada experimentalmente,
es un resultado integral de los distintos valores que la severidad toma a 10largo del enfriamiento en fund6n de las numerosas variables que antes mencionamos.
En la expresi6n de definicion de H, K sera el valor medio
integral de la conductividad termica del acero, en cuya integraci6n se incluye tam bien la variable masa y M es el valor
=
medio integral de la conductividad termica de la pelicula de
transito y del medio de temple.
El valor parcial de K a 10 largo del enfriamiento. sufre
modificaciones muy pequeiias, causadas, principalmente, por
la variacion de temperatura, que es muy semejante para todos
los aceros, siendo ademas K sensiblemente constante en casi
todos eUos; asi, pues, el valor medio integral de It puede afirmarse, sin grave error, que es constante en 10que se refiere al
temple para todos los aceros.
Definida asi la severidad, y considerada K como constante,
H dependera exclusivamente de la variacion del valor medio
integral de la conductividad termica de la pelicula de transito en los distintos medias de temple. Es par esto que se puede
tabular la severidad segun un valor en fun cion de la agitacion, variable que no se considera en la integracion, puesto
que, en cada ensayo practico, la agitacion se mantiene normalmente constante.
Severidad de temple de los distintos
medias de enjriamiento.
Aunque la severidad de temple no puede ser calculada matematicamente (13), el factor H expresa con claridad la efectividad del enfriamiento en el media elegido. En realidad, es
bastarite can que laBeveridad de temple sea 10suficientemente
elevada, para que en las zonas de transformacion perlitica y
bainitica pueda enfriarse el acero can velocidad superior a
la critica y alcanzar la tempertura Ma con estructura totalmente austenitica.
Normalmente, el aire, agua, aceite y sales fundidas, son
los medios de enfriamiento mas utilizados y 10s valores de
H que actualmente conocemos no son todavia demasiado concordantes ni definitivos; es de esperar, sin embargo, que se
publiquen datos mas acordes, ya que su importancia p30rece
fuera de toda duda.
En la tabla III se reunen los valores de 130severidad de
temple de 10s medias antes mencionados con diferentes grados de agitaci6n.
Tanto el agua como el aceite, han sido 108 mas estudiados
y sabre los que existen mas datos. Consideremos brevemente
la severidad de temple, refiriendonos al proceso de enfriamiento en cada media.
El aire es un medio refrigerante poco efectivo, de mala conductividad termica y, por tanto, de baja severidad de temple.
El enfriamiento es relativamente lento, desapareciendo las
etapas primera y segunda y esta muy influenciado por el estado de la superficie de la masa metalica que se enfrla. Los
dad del mismo. La temperatura de las transformaciones perIitica y bainitica corresponde tambien al fin de la primera etapa y principio de la segunda de enfriamiento, pero las condiciones son mas suaves en la tercera etapa, en la cual se
forma martensita, que en el caso del agua, eliminando buena
parte de los riesgos de deformacion, grietas, etc.
Severidild de temple de distintos medios de enfriamiento
(Valores medios segun Metals Handbook) (14)
Severldad de temple
Grado
de ailitacl6n
Alre
Sin agitaci6n ....
Agitaci6n debil....
Agit. moderada ..
Agit. media .......
Agit. fuertE' .......
Agit. muy fuerte.
0,02
-
0,08
Agua
0,9-1,0
1,0-1,1
1,2-1,3
1,4-1,5
1,6-2,0
4,0
I
Acelle
0,25-0,30
0,30-0,35
0,35-0,40
0,40-0,50
0,50-0,80
0,8-1,1
H
Allua
salada
Sale.
2,0
2,0-2,2
0,25-0,30
0,30-0,35
0,35-0,40
0,40-0,50
0,50-0,80
5,0
--
--
valores experiment ales de H, segun se deduce de la tabla III,
son muy pequenos y aun empleando aire a presion, tam poco
tienen gran interes (H = 0,02 - 0,08). 8u empleo queda limitado a casas muy especiales.
En la primera etapa de enfriamiento se forma, en los temples en agua, debido a su bajo pun to de ebullicion, gran cantidad de vapor que se acumula formando una pelicula gaseasa de gran espesor, con una conductividad termica exageradamente baja; en la segunda etapa, mejoran las condi~iones, se desprende el vapor en forma de burbujas, aumenta
bastante la conductividad, hasta valores superiores a los de
la del acero y el enfriamiento es, entonces, bastante rapido.
Las transformaciones perlitica y austenitica se realizan a
temperaturas proximas al final de la primera y principio de
la segunda etapas de enfriamiento; por eilo conviene elevar
ambas y, par tanto, la severidad, para que, en cualquier caso,
se alcance la velocidad critica de enfriamiento precisa. De la
tabla III se desprende, de acuerdo con los resultados experimentales, que este efecto se consigue, bien por agitacion del
bane (H = 0,9 - 4,0), bien disolviendo en este sales, 0 bien
combinado ambos factores, con 10 que se consigue ya un medio de temple muy aceptable (H 2,0--5,0).
EI temple en aceite es, desde muchos puntos de vista, interesante, la pelicula de vapor farmada es mucho menor y
depende en buena parte del contenido en volatiles del mismo;
pero su severidad de temple es mucho mas regular que en el
caso del agua (H = 0,20-1,1). Las etapas de enfriamiento son
mucho menos marcadas y apenas si hay transicion de la
primera a 1a.segunda etapa (ver fig. 62). La elevaci6n de
temperatura al introducir la masa metalica disminuye la
viscosidad y, generalmente, p~'oduceuna mejora en la severi-
=
Hemos mencionado repetidas veces que para el temple correcto de un acero, es preciso evitar las trans formaciones intermedias, perIitica y bainitica, y que la velocidad critica de
temple define la posicion de los vertices de perlita y bainita
del diagrama TTT, constituyendo. por tanto, una caracteristica del mismo.
Fisj~amente es un concepto claro. La velocidad critica de
temple da la velocidad de enfriamiento minima, para la cual,
todayia, se forma martensita pura. En lugar de velocidad de
enfriamiento critica, que debe ser referida a una temperatura
determinada, se puede emplear el concepto de "tiempo de enfriamiento" para una zona de temperaturas determinada.
La comparaci6n de las curvas de enfriamiento en el nUeleo
de redondos de acero de distintos diametros y el diagrama TTT
de enfriamiento continuo correspondiente, nos permitira deducir el grado de transformacion alcanzado por la austenita
Cll el nueleo, que estara afectado, puesto que tambien 10 esta
la velocidad de enfriamiento, por toda la masa del redondo
de acero considerado. Como consecuencia, si el nueleo se enfria
a velocidad igual 0 superior a la critica, el temple sera perfecto y obtendremos una estructura de martens ita pura; si
la velocidad de enfriamiento es inferior a la critica, se formaran estructuras intermedias, perlita 0 bainita. Puede suceder
que, aunque el nucleo se enfrie a velocidad inferior ala critica,
una zona cerca de la superficie 10 haga aun con la velocidad
critica, y en estas condiciones. aparecera un anillo transformado en martensita y el resto con estructuras intermedias
(penetraci6n del temple). Este fenomeno se conoce con el nombre ('7 ~ eJecta de masa.
Iuteresa, pues, establecer una relaci6n entre la aptitud de
un medio de enfriamiento para templar --severidad de temple- y la velocidad critica de temple.
Practicamente, supuesta una severidad de kmple constantf'. L velocidad de enfriamiento del nUeleo, par el efecto de
m 'd. es distinta y varia para cada diametro, siendo menor
al aumentar este. T)ela comparacion con el diagrama TTT de
enfyi811'licllto continuo se puede determinar asi el diametro
de un redondo que se enfrle a velocidad tal, que sea tangente
ala nariz de la curva S -velocidad de enfriamiento critica--;
ea decir, que el nucleo alcanza la temperatura Ms en estado
austenitico y en el que, despues del enfriamiento, se obtiene
martensita pura en toda la seccion.
Este diametro, denominado didmetro critico Dc , indica el
mayor di8.metro con que templa totalmente un acero de composicion determinada, empleando un medio de enfriamiento
con una severidad dada.
En la fig. 63 se representan las penetraciones de temple que
se obtienen en diversos redondos de un acero, tanto variando
la severidad de temple del medio de enfriamiento utilizado
como el diarn.etro de 108 mismos.
TEMPLADO
EN AGUA
SAI.ADA
TEMPlAOO
EN AGUA
TEMPlAOO
EN ACElTE
0
0
@
0
0
0
@
0
•
I
TEMPLAOC
••
J
!'f/W/f?/Z%t
NOTEMPlAoo
Fig. 63.-Profundidadcs
de templc que se obticncn cn
redondol de dlstlntos dil\.metros templados cn agua 0 en
aceite.
El valor del diametro critico asl obtenido expresa numericamente 'la tem.plabilidad del acero; tiene, sin embargo, el
inconvenieate de que su valor puede cambiar cuando vade
la· severidad .de temple. 81 se establece un tipo de enfriamiento te6rico normal; empleando un medio capaz de eonse-
guir que la superficie del redondo se enfrie instantaneamente
a la temperatura del medio de temple y se mantenga asi durante todo el proceso de enfriamiento; es decir, un medio cuya
severidad de temple fuese infinita, H co , temple ideal, podemos entonces definir un diametro critico ideal que correspondera al de un redondo de acero que se templa en un medio
con H = co , y en el que su nilcleo se enfria con la velocidad
critica.
G:cossmany Asimow (12) mantienen el criterio de que, para
detelminar los valores de la templabilidad, no interesa tanto
la obtencion de un nueleo martensitico puro, sino mas bien
aquel diametro para el que se obtiene en el nucleo una estructura del 50 % de martensita, y al que llaman diametro
crltico real Dc . La experiencia ha demostrado que, con este
criterio, el di8netro critico es mas facH de deterrninar en la
practica.
Para liberarse de las condiciones impuestas por la severidad del baiio de temple, el diametro critico se refiere a un
medio fie temple ideal, cuya severidad es H = co , y al que se
llama tambien diarnetro critico ideal D1 •
La templabilidad asi expresada tiene un valor teorico fijo
para cada acero, variando. principalmente (15), con la composicion qnimica y con el tamaiio de grana del mismo.
El diametro critico ideal se puede deducir teoricamente
medial: te el empleo de los faetores multiplicativos de Grossman (12) en funcion de la composici6n quimica y tamaiio
de grana austenitico del acero. 0, exnerimentalmente. de la
curva de templabilidad, bien siguiendo el criterio del 50 %
de martensita 0 el del nunto de inflexion de la misma.
En la oractica usual del temple se plantea casi siemme la
necesidad de determinar el proceso de enfriamiento adecuado
para tempI::!! un acero de temnlabilidad conocida o. por el
rontrario 1'1templahilid;'ld oue precis'1 poseer un ~cero Dara
templar ron determinsdo proceso de enfriamiento. 0 bien,
dicho de otro modo. que medio de enfriamiento es necesario
usar Dara alcanzar la suficiente dureza en una seccion determinada. y ello puede resolverse estableciendo la eQuivalencia
entre los diamctros critic os y diametros criticos ideales para
distintos valores reales de la severidl1d de temple. El grafico
de Grossman que reproducimos en la fig. 64 permite realizarIo can suficiente aproximacion, conocido H 0 conocida la
templ,..J1Jilidad.Asi. en un acero de comDosicion determiriada
v en E'1que se ha calculado teoricamente un diametro critico
idp81 (templabilidad) de 83 rom., de acuerdo con la tabla III,
de distintos valores de H. obtendriamos para temple al aire
un diametro critic a de 12 mm.; para temple en aceite, 40 mi-
=
bano de temple con una severidad mas alta. Es posible tambiEm
(16) establecer la correspondencia entre el diametro critico caL
culado (60 mm.) para un 50';!;, de martensita y el que correspondcria a un porcentaje martensitico mayor. En la fig.
65 podemos observar que, si precisamos obtener un 90 % de
martensita, es necesario reducir el diametro a 50 milimetros. Del mismo modo deduciriamos de 10s grMicos de
Grossman que para utilizar el mismo acero con dilimetros mayon's. manteniendo siempre la condici6n de obtener el 50 %
~240
E
E
0'200
o
~ 1 60
~
a:
u
o 120
a:
~
w
~
80
.~J20
4
o
t-
40
<tU'i
~ ~100
. -
.j-
(Lt-
a::
40
.80
120
OIAMETRO
160
200
CRITICO
240
IDEAL
280
320
3{)0
.. J <t
<t ~
80
~z
-UJ
Oi (m fT,.)
8~
60
;::0
o:z
u~
oz
40
1r0
~~
--
~o
-~~
E 40
0<:(
E
Q
o
20
0
r
o
,20
40
60
DIAMETRO
CRITleo
DE MARTEN51TA
32
u
i=
80
100
IDEAL
PARA
120
50'/.
Fig. H:l.---Hclacioll entre ]os diuludros
criticos
i<lcaks para 50 ?o y proporciones
superlores
fit'
lllarh·nsitn.
(Hodge y Orehoski).
~ 24
u
o
~ 16
w
~
'4
Cl
8
8
16
24
DIAMETRO
32
CRITICO
40
IDEAL
48
56
64
72
Di (m m.)
limetros, si la pieza a templar no se mueve, y 60 mm. en el
caso de aceite fuertemente agitado.
Este calculo indica que el aC2ro en cuesti6n puede templarse en bane de aceite agitado hasta 60 mm. diametro. Si
es preciso conseguir una estructura martensitica superior al
50 %, es necesario emplear un diametro menor 0 utilizar un
dp martensita, seria precise utilizar un medio de enfriamiento mas energico.
La tendencia actual es utilizar los valores experimentales
determinados sobre una probeta de ensayo Jominy. En la fig.
66 reproducimos la relaci6n existente entre la distancia
al extrema templado de la probeta Jominy y el diametro de
un redondo de acero templado por inmersi6n con la misma
velocidad de enfriamiento en el nucleo.
Ello nos lleva a determinar para cada secci6n de la pieza
a tratar, el diametro de un redondo de acero cuyo nueleo se
enfria a igual velocidad que el de la pieza considerada, y tal
redondo es equivalente a la secci6n considerada en el temple.
Con ayuda de las cur vas de Wyss (17) es posible determinaf, partiendo de una curva Jominy, la penetraci6n del temple
desde la superficie al nueleo en un redondo de acero. De las
curvas TTT de enfriamiento continuo sobre las que se superponen las de velocidad de enfriamiento en probetas cilindricas
de diametro determinado, se deducen, pues, datos concretos
sobre la templabilidad del acero, composiciones estructurales
y dureza obtenida. empleando diversos mediosde enfriamiento (8). En general, cuanto mas desplazadas estan las curvas
hacia la derecha, mayor es la templabilidad.
5
2
en el opuesto. En la fig. 67 se ilustra sobre la disposici6n y
temple de una probeta Jominy.
Las velocidades de enfriamiento conseguidas a 10 largo de
la generatriz no dependen practicamente de la composici6n
del acero. Siempre que se utilicen probetas y condiciones de
ensayo tipificadas y a iguales distancias del extrema templado, se obtienen las mismas velocidades para aceros dife-
:I:
ILl
10•8 ~
0,4 ~
0,2
!ILl
o
a
<{
a
a:
PROBETA
Y 100mm
l.ONGITuD)
(25mm
V ELOCIDAD DE ENFRIAMIt:NTO
EN °CI se~ 0705 °C.
22
° C/seg.
050
mm.
ILl
>
ILl
!fJ
5
10 15 20 25 30 35 40 45
50 55 60
65
5 °C/seg.
13,9
a 25 mm.
°C/seg.a
12,5mm.
31°C{seg.
a
6.3mm,
10~OC/seg,
a
1,5mm.
DISTANCIA
DESDE EL EXTREMO TEMPLADO
(mm.)
Fig. 66.-l\elacloncs entre la distancla al extrema templada de la probeta Jomlny y el dlAmetro del redondo equIvalent.:!can la misma velocidad de enfriamlento en el micko. (Asimow, Craig y Grossmann).
En la practica. 1a templabilidad no suele expresarse en
forma del diametro critico ideal, sino utilizando un ensayo
mas sencillo, que relaciona la severidad de temple y templabilidad, par los efectos conseguidos sabre una probeta de acero, de forma y dimensiones determinadas.
8'e trata del ensayo Jominy, que consiste en templar una
probeta d2l acero en estudio (25 mm. diametro y 100 mm. longitud), previamente calentada a la temperatura de austenizaci6n por media de un chorro de agua que enfria solamente
la base inferior. Esta base ~ctua como superficie templante,
enfriandose la probeta longitudinalmente hacia su extremo
superior, solo por conductividad; de esta forma, se pueden conseguir a 10 largo de la generatriz todas las velocidades de
enfriamiento, desde la maxima para temple en agua en el
extrema inferior, hasta 121. minima de enfriamiento en aire,
("') Una descrillci6n detallada del ensayo Jominy, proheta, dispositivo de
tempI", praotica del mismo y forma experimental, _puede encontrarse en,: Dalo
pritctico num. 5, del I.n.A. y enel iibro "El acero, su eleccion v selecdon", de
R. Calvo Hodes. INTA. Madrid 1956. Apendice V.
Fig. 67,~Dlspositlvo
para temple
,lominy y veloeldades
d" enfrlamiento
a distintas
distanclas
de
In probda
templada.
(Burton).
rentes. De esta forma, es pasible camparar templabilidades
si se comparan las durezas obtenidas en distintos aceros a
iguales distancias del extremo templado.
Despues de enfriada, se prepara la prabeta rectificando
dos superficies planas paralelas a 10largo de dos generatrices
opuestas y se determina la dureza (Rockwell C) en puntos
sucesivos y en toda su longitud, cada 1-2 mm. Los valores obtenidos se represent an en fun cion d"ela distancia al exfremo
templado, que se coloca en abscisas, y las durezas. en ordenadas, abtenilmdose graticas como el de la fig. 68. En ella se
representan tambien los puntos de la probeta en los que se
ha realizado la medida de la dureza que va alcanzando el
acero, para las distintas velocidades de enfriamiento.
;:s
40--
~
:::l 30
o
10
20
30
40
50
60
70
80
DISTANCIA DESDE EL EXTREMO TEMPLADO EN m/m
En la curva Jominy asi obtenida, basta ver ahora a que
distancia del extremo templado aparece la dureza correspondiente al 50 % de martensita 0 al 99 % de martensita de los
aceros con distintos contenidos en carbono, para tener el indice de templabilidadJominy.
Puesto que a cada distancia del extremo templado de la
probeta Jominy, cor-responde una velocidad de enfriamiento,
r uede establecerse una relacion con el dhl.metro critico ideql
(ver fig. 66), siendo facH detcrminar el diametro real para
cualquier severidad de temple en el que se obtendria el porcentaje de martensita que establezcamos.
La sola observaci6n de las curvas Jominy experimentales
facilita ya el conocimiento de las propiedades de los aceros
despues del temple y permite sacar conclusiones inmediatas
acerca del comportamiento de los mismos. La maxima dureza
que se consigue en el extremo templado en agua, solo es funci6n del contenido en carbono del acero, pero la pendiente de
la curva y la dureza en cualquier punto mas 0 menos alejado
del extremo, es funci6n de la composici6n total; la dureza en
el otro extremo corresponde, aproximadamente, al estado de
normalizado. Los elementos aleados permiten obtener durezas elevadas aun para velocidades de temple menores. Las
curvas Jominy correspondientes son rectas, casi horizontales, que indican una templabilidad elevada; pero, frecuentemente, la influencia de los elementos de aleaci6n sobre el
aumento de dureza y por tanto de la templabilidad, no es
lineal; al principio, pequefias proporciones de aleante ejercen
una influencia mayor sobre la templabilidad que elevados
porcentajes. De ahi resuIta que aceros aleados con proporciones pequefias de varios elementos convenientemente elegidos,
tienen mejor templabilidad que los clasicos aceros de mayor
dosificaci6n, pero con menor numero de ellos. Aparecen asi
los aceros llamados de baja aleaci6n (con porcentajes pequefios de Mn, Cr, Ni, Mo, Si, V, etc.), pero de alta templabilidad.
Otros faetores que influyen negativamente sobre la templabilidad, deben tambien ser considerados. Tales son, el tamafio de grano (la templabilidad disminuye al disminuir este)
facilmente controlable, 0 la presencia de inclusiones, segregaciones, heterogeneidades, etc., cuya acci6n es ma's dificH de
determinar.
La faIta de templabilidad de un acero nos lleva ala obtenci6n, despues del temple de espesores superiores a los que
admite la templabilidad, de un nucleo heterogeno formado
por constituyentes intermedios y, como consecuencia, una
variaci6n notable en las propiedades mecanicas a 10 largo de
toda la secci6n.
EI gran desarrollo alcanzado por el ensayo Jominy, ha hecho que, en los uItimos afios, exista una marcada tendencia
a establecer las especificaciones de recepci6nde aceros de
caUdad a base de curvas maximas y minimas de templabilidad que limitan las zonas de dispersion de 108 resultados experimentales, denominadas bandas de templabilidad, dentro
de las cuales deben estar situados los valores que se ex~gen 0
garantizan en un acero y que sustituyen a lasclasicas especificaciones de composicion quimiea, en numerososcasos.
Tensiones y grietas
de temple.
Las caracteristicas mecanicas de 1as piezas de acero, fundamentalmente, dependen no solo de la clase y calidad del
acero utilizado en su fabricacion sino de un tratamiento termico correcto.
En un proeeso de enfriamiento se origina una diferencia de
temperatura entre la superficie y el nucleo que varia con la
forma y dimensiones de la pieza; para un medio de enfriamiento determinado y como consecuencia del mismo, se produce, primero, una contracci6n en las zonas frias, apareciendo
tensiones internas que provocan deformaciones parciales. Al
mismo tiempo, cuando se realiza la transformaci6n martensitica, por tener esta mayor volumen que la austenita, el acero se dilata y asi, al llegar a la temperatura M. se producen
10s dos efectos, compresi6n y extensi6n; al final del enfriamiento el nucleo ha aumentado de volumen, mientras la superficie se ha contraido y eIlo origina tensiones opuestas de
traccion 0 extension en la superficie y de compresi6n en el
nucleo.
Estas tensiones internas pueden alcanzar valores tan elevados que se produzcan grietas y su efecto es tan acusado que
podemos decir que, a medida que las tensiones internas aumentan, disminuye la resistencia uti! de la pieza.
La aparici6n de tensiones intern as durante el temple se
debe, normalmente, a la diferencia de temperaturas y a la desigualdad del enfriamientoen todas sus partes. La forma y
dimensiones de las piezas juegan un importante papel; sera
preciso evitar los angulos vivos, cambios bruscos de seccion,
taladros, etc.; es decir, conviene proyectar las piezas que
despues han de templarse, de acuerdo con el proceso de enfriamiento que se va a seguir.
Asimismo, la severidad de temple del medio deenfriamiento utilizado tiene una import ante influencia sobre el riesgo de
grietas y tensiones de temple, puesto que el maximo peligro
se produce cuando ocurre la transformaci6n martensitica,
porque es 1ftque produce mayor aumento de vo1umen yes, en
esa etapa, donde conviene que el enfriamiento no sea tan brusco. En el temple en agua, donde la formaci6n de martens ita
se reallza en la tercera etapa de enfriamiento, el peligro de
aparicion de grietas esgrande y, por el contrario, en el temple en aceite, el enfriamiento en la tercera etapa es menos
severo y el riesgo disminuye.
El empleo de banos de -sales y sistemas de enfriamiento
comp1ejos nos aproximan mas a las condiciones 6ptimas de
temple, Sin tanto pel1gro de crear tensiones que degeneran
en grietas; pero en piezas de ·espesores y fotmas complicadas.
a causa del efecto de masa, las transformaciones durante el
temple se producen de forma heterogenea y el peligro de aparici6n de grietas sUbsiste.
En el supuesto de que se mantengan invariables la forma
y dimensiones de la pieza a templar y la misma estructura
inicial, las tensiones producidas y el riesgo de aparici6n de
grietas depende de la composicion del acero, muy especialmente del contenido en carbono. Ell efecto es producido a causa de la disminucion de la temperatura M3 cuando aumenta
el carbono, 10 que da origen a una variaci6n de volumen mayor durante la transformaci6n martensitica. Los elementos
aleados producen el mismo efeeto, de modo tal, que su acci6n
equivale a un aumento en el porcentaje de carbona.
revenido, durante un tiempo determinado, por efecto del cUal
las laminas de cementita tienden a globulizarse, creciendo
despues estos globulos, unos a expensas de los otros.
ros
CALENTAMIENTO POSTERIOR Y PRODUC.
DE TRANSFORMACION MAS AVANZADOS:
REVENIDO
Las estructuras obtenidas por transformacian de la austenita durante el enfriamiento rapido. constituyen estados de
equilibrio termodinamico metaestable Un nuevocalentamiento a distintas temperaturas. que favorece 108 procesos de difusian, produce modificaciones apreciables en dicha estructura
que, naturalmente, tiende a alcanzarestados mas praximos
al estable. EI tratamiento posterior. que eonsiste en calentar
de nuevo el acero a una temperatura mas baja que su temperatura critica inferior A enfriandolo luego al aire. se denomina tratamiento de revenido. y las variaciones en la estrue·
tura dependen, como en todos 108 procesos de difusian. de la
temperatura de revenido y de la duraclan del mismo.
Las estructuras procedentes de la transformacian de la
austenita en las zonas perlitica y bainitica, son las que experimentan menor variacian durante el tratamiento de revenido. Hay que considerar. sin embargo. en 109aeeros al carbono no aleados y teniendo en cuenta que en eUoshemos considerado como estable el sistema hierro-cementita, que la estructura mas estable sera la formada por una matriz de ferrita can cementita embebida en eUa; pero esta cementita en
la forma globular, que es la de mas baja energia (Fig. 25). Un
acero que no posea esta estructura. podra ser llevado a este
estado de equilibrio mas avanzado par un tratamiento de
En general, la martensita antes formada, que es en realidad una solucion solida a sobresaturada en C, sufre durante el revenido a temperaturas hasta por debajo del punto
critico A" un verdadero proceso de precipitacion y se transforma escalonadamente, formando, al fina_ -;olucio.J;1.soHda
a
de red no distorsionada, ferrita y carburc3, cemef:J.tita.Por
tanto, conviene seiialar una vez mas que, durante el propiamente dicho revenido, no hay cambio en la red cristalina, se
conserva la red a ; solo si hay austenita retenida 0 en las
transformaciones de la austenita durante el enfriamiento,
como ya hemos senalado y en otros tratamientos, tales como
normalizado, recocido, etc. que seran estudiados despues, hay
transformacion )':=: a . Los respectivos procesos de revenido
se desarrollan con mas rapidez cuanto mas aIta sea la temperatura del mismo y las sucesivas etapas se superponen ampliamente, haciendo dificilla separacion y el estudio de cada
una deellas; en particular, el _corg.j)grtamientodel carbona
y la cinetica del proceso en lacPrimera et~ del revenido son
aun objeto de investigacion (18).
En la 2ri~
etapa del revenido, que se desarrolla para
temperaturas de 100-200° C, pero que puede tener lugar incluso a la temperatura ambiente, empieza transformandose la
red at6mica tetragonal de la martensita en una !:ed cubka
-0, alm fuertemente
distorsionada. Metalograficamente se pone de manifiesto, porque se ennegrece rapidamente con un ligero ataque y las agujas de martensita aparecen fuertemente contrastadas sobre un fondo claro de austenita. En la observacion microscopic a permanece casi invariable la estructura acicular y el carbona precipitado en forma de carburo de
hierro no es visible paralos aumentos usuales de trabajo; solo
en 21 microscopio electronico es reconocible. La fig. 69 corresponde nl mismo acero con 0,45 % C (1. H. A. F. 114) que vimos
anteriormente (fig. 43) Y un revenido durante dos horas a
150 C.
0
EJ mecanismo de este proceso parece tener lugar a traves
de una rase de transicion, por la formacion intermedia de un
carburo de hierro, denominado carburo E , que precipita de
la martensita tetragonal sobresaturada, principalmente, en
10s limites de los s~1?gr~nl2§heredados de la austenita ori-
X
ginal. La formacion del carburo E origin a una perdida import ante de carbona en la martensita -de 0,9 % C pasa a
0,25 % C- y, a causa de ello, la red tetragonal se transforma
en la red cubica a. parcialmente distorsionada, pero mas estable. Este carburo E cristaliza en forma hexagonal y su formula mas admitida es Fe2,.C; es decir, se trata de un carburo
de hierro distinto de lacementita. El proceso va acompafiado
de una reduccion de volumen que, a su vez, provoca una disminucion de las tensiones de endurecimiento, pero. sin embargo, no se produce todavia ninguna perdida notable de du-
Influeneia de la temperatura sabre la estructura
de revenido en un aeero al carbono (~O,45 % C)
templado desde 9500 C.
Fig. 70.-Revenldo durante dOB horas a 151)- C (1.' etapa). Replica elcctr6nica. x 6.000.
reza. Ha austenita retenida, todavia en esta primera etapa
permanece invariable, pero la martensita formada alas temperaturas mas elevadas (entre M. y M h pero mas cerra de
M. ), se reviene durante elenfriamiento subsiguiente y aparece aqui ya parcialmente transformada.
Como ya se ha mencionado, cuando el enfriamiento del
acero austenizado alcanza la temperatura Mf termina la
transformaci6n martensitica y parte de la austenita que no
llega a transformarse, queda retenida con ella. Durante el
tratamiento de revenido a temperaturas un poco elevadas,
200-250 C, al mismo tiempo que la martensita, se transform a
tambien la austenita retenida. El proceso de transformacion,
en esta segunda etapa, depende principalmente de la temperatura de revenido y se desarrollara, en un caso 0 en otro,
bien en la forma de transformacion perlitica 0 bien en la de
transformacion bainitica; en otras palabras, la transformacion se realizara como 10 haria la austenita en la reaccion
isotermica a la misma temperatura.
Un acero con austenita retenida -siempre hay un pequeno porcentaje de ella- revenido alas temperaturas correspondientes a esta segunda etapa, presentara una estruetura
compleja formada por los productos de descomposicion de
ambas, martensita y austenita, y se precipitara carburo de
hierro con formacion final de ferrita y cementita. El carburo
e , para revenidos muy largos, puede transformarse ya, en
esta segunda etapa, en cementita. La fig. 71 muestra la estructura alCanzada despues de un revenido a 220 C durante
dos hor~, parael mismo acero F-1l4 que venimos cansiderando.
En la etapa fin,al, tercera etapa del revenido, que normalmente se superpone con la segunda, tiene lugar la transformaci6n del carburo s inestable antes formado, redisolviendose y precipitaudose entonces cementita que se localiza dentro yen los'bordes de las agujas de martensita hasta la desaparicion ._total del carburo s . El proceso se desarrolla de
acuerdo condiferentes formas intermedias; los pequenisimos
nodulos de carburo, al aumentar la temperatura y el tiempo,
van haciendose mas gruesos, intensificandose la precipitacion
en los contornosde las agujas primitivas, cuya forma se
mantiene aun durante un tiempo muy pequeno y, finalmente, al 'continuar aumentando la temperatura, la cementita
coalesce y se globuliza, dispersandose por toda la mas a de la
antigua martensita que, por perdidas sucesivas de carbono,
esta ya tnmsformada en ferrita. A temperaturas de revenido
pr6ximas a Ai, aparece ya una estructura clara y definida
de matriz ferritica y cementita globulizada.
Un revenido durante dos horas a 400 C, produce una variacion en la estructura, tal como se presentaen la fig. 73, para un acer,o con 0,45 % C, A temperaturas mas altas, siguiendo el proceso Indicado, la estructura visible al microscopic
aparece como en la fig. 75 para e1mismo acero revenido a 600'
C durante dos haras.
En el casa'de aceras de alto contenido en carbono 0 de
aleaci6n, se considera una etapa mas, a altas temperaturas
c'::; revenido, cuarta etapa del revenido, que corresponde a la
0
0
0
precipitaci6n y coalescencia de la cementita y de los carburos
de aleaci6n.
En las figs. 70, 72, 74 Y 76, se presentan replicas de microsy tiempos de recopio elcctr(lnico para iguales temperaturas
venido, realizadas sobre el mismo acero que venimos considerando y en las que se pueden apreciar con claridad los distintos procesos en las etapas de revenido antes senaladas.
Todos est as tipos de estructuras obtenidos, que s6lo se difel enci811 en el tamafio y dispersi6n de las particulas de carlJuro y puesto que no pueden establecerse !imites bien concretos entre ellas, no deben llevar ninguna denominaci6n
especiaL sino llamarlas uniformemente estructuras de temple
representado la dureza en fun cion del contenido en carbona,
y en ella puede observarse que, ya por encima de 0,4 % C, se
alcanzan valores elevados, por encima de 60 HRc• Otras propiedades mec{micas tambien se modifican; con la dureza aumentan tambien ellimite de fluencia y la resistecia a la trac-
Fig. 76.-Revenldo
Ml}oC (4.' dapa).
'>(
,Iurantc dos hnras a
Rcplicft electr6nica.
6.000.
MARTENSITA TEMPlADA
r'IEMPO - ESCALA
LOGARITMICA
Influencia de la temperatura sabre la estructura
de revenido en un acero al carbona I ~O.45 % C)
templado desde 9500 C.
y revenido y diferenciarlas indicando, en caso necesario, la
temperatura aproximada de revenido.
El diagrama esquematico de la fig. 77 Hustra sabre las
transformaciones durante el temple y revenido y las estructuras finales obtenidas de acuerdo con el diagrama TTT del
acero tratado.
El efecto mas importante del revenido, desde el punto de
vista practico. es modificar parcialmente los efectos del enfriamiento brusco (temple), disminuyendo la dureza y eliminando las tensiones producidas en el temple:
La dureza alcanzada despues de un enfriamiento fl\pido
es, en la pnktica, s6lo fun cion del carbano disuelto en la
austenita a la temperatura de temple, ya que los elementos
aleados producen un efecto insignificante. En la fig. 57 hemas
cion, pero disminuyen la tenacidad y, por tanto, el alargamiento, estriccion y resiliencia. Un revenido a distintas temperaturas produce una disminucion de la resistencia a la
tracci6n, al mismo tiempo que de la dureza, pero mejora las
caracteristicas de ductilidad y tenacidad. En la fig. 78 puede
observarse el efecto que sobre las propiedades mecanicas de
un acero I. H. A. F-114 ( ~ 0,45 % C) producen revenidos a
diversas temperaturas (Diagrama de revenidos). El conocimiento del diagrama de revenido de un acero, es extraordinariamente importante en las aplicaciones tecnologicas posteriores del mismo.
En general, puede asegurarse que este efecto sobre las
propiedades mecanicas, es una consecuencia de modifkacionps cstructurales, pero, sobre todo, del constituyente martensita durante el revenido.
Debido a la segregacion y coalescencia de la cementita, disminuyen la dureza y la resistencia a la traccion a medid-a
que aumenta la temperatura y el tiempo de revenido, en tan-
to que aumentan el alargamiento, la estricci6n Y la resiliencia; de esta manera, cligi-endo adecuadamente el cicIo tiempo-temperatura de revenido, se puede llegar a alcanzar todas
las propiedades intermediasentre las del estado templado y
las del recocido de ablandamiento, con 10 cual las propiedades de tenacidad y la relaci6n limite ehistico-resistencia a la
traccion sean las mejores para las condiciones de trabajo exigidas al acero que se utilice.
Ac«o
Temple: En agua
F.". ,Seccion:20
H Rc
50
min~
Temp: 850°C
T1empo:Y2
Revenido:1 h
Enfrlamienlo:Aceile
h
..
RyE
2
Kll/mm
0
R
I
' H~
"
\
0
;;
"
,_
~
°1
'\
E
~
o~
I(
\
E~
150
1
I
I
30 35-
/ 1\
V
//
.....•
~
/ \
/
V
,15 30
III
\
I
p. _
A
A
I ~
/
e
V
\\
I
~p
45-
40
"'-: "
I'
E
ll:
\
100
50
50-
'i:
z
~\
,
0
E
\
",\
\
0
Iii, :~u
j
V
20 2&
R
HRc R
E
P
15 2(}
venido de unos 100° C se nota un ligero aumento de dUIeza,
incluso por encima de la de temple, y ello parece debido a la
precipitacion del carbona de la martensita tetragonal que,
por su gran dispersion, produce ellig·ero aumento de la dureza. Por otra parte, en la segunda etapa, la austenita retenida
se transforma y, a esta temperatura, la unica transformacion
posible.es en bainita, el constituyente mas proximo y parecido
a la martensita. La sustitucion d~ austenita blanda par bainita heterogenea dura, da lugar a un aumento en la dureza
del acero revenido a estas temperaturas, contrariamente a 10
que parecia esperarse.
Este fen6meno es conocido con el nombre de dureza secundaria de revenido y puede presentar earacteres muy acusados. En aceros aleados con elementos como Mo, W, Cr, V, que
dan lugar a la formacion de carburos, el gran tamano de los
atomos de tales elementos retarda el proceso de difusi6n y
exige una temperatura alta para formar y precipitar los carburos correspondientes. Revenidos a altas temperaturas 0 largos tiempos, al provocar dicha precipitacion, no solo retardan
la natural disminucion de la dureza, sino que, a ciertas temperaturas, pueden llegar incluso a aumentarla.
Un metodo practico, muy eonveniente en estos casos, cuando se van a realizar revenidos altos, consist·e en calentar lentamente, deteniendose algo a 200-250°para destruir la austenit a retenida -que se transforma entonces en bainita inferior" semejante ala martensita- elevando despues la temperatura sin ningun perjuicio, puesto que los productos de descomposicion de la bainita inferior son analogos a los de la
martensita.
10 15
f
Rc
5
10
En la practica nos encontramos, muchas veces, can que
la disminuci6n de dureza provocada par el revenido, no es
regular al aumentar la temperatura 0 el tiempo d€'l mismo,
sino que, por el ~ontrario, presenta varias irregularidades. Las
div€'rsas etapas en que hemos vista se desarrolla el proceso
de rcvenido .y la ?-mplia superposici6n de eUas, justifican dichas irregularidades. En algunos casos, a temperaturas de re-
EI aumento de las caracteristicas de tenacidad, alargagamiento, estriccion y resiliencia, que de una manera general experimenta el acero con el tratamiento de revenido, tampoco puede considerarse como regUlar. En algunos tip os de
aceros a temperaturas de revenido entre 250 y 400°,a pesar de
que experimentan un ablandamiento, la tenacidad disminuye sensiblemente y se presenta una zona de fragilidad que no
desaparece hasta haber rebasado esta temperatura. El proceso de revenido nos explica tambien esta zona de fragilidad;
en efecto, en la tercera etapa, caracterizada por la redisolucion del carburo e y precipitacion del carbona que aun contiene la martensita, formando cementita, antes de coalescer
dicha cementita, se concentra contorneando las primitivas
agujas de martensita, formando una pelicula extraordinaria-
mente fragi! y a la cual es debida la fragilidad de los aceros.
(Ver fig. 74) Revenidos a temperatura mas alta provocan la
eoalescencia de esta cementita y su dispersiOn en ]a matriz
ferritica, hacienda desaparecer esta fragilidad perjudicial.
Este fenomeno de fragilidad se canace con el nombre de fragilidad a
l08
revenidos bajos.
Modemamente, la necesidad de utilizar aceros de muy
~ta resistencia. 150-200 kg/mm', ha canducido a ]a investiga.cion de elementos de aleacion que desp1azan esta zona de
fragilidad a temperaturas mas altas, tales como el silicio
(0,5- 2 % Si), perrnitiendo emp1ear los aceros con caracterlsticas de resistencia a la tracci6n muy superiores a !as que,
h~sta ahara, venian utilizlmdose. En 1a fig. 79 se presenta el
desplazamiento, hacia temperaturas de revenido mas altas,
de la zona de fragilidad en un acero con silicio como elemento de aleacion,
RESILIENCIA
EN(Kg/cm2)
RESISTENCIA
ENtKg/mm2)
~oo
P
50
a
100
200
300 400
TEMPERATURA
500
600
DE REVE,NIDO
o
700 BOO
°C
Pilot. 79.-Influencia del revenldo sobre la reslstencia a la traccion y
resiliencla de 105 aceros con sillcio como elelncnto de aleacion.
(Pogglo).
Lafragilidad
de revenido es aun objeto de investigaci6n y
no contamos todavia con una teoria comp1eta capaz de explicarla. Se supone (19) que a a1tas temperaturas se disuelve nitr6geno en 1a austenita y despues, en e1 temple, se transfiere
a 1a martensita. Cuando esta se transforma durante e1 revenido,quedaretenido
en 1a red de hierro a de 1a ferrita, si bien
enestadode
sobresaturaci6n. A causa del calentamiento
precipita durante e1 revenido en forma de nitruro de hierro. verificandose dicha precipitaci6n par un proceso de nuc1eaci6n y
crecimiento en la forma acostumbrada para todas 1as reacdones en estado s6lido. La precipitad6n
ocurre, precisamente. en 10s bordes de grano, que son 10s 1ugares de maxima energia y, par tanto, en 10s que se inicia la nucleaci6n; 1a gran fragilidad del nitruro alIi precipitado, provoca la rotura fragil por
dichos limltes. Asi se explican los graves efectos que provoca
tan peqllefia precipitaci6n. Es muy posible que 10s elementos
de aleaci6n Mn, Cr, Ni, modifiquen favorab1emente 1as condiciones de solubilirlad del nitrogeno en el acero y, por ell0,
e1 f{'n6meno se presenta en estos aceroscon mayor intensidad.
Los aceros sensib1es a la fragilidad de revenido mejoran
considerablemente
sus condiciones por la adici6n de molibdeno en su composici6n ( -.020 c;f; Mo), bien porque este elemento impida 1a precipitaci6n de 10s nitruros 0 porque favorezca e1 que esta se produzca en e1 interior de 10s granos,
pero, en ambos casos. disminuyendo notablemente su efecto
perj udicial.
Asi pues, en la practica, s610 se puede evitar la fragilidad
de revenido en 10s aceros susceptibles a la misma, procurando
no realizar nunca revenidos muy largos en la zona peligrosa
a afiadiendo en la composici6n del acero cierta proporci6n de
molibdeno que, en parte, evite 0 retraseel fen6meno de la fragilidad. Si, a pesar de todo y con un acero de composicion
poco favorable, es preciso realizar un revenido en esta zona, se
procnrara que 1a duraci6n del mismo sea 10 mas corta posibIe; cuando e1 revenido ha de realizarse a temperaturas
superiores a 550", se puede tratar de evitar 1a fragilidad enfriando rapidamcntr cl acero hasta la temperatura ambiente,
para evitar un:--tprrrl'Hmencia prolongada del mismo en Ia zona peligrosa.
Alqllnos
En Tevenidos a temperaturas mas elevadas, 45fr-550° ,y especialmente en aceros aleadosa1 manganeso 0 al cromo-niquel,
se presenta otra zona de fragilidad muy pronunciada y de caracteristicas muy particulares. Este fenomeno de fragilidad
€s mas eonocido con el nombre de jragilidad de revenido 0
!ragifidad Krupp
lactores
que inflllyen
en el resultado
del revenido.
En el est ado actual de nuestros conocimientos meta1urgicos, 10s resultados del tratamiento
de revenido deben ser
califlcados no solo pur 10s resultados de dureza y estructura
obtenido;",sino quP es prrclso, ademas. realizar ensayos de resiIienda -y -de tnH'cion para obtener una vision mas amplia
del mismo, tendiendo siempre a con:.;eguir las propiedades
mecanicas optimas para la utilizacion posterior del acero. EI
empleo del "diagrama de revenidos" para determinar el tratamiento adecuado y elegir el cicIo tiempo temperatura correcto, resulta, pues, de extraordinaria importancia practica.
En general, el tiempo y la temperatura son equivalentes
en sus efectos sobre el revenido; cuanto mas aumentemos ambos, mas reduciremos la dureza y elcvaremos las caracteristicas de tenacidad. Existen formulas empiricas y abacos que
relacionan los efectos de estos factores (19) y permiten la
eleccion de ambos de acuerdo con la clase de acero a tratar.
La diferente 'composicion quimica y, sobre todo,la influencia de los elementos aleados· es distinta y un mismo tiempotemperatura producira efectos de magnitud diferente sobre
los valores de dureza y de resistencia. EI efecto del carbona
y de los elementos aleados sobre la estructura de temple y revenido, son las principales causas deello.
Tambien existen metodosempiricos para calcular, en un
acero determinado. la dureza a alcanzar mediante un determinado revenido despues de su temple (19).
Durante el temple de piezas de acero con distintas secciones, es frecuente obtener estructuras mixtas en el nucleo que
daran propiedades heterogeneas y, por tanto, la dureza sera
distinta desde la superficie al nucleo. EI revenido de una
pieza templada en tales condiciones provoca una disminu"ion dp dureza, pero la heterogeneidad no sera tan acentuada.
Los ef.ectos son tanto mas energicos cuanto mas inestable
sea la estructura; es dedr, para temperaturas de revenido
iguales, 10s efectos seran mayores sobre una estructura martensitica pura que sobre mezclas de martensita-bainita~perUta. Si, de una forma general, un tratamiento de revenido
suaviza el de temple, en los temples heterogeneos, a causa de
rUmensiones 'excesivas 0 variables de las piezas, falta de templabilidad 0 cualquier otra causa, el revenido tendera a suavizar e igualar dicha heterogeneidad.
En los aceros aleados sensibles al fenomeno de fragilidad.
tiene una significacion especial la velocidad de enfriamiento
despues del revenido y, particularmente, para cada composicion, la influencia de la forma de enfriamiento es distinta.En
la fig. 80 se expresan algunos resultados inter,esantes obtenidos sobre aceros al Cr-Ni (20). Ambas zonas de fragilJdad,
la primera, entre 260-335·, producida por la transforrrlacion
de la austenita retenida y la formacion de una p,elicula de cementita en los bordes de las agujas de la martensita primaria y la segunda, entre 450-550·, debida a la precipitacion de
carburos, nitruros y particulas de oxidos finisimos que dificultan el mecanismo de deslizamiento de los bordes de gra-
no (21), aparecen perfectamente definidas; enfria~ientos en
medios distintos con los que se obtienen velocidades diferentes,
modifican la posici6n de la segunda zona de fragilidad y, consecuentemente, los valores de las caracteristicas mecanicas.
16
14
~ 12
E
60
u
~ 10
en
'"
«
U
z
50
8
u
0:
I
«
N
W
5
0:
::>
a
W
i
10
100 200 300 400 500 600
TEMPERATURA
(OC
700
)
Fig. 80.-Influencia
de la temperatura
de revenldo y
de la velocldad de enfrlamiento
sobre la resilleneia
de aeeros al Cr-Ni sensibles al fen6meno de fragilidad. (Bolehowitinow).
Bajo la denominaci6n de bonificado se entiende normalmente un tratamiento de temple, seguido de otro de revenido
a una temperatura par debajo de Aci• Al contrario de los
tratamientos hasta ahora estudiados, dirigidos hacia una
modificaci6n de la dureza y de la estructura, el efecto del
bonificado se valora por su acci6n sobre la resistencia a la
tracci6n y la resiliencia de un acero.
Un tratamiento de bonificado puede hacer variar en un
amplio intervalo los valores de resistencia y tenacidad y, al
mismo tiempo, eliminar los peligros de envejecimiento. Las
demas caracteristicas mecanicas de fluencia, doblado, fatiga, pueden tambien modificarse en forma favorable.
El funaamento del tratamiento consiste en enfriar el acero con una velocidad inferior a la critica de temple para dar
lugar a la formaci6n de estructuras intermedias, bainita y
perlita, en la proporci6n necesaria junto con martensita para
obtener las propiedades deseadas. Merece destacarse el proceso en la etapa intermedia de trasformaci6n bainitica, en el
que el acera enfriado en un bano caliente (bano de sales 0
banD metalico) se mantiene a la temperatura de transformaci6n bainitica hasta la transformaci6n total de la austenita.
La estructura de bainita asi obtenida, contiene tambien 105
carburos en la misma forma que resultan despues de un trata_
miento de revenido que haya seguido a un temple. De esta
forma, puede ahorrarse el revenido posterior de la bainita.
El enfriamiento final puede hacerse en aire, agua 0 aceite, senal{mdose en cada caso el medio empleado.
Un tratamiento con el mismo fin que el bonificado es el
denominado patentado, que se realiza en alambres y bandas
de laminaci6n. En el, la transformaci6n tiene lugar en la parte inferior de la zona perlitica, obteniendose una estructura
de perlita muy fina, especialmente indicada para una deformaci6n en frio posterior, ,en el trefilado 0 laminado.
El alambre 0 la banda de laminaci6n, despues de un calentamiento por encima de As, se templaen un bano de sales
o metalieo (plomo) a 400-550°C y, finalmente, despues de un
corto tiempo, se enfria al aire (Patent ado en bano). Una estructura perlitica muy fina, con red de ferrita tambien fina
se obtiene, cuando el alambre 0 la banda de laminaci6n se enfrian al aire desde una temperatura por encima de AC3 (Patentado al aire). La austenita grosera, formada por efecto del
Calentamient9 a alta temperatura que diftculta la transformaci6n en la zona perlitica, produce una disminuci6n en la
temperatura de la misma.
Una de 1as consecuencias mas importantes de 10s estudios
realicados sabre 10s diagramas de transformacion isotermica,
ha side e1incremento de los tratamientos termicos de este tipu y el desarrollo de otros nuevas, derivados del mejor conocimiento de las tlansformaciones en, €stado solido.
Las interesantes propiedades delconstituyente bainita, la
reduccion del peligro de grietas y deformaciones, debido a que
la transformacion se realiza casi a la vez en toda la masa, la
utilizacion de banos de sales de composici6n adecuada, que
llega en ocasiones a evitar la oxidacion superficial y la posibilidad de producir un ablandarniento en mucho menos tiempo que el necesario para conseguir el mismo resultado con un
l'ecoeido de r,egeneracion clasico, son las grandes ventajas
pra~ticas derivHdas del emp1eo racional de 108conocimientos
adquiridos.
En 10s ultimos arros, ha tenido una aceptacion extraordinaria la modalidad de tratamiento conocida con el nombre
de recocido isotennico. Esencialmente, consisteen calentar el
?cero a la temperatura de austenizacion y enfriar luego ralJidamente hasta una temperatura ligeramente inferior a A"
casi siempre coincidiendo con la nariz de la curva de la "S",
manteniEmdola el tiempo suficiente para que la transformacion perlitica sea total; luego, se enfria ya al aire. La fig. 81
es una representacion ,esquematica de un recocido isotermico,
en la que pueden apreciarse las c!'racteristicas ante mencionadas. La informacion tan extraordinaria que nos proporcionan las curvas TTT, hace posible conocer y elegir las temperat uras de tratamiento mas convenientes para conseguir la
estructura y caracteristicas mecanicas que se deseen.
El tiempo pi'eciso para la realizacion de un recocido iso-
tennico, .repteSent~, aproxim~damente, el 50 % del necesario
en Wl recocido con enfriamiento lento que produzca caracteristicas analogas.En la practica, ha adquirido gran desarrollo para recocer isotennicamente piezas forjadas que pasan
directamente, desde la prensa 0 martillo y antes de que su
te;tI1peratura descienda, al bano de sales, en el que se mantiepen e1 tiempo preciso,funci6n de su composici6n, forma
y peso; enfriando despues a1 aire 0 al agua.
transformacion total de la austenita en bainita inferior, en.
friando despues al aire. El enfriamiento final hasta la tern·
peratura ambiente, no provoca mas transformaciones.
El austempering representa un destacado avance sobre
los tratamientos termicos clasicos de temple y revenido, ya
que la transformacion bainitica tierre lugar en forma isotermica :1 una temperatura relativamente alta, con 10 cual las
tensiones intern as propias de la tra.:nsformaci6n son muy
pequeiias, resultando una deformaci6n minima y, al no existir
laetapa martensitica, aparece piacticamente libre de las
microsc6picas grietas de temple.
Fig. 81.-Representacl6n' esquemAtlca de un recocldo Isotermleo.
La estructura perliticaobtenida
en este tratamiento es
muy un~fonne y fadlita rnucho el mecanizado posterior. Tiene tambi~n 1a ventaja de que las piezas tra.tadas aparecen,
al final,con una Su.perficie limpia, libre de cascarilla.
Las interesantes propiedades de la estructura bainitica,
que tieneuna tenacidadmucho mayor que ~ correspondiente
a estructuras martensiticas de temple y re.venido y para la
miSll'1adureza, han encontrado una aceptaci6n extraordinaria, utilizandQSe, para· con;seguirlas, el tratamiento isoterMico denominactoaustempeting 0 temple bainitico.
El esquema de la Fig. 82 corresponde a un tratamiento de
este tipo que, funtlamentalmente, consiste en calentar el acern hasta latemperatura
de austenizaci6n y enfriarlo luego,
rrlllY rapidamente, hil$ta una temperatura ligeramente superior a M. pero a velocidad suficiente para que no se forme
perlita, manteillendOle en un bano de sales a esta temperatura (250-550 C), el tiempo sUficiente para que se verifique la
0
La mejora de algunas de las propiedades mecanicas es,
a veces. muy notable; p. e., la estricci6nes extraordinariamente elevada para el grado de dureza del acero, la resiliencia
aumenta tambien, tiene bastante tenacidad y en el ensayo
de plegado se obtienen mejores resultados (22).
Sin embargo. este tratamiento tiene una limitaci6n y es
que puede ser dificil conseguir. en la practica, la velocidad
de enfriamiento necesaria para evitar la transformaci6n en
la nariz de la curva de la "s" y se formarian entonces conjuntamente perlitas blandas y bainita que reduceh enorrnemente Jos valores de tenacidad; al mismo tiempo varia la egtricci6n que aumenti" cuando disminuye la cantidad de austenlta retenida.
La temperatura de austenizacion influye notablemente
sobre la duraci6n del tratamiento y el tiempo ne trans formaci6n bainitica aumenta al elevarse dicha temperatura. Con
temperaturas de austenizaci6n crecientes, la tracci6n y fluencia experimentan poca variaci6n; sin embargo, la resiliencia
disminuye de forma muy acentuada.
La posibilidad de realizar el tratamiento automaticamente
en instalaciones especiales, ha permitido utilizarl0 en gran
escala, sobre todo para piezas pequenas, tales como muelles,
alambres, piezas de maquinas· de escribir y coser etc., obteniendose excelentes resultados para aceros de alto contenido
en carbona (0,5 a 12 % C), pero no tan buenos, porque los
resultados son muy irregulares, para aceros de bajo carbono.
Laspequenas piezas no sufren deformaciones y pueden tratarse en estado de acabado.
Es posible realizar una variante de este tratamiento y es
enfriar rapidamente, desde la temperatura de austenizaci6n
en un bano hasta una temperatura inferior a Ma, con
10 que ocurre alga de transformaci6n martesitica e, inmediatamente, se pasa a otro banD de temperatura. precisa para
que se efectue la transformacion bainitica del resto de la masa que aun estaba en forma de austenita. Al final se tiene una
estructura que es mezcla de martensita y bainita, pero las
propiedades mecanicas, si bien todavia aceptables, no son
tan buenas como en el tratamiento de temple bainitico propiamente dicho.
EI conocimiento mas completo de la transformacion martensitica, ha permitido desarrollar aun otra modalidad de tratamiento isotermico: es la llamada martempering.
En cualquier medio de temple, el efecto de masa es la
causa de que el micleo de una pieza se enfrie mas lentamente que la superficie. Esto puede provocar, sobre todo con enfriamientos superficiales muy rapid os, el agrietamiento de la
pieza tratada, porque, como se ha mencionado, la martensita. tiene mas volumen que la austenita de que procede.
Este tratamiento de martempering se desarrollo, precisamente, para tratar de evitar tas grietas de temple y ha sido
representado esquematicamente en la fig. 83. En la practica
seefectua enfriando el acero desde la temperatura de austenizacion en un banD de sales, cuya temperatura sea justo por
encima del punta M. de comienzo de formacion martensitica
(200-300· C) Ymanteniendole dentro del banD el tiempo necesario para conseguir que toda la masa, incluso el nucleo de
la pieza, alcanoe e iguale la temperatura del banD, no prolongando el tiempo demasiado para evitar que se inicie la transformacion buinitica y enfriandose seguidamente en el aire.
La transformacion martensitica oeline durante el, relativamente lento, enfriamiento en el aire, y puesto que el gra-
diente de temperatura, caracteristico del temple elasico, no
existe, la superficie y el nueleo terminan de enfriarse a Ias
mismas velocidades, formandose martensita casi simultaneamente en toda la seccion, tanto en las secciones grandes comoen las pequeiias, y las tensiones producidas por la transformacion son muchisimo menores; como consecuencia, las
deformaciones y grietas de temple son minimas. La transformacion simultanea ,en toda la seccion y la formacion de
mart,ensita cUbica en lugar de martensita tetragonal, son las
causas de que se obtengan caracteristicas de tenacidad mas
altas, junto con tensiones y deformaciones minimas. 8i conviene disminuir la dureza 0 modificar otras propiedades mecanicas, puede realizarse un revenido posterior que producira
10smismos efectos que ,el revenidt, c1asico.
Como en el caso del austempeLng, puede ocurrir identica
limitacion: que la curva de enfriamiento corte a la nariz del
diagram a y, en ese casa, aillegar a la zona de transformacion
martensiLica, parte de laestructura no seria ya austenita sino
perlita y no podria transformarse. Conviene, pueSt conocer
previamente la curva de la "8" de enfriamiento continuo del
aoero que se trate y, especialmente, la posicion de la nariz
pe!litica, la temperatura M. yel tiempo preciso para que se
inicie la transformacion bainitica a la temperatura ligeramente superior a M. que va a utilizarse en el baiio de sales.
El valor de Ms tambien es necesario conocerlo, porque, en
algunoscasos, varia Qastante con la temperatura de austenizaci6n; al elevarse esta, desciende aquella.
El tratamiento de martempering haencontrado
aplicacion,es practicas .en mUltiples casos: herramientas, rodamientos, de bolas, cojinetes, engranajes, troqueles, etc., y muehas otraspiezas en las que existian enormes dificultades de!)iQ.aB ala distorsi6n y grietas producidas en los tratamientos
clasicos de temple y revenido. y en las que el porcentaje de
las rechazadas eta bastante alto.
OTROS TRATAMIENTOS TERMICOS:
RECOCIDO. NORMALIZADO
En muchos casos, es interesante y conveniente someter el
acero a un tratamiento queestabilice su estructura y modifique su dureza, favoreciendo as! su ductilidad. Con ello se
consigue, en general, obtener unas condiciones optimas para
poder mecanizarlo sin dificultad 0 tenerlo en la forma mas
apropiada para poder sufrir deformaciones mecanicas. A veces, antes de someterlo a un tratamiento de temple y revenido. es preciso eliminar estructuras groseras (estructuras de
colada). inhomogeneidades 0 tensiones mecanicas producidas en los distintos procesos de hechurado (estructuras de
laminacion, forja,etc.) y obtener una estructura fina y regUlar. apropiada para ulteriores tratamientos. En algunos
tipos de acero, para modificar sus propiedades electric as 0
magneticas.
Consecuentemente s,e emplean procesos de calentamiento y enfriamiento adecuados para conseguir el desarrollo de
transformaciones capaces de llevar 'el acero a un estado estruetural, considerado practicamente como estable. Estos tratamientos son los denominados usualmente recocido y normalizado.
La denominacion de recocido se aplica generalmente a
toda una serie cletratamientos. euyo fin principal es ablandar
cl acrfO. talrs como ff'cociclode regeneraci6n 0 recocido total,
n'cllciclo d(' frcristalizaci6n. globulizaci6n. de difusi6n, etc.
Puesto que en todos ellos se trata de obtener estructuras
estables, a la vista del diagrama \-'!p ·{uilibrio hierro-carbono,
que muestra los intervalos de compos.. ion y temperaturas en
los que las distintas fases son estabLs :/ ]00 llmitf's en los cuales ocurren los cambios de fase; es senejllo determillar el tratamiento conveniente para lograr e: objetivo buscado. Asi, un
tratamiento de recocido exigira, f'Jl ia nractica usual, un calentanli:ento a temperatura suficient ~",ra qne toda la masa
de acero se transforme en su fase ('<tahle a aIta temperatura,
seguido de un enfriamiento lento p.ra permitir que todas las
reacciones se desarrollen plenamente y el acero se transfortlle en la fase estable a baja temperatura, a la temperatura
ambiente.
En el diagrama de equilibrio de la fig. 84 estan marcadas
las zonas de temperatura para 108 diversos contenidos en
carbono de los acetos y en las que debe realizarse el tratamiento de recocido en las divers as modalidades que estudiaremos. Conviene recordar nuevamente que la temperatura
critiea de la transfonnacion "'(- a y a eausa del fen6meno
de hister~is que ya h.emos mencionado, se ,eleva durante el
calent9mlento (~20-30°
C), mientras que desciende al
aument;.arla velocidad de enfriamiento, dando origen a pequenas variaciones en la posicion de las lineas de equilibrio y que,
asimismo, las aleaciones tecnicas hierro-carbono contienen
proporciones variables de manganeso y silicio que pued-enmodificar ligeramente el curso de dichas lineas de equilibrio.
El recocido de regeneraci6n 0 recocido total es el recocido
pJ)Opiamentedicho y en el se calienta eelacero 30 - 50· C par
encima de la temperatura critica Ac, en 10s aceros hipooutectoides y porencima de Ac, en 108 hipereutectoides, manteniendole un tiempo de 1 h., aproximadamente, por cada 25
milimetros de dimension menor de la seccion, seguido de un
enfriamiento lento, por 10 menos hasta 1a temperatura Ar,
"on objeto de obtener un grana grueso, mas ventajoso para e1
mecanizado, y una configuraci-6n mas dislocada de 1a perlita.
~n general, se deja enfriar dentro del mismo homo y se produce una estructura de grandes masas de perlita rodeadas por
granos de ferrita en 105 aceros hipoeutectoides y por cementita en Ins hipereutectoides.
Siendo el carburo de hierro un eonstituyente duro y fragi!
y su presencia en 10s aceros hipereutectoides normal, 1a eapacidad de mecanizado de 108 mi$mos es muy r,educida. pero 10
E'S mas aun si la cementita seencuentra
fonnando redes alrededor de las masas perliticas, por 10 que tal r·ecocido total es
muy poco empleado para los aceros altos en carbona. En 1a
figura 37 se observa la estruetura de recocido en un acero de
~ 0,45 % C, m~riado en el homu desde 900 C
0
El recocido de ablandamiento 0 de globulizaci6n es el tratamiento idoneo para ablandar y favorecer la deformacion en
frio y la mecanizacion de 108 aceros hipereutectoides. La presencia en ellos del carburo de hierro y la distribucion del mis-
<{
600
a:
::l
~
<{
a:
UJ
0-
:£
UJ
I-
300
o
0.2
0,4
0.6
CONTENIDO
_
0.8
1.0
1,2
1.4
EN CARBONO ( % )
Recocido de difu~ion
m-
Normalizado
~
R~cocidopara ellminaci6n de tensiones
~~'//.;.':'%
Recocido de g!obulizaci6n
~
Recocido cle recristalizacion
Wmffij RP.'cocidototal
mO,es 1a causa de su faIta de maquinabilidad. a no ser que se
destruya 1a conformacion de las laminas duras de cementita
en 1a perlita ye1 reticu10 de cementita proeutectoide. Ello se
consigue mediante un recocido prolongado a una temperatura
justo por debajo de Ac, 0 pOl'ca1entamiento poco por encima
de Ac" con subsiguienteenfriamiento lento; 0 bien, mediante
un recocido oscilante, alternativamente. por encima y por debajo de Ac,: la estructura obtenida esta constituida por una
matriz ferritica en 1aque 10scarburos duros existen como particu1as esferoida1es (g16bulos),rcgu1armente dispersos, tal como se observa en la fig. 25 para un acero con 1,12 % C. El recocido por debajo de A C, se emp1ea con p:"efer.enciaen aceros
hipoeutectoides; sin embargo, tal operaci6n en este tipo de
aceros tiene menos valor, dado que el recocido total es mas
facH y econ6mico para lagrar e1ablandamiento. El recocido
por encima de AC1 (l5-500) se utiliza normalmente para globulizar 10s aceros hipereutectoides y, enellos, los pequefios g16bulas de cementita actuan en el enfriamiento como nucleos
de cristalizacion y todo el carbono 0 carburos disueltos en la
austenita coalescen a su alrededor formando g16bulos relativamente grandes. $i se eleva mucho 1a temperatura, partimos, para e1 enfriamtento, de una estructura austenitica que
Hende siempre a lasformas perliticas 1aminares. El r-ecocido
por encima de Ac, en los aceros hipereutectoides, origina, al
mismo tiempo. una transformaci6n granular en el sentido de
un nonnalizado.
Los recocidos oscilantes se suelen recomendar tambit§n para aceros tie altaaleaci6n; sin embargo. investigaciones recientes (28) parecen mostrar que los recocidos ascilantes no siempre producen buenos resultados en 108aceros hipereutectoides y que, cuando exist€ una recIde cementita. la elevaci6n de
temperatura por encima de ACt no es suficiente para destruirla. Un recocido por encima de Ac, y hasta ligeramente
superior a AC3• manteniendo luego un largo tiempo a 720 C
(Ar,). seguido deenfriamIento hasta 600 C (10° C/hora), proporciona mucha mas seguridad de obtener una estructura globulizada, a pesar de ser un tratamiento mucho mas largo.
Como tratamiento especialmente favorable para conseguir
la globulizacion de la cementita, se recomienda un recocido
con transformacion isotermica (24). Despues de calentar el
l'lcero a temperaturas ligeramente superiores .a Ac• se enIria con rapidez, a ser posible en otro horno, a 10-50° C por
encima de Art (en general a temperaturas entre Ar3 Y Ar,)
y se mantiene a esta temperatura el tiempo necesario para la
transformacron isotermica completa, enfriandolo despues~ •.l
aire. Esta mayor 0 menor temperat1lra entre Ar3 y Ar t tiene
gran influencia sobre el tamaiio de los globulos de cementita
obtenidos. Corrientemente, puesto que 'el tiempo necesario
para la transformacion isotermica de la austenita es grande,
se realiza solo una transformacion parcial en esa zona (aproximadamente 700' C) Y el final a temperatura mas baja (6000
C), co~ 10 cuaJ se ahorra mucho tiempo y, si bien la dureza
obtenida no es la menor, suele ser. ya aceptable.
En la fig. 85 se muestran las temperaturas apropiadas y
108 tiempos precisos para la globulizacion de un acero hipereutectoide aleado. La linea GDE muestra el intervalo de temDE F G D~lntervalo de recocldo
para grandes espesores
ABC E F G Aalntervalo de recocido
para pequenos espesores
H B E·Li m,solubilidad de la cementita reticUlar
G1=PrinciDio de sobre cal >nlar,il>nlo
800
J
F
Lf- ,
I
-
830
810
u
0
<l:
Ct:
::>
I-
<l:
Ct:
UJ
n.
:E
UJ
I-
"-
"
E
"
""
<", ,,"
,
,
::":
:;":,"
.
790
,"-:,
,~
,
,
V '; /
, /
,
770 /:;/
, ~ !
C
", ~:
::;:.
./
-
,"i- r- -
750
.\.
T
730
•
4
.'
'~
'.
/.
/
I
I
710 r • Estructura correcta
r- "
690 ff-
670
o
:/ t/
,
G
+j-
-
f- --
J._
~~
-=~ AC3
§~
-~
""I
Ar_
I"
con cementita retIcular
• Es lructura incorrecta
I I} Ir.
~
I jconcr,entifarefic,ular
I i I I
I I
I
I I
N
730
~ .,E" ; "! g
,'"'
. o.
-Ii.
",'
'
'.! ~
r ~ 710
;J:l
"J
~. 'r -",-i 8 690
.. ~I" t ~
670
<
6
2
750
~
Ll !
it M ~L
8
0
0
Fig.
Ro,-Temperaturas
y tiempos de recocido para la globulizaclon
de un
hlpereutectoide
aleau\,' (1 % C, 1 % Cr), (Hiilbruch y Theis).
acero
peratura y tiempos necesario de tratamiento si hay red de
cementita y la AGF indica el limite de temperaturas y tiempos a emplear. La zona de la transformacion isotermica se
representa en la parte derecha de la figura y la linea LMN, el
tiempo minimo preciso para la misma. A temperaturas por
encima de 700 C aparece cementita mas grosera y blanda y,
por debaja, mas fina y dura.
En la practica, el tratamiento isotermico de globulizacion
es sencillo de realizar, utilizando un homo continuo (24), en
el que se tiene el acera corto tiempo a una temperatura de
0
850·, enfriando despues rapidame.l'1te, a voluntad, hasta 650·
700·. Se realiza luego un calentamiento posterior a 740-800°,
se mantiene, despues de enfriado, a 720° un cierto tiempo y
finalmente, con lentitud, hasta 620° C. La duraci6n total del
tratamiento es, aproximadamente, de dace a catorce horas.
El metodo permite realizarlo aun en aceros hipoeutectoides, como una etapa mas en procesos de forja y laminado. En
10s primeros, se lleva el tacho forjado, directamente, a un bantY
de sales a 680-640° y se transform a isotermicam-ente, 10 que
tiene Jugar en corto tiempo ( ~ 60 min.), enfriandolo despues
al aire (25) y en 100 segundos, suponiendo que latemperatura
de laminaci6n sea de 825-875°, se enfna rapidamente hasta
POCD por encima de A r, (~
700· C). Se mantiene a la temperatura el tiempo preciso y se enfria lentamente, de aouerdo
con la composicion del acero.
,
,En el acero deform ado en frio porestirado, laminacion,
prensado, etc., un recocido por debajo del punta Aci. provoca
una neutralizacion de la acritud originada por la deform&.
cion en frio y la formacion de nuevos cristales, recocido de recristalizaci6n.
Sin intentar estudiar la teoria de 108 procesos de recristalizaci6n, que se saldrian del campo limitado de est a monogratia, conviene recordar que, sobre el resultado del.recocido
de recristalizacion, algunos factores, como composicion del acero.y elementos de .a1eacion, estructura inioiaI, grade de detormaci6n, temperatura y tiempo de recocido y v,eIoeidad de
calentamierito, son de enraordinariointeres.
EI grado de deformacion y Iaestructura inicial, produeen una disminuci6n
de Ia temperatura de recristalizacion y puede oeurri! que temperatura.s relativamente bajas produzcan una considerable
formacion de grallos gtuesOSy, con eno, una apreciabie disminuei6n en alJrona8 caracteristicas mecanicas (resistenCia a la
traoci6n, limite de pr6p<)tcionalidad) y aumento en otras (estricci6n, alargamiento). Pot la misma causa, la duracion del
recocido d'ebe tambien tenerse en cuenta.
En el caso de que nointerese Ia formaci6n de grana grueso, eI recocido de rec:ristalizaci6n debe ser sustituido Por un
norrnalizado,eI cUall'leutraliza:, de Ia mlsma manera, el efeeto
de una. def~Ci6n
en frio,
Para eliminar 'laste1lsiones producidas por un enfriamiento irregular despues dela colada, pot un proceso de forja, laminaci6n 0 simpl~~ente por ~mecanizado, serecuece e1a~efO a temperaturas 10 sUficientemente altas para que puedan
aliviar dichas tensiones, pero, tan por debajo de la tem.per-atura critiea A
que no se produzca ninguna mocHficacion
estLlcturai indeseabie. Por efedo del calentamiento a est a
reiativamentf. baja temperatura,el
acero llega a perder sus
C1
tensiones. porque la movilidad de sus atomos aumenta. reordenandose en sus primitivas posiciones. Se trata de un reeocido de eliminacion de tensiones que de ordinario se realiza
a unos 550-650 C. seguido dE; un enfriamiento muy lento en
el propio homo, aunque. a temperaturas mas bajas, la reduccion de tensiones puede tam bien ser apreciable.
En gr~des construcciones soldadas, calderas. tubos,' construcdanes navales, etc.,es de singular importancia la destruccion 0 alivio de tensiones producidas pOl'el proceso desolda.dura que, en ,algunos casos, son causa de grietas y, en muchos,
origen de variaciones locales en las propiedades mecanicas,
causa de roturas, imperfecciones, etc.
Todos los recocidos produeen una modificaeion sobre la
estructura y el tamano de.lgrana secundario, pero, en niuchos
casos, es de vital importancia actual' sobre el grana primario,
e&toes, el que se forma en la solidificaci6n, en el intervalo
de temperaturas entre las lineas "liquidUS" y "solidus" del
diagram a de equilibria.
Uti enfriamiento lento en este intervalo conduce a una
estructura dendritica y e110ocasiona en la estructura de colada y tambien en forj ados y laminados, inhomogeneidades estructurales que perjudican los valores de tenacidad del acero.
Un recocido de larga duracion a temperaturaselevadas, mas 0
menos alejadas de la linea "solidus" (unos 1.050 hasta 1.2500
C), puede lograr igualar las diferencias de concentraci6n producidas pol' segregacion durante el enfriamiento, eliminando
las formaciones dendriticas; al mismo tiempo se confonnan
con frecueneia las inclusiones presentes en el aoero.
Mediante un recocido de este tipo, recocido de difustYm, es
posible mejorar la capacidad de deformaci6n en caliente y las
propiedades mecanicas que se obtienen durante la forja. Adquiere especial importancia para eliminar la estructura de
colada en los aceros de alta aleacion. El recocido de difusi6n
es tambien apropiado para destruir la estructura de bandas
que, si bien puede eliminarse en parte mediante un normalizado, solo realizando un recocido de difusi6n puede destruirse
totalmente.
Un tratamiento de este tipo produee 16gicamente un ~ensible aumento del tamafio de grana que es preciso volver a eUminar despues con un normalizado unico 0 repetido vafias
veces. El recocido de difusi6n es efectivo cuando se realiza
dUfhnte largo tiempo (30 - 40 horas), pero hay que contar
siempre con una fuerte oxidacion superficial.
Facilmente se produce tambien, duranteel recocido, una
decarburaci6n de la superficie del acero, debido a que los gases del homo de recoC'idoreaccionan conel carbona del acero,
que se combina y desprende en forma gaseosa. La capa super0
fidal decarbllrada queda asi can diferente concentracion de
carbono que el nueleo y, en un tratamiento posterior de temple, el acero adquiere una dureza insufidente. El peligro de
decarburacion es tanto mayor cuanto mas alta es la temperatura y mas largo ,el tiempo de recocido. En la generalidad de
los aceros, cuando se requiere una dureza determinada y propiedades uniformeschasta el borde, no hay mas remedio que
separar la capa decarburada por mecanizado, 10que, especialmente en 10s tratamientos de larga duradon, produce en el
ya elevado coste del tratamiento, un apreciable aumento.
Finalmente, cabe mencionar el cambia de propiedades que
experimentan 10saceros pobres en carbono (0,15 % C), deformadosen frio por permanencia prolongada a la temperatura
ambi'ente. Este hecho recibe el nombre de envejecimiento y
puede aeel1erarsepor calentarriiento hasta 200 - 300° C, de tal
modo, que el estado final que adquiriria el acero despues de
largo tiempo, se consigue en poeas horas (envejecimiento artificial). Asi, pues, los aceros al carbona suaves, estirados en
frio, modifican las propiedades mecanica:s-~hay un aumento
de dureza y resistencia y una disminucion de alargamiento y
resiUencia--,cuanda se calientan a temperaturas bajas; despues, lestas propiedades aumentan hasta 500° C y, finalmente,
se estabilizan ya hacia 650-700° C. En un sentido mas amplio,
podemos llamar tambien envejecimiento a esta variacion de
propiedades que ocurren en el calentamiento a bajas temperaturas.
La s-ensibilidad al fenomeno de envejecimiento que parece
depender de la forma y metodo de fusion (26), se disminuye
grandemente por la adici6n de aluminio 0 titanio duran te la
colada. Este tratamiento 5e emplea con frecuencia en aceros
par.a chapas, flejes, trabajos de embutici6n profunda en los
que interesa evitar el efecto pernicioso del envejecimiento.
Con una pequefia proporci6n de cobre (~1 % Cu), se consigue
tambien eh 10s aeeros para tUbos y calderas (26), despues de
un recocido a 650 - 7QO°, una estabilizaci6n total. l\'Hentras que
un enftiamiento ctesde temperaturas de normalizado 0 de
lamina-do mantiene el cobre aun en soluci6n, un recocido a
650 - WOO produce una segregaci6n total del mismo y el acero
permanece ya invariable. Un tratamiento de esta clase recibe
el nornore de recocido de estabilizaci6n y puede emplearse
si,empre, cOnadecuadas temperaturas, en todas las aleaciones
que posean un componente capaz de segregarse.
El tratamiento de normalizado, como indica su nombre, 5e
da a los aceros para tratar de conseguir en ellos la estructura
y caracteristicas que puedan considerarse normales de acuer-
do con su composici6n. Es un tratamiento tipicoen los aceros finos de construcci6n, pero se utiliza tambien para piezas
fundidas, forjadas, laminados, mecanizados, etc. y, en general
siempre que se trate deeliminar las tensiones producidas por
cualquier metodo de hechurado. Tambien tiene interes para
destruir los efectos producidos por un sobrecalentamiento 0
tratamiento termico anterior.
El tratamiento de normalizado .consiste en un calentamien to par encima de la temperatura, cntica .AC3 (Vease diagrama Fe-C, por encima de la linea GOS) para los aceros hipoeutectoides y eutectoides y por encima de AC1 para 108hipereutectoides cOn enfriamiento subsiguienteen atmosfera
tranquila. Puesto que un recocido prolongado en la region
de temperatura de la austenitaproduce un considerable aumento del tamafio de grano, que depende principalmente de
la, temperatura y del tiempo del mismo, la temperatura del
normalizado debe pasar poco porencima de Aca y no permanecer mas tiempo del necesario para el calentamiento uniforme de la pieza. En estas condiciones, el doble transcurso
de la reaceion:
.
a~- "()
( "(-a
durante el calentamiento y enfriamiento, da lugar a una
transformaci6n granular de estructura fina y uniforme. Por
esta causa, esta indicado su empleo en el acero moldeado, con
el fin de eliminar la estructura de colada, generalmente de
grano grueso y, por 10 mismo, desfavorable para las propiedades mecanicas. En semiproductos de laminado 0 forjado
puede hacerse tambiell un tratamiento de normalizado que,
por otra parte, solo proporciona ventajas, ya que no introduce
ningun cambio en laestructl.lra.
Las velocidades de calentamiento y enfriamiento tienen,
enel norrnalizado, una influencia deeisiva que se traduce en
en hecho de que la estructura se vuelve tanto mas ftna cuanto
mas rapido es el calentamiento y el enfriamiento; por supuesto que la velocidad de enfriamiento no debe aumentar hasta
el punto de que aparezcan fen6menos de endurecimiento. Para obtener un resultado carrecto del normalizado, conviene
tener en cuenta algunos puntos esenciales en la practica del
tratamiento: que la t~peratura
de austenizacion no sobrepase mucho la de ACa ; que el tiempo que la pieza es mantenida a dicha temperatura. sea el mas corto posible; que el
calentamiento,es decir, la elevaci6n de temperatura en el intervalo de transformaci6n, spa rapido y que la clase y veloci-
dad de enfriamiento, sean adecuadas alas caracteristicas del
material que se trata.
En. aceros con contenido de carbona bajo y mediano, un
recocido prolongado 0 a temperatura aIta en la zona de las
solucionessolidas I, produce un grano grande de austenita y
durante el enfriamiento se produce, muy a menudo, no solo
enlos lirnites de grano, sino tambien dentro de los cristales
de austenita y en determinados pIanos cristalognificos prefer~ntes, ferrita precipitada que forma la llamada estructura
de Widmanstaten (Fig. 24). En estructuras de cola-da a despues de un sobrecalentamiento, es tambien frecuente. Dicha
estructura puede ser eliminada por transformacion -del tamafio de grano, rnanteniendo un as condicion~s de -enfriami-ento apropiadas, que son precisamente !as de un normalizado.
La fig. 86 corresponde ·al mismo acero de la fig. 37, despues
de un tratamiento de normalizado.
En la tabla II hemos resumido los distintos tr<..tamientos
de recocido antes mencionooos, asi como las caracteristicas
principales de cada uno deellos. (Pa:~.107)
TRATAMIENTOS SUPERFICIALES DE
ENDURECIMIENTO
Los diferentes procesos de endurecimiento superficial, en
general, tienen por objeto la produccion de piezas acabadas
con una superficie dura y resistente al desgaste, pew conservando al mismo tiempo un nucleo tenaz, ductil y con elevadas
en racteristicas mecanicas, capaz de soportar los choques y esfuerzos a que puedenestar sometidas las piezas tratadas.
Este resultado se obtiene mediante procesos diferentes que
podemos dividir en dos grupos fundamentales, los que modifican la composicion de la superficie de la pieza y los en que
el mismo efecto se consigue mediante una modificacion estruetural, producida por calentamientos preferentes y templados de la capa superficial.
En los primeros, la alteracion de la romposicion quimica
de la superficie se consigue por cilfusion de carbono (cementacion), de nitrogeno (nitruracion), de ambos (carbonitruracion) 0 de azufre (sulfinizacion), sumergiendo las piezas a tratar en banos de sales fundidas 0 atmosferas controladas y 10grando su incorporacion a traves de un ciclo tiempo-temperatura. Al final, las piezas son sometidas a un tratamiento
termico para obtener las propiedades optimas de la superficie
y del nucleo.
En los segundos, calentamiento por induccion 0 temple
a la llama, se utiliza un principio totalmente diferente. El
carbo2io necesario para obtener una dureza suficientemente
elev:=!daexiste ya en el acero de composicion y templabilidad
adecuadas y la diferencia de dureza entre la superficie y el
nudeo se consiglle por calentamiento local y selectivo de la
c.ap:=!.
superficial y temple inmediato. Las propiedades mecan; ..,3 del nucleo son las mismas del material de partida. ya
que permanece practicamente inalterado durante el tratamiento y las de la capa superficial son las del mismo material templado.
Los procesos que alteran la composici6n de la superficie
presentan ciertas desventajas, entre elIas, 'el que es preciso
calentar dos veces la pieza a tratar, una para difundir el elemento que se incorpora y otra para realizar el tratamiento
del nucleo. En general, la manipulaci6n de las piezases fastidiosa, el proceso largo (desde 15 min. hasta varias horas)
y el nucleo se halla durante la mayor parte del tiempo sometido a un calentamiento que puede conducir a modificaciones
en su constituci6n estructural. Finalmente, sefialaremos que
es dificil obtener una variaci6n continua de propiedades entre la capa extern a cementada 0 nitrurada y el nucleo.
En el temple por calentamiento de inducci6n 0 a la llama,
el calentamiento esta esencialmente limitado a las capas superficiales, sin que sea practicamente afectado el nucleo. Entre nucleo y superficie hay una zona de transici6n, en la que
el acero ha sido calentado a una temperatura inferior a la
de temple y la estructura y propiedades son intermedias, variando progresivamente desde la capa exterior al nucleo. Por
otra parte, calentamiento y temple seefectuan en la misma
fase de trabajo, que no dura mas que unos pacos segundos.
La ventaja de poder realizar el temple a la llama 0 por
inducci6n en forma continua y automatica, y el poder realizar el tratamiento sobre piezas acabadas, ha impulsado el
desarrollo de dispositivos mecanicos, adecuados para el tratamiento de grandes series de piezas, fundamentalmente en
la industria automovilistica y pequefia maquinaria. Los tratamientos de cementaci6n, nitruraci6n, etc., tienen, sin embargo, gran importancia en el tratamiento de piezas pesadas
y en la pequefia idustria.
Endurecimiento superficial con variacion en la composicion
quimica.
En la mayoria de 108 tratamientos con variaci6n en la
cornposici6n de la capa superficial, se trata de conseguir un
endurecimiento de la misrna que mejore la resistencia al desgaste, pero se tealizan tambien tratamientos para elevar las
caracteristicas de fluencia y resistencia a la oxidaci6n 0 formaci6n de cascarilla. En general, se trata de incorporar desde
el exterior algun elemento que, difundiendose en la capa superficial, produzca el efecto endurecedor que buscamos. Segun
se trate de carbona, nitr6geno, 0 de ambos, tal operaci6n recibe el nornbre de cementacion, nitruracion 0 carbonitruracion. Recientemente se incorpora tambi{~nazufre a la capa
wperficial que, aunque no produce un aumento grande de
la dureza del acero, mejora extraordinariamente la resistencia
al desgaste; el tratamiento se denomina SUlfinizaci6n.
El elemento mas import ante eplpleado para modificar la
composicion de la capa superficial, es el carbona y, tambien,
casi exelusivamente, es el responsable de la elevaci6n de dureza superficial y consecuentemente del aumento de la resistencia al desgaste.
El proceso de incorporacionde carbona parece tener lugar par intermedio de una fase gaseosa, no por contacto directo del acero can el agente carburante, de forma tal, que la
molecula gaseosa portadora del carbono es absorbida y "atrapada" entre los ~itomosde la red del hierro base, disociandose
despues bajo la accion del campo de fuerzas del solido y, ft·
nalmmte, difundiendose 108 iones resultantes a traves de la
superficie y hacia el interior de la pieza, por efecto de la temperatura y tiempo de tratamiento, de acuerdo can las leyes
de 1adifusion (27).
El acero es sometido despues a un trata.miento termico
adecuado para conseguir las estructuras deseadas, de acuerdo
con las caracteristicas mecanicas solicitadas.
Despues de cementada, una pieza se compone de dos ZOnas principales de diferente composicion: el nUeleo, can una
estructura de recocido de grana mas 0 menos grueso y la capa
cementada, con un alto contenido en carbono y estructura de
un acero eutectoide 0 hipereutectoide. Entre ambas, una estrecha zona de transici6n con estructuras mezeladas. Puesto
que ambas zonas son inseparables y de distinta composici6n,
sera precisa emplear tratamientos diferentes adecuados para
las dos, o. al menos que, si favorecen las caracteristicas de
una, no perjudiquen a la otra. El alto contenido en carbona
de la capa cementada, permite elegir una temperatura de
temple relativamente baja, que no llega a la de transform acion AC3 del nueleo. Para evitar efectos de sobrecalentamien·
to, se tempIa primero el nueleo y despues, a temperatura mas
baja, la capa cementada. El doble temple, sin embargo, es necesario solo cuandoel grana del nueleo es muy grande, por
ejemplo, en cementaciones durante largo tiempo y a alta
(*) Recomendamos al lector interesado, los trabajos de Pamey (27) y Schlat·
tenscheck (28) que exponen los fundamimtos del problema en forma magistral. asl
como el excelente trabajo de P. Gomez Baeza y E. Asensi Alvarez·Arenas (32)
sobre 10s aceros nacionales de cementaci6n, muchas de cuyas consideraciones hemos
tenido en cuenla al redactar este capitulo.
~mpet~tura.. A~tualmente se emp1ea cada vez menos, debido
a-qu.eseha
incrementado la fabricacion de aeeros de grano
~p:6.Enla mayorla de 100 casos basta un solo tratamiento,
~
sea un temple directo desde la temperatura de cementacl6n 0 g.esde por encima de Aca seguido de un revenido
fi1:),al.Casi siempre, 1a e1ecci6n de un tratamiento seneillo
o doble es m~ bien un problema economico; las partieularidades d..e1os diversos tratamientos empleados seran estudiados
nias adelarite.
Teniendo en cuenta que la capa cementada es decisiva,
en la.mayorla. d:¢ 108 casos, para obtener unadureza capaz de
SDportar e1:evaciaspresicmes, resistente al desgaste 0 eon la
sUflc1ente elasticidad para permanecer inalterable bajo es~
tuerzOl;>alternativos de torsion 0 de flexi6n, la absorcion de
cirhono ·enla tnisma debe conducirse de forma tal, que se alcanee en elia la c:onstitucion eutectoide, evitando la formacion
0 atistenita retenida, que es causa de
de cementltaI'eticular
fragi).idadJ<lUr~za,inhomog.eneidad, .ete. En general, para evit"r la.fc>nnaciOn de una capa cementada hipereutectoide de
grana grueso, no conviene utilizar una temperatura excesiva.rn.ente a.lta y tiempQ$ muy largos, ni tampoco elegir cementantes demasiado activOs. En la practica, una estructura correcta en una capa eementada. profunda se obtiene empleando
"un ce~entantede
tipoD;l:edioy, para profundidades pequefias,
un cementante muy activo.
.
Conviene pues,conocer, en ·el proceso d·e cementacion, las
condiciones en que se realiza la incorporaci6n de carbono en
la ,capa superficial, lascaracteristicas
del cementante y las
•....luen.c.ias.q. ue la. tern.pe.t.a.tura,. ·~Ul'.acion del ..trp....
tamt.ento. '
,flementos aleantes, tamafio de grano, etc., ejercen sobre ei
0, y disponer de Meros seleccianados, de a.cuerdo con
exigenclas tecnicas y econ6mlcas de utflizacion.
Capa cementada y mecanismo de la cementaciOn.
, En la cementaci6n se pretende que la. capa enriquecida en
carbono tenga una cierta prorundidad, variable de acuerdo
con las condiciones de empleo de las piezas cementadas. Capas
delgadas, de menos de .,0,5 mIn., en pequefiaspiezas
de motortS y maquinaria que se templan directamente. desde la
temperatura de cementacion y 8e empleansiempre sin rectiftcado posterior; capas de espeSor medio (0,50 a 1,5 mm.), que
son las mas corrientes en aceios al carbono 0 aleados, de piezas utilizadas tambien en la fabricacion de maqulnas y motores y capas profundas, de gran esp-esor (). 1,5 mm.}, 0010
empleadas parapiezas muy grandes, chapas de blindaje, etc.
En todos los metodos de carburacion, bien sea en medio
s6lido, liquido 0 gaseoso, la reacci6n por la cual el carbona es
transferido al acero es una reacci6n en fase gasrosa. En el
medio cementante se producir{m rapidamente una serie de
reacciones que estableceran una concentraci6n de carbono, la
maxima posible segun la composici6n del medio, en una capa
superficial infinitamente delgada sobre la pieza a tratar, y
para que la carburaci6n progrese en profundidad, es necesario que este carbono se difunda hacia las capas subadyacentes del interior de la pieza, 10 que Hene lugar por difusi6n y
gracias al potencial de carbono creado. De esta forma, es la difusi6n el proceso que controla la cinetica de la cementaci6n y
las condiciones de equilibrio entre el medio cementante y la
superficie del acero a cementar, deciden si el carbono cedido
por el medio puede 0 no ser absorbido. La tendencia del medio a ceder carbona sera tanto mayor, cuanto mas lejos se haIle
de las condiciones de equilibrio con el acero y, por ella, resultara conveniente emplear medios cementantes con potencial de carbono elevado, logrando asi velocidades de cementacion mayores, pero con la limitaci6n de que la velocidad de
cesion decarbono por el cementante a la interfase gas-metal, sea igual a la velocidadcon que el carbono se difunde desde esta al interior. Asi pues, no por incrementar el valor de la
relacion de equilibrio se puede aumentar indefinidamente la
velocidad de cementacion, sino hasta un limite gobemado por
la velocidad de difusion,que, a su vez, depende de la temperatura y duracion del tratamiento y de la composicion del acero.
Como consecuencia, ambos, potencial de carbono del medio cementante y difusion del mismo a las capas interiores,
definen la forma de la curva de cementacion que representa
la variacion de la concentracion de carbono en fun cion de la
distancia a la superficie cementada, caracteristica fundamental que condiciona las propiedades de la capa cementada. En
la fig. 87 s'e representan algunascurvas de cementacion en
un acero con bajo contenido en carbono (0,20 % C), tratado
en cementante solido durante varias horas.
EI conocimiento de estas curvas es de la principal importancia. No basta, en efecto, con que dos aceros iguales, cementados a la misma temperatura, presenten el mismo espesor dp capa cementada, para que sus propiedades sean las
mismas; es necesario que sus respectivas curvas de cementacion (variacion de 18.concentraci6n de carbono) coincidan en
todo su desarrollo, pues de 10 contrario es previsible obtener despues del temple, durezas distintas.
La bibliografia sabre estos equilibrios es amplisima (28),
los resultados muy discutidOs y las consecuencias que se derivan de su estudio, fundamentales.
Considerando, para simplificar. 10 que ocurre can cementantes solidos carbonosos, un estudio de la cementacion en
caja muestra que el proceso no puecle realizarse por una
reaccion de disolucion de carbono solido en el metal solido,
cuya lentitud seria 'extraordinaria (29), sino que se efectua
I
I
---+---t
I
0.8
Can ayuda de los diagramas de equilibria, es sencillo determinar las condiciones del proceso de cementacion. La figura 88 representa la relacionentre la constante del sistema
p CO/p C02 con la temperatura y can la proporcion de carbona en 'el sistema Fe-C. Asi, a 900", una mezcla CO-C02 que
tenga 91 % de CO, esta en equilibrio can la austenita de
0,4 % C Ylas mezclas que contienen mas CO seran carburantes
a esa temperatura; las que tienen menos, decarburantes. Si
aumenta la temperatura, ha de aumentar tambien la proporcion de CO en la relacion p CO/p C02, para seguir conservan-
u
~
0.6
0.4
0.2
0
0
0.5
Fig. 87.-Curvas de cementaci6n para un mismo acero de
~ 0,20 % C tratado durante dlstintos tlempos a Ia temperatura de 925"C en un ccmentante s611<1o.
principalmente por el oxido de carbona formado entre el carbono y 108 gases que existian en la caja de cementar. Un cielo de reacciones posibles pooria ser:
Ene1 cementante:
C +
co. +
o.~
C
CO.
:=: 2 co
Y en la superficie del acero:
2 CO
->-
C(F8T)
+ CO.
Si la reaccion (1) es mas lenta que la (2), la concentraci6n
•. carbona en la capa cementada sera pequefia, que es precisamente 10 que ocurre al principia de la operaci6n de cementar, puestoque al ceder carbono al acero, disminuye instantaneamente el poder carburante en la superficie; la difusion es entonces muy rapid a, pero al cabo de corto tiempo
se establece el ciclo de reacciones y las condiciones se invierten; e1resultado es un enriquecimiento en carbona que, cuando alcanza la concentracion de saturaci6nen la austenita,
para la temperatura del tratamiento, precipita, en forma de
Fe,C, junto con carburos de 10s elementos de aleacion 0 austenita retenida.
dose el poder carburante. Las curvas de equilibria, seglin sea
la concentracion de carbona del acero a cementar, expresan
claramente que todas las mezclas CO/C02 situadas a la izqUierda de aqueIlas son carburantes, mientras que las situadas a la derecha seran decarburantes. Se ve asi, p. e., que al
elevar la temperatura es preciso utilizar casi exclusivamente
CO y bastan cantidades muy pequefias de CO, para decarburar el acero base.
El resultado del tratamiento. hemos vista que es perfectamente definido par la rurva de cementacion y la forma y desarrollo de la misma depende de 1::1 temperatura y tiempo de
cementacion. de la composicion del acero base y del media cerncntante elegido: un control de C'stoc;factores es. pues, de
primordial interes, para que las propiedades y estructuras de
Ia capa cementada sean las correctas.
En cuanto alas primeros, temperatura y tiempo de cementacion, no existe actualmente problema alguno de control y
de hecho se realizan en la practica sin ninguna dificultad.
La clase y caracteristicas de 10s aceros de cementacion
es un problema muy complejo y allil objeto de investigaciones (30). El comportamiento de los mismos viene deterrninado, segun 10 dicho antes, par la difusion y por la posicion de
las lineas de equilibrio que marcan el limite de estabilidad de
la austenita del acero correspondiente. Una notable absorcion de carbono no pUede conseguirse hasta temperaturas de
cementacion par encima de 800 C; esto es faeilmentc comprensible si nos fijamos en el diagrama Fe-C, ya que solo el
hierro 1 y no el hierro a es capaz de disolver carbono en la
suficiente medida. La region de temperatura en la que es
estable el hierro I, es deeir, por encima de la linea GOS, indica, para cada acero, la temperatura de trabajo. En sentido
ascendente, la temperatura de cementacion esta limitada par
el aumento del tamafio de grano de los cristales I, asi como
par la mayor solubilidad de carbono en la austenita, que aumenta segun la linea ES y que es la causa de que, durante
el enfriamiento, despues de la cementacion, aparezca cementita secundaria reticular en los limites de grano.
Por otra parte, el problema general de eleccion de 108
aceros de cementacion, en cuanto a su composicion se refiere, debe tratar de solucionarse eligiendolos no solo desde
el punto de vista de su trabajo superficial, sino tambien en
cuanto alas caracteristicas meca.nicas exigidas al nucleo.
Otros factores tam bien importantes deterrninan su eleccion,
tales como forma y tamafio de la pieza a construir y, sobre
todo, su precio.
De acuerdo con la composicion quimica de los mismos, se
distingue normalmente acerosal carbona y aceros aleados,
siendo estos a su vez. de media 0 de alta aleacion. Si nos fijamos en Ias caracteristicas mecanicas que van a exigirse al
nlicleo de las piezas cementadas, debemos distinguir aceros
de baja, media yalta resistencia y, finalmente, teniendo en
cuenta el tratamiento de temple posterior al de cementacion,
se utilizan aceros para temple, al agua 0 al aceite. Aun en
relacion con el aumento del tamafio de grano que tiene lugar
durante la larga permanencia a alta temperatura en el proceso de cementacion, cabe distinguir aceros de grano grueso
(ASTM-1-4),grano medio (5-6) y grana fino (7-8).
En nuestro pais, la Tabla de Tipificacion del Instituto del
Hierro y del Acero (31), incluye en el grupo de Aceros para
cementaci6n (Serie F-150) nueve aceros nacionales, de los
0
cuales, un solo acero al carbono (F-151) y ocho aceros aleados al Ni, Cr-Ni, Cr-Mo y Cr-Ni-Mo, en los que predominan las
concentraciones de Ni comprendidas entre 2,5 y 4,5 % Ni. De
baja aleacion dos de elIos y el resto, de alta aleacion. En todos
elIos, el contenido en carbono se mantiene entre 0,1 y 0,2 % C.
Los aceros de triDIe aleacion (Cr-Ni-Mo) son cada dia mas
empleados, puesto que sus posibilidades de aplicacion, tanto
en piezas gran des como pequefias, son siempre buenas, eligiendo .el tipo adecuado de acuerdo con su templabilidad y
con las caraeteristicas mecanicas' que se exigen.
En Ia misma Tabla de Tipificacion se especifican 10stratamientos posteriores y medio de enfriamiento adecuado para
garantizar unas propiedades minimas.
Caracteristicas
jundam.entales
de Los cementant.es.
Siendo el potencial de earbono del medio cement ante y la
difusion, los facto res que mas influencia tienen sobre la curva de cementacion, es interesante conocer algunas magnitudes caracteristicas que nos permitan decidir el cement ante
adecuado para conseguir el resultado que se busca, 0 bien, 10
que podemos esperar de un tratamiento de cementacion sobre
un acero determinado y con el medio cementante de que se
dispone.
La actuacion del medio cementante durante el tratamiento. esta determinada fundamentalmente pOl' dos factores, su
"titulo en carbona" (potencial de carbono) y su "actividad
en carbona". El primero, expresa la concentracion maxima de
carbono que alcanza la superficie a cementaI', sin tener en
cuentael tiempo preciso para ello, y caracteriza asi el equilibria acero-medio cementante; el segundo, indica la velocidad can que el carbona proporcionado pOl' el medio cementante lIega a la superficie del acero, para difundirse a traves
de Ia misma.
La determinacion pnictica del titulo en C de un cementante dado, se lleva a cabo midiendo la concentracion de carbona en una probeta muy fina (0,5 a 0,05 mm. de espesor): 0
bien, en virutas de torno, de analogo espesor, despues de cementadas hasta el nucleo. EI valor del titulo en C, obtenicto
para cada temperatura, solo tiene interes cuando sea menor
que Ia concentraci6n de carbono que satura a la austenita a
la misma temperatura Este valor de saturacion de la ~ustenita para los aceros de cementaci6n no aleados, oscila entre 1 ~!r C, a 800 C y 1.3 % C a 950" C (33). Un titulo en C superior a Ia conren traci6n de saturacion de la austeni~a, indica
que Ia absorci6n de carbono en una probeta cementatla en eStas condiciones, continuara hasta convertirse tocta ella ,'@"n
cen
mentita. El titulo en C del medio cementante sera, pues, en la
realidad, de 6,7 % C. Asi, porejemplo, un acero con 0,15 % C,
en un medio cementante de titulo en C, 0,9 a 925 C, inferior
al de saturacion 1,25 % C, aunque el tratamiento se prolongue
mucho tiempo, la concentracion maxima que alcanza sera de
0,9 % C, puesto que, una vez alcanzado el equilibrio, este se
conserva indefinidamente. 8i el titulo en C del cementante
fuese superior a 1.25 % C, se considera realmente de 6,7 % Y
una vez alcanzada la saturacion (ll25 % C) continua absorbiendo C hasta llegar a 6,7 %, valor para el cual se establece
el equilibrio.
En aceros aleados, sera preciso saber el comportamiento
de los elementos aleantes sobre el valor de saturacion de C en
la austenita alas temperaturas de trabajo, pero el valor del
titulo en C, tendria analogo significado. Practicamente, aunque los elementos de aleacion usuales de los aceros de cementacion desplazan ligeramente hacia la izquierda la linea de
equilibria 8E del diagrama Fe-C, las concentraciones de saturaci6n de la austenita experimentan poca variaci6n y pueden tomarse las mismas de 108 aceros al carbona.
Conociendo. pues. el titulo en C del cementante empleado,
puede ajustarse en cada acero el cielo tiempo-temperatura de
tratamiento para obtener superficies cementadas de composicion correcta (eutectoide), evitando capas sobresaturadas
en las que se producirian redes de carburos 0 grandes cantidades de austenita retenida. con el peligro de fragilidad, variacion de dureza, etc.
La determinacion de la "actividad en C". es aun objeto
de investigaci6n; no obstante la soluci6n parcial que se ha
dado al problema (34), su utilidad resulta evidente. La actividad en C se obtiene, experimentalmente, realizando ensayos
de cementacion, de duracion creciente, a la temperatura ftjada. sobre probetas delgadas 0 virutas de torno, analogas alas
empleadas para buscar el titulo en C (0,5 a 0,05 mm. de espesor), que, al ser retiradas del media cementante, se templan
en agua. La concentraci6n de carbono en funcion del tiempo
de tratamiento, es una curva cuya pendiente es una medida
de la velocidad can que el carbona del media cementante llega a la superficie del acero.
La cifra de "actividad en C", solo tiene un valor relativo
y nunca es posible establecer un valor absoluto, pues, para
que dos curvas de actividad sean comparables, es preciso que
hayan sido determinadas nm probetas del mismo acero, ya
que el carbona que puede absorber este, es funci6n de su£oeficiente de difusi6n y del canicter formador de carburos de sus
aleantes. En la fig. 89 se representan las curvas de "actividad
en C" para los 8.f'E'fOS Cl 5(0.1 1!0.18~f, C; < 0.35 % Si;
0
TAdLA
V
ACF..ROS DE CEMENTACION
Acero
Tip
C
I
Mn
S1
0,15/0,35
0,1010,35
0,10/0,35
0,10/0,35
0,10/0,35
0,10/0,35
F-151
F-152
F-153
F-154
F-155
F-156
0,08/0,12
0,10/0,15
0,10/0,15
0,10/0,15
0,12/0,15
0,12/0,18
0,30/0,40
0,30/0,60
0,30/0,60
0,30/0,60
0,30/0,60
0,30/0,60
F-157
0,12/0,18
0,30/0,60
F-158
0,15/0,20
0,40/0,70
F-159
Quimica
Compos1ci6n
I
1.H. A. (31)
0,15/0,20
0,40/0,70
I
I
I
0,10/0,35
0,10/0,35
0,10/0,35
I
p
< 0,04
< 0,04
< 0,04
< 0,04
< 0,04
< 0,04
< 0,04
< 0,04
< 0,04
I
S
Cr
Ni
-
-
1
<
<
I<
0,04
2,513,5
0,04
1,8/2,2
0,04
1,5/2,0
0
Mo
Acero .al C
Acero al Ni
Acero al Ct-Ni duro
0,9/1,1
A{)ero al Cr-Ni tenaz
0,5/0,8
1,011,3 0,15/0,25 Acero al Cr-Mo
0,9/1,1 0,15/0,35 Aceroal Cr-Ni-Mo du-
04
<< o,0,04
3,0/3,5
< 0,04 3,8/4,'
< 0.04 2,513,0
<< 0,04
0,04 3.814,5
1
I
0,5/0,8
1,8/2,2
I
0,4/0,6
-
0,25/0,35
ro
Acero al Cr-Ni-Mo tenaz
0,15/0,25 Acero de baja aleaci6n
135 kg/mm.·
0,15/0,251 Acero de baja aJeaci6n
90 kg/mm."
< 0,40
5;-P; < 0,04 % S) Y 16 Mn Cr 5 (0,14/
% Si; 0,8/1, 1 % Mn;l< 0,04 % P; < 0,04 %
S; 1,0/1, 7 % Cr) obtenidas por el metodo descrito.
Arnbas caracteristicas, "titulo en C" y "actividad en C",
permiten al teooico controlar, de forma rllpida y segura,
como se comporta un cementante durante su uso, cualquiera
que sea la naturaleza de este, y para elio es suficiente, una
vez ·que se tenga una curva de referencia 0 se deseen condi-
% Mn;
0,19 % C;
< '0,04
< 0,35
mos explicarnos asi que el carbono aumente en la superficie
en funci6n del tiempo de tratamiento (Tipos By C) 0 que, por
el contrario, permanezca invariable (Tipos A y D). Sin embargo. una clasificaci6n asi de los cementantes no debe ser
demasiado rigida, ya que durante el tratamiento y por el propio uso de los mismos, varian continuamente las magnitudes
caracteristicas T c y Ac que han servido de base para clasificarlos y sa da el caso de que un mismo medio puede comportarse de' forma diferente; tal ocurre con algunas sales cementantes que al principio de fundirlas son muy activas -tipo D-, pero que, despues de un cierto tiempo de trabajo, se
comportan como el tipo A. Al afiadir sales nuevas, puede
quedar con las propiedades del tipo B 0 volver al tipo A.
Como ya hemos mencionado. aunque estas magnitudes ca-
.----
Fe3C
>cs}
L ._._--_.,
Tipo o{Te
Ac>Vo
w
u
u:
a::
cs}
TiPOA{TC (:
Ac~Vo
UJ
a.
::>
<J)
«
...J
Cs
/".
Z
ciones de trabajo analogas, determinar la concentracion de
carbono en una muestraen la forma antes indicada y comprobar si el valor obtenido cae por encima por deoajo del
punto de la -curva de referencia, para el mismo tiempo, haciendo las modificaciones 0 adiciones al bano pertinentes al
caso.
De acuerdo con estas magnitudes caracteristicas. podemos
estudiar todos 108 medios cementantes empleados, habiendose liegado a la conclusion de que la forma de la curva de cementacion depende esencialmente de las relaciones titulo en
C/-concentracion en C, de la austenita, y actividad en C/velocidad de difusion (34); conocidas estas, podremos establecer los tipos de cementantes mas usuales. En la fig. 90 se
representa esquematicamente la variacion de la concentracion de carbono en la superficie en fun cion del tiempo de cementaci6n. para cuatro tipos distintos decementantes medios y con la que es facU estudiar los resultados experimentales, all:,unas veces muy dispares. segun sean los valores del
"titulo en C" (1c) y de la "actividaden C" (Ac) del mismo, en
relaci6n con la concentracion de saturaci6n de la austenita
(Cs) y la velocidad de difusion (VO ), respectivamente; pode-
°
",
Ac<
i
---
V
t
_...1
--
__
-------...,...-= ------
...--
'-'--~'
,. .•.••.
/ "..•.
"
.
UJ
~
----
r+~c3
Tc=Fe3 C
.~._.
._.
TipoS{TC(CS}
~c< Vo
Ck
. Fig. 90.---Vnrinci6n
(If' 1a concentraei6n
de carbono
en la superficie cn fllncion del tiempo. para cHatro tipos distintos de
(,(,lDcntantrs
lTI"clios. Bpprpsf'ntndon
-squenuitica.
(l\opif'tz).
I
racteristicas nos permiten juzgar el comportamiento de un
medio cementRnte a 10 largo de todo el proceso, no debe olvidarse que las propiedades de la capa cementada dependen
tambi{m de la velocidad de difusi6n. de la concentraci6n de
saturaci6n de la austenita y del caracter formador de los carburos, siendo, fundamentalmente, la difusi6n, el proceso que
rige la cinetica de la cementacion. De los diagramas de equilibria Sf' puede determinar, con la suficiente aproximaci6n, el
campo de estabilidad de la austenita y establecer la concentraci6n de saturaci6n a cada temperatura, para compararla
con el titulo en C del cementante y saber si la capa cementada
resultara con una superficie hipoeutectoide, eutectoide 0 hipereutectoide. En cuanto al caracter formador de carburos de los
elementos aleantes que influye, desplazando, ~eneralmentehacia la izquierda. la linea de equilibrio de cementita-austeni-
ta y sobre la estabilidad termodillllmica de las fases, es menos importante y solo interesa por su accion sobre el canlcter
de los carburos presentes y su precipitacion en las capas cementadas de 108 aceros aleados.
forma en proporcion muy escasa, a expensas del poco oxigeno
ocluido y oxidos que pueda haber presentes; en estas condiciones, la cementaci6n es excesivamente lenta. Para aumentar el volumen de mezcla gaseosa que actue de acuerdo con
las reacciones antes citadas, se afiaden al carbon los llamados
"activadores" que, a la temperatura de la operacion, se disocian practicamente de manera total, segun la reaccion:
CO"Ba + C ::::: BaQ + 2 CO
El mecanismo del proceso de cementacion ha sido ya. estudiado. pero conviene recordar, una vez mas, que cualquiera
que sea el cementante empleado, puede considerarse como
una reaccion en fase gaseosa.
Todos los agentes cementantes se caracterizan por el hecho de que, a una temperatura suficientemente elevada, son
capaces de ceder carbono que debe absorber el acero.
Los cementantes s6lidos mas utilizados suelen ser a base
de carbon vegetal y mas raramente de negro animal, huesos
calcinados, etc.. mezclados con carbonatos de sodio, bario 0 de
otro metal alca.lino-terreo que producen unefecto de activacion, ya que solo el carbon, no produce en la superficie del
acero concentraciones de carbono superiores al 0,65 %.
El cementante solido mas antiguo, pero tam bien el
mas usado, es. sin duda, la mezcla Caron en sus proporciones 60-70 % carbon vegetal y 40-30 % carbonato barieo. Es
importante que el carbon y los demas materiales que se utiHcen para preparar los cementantes solidos, esUm en forma
granulada, 10 mas uniforme posible, para lograr tambien una
cementa cion uniforme y. sobre todo. exentos de humedad. ya
que en caso contrario pueden producirse decarburaciones locales y, consecuentemente. zonas 0 puntos blandos despues
del temple final. Los cementantes solidos pueden usarse
varias veces sin que disminuya su poder de cementaci6n, pero
es aconsejable anadirles. despues de cada operacion. 1/5 de
mezcla nueva.
La misi6n del carbon, durante el proceso de cementaci6n.
es la de mantener constante el potencial de carbono de la
mezcla y esta circunstancia hace que el titulo en C sea siempreelevadoy. aun para bajas temperaturas de trabajo, superior a la concentraci6n del carbono que satura la austenita. La mezcla Caron. de acuerdo con 10 antes expuesto, produce en la superficie del acero una concentracion decarbono que
aumentara con la duracion del tratamiento hasta llegar a alcanzar, tu5ricamente, incluso el valor 6,67 de la cemcntita
pura. Se trata de un cementante del Upo C (Ver fig. 90) Ycuyo
empleo practico es todavia muy extendido.
Si en la caja de cementar colocamos las piezasbien empaquetadas. pero con carbon solamente. la mezcla gaseosa
encargada de transmitir el elemento carbono al acero. se
y este CO, al descomponerse de acuerdo con la
2 CO
:::::
CF8i
+ CO2
da lugar al carbono naciente que es el que se absorbe y difunde
en el acero.
Posteriormente, el C02 formado vuelve a combinarse con
el oxido alcalino-terreo, regenerandose el activador y el cicIo
vuelve a repetirse. El papel del activador queda asi bien definido: es un elemento productor de CO y,luego, los oxidos que
tienden acombinarse con el C02, rebajan el porcentaje de C02
en la relacion de equilibrio p CO/p C02, circunstancia que
favorece tambien ala cementacion.
En la practica, las piezas a cementar se colocan en cajas de
hierro, especialmente preparadas para este fin (forma y dimensiones) y se rellena con la mezcla solida, de forma tal, que
una capa de 15-40 mm. cubra todas las partes a tratar. Despues se cierran con una tapa cuyos bordes se aseguran hermeticamente con arcilla, refractarios, etc., empleandose en
su construccion materiales muy diversos y siendo tambien
distinta la duracion: una caja de chapa normal tiene una
vida de 150-200 horas de trabajo; una caja de fundic ion 0 de
acero puede durar 250-500 horas y, por fin, si son de chapa de
acero inoxidable. unas 1.000 horas de trabajo.
Las temperaturas de trabajo varian entre 800 y 900·, siendo la de 900' C no solo la de cementacion mas favorable, sino
tambien ellimite economico en la vida de las cajas de cementacion, resistencias de los hornos de calentamiento y revestimiento de 108 mismos. Para que el proceso se verifique en
buenas condiciones, es preciso que se produzca CO en cantidad
suficiente, 10 cual tiene lugar por encima de los 800· C;
para temperaturas mas bajas se produce C02 y, por ella, un
tratamiento por debajo de 700· C ocasiona un efecto decarburante sobre la superficie.
Normalmente, conocidas las magnitudes caracteristicas
del medio, titulo en C y actividad en C, podemos, no solo pensar en la profundidad de la capa cementada que vamos a obtener, sino tambien saber que es 10 que hemos de esperar en
cuanto a la estructura de la misma. Puesto queel titulo en C
perar en cuanto a la estructura de la capa cementada y establecer asiel proceso y caracteristicas del tratamiento sobre
bases cientificas mas solidas.
Aunque aftnales del siglo pasado se iniciaron los primeros trabajos sobre cementacion gaseosa, ha sido preciso largo
tiempo hasta conseguir poner a pun~o homos e instalaciones
suftcientemente seguras y adquirir los conocimientos necesarios para lograr .que el procedimiento fuese utilizable en
escala industrial y su vel'dadero desarrollo, para el tratamiento de pequeiias y medianaspiezas de serie en fabricas
de automoviles, motocieletas, cadenas articuladas, piezas de
maquinas de escribir, etc., data solo de algunas decadas (37).
, La cementacion gaseosa se realiza manteniendo lag piezas de 1 a 8 horas en una a,tm6sfera carburante a temperaturas de 850-950° C. Usualmente se utiliza un gas portador (gas
endotermico), mezelado con un gas activo (gas de ga.sogeno).
Como gases carburantes se emplean con e:X:ito·,
metano, propano, butano, etc., Asi pues, 108 constituyentes esenciales d~
una atmosfera cementante son, oxido de carbono (CO), metano
(CR.) e hidrogeno (R.), aunque eventualmente e:x:istantam·
bien otros hidrocarburos. La cementacion se prOduce a base
de un cielo de formaci6n y descomposicion de hidrocatburos,
siendo las reacciones principales del proceso:
+ 2 H.
GH. ::::: C(Fel'
CH. + 3 Fe
4-
Fe.C
+ CO.
2 CO ::::: C\Fel )
2 CO + 3 li'e
4-
+ 2 H.
Fe.C
+ CO.
8i se utilizan otros hidrocarburos, propano 0 butano, termicamente inestables, alrededot de 500-600° tienden a disociarse en metano, el cual, a su vez, se descompone segun la
reaceion (1), depositandose carbono naciente que pUedeser
absorbido par 'el acero. El contenido en CO de la relacion
de equilibrio p CO/P CO. (ver fig. 88), cotresponde en
este caso a laconcentl'acion
de. CR. en el equilibrio
p CH./p H•. A elevadas temperaturas, es stiftci-ente una pe..
queiia cantidad de CR. para que se produzca la cernentacion;
un exceso, conduce en seguida a la formacion de hoIlin en la
superficie metalica (37).
De acuerdocon el cielo de reacciones anteriores, el CO y
CH. participan en la cementacion del acero, pero mientras
que la accion carburante del CH. aumenta con la temperatu-
ra, la del CO disminuye. Por esta causa, la cementacion gaseo;.
sa es mas rapida que la cementacion solida, en la que era el
oxido de carbono el elemento activo. A 900 C la penetraciort
media por hora es de 0,1 mm. en los cementantes solido~,
mientras que en los gaseosos varia desde 0,2 a 0,5 mm. pot
hora.
Es muy frecuente en la cementacion gaseosa, y sobre todo
si se emplean propano 0 butano como agentes carburantes,
efectuar el proceso en dos fases: la primera (aproximadamente
2/3 del tiempo total), es la de carburacion a elevada temperatura (900°-950" C), utilizando la mezcla de gases portador y
activo; la segunda (1/3 del tiempo tota!), fase de difusion y
homogeneizacion, a temperatura ligeramente mas baja utilizando solo el gas portador.
En las instalaciones modemas de cementacion gaseosa, se preparan las atm6sferas en un gasogeno a base
de un gas carburante que contiene CO y CR. Y un gas inerte
como N., pero tambien se obtienen resultados exoelentes empleando un carburante liquido -hidrocarburos debidamente
preparados-, que se inyecta en el homo caliente (por goteo)
y se tram~forma en hidrocarburos gaseosos. La presencia de vapor d·e agua u otras impurezas en la atmosfera de oementacion, puede influir sobre la cinetica del proceso, aunque su
efecto te6rico sobre la relacion de equilibrio debe ser escaso.
Todos los homos 0 dispositivQSmodernos para cementar
con gas poseen unas caracteristicas ·comunes: deben s'er completamente impermeables al aire y el calentamiento no se
realiza por combustion del gas de cementacion, sino por otro
metodo cUalquiera y el gas cementante se hace pasar por el
homo cUando este ya esta caliente. Si no hay peligro de deforrnacion de las piezas, se emplean homos rotativos; actualmente tiene mas interes la ·cementaci6n gaseosa en hornos
continUos, en 108 que las piezas son transportadas de un extremo a otro por medio de rodillos moviles. En las instala·
eion.esde goteo, las piezas se colocan colgadas 0 en.castas, dent-rode 1a camara del homo, enel que se inyectaelliquido portudor de hidrocarburoo que se gasifiea y es agitado por un
velltiladot" co1ocadoen la tapa 0 en e1 fondo del mismo.
La eleccion del dispositivo de cementacion gaseosa depende,
muy fundarnentalmen1Je, de las caracteristicas especificas de
cada industria. En las industrias pequenas y medias se em..
plea el mHodo de cementaci6n solida en caja, que es e1 mas
economico y la cementacion gaseosa se utiliza cuando se trata
de ~randes series de piezas y montajes en cadena. La ventaja
de una instalaci6n de cement~cion gaseosa, esta en su· gran
rendimi,ento, gastos minimos y una manipulacion muy sencilla, pero tambien tiene sus inconvenientes; tales son, la ne0
cesidad de disponer de personal bien formado al servicio de
la misma, medidas y control frecuentes de la mezcla gaseosa
para evitar la formacion de hollin y el peligro de intoxicacion
o explosion normales en todo trabajo con gases.
Cementacion
En el cementante:
2 CNNa + D. ~ 2 CNONa
4 CNONa + calor -+ CO.Na. + 2 CNNa + CO + 2 N
2 CNNa + 2 D. ~ CO.Na. + C.O + 2 N
liquida.
Al contrario de la cementacion solida que necesita un largo ti'empo de tratamtento, gasto' de ,cajas de cementacion,
tiempo para prepararlas. etc., el empl1eode agentes carburantes liquidos,en forma de banos de sales fundidas, es mucho
mas rapido y economico. Su utilizacion esta indicada cuando
se requieren espesores pequenos y en factorias de tipo media
que no necesitan gran des series de piezas ni de mucha responsabilidad.
El intercambio de calor entre el medio cementante y las
piezas tratadas, asi como la agitacion y renovacian constante
y homog{mea,en la superficie de las mismas, hace que el calentamiento sea tres 0 cuatro veces mas rapido que en cualqUier atra metodo. Las piezas, colacadas en un crisol, una
bandeja 0 simplemente suspendidas dentro del bano. se man-'
tienen el tiempo necesario para que la capa cementada adquiera el espesor deseado y desde el se templan.
Los agentes carburantes empleados son a base de cianuros
de sodio 0 de potasio 0 cianuro calcico, normalmente mezclados con sales inertes (cianuracian) 0 con agentes cataliticos.
tales como los cloruros y fluoruros de caleio, estroncio, bario,
etcetera. (cementacion con sales).
Los banos empleados en la cianuracian son mezclas de
cianuro de sodio, carbonato sadico y cloruro s6dico, en las
que la proporcian de cianuro varia del 40 - 75 % de la mezcla.
Son fluidos, facilmente solubles en agua y se emplean para
ohtener capas cementadas debiles (0,1 a 0.5 mm. de profundidad) en piezas sencillas de aceros al carbona muy suaves.
F.l endurecimiento se consigue par la accian combinada
del carbona y el nitrageno que proviene de la descomposici6n
del cianuro, quedando la superficie bastante dura, a causa
de la incorporaci6n del nitrageno. La temperatura de trabajo
para obtener profundidades pequenas puede ser menor que
A, (alrededor de 650 - 750" C), evitandose asi toda deformacian
en las piezas. pero para profundidades de ~ 0,5 mm. es necesario emplear temperaturas de 900 - 950" C Y banos cubiertos
con grafito en escamas para evitar la oxidacian excesiva del
cianuro.
La accian cement-ante y nitrurante de los banos de cianuro
es tam bien una reaccion en fase gaseosa, ya que se disocian
segun e1 cicIo siguiente:
ll)
(2)
(3)
En el acero (carburaci6n) :
2 CO -+ C(FBI)
+ CO2
2 CO + 3 Fe -+ Fe"C + CO2
(4)
(5)
Y el di6xido de carbono forma do reacciona segun:
CNNa +
co. ~
CNONa + CO
siendo en definitiva el carbono y el nitr6geno nacientes f0rmados de acuerdo con las reacciones (2) y (4) 108 que son absorbidos por el acero. Parece ser que los nitruros formados interfieren y dificultan la difusi6n del carbona y, por eso. las
capas cementadas son de poco espesor (38).
En la cementaci6n con sales, el bano de cianuro es mucho
mas activo, aumentando notablemente la penetraci6n del carbono y se pueden alcanzar espesores de capas cementadas hasta 2 mm., en las que el contenido en carbono llega a ser del
1 %. Experimentalmente se ha comprobado que la presencia
de los cloruros alcalino-terreos disminuye sensiblemente el
contenido en nitr6geno de la zona cementada y, en cambio,
favorece la difusi6n del carbono.
El agente activador mas empleado es el cloruro de bario
(Cl. Ba) que libera carbono activo y que, difundiendose a trayeS de la superficie del acero, provoca una carburad6n mucho
mas intensa que en el caso del 6xido de carbono (reacci6n
(4).
El. ciclo de reacciones que permite explicar el proceso podria ser:
En el banD:
2 CNNa + Cl.Ba ->- (ON) .Ba + 2 CINa
(ON) .Ba -+ CN 2Ba + CWeil
siendo este carbona activo el que se incorpora al acero.
Combinando convenientemEmte los contenidos ·en cianuro
y agentecatalltico
0 activador de la mezcla de sales, se obtienen banos para penetraciones media 0 profunda. En los
de penetraci6n media (hasta ~ 1,2 mm.) se produce la car-
buracion par intermedio del oxido de carbona, nitruraci6n y
cementacion profunda par elcarbono activo de la reaccion
(9). En 108 de penetracion profunda que contienen solo 812 % CNNa y hasta 80 % Cb Ba, predomina la accion del carbona activo de (9) y apenas si hay nitruracion.
Las temperaturas de trabajo son, en este caso, mas elevadas, pero 108tiempos de tratamiento mas cortos. La temperatura mas elevada hace que siempre sea preciso cubrir el
bano can grafito en escamas, para~vitar excesivas perdidas de
calor y oxidacion de 108danuros.
Las mezclas usadas en los banos de cementacion mas comunes suelen estar formadas por dos sales, una que contiene
el carbona necesario para la cementacion y el nitrog,eno, y la
otra que esta constituida por el activador a activadores. En
la practica es preciso anadir, periodicamente, duranteel trabajo, pequenas cantidades de sales ricas en cianuros para
mantener la proporcion adecuada.
La cementacion liquida constituye, pues, un proceso de
ewlurecimiento rapido, barato y cuyo rendimiento. tanto cualitativo como cuantitativo, es bueno, aun empleando pequenos baflos. Estas ventajas han hecho que sea el procedimiento mas usado en las instalaciones de tratamientos termicas pcquenas y medianas y aumente continuamente ,el toncJ:lje de piezas tratadas de este modo. Sin embargo, enel
empleo rle todQbanD carburantp hay que considerar que existe
un tiempu limite, a partir del cualla profundidad de la capa
cemelltada no aumcnta mas; a partir de este tiempo, el proceso deja de ser economicamente interesante.
Los inconvenientes de la cementacion liquida residen fundamentalmente en la toxicidad de 10s cianuros empleados y
el rj,'sgo de proyeccion 0 explosion del bano. Respecto al primero. es conveniente instruir al personal que los utiliza y
tamar las precauciones pertinentes y, en cuanto al segundo,
es normal en todos 108banos de sales, comprendidos 100banos
de cementacion,el pellgro de explosiones y proyecciones que
pueden provocar las piezas hllmedas que se introducen en
que la dureza disminuya excesivamente. 8i el titulo en C es
superior al valor optimo, antes seiialado, obtendriamos superficies sobresaturadas en carbono, aparecerian estructuras con
redes de carburos 0 austenita retenida y el peligro consiguiente de fragilidad. dureza inhomogenea en la capa cementada,
etcetera.
En los baiios de cianuros y carbonato sodico tan empleados en la industria. el titulo en C, determinado segun el metodo descrito. tiene normalmente un valor de 0.7 - 0,8 % a
temperaturas de 850 - 925 Yse ha observado (33), experimentalmente, que varia rElpidamente cuando 10 haee la concentraeion de cianuros y que solo es estable entre 20 y 60 % de
cianuro. Por tanto, carece de valor practico emplear composiciones distintas de estas y durante el trabajo y uso continuado de los banos, el conocimiento del titulo en C permite
al teenico reali~ar las adiciones indispensables de sales nuevas hasta a1canzar la composicion optima para el tratamiento a realizar. El control del titulo en C proporciona ademas
la seguridad y garantia de obtener sobre el material cementado caracteristicas id€mticas, aun cuando el tratamiento se
realiceen dias distintos. La repercusion economica de un
control carrecto no es ni mucho menos despreciable y a pesar
deello y del elevado costo de los cianuros, en la mayor parte
de los talleres de tratamientos termicos, los baiios se enriquecen pOl'tanteo.
En cuanto a la actividad en C del cementante, la determinacion de la curva correspondiente a la temperatura de
trabaj'1 para 'cada tipo de acero. es evidente que nos suministrara los datos precisos para mantener 10 mas constantes posibles las condiciones del bano 0 realizar las correcciones precisas en casu contrario. Con el control de ambas magnitudes
puede tenerse un conocimiento mas cientifico del tratamiento
que estamos realizando y tratar de evitar las irregularidades
y defectos que se dan en el mismo.
0
eIlos.
El conocimiento de las magnitndes caracteristicas de 10s
cementantes. titUlo en C y actividad en C, resulta de extraordin aria importancia y en los cementantes liquidos es, a nuestro juicio, decisivo. En 108banos cementantes cuya temperatura de trabajo sue1e ser de 850 - 925" C, el titulo en C mas
ccmveniente debe oscilar entre 0,9 y 1,1; con cifras menores,
la capa cementada es poco profunda y aunque 1a superficie
pl1edallegar a alcanzar la concentracion de carbona y dureza
correctas, prolongando la duracion del tratamiento, basta
rectificar ligeramente la superficie despues del temple para
La carbonitruraci6n es un procedimiento de endurecimiento superficial que produce un aumento de la resistencia al
desgaste de las piezas tratadas, en el que, adernas de producirse la absorcion de carbona, se realiza tambien la incorporacion de nitrogeno en suficiente propoI1cion.La composicion
de la zona exterior tratada depende de la temperatura y tiempo de tratamiento, de la composici6n de la atmosfera y del
tipo de acero empleado.
El procedimiento ofrece en si much as analogias con el de
c'ementacion gaseosa; solo es necesario incorporar a la mezcla
de gas portador y gas activo una elevada proporcion de amoniaco gaseoso. Tambien pennite el empleo de hidrocatbutos
liquidos en instalaciones de goteo con la adicion correspondiente de amoniaco.
La temperatura de tratamiento es mas baja que en la
cementacion gaseosa y solo alcanza el valor de 750 - 850 C.
Por carbonitruracion se suelen ootener capas duras, de espesores 0,1 a 0,6 mm. y composiciones muy variables; la zona
superficial eontiene de 0,6 - 0,9 % C Y desde 0,4 - 2 % N, que
pueden variarse a voluntad con solo modificar las proporeiones de 10s gases en la mezela.
La durezaen la superficie que llega nonnalmente a 60 - 65
HRc clepende, ademas, del eontenido en earbono y nitrogeno,
de la austenita retenida y de los nitruros y earburos complejos que se forman en el tratamiento a bajas temperaturas.
En la fig. 91 se muestra la variacion del eontenido en carbono
y nitrogeno en un aecro Cr·Mocarbonitrurado y tambien la
dureza obtenida.
0
12
i
~
0
z 08-·
w
~
0
n:
t-
z
I
0
Z
0
SOO ~
w
II)
a::
a::
::>
a
«
u
0 --0
0',
300
1.6
FiK.!lt.
JH~tl'iblJri6n
del contf'l]jdo
('n curholln " ('n nftr()14('110Hsi ("OlllO 'varincJon <if' In rlul"l'za ell fundol;
de In distonein n la ~lIpel'ficfe ('n un ueero enrbnnitJ'lIl'ado.
En la practica, la gran ventaja del tratamiento es que no
necesita aleaciones ni aceros especiales para este uso; basta
con que el contenido en carbona sea bajo ( ~. 0,2 ;',:. C) Ypuedan, de este modo, sustituirse los aeeros de altaaleacion, por
otros de precio mas bajo. El grave inconveniente de que. despues del temple que sigue a la cemer.tacion ordinaria, apareZClll1zonas bland as e inhomogeneidades cuando no se tratan aceros finos de garantia, no suele presentarse en 180carbonitruracion.
La caracteristica mas singular del proceso de carbonitruracion es que el nitrogeno absorbido en 180capa superficial
produce una notable disminucion de la velocidad critica de
temple y, como consecuencia, las capas carbonitruradas se
templan mas facilmente que las capas solo cementadas. Por
esta causa, es posible templar en aceite piezas de acero al
carbona carbonitruradas, evitandose las deformaciones y, con
ello, el enderezado 0 rectificado subsiguientes.
Con la nitruracion present a tambien una analogia y es el
que la dureza alcanzada se mantiene aun para temperBturas
aUas que pueden llegar hasta 500 C.
0
Despues de 180cementacion, 180eapa superficial cementada
tiene un elevado contenido en carbono y, para endurecerla, es
precise templarla. Este temple posterior a la cementacion tiene
un as caracteristicas muy singulares, ya que no se trata de endurecer un acero de contenido en carbona homogeneo, sino
mas bien de dos aceros diferentes que se suceden sin discontinuidad, el nueleo con 0,110,2 % C, el contenido normal en los
aceros suaves y la capa cementada can 0,9/1,2 % C en 180
superficie y que decrece progresivamente haciae1 interior.
(ver fig. 87.) A causa de estas diferencias de concentracion
de carbono en 1acapa cementada yen e1nueleo. las temperaturas de temple son tambilm distintas: 880 - 930 C para e1nucleo y 750 - 800· C para la capa cementada. Los 750 - 800· C
son pocos para conseguir en el nucleo 1as propiedades optimas
y 10s 880 - 930" C, excesivos para la ealpa cementada. Se trata
entonees de buscar una solucion de compromiso con el minimo trabajo que, si favorece las caracteristicas de uno de
enos, nUcleo a capa cementada, 801menas no perjudique las
del otro. Estas limitaciones dan 1ugar a diversos tipos de
tratamientos diferentes que proporcionan resultados intermedias, entre 10s de 10s tratamientos que serian optimos para la
capa eernentada y el nuc}.eopar separado.
Cuando se trata de piezas de poca responsabilidad y capas cementada.s poco profundas (0,2 - 0,6 mm.), en las que un
grana grueso tiene poea importanda. 0 bien, si se utilizan ya a
priori aceros al carbono 0 de baja aleacion. de grana fino, el
tratamiento mas sencillo es templar directamente desde la
0
temperatura de cementaci6n, seguido de un revenido final a
130 - 200 C.
En estas condiciones, la tenacidaid del nueleo sera buena,
1a capa eementada queda suficientemente
dura, pero existe
el peligro de deformaciones y, puesto que 108 tamaiios de grana son grandcs tanto en la superficie como en el nucleo, tambien de fragilidad en ambas zonas.
Un doble tratamiento que eons.i.ste en un enfriamiento lento desde la temperatura
de eementaci6n hasta que toda la
austenita se ha transformado, calentamiento posterior a una
temperatur8. intermedia entre A, y A, (temperatura adecuada
pam el nueleo) seguido de temple, en aeeite, en banG caliente
o de sales, a&egura un grana mas fino en la eapa cementada
y en el nueleo. En estc temple del nucleQ se eonsigue una buena dnre7.a y gran tenacidad, pero la capa cementada tiende a
sobrecalentarse, puede quedar con grana grueso y, por tanto,
fnigiJ, ya que ha sido templada rlcsde una temperatura muy
alta.
Estc trar,ami,ento se emplea normalmente
en aceros de
media yalta
aleaci6n de grana fino, siempre que se exija
p:ran tenacidad en el nueleo. seguido de un rev,enido a bajas
temperaturas.
Se realiza tambien un tercer tipo de tratamiento, parecido al anterior, salvo que 1a temperatura de temple no pasa de
750°. Se trata, pues. de un temple de la capa cernentada que
quedara al final muy dura y resistente, pero con un nueleo relativamente blando y ductil. Es interesante en aceros fuertemente aleados (aceros al Cr-Ni) , de grana fino, en los que,
ya de por si,el mkleo posee una tenacidad aceptable.
ruando se trata de obtener propiedades 6ptimasen
la
capa cementada y en el ntH'leo, se utiliza un tratamiento de
doble temple que ~onsiste en un enfriamiento lento desde la
tE'lTjTwraturade eementaci6n, calentando despues hasta ligeramente por cncima de Ac, (aproximadamente 975 C) Y temple
inmediato. 10 que proporciona un nueleo de grana fino y resistencia maxima. Despues, se vuelvr a calentar a temperatura
ligeramente superior a A, (aproximadamente 750° C) Y se tempIa de huevo en agua 0 en aeeite, con 10 que se consigue una
e~ra cf'mentada de grana fino y dura. A veees, se combinan
con 1m recocido intermedio para evitar consecuencias desfavOTab1es.por el doble calentamiento de la eapa cementada.
Es un tratamiento largo y costoso que se emplea en los
aceros al carbono y. en general, en todos los aleados de grano
grueso. cuando los tratamientos mas sencillos no dan resultados positivos 0 en piezas de gran responsabilidad, cmindo se
quieren asegurar caractpristicas maximas. Un revenido final a
150 - 200", an{llogo al que se rea1iza en los tipos anteriores,
0
es siempre util para disminuir tensiOL2Sy eliminar causas de
iragUidad.
Las deformaciones que puedan existir en las piezas tratadas, se eliminan, en gran parte, cuanda el temple se realiza en banos de sales fundidas y si se sigue la tecnica de
los tratamientos isotermicos, austempering y martempering,
es posible 10grar en ambos, nucleo y superficie, las caracteristicas optimas prefijadas.
La presencia de nitrogeno en la superficie del acera da lugar a capasextraordinariamente
duras y resistentes al desgaste, atribuyendose estas propiedades a la presencia de nitruros de hierro y de elementos aleados, eromo, niquel. aluminio, etc.
Con el nombre de nitruraci6n (40), se designa el tratamiento en atmosfera de nitrogeno a que se someten las piezas en lasque trata de conseguirse una elevada resist encia al
desgaste. A diferencia de 10que ocune en lacementacion, las
piezas que se deseen nitrurarestan ya templadas y revenidas,
para que el nucleo qUede con 1a resistencia maxima y sea
capaz de soportar las grandes presiones a que, durante el
trabajo. esta sometida la capa dura periferica. Las piezas se
llevan en seguida a una temperatura relativamente baja
(500-600° C), realizando el tratamiento en una atmosfera producida por amoniaco disociado. A esta temperatura, el amoniaco, en contacto con el acero caliente, se disocia, produciendose nitrogeno e hidrogeno nacientes de acuerdo con la reaceion:
0
Fl
nitrogeno 5e difunde entonces desde la superficie hacia
pl interior del acero y se forman nitruros, tanto del hierro
como de los elementos aleados. que son los causantes del aumento de dureza.
Una pequefia proporci6n del nitrogeno naciente es la que
se incorpora al acero; el resto, asi como el hidrogeno, pasa
enscguida al estado molecular.
La duracion de un proceso de nitruracion depende del espesor de cf~pa nitrurada que se desee. Normalmente, a BOO525 C, se obtienen capas de 0,3 mm. en 48 horas y 0,5 mm. en
70 horas. Temperaturas mas altas permiten reducir el tiempo. pero la superficie queda entonces muy fragi! y existe el
peligro de descascarillarse.
0
Despues de la nitruraci6n, las piezas resultan ya superficialmente muy duras y puede realizal;se un enfriamiento
lento, evitandose asi las deforrnaciones que se producen en
los enfriamientos bruscos. No es necesario templar para obtener la dureza superficial. Las caracteristicas del nucleo obtenidas por el tratamiento de temple y revenido no son afectad as por el tratamiento de nitruracion, si este se realiza a
temperaturas alrededor de 500· C. Sin embargo, aunque al aumentar la temperatura de nitrura~ion $e reduzca el tiempo
de tratamiento, la dureza en la capa superficial desciende, de
tal modo, que las temperaturas mas altas dejan de ser apropiaclasy las capas nitruradas no tendrian valor industrial.
El mecanismo de endurecimiento en la nitruracion parece
ser rlebido (40) a que los nitruros forrnados originan una deforrnacion fuerte en la red cristalina, provocando asi el aumento de dureza. Los nitruros aleados son insolubles en la
fase y precipitados, inmediatamente despues de su formacion, en un estado de gran dispersion, ocasionando deformaciones en la reticula cristalina, causa del endurecimiento. La
precipitad6n continua de nitruros aleados en lacapa superficial endurecida. impide que progrese el trat.amiento hacia
el mkleo. La difusion del nitrogeno en estas condiciones es
lentlsima y. a diferenda de 10 que ocurria en la cementacion,
en la que el carbona, a la temperatura del proceso. se disuelve en la austenita v al estar en solucion se difunde con mas
rapidez hacia el mlcleo, el nitrogeno penetra diJicilmente a
traves de los nitruros insolubles presentes y de la red cristatina deformada.
Las ventajas del tratamiento de nitruracion. son debidas
prci'isamente a la obtencion de durezas elevadisimas, no logradas pOl ningun otro procedimiento. Despues de la nitruracion,
la resi.s~enciaa la corrosion de las piezas tratadas mejora sustancialmente. las ddormaciones son minimas y puede hacerse
s610en zonas determinadas. protegiendo el resto de la pieza;
pern qUiza. 1a ventaia mas singular esta en que, aun a elevadas tempera tUfas de traba io C- 500· C). las piezas nitruradas
contimlan manteniendo durezas superiores a las conseguidas
por otros Dfocedimientos. Una desventaia del tratamiento de
nitrurad6n es el ligero aumento de volumen de las piezas,
como consecuencia de los nitruros formados en la capa superficial, Quepueden ser caus!Ol.
de microgrietas y que exigen
dectuar. despues. un ligero rectificado.
En herramientas, matrices, etc., se puede meiorar el renc1imientorealizando una nitruraci6n en un banG de cianuros
(50 r-; CNNa y 50 % CNK) a 500-550· C. El procedimiento ~s
rcromendable en aceros ranidos. en lc>sone el rendimiento y
la estabilidad aumentan de forma not~ble con solo ligeras
(l
VI
TABLA
ACEROS PARA NITRURACION J. H. A. (31)
,
Composici6n
Quimica
_._-_.-
,
Acero
Mn
C
----
I
Si
p
-
F -171 1,,30/0,351';;0,6'
0,10/0,3' <0,04
I
I
/_I_~
S
i
Ni
Cr
i
Mo
< 0,04
_
,
-
..
I
Va
---
I :c:; 0,40 3,0 /3,50 0,30/0,50 0,20/0,25
- --
:::;;0.6J (l,lO/O,35 . < 0,04
F-174,0,35/0,45
s: 0,651°,10/0,451 < 0,04 < 0,04 I s: 0,40
0
---I
I
I Acero
al Cr-Mo- V duro
al Cr-Mo- V semiduro
Acero al Cr-Mo- V tenaz
Acero al Cr-AI-Mo pa_
ra ni trur!liCi6n.
IAcero
I
F-173IO,18/0,22
Ti P
Al
0,20/0,25
s: 0,65
<0,04
i
'-- 0,04 1::::0 0,40 3,0 /3,50 030/0,50
1"-17210,23/0,28
\0,10/0,35
'
_ ..
< 0,04 I 'S- 0,40 2,75/3,00,30/0,50
0,20/0,25
---
0,9/1,2
1,40/1,60 10,15/1,30
I
capas nitruradas
(0,02 a 0,1 mm.). La duracion d,el tratamiento es de 30-60 min. y las durezas obtenidas sobrepasan
las mejores obtenidas con aceros rapidos.
Te6rkamente,
todos IDS aceros pUeden ser nitrurados en
condiciones convenientemente
elegidas, pero, en la mayoria
de los casos, las caracteristicas
de temple 0 la profundidad
de nitruracion son insuficientes y es preciso recurrir a la elaboracion ,de aceros especiales para nitrurar. Usualmente, se
trata de aceros can elevado porcenta.je de manganeso (~0,6 %
Mn) cromo (1,2 %) y aproximadamente
1 % Al que, eventualmente, tienen tambien Ni, Mo a V como elementos de aleacion.
Los aceros finos de construccion son t~mbien nitrurables y
su aplkacion en la fabricacion de pequefias piezas de motares, resistentes al calor y al desgaste. tales como pequefios
ejes. pallers. soportes y juntas de vapor, engranajes, etc. es
cada dia mayor.
En nuestro pais, se encuentran tipificados (Tabla de Tipificacion del I. H. A,) cuatro aceros para nitruracion en 108
que. juntamente
con su composici6n. conviene senalar las
caraeteristicas mecanicas a obtener en el nUeleo, despues del
tratamiento de temple y rev'enido y la dureza superficial.
Los dos primeros permiten obtener en el nucleo caracteristicas de 110-125 Kg.lmm y 10s dos ultimos de 90-95 Kg/
2
mm".
La dureza superficial que puede obtenerse en los aceros
altos en cromo (F-l71 y F-172) es de RflO-850Vickers; enel de
contenido media de cromo (F-173) de 650-800 Vickers y en el
que tiene aluminio (F-174) hasta 1.100 Vickers.
superficies de contacto tratadas, que, al mismo tiempo, tiene
propiedades lubricantes.
Como todos los tratamientos superficiales, la sulfinizacian
es un proceso de difusi6n en fase salida, siendo la profundidad de penetraciones proporcional al tiempo de tratamiento.
La incorporacion se realiza haciendo actuar, sobre la superftcie de la pieza, una mezcla de sales fundidas formada por
cianuro sodieo y sulfito 0 hiposulfito sOdico,a una temperatura
ligeramente superior a 550 C. A veces se agrega tambien cloruro barico, que produce un efeeto activador como en la cementacion liquida.
La incorporaci6n del azufre tiene lugar en pres,encia de
cianuro fundido por 10 que, simulUmeamente, se incorporan
tambien C y N que aumentan la dureza superficial. Un cicIo
de reacciones posible podria ser:
En el bane:
0
3 CNNa
+ S03Na,
+ S203Na
4 qNNa
CNONa
+ SNa.
3 CNONa
3 CNONa
.;=
+
SCNNa
+
SNa.
SNa2
+ SCNNa
+ Na.O
Y en la superficie:
4 CNONa
+ calor
~
C03Na.
+ 2 CNNa
+
CO
+
2 N
2 CO + 3 Fe ->- Fe3C + CO.
2mFe + N 2 -+ 2 Fem N
SCNNa
n
I:!:stetratamiento. desarrollado en Francia hace solo unos
pacos anos. tiene por objeto incorporar azufre a la capa superficial de 1a pieza a tratar; esta capa adquiere asi y debido
a1 RZufre disuelto. bien en forma de azufre libre 0 en forma
de sulfuros de bajo punto de fusion. unas propiedades lubricantes exce1entes. propiedades que son las que confieren a la
pieza una buena resistencia al desgaste y un coeficiente de
rozamiLnto menor,
Las cualidades de la sulfinizacion se atribuyen (41) a la
inestabiHda:d quimica del azufre. Un gripado, empieza por la
fusion de un numero limitado de particulas metalicas que sopOTtan solas y en un momento determinado, la carga total.
~~sulta interesante, pues, trabajar en forma tal que la preSIOn y temperatura produzcan la liberacion de un elemento
en condiciones endotermicas,en
este caso el azufre de las
~
~
+ calor ::: CNNa
Fe + S ->- Fen S
+ S
de forma que el cianato y sulfuro necesarios para la ejecuci6n
del proceso se forman en el bano y a la temperatura de trabajo.
Las proporciones de las sales en la mezcla pueden ser variables, con resultados diferentes en cada caso; un tipo de mezcla
podria ser 95 % de cianuro y 5 % de sulfito.
La dureza superficial maxima se consigue despues de un
tratarniento de 1-2 horas; para tiempos mayores. aunque la
capa sulfinizada penetra mucho mas. la dureza es menor, probablemente debida a un ef'€cto de diluci6n por difusi6n de los
componentes mas duros. En general aparecen dos capas. una
superficial dura y de poco espesor (10-30 J1) Y otra intermedia
entre superftcie y nUdeo, zona de difusi6n, notablemente mas
blanda y de mayor espesor (30~500J1). En los casos mas favorabIes, la profundidad maxima afectada por el tratamiento no
es mayor de 0.5 mm.,
Los ,constituyentes microse6pieos que apareeen en el tratamiento no estan aim totalmente identificados. Pareee ser que
en la capa sulfinizada aparecen precipitados en forma de agu-
jas mas 0 menos mezcladas; en la capa superficial tienen UP
aspecto mas homog{meo y en la capa subyacente son mas dispersos y se prolongan a 10 largo de 108limites de los primeros
granos.
Aun no hay un criterio definido en cuanto a las caracteristicas de 108 aceros mejores para este tratamiento. Hasta ahora
se han utilizado aceros al carbona (0,20-0,50 % C), de acuerdo
con las propiedades mecanicas que se deseenen el nueleo y
aceros aleados (Cr-Ni y Cr-Al), sin llegar a precisar limites de
composici6n ni caracteristicas.
Loo primeros resultados experimentales parecen indicar que, aceros al carbona (~ 0,3 %
C) Y ~l1eadoscon 1-1,75 % Cr y 1-1,4 ~';,Al, son 108 mejores y
en los que la capa superficial sulfinizada aparece mas homogenea.
Acerca del tratamiento previo, tambi{m se han realizado
divers as investigaciones y hasta ahora puede senalarse $Olamente que, en piezas previamente normalizadas, la ausencia
de deformaciones, en el curso del tratamiento, es casi total.
Las ventajas mas importantes del tratamiento de sulfinizaci6n, seglm las investigaciones realizadas hasta la fecha, radican, principal mente, en la extraordinaria
elevaci6n de la
resistencia al desgaste (10-20 veces mayor que con otros procedimientos); la mayor seguridad en las piezas y ,engranajes,
que habitualmente
se montan aun can tensiones de temple;
posibilidad de utilizaci6n de piezas en rodaje sin gripado;
adaptaci6n perfecta entre los engranajes, pUdiendo disminuir
el ('oefkiente de seguridad para prever defectos en ejes, etc.;
posIiJiliG:'d de funeionamiento en seen durante cortos instantes; sen.l:j],~ disminuci6n de ruidoso etc. Es muy posible que
nuevas investigaciones puedan aun aumentar los resultados
favorables que hemos mencionado, teniendo en cuenta, sobre
todo, 10s tratamientos termicos previos, las composiciones de
los aceros y los banos empleados. Es probable tambien que investigaciones metalogrMicas mas precisas arrojen mas luz sobre la forma y el resultado de la incorporaci6n de azufre a
la capa supfTficial, identificandose los compuestos formados
y permitiendo un eonocimiento mas intima del proceso.
Endureeer superficialmente piezas de a.cero sin alteracion
de la composidon quimica de lacapa superficial, se logra, en
la practica, mediante una modificacion estructural producida
por calentamientos locales y selectivos, seguida inmediatamente del temple de la capa superficial afectada par el calor.
En estas condiciones, se consigue una mejora notable en la
resistencia y dureza de la superficie, sin alterar el nueleo.
Usualrnente, los dos metodos empleados para ello son el temple a lA.llama y el temple por inducci6n.
El temple a la llama consiste en calentar las capas superficiales de piezas de acero, mediante una llama oxiacetilenica,
ha;;ta temperatures par encirpa de AC3 y enfriar seguidamente
con un chorro a una ducha de agua; la estructura de la capa
calentada y templada resulta, asi, constituida por martensita
dura de tf'mple. Entre el temple elMica y el temple superficial.
la diferencia esencial radica en la extraordinaria rapidez de
los procesos de calentamiento y enfriamiento que aqui tienen
lugar y que se refleja, fundamentalmente, en la etapa de aust~nizaci6n.
Se emplean instalaciones que ·canstap de uno 0 varios 80pletes que calientan las zonas que deben endurecerse y, simultimeamente, uno a varios chorros 0 duchas de temple; siendo la
condicion fundamental que e1calentamiento de lacapa superficLll sea mas !lipido que la transmisi6n del calor ha.cia el nucleo de la pieza, para evitar quP.este quede afectado despues
del temple. Normalmente no se trata de instalaciones demasia-
do costosas, pero es preciso tener una cierta experiencia,un conocimiento, al menos ligen), del proceso y la suficiente habilidad para realizarlo practicamente. Este factor personal se
elimina realizando el temple con maquinas adecuadas, mas
o menos automaticas.
Una deseable uniformidad duranteel calentamiento y enfriamiento seconsigue, manteniendo constante 1adistancia del
soplete y de la ducha de enfriamiento a la superficie que va a
templarse. Si se modifica esta distancia, hay que contar tambien con una modificacion en la dureza y profundidad de temple finales, que, por otra parte, depend en tambi{m del tipo de
soplete y velocidad de rotacion 0 traslacion de la pieza.
La penetracion del temple debe ser determinada por el trabajo que haya de realizar la pieza tratada, variando, desde algunas decimas de milimetro para las piezas de precision, hasta algunos centimetros en las que realizan un elevado esfuerzo En los metodos de trabajo habituales, la minima profundidad que puede conseguirsees de 1 a 2 mm., siendo las normales
de 2 a 4 mm. La temperatura de la llama es muy superior ala
de fusion del acero y ello limita el espesor que puede calentarse
sin que se funda la superficie en aprox. 10 mm. Las dimensiones de la seccion de piezas templadas a la llama en estas condiciones y para que no exista riesgo de templar tambien el
nUeleo, no deben ser inferiores a 20 mm.
Para tratar piezas de diferentes formas y tamafios,se emplean distintos dispositivos que pueden clasificarseen das grupas: temple local 0 por puntas, que se realiza calentando con
uno 0 varios sopletes hasta que la zona a templar akanza la
temperatura deseada, retirandase despues para aplicar la ducha de temple y el llamado temple progresivo, que se aplica
maviendo los sopletes de calentamiento, de forma plana 0 anular, a los que suele ir acoplado el chorro 0 ducha de enfriamiento sobre la superfide de la pieza a templar a una velocidad determinada, para que la zona calentada adquiera la profundidad de temple deseada. Si se trata de templarejes, ciglienales, bUlanes, etc., y, en general, piezas can simetria de rotacion, se puede emplear un metodo de calentamiento y temple rotativo 0 giratorio can 0 sin desplazamiento (metodo de
torneado 0 helicoidal), en el que, normalmente, las llamas se
mantienen frente a la piez.a y, una vez terminado el calentamiento, se templa en una ducha acoplada detras del soplete 0
por inmersi6n completa de la pieza.
El temple interior en taladros y camisas requiere sopletes y
dispositivos de enfriamiento especiales para cada caso particular, siendo el mas utilizado el del tipo de "hongo'·.
La mismo que en el temple normal, es preciso realizar un
revenido para mejorar la ductilidad yeliminar las tensiones
de la zona endurecida. En la practica se realiza a temperaturas
de 150-200°C, Yhay que contar con una disminuci6n de dureza
superficial de 2-3 unidades Rockwell C. A veces,se emplea tambien la propia llama para realizar el revenido, tomando las
precauciones necesarias para que el calentamiento no sea excesivo.
El metoda de temple a la llama es muy uti! en el caso de
grandes piezas que, por su volumen, no puedenser facilmente
manejadas e introducidas en los homos de temple. Las deforciones, sobre todo en el caso de grandes piezas, son practicamente despreciables y pUede realizarse sobre pieza terminada
sin necesidad de acabado posterior. El tonelaje templado por
este procodimiento aumenta cada dia y una lista de piezas de
maquinas, motores yen general de la industria automovilistica seria interminable.
Un endurecimiento de las capas superficiales se consigue
tambien calentando las piezas de acero por medio de corrientes inducidas de frecuenda media 0 alta y temple sUbsiguiente. Como consecuencia, qUeda modificada la estruetura de la
capa calentada que se endurece al transformarse en martensita.
Para limitar la acci6n de la temperatura a las capas exteriore:. a tratar, sin producir calentamientos en el nucleo que
puedan ocasionar alli una transformaci6n, aunqueel acero tiene una conductividad calorifica no muy alta, es necesaria
una elevadaenergia decalentamiento en la superficie, que se
obtiene, generando corrientes inctucidas de alta frecuencia en
las capas superficiales (42).
EI fen6meno de inducci6n es bien conocido; una corriente
alterna 0 pUlsante, fluyendo par un solenoide, crea, asimismo,
un campo magnetico oscilante y, si sus lineas atraviesan un
medio conductor, inducen un flujo de energia dentro de el.
Cuando la frecuencia de la corriente que pasa a traves del
solenoide es Nevada (algunos millares de ciclos seg-l 0 radioirecuencia), el conductor, que normalmente es un material me.
talico introducido dentro del campo magnetico creado, se calienta nipidamente. Este hecho es cOinocidocon el nombre de
calentamiento por induccion de alta frecuencia.
Un circuito de calentamiento por induccion es, fundamentalmente, un transformador, cuyo primario conduce la corrientealterna y la pieza que va a ser calentada hace de secundario, dentro 0 en 108 confines del inductor, sin contacto ni conexi6n entre ambas.
Para explicar la generacion de calor en los materiales calentados por alta frecuencia, deben considerarse dos fenomenos fisicos: el de l1isteresis magnetica y las corrientes inducidas 0 de Foucault. Cuando se trata de un material magiletico el atmvesado por el campo que crea el solenoide, suponemos que esta formado por pequeiiisimos imanes elementales
que tienden a orientarse en la direccion de la polaridad del
campo producido, Dpr= 'ie' a polaridad cambia muchas veces
P0L--S
·'0, can la frecue-n-cia 'de la corriente
de calenta-mien to
La tendencia de estos pequefios imanes a realizar el mismo cambio muchas veces, origina una "friccion molecular"
que da origen c! la produccion de calor dentro de la pieza.
Este modo de calentamientc,
es el debido al fenomeno de hisU~rcsis. En el secundario de un transformador,
cuando 1:1. pieza
hace de tal. se inducen corrientes dentro de el y estas corrientes origin an una rapida elevacion de temperatura;
es el
conocido calentamiento
par corrientes inducidas.
Las corrientes inducidas dependen, sabre todo, de la fre·
cuencia y de ]a densidad de flujo y puesto que el calentamiento par inducci6n es realizado siempre a aIta frecuencia--y-~---~el fenomeno de histeresis desaparece comp~mente
por encima del punta de Curie, como la mayoria de los tratamientos (temple, normalizado, calentamiento
para forja, soldadura) son realizados a temperaturas
altas, por encima de dicho punta de Curie. el calentamiento
debido a la histeresis
resuIta despreciabl e.
Establecido ya que la importancia primordial se debe al fenomeno de Ias corrientes inducidas, podemos comparar el
calentamiento par induccion con el calentamiento por resistencia ordinario y establecer que el calor es liberado como resultado de las perdidas I'R debidas a1 efecto Joule; es decir,
hay un flujo de eorriente (1) y una resistencia al flujo de esta
('orriente (R). las ('lwJes. comhinarlas, ~on responsables de la
g·cner8.ci6n de calor.
Como consecuenci;i de las corrientes inducidas en la pie;;a de acero sometida a la aCCiCl/1
del campo magnetico de alta frccuencla. la densidad de corriente en una seccion perpendicUlar alas lirw,as de campo es mucho mas elevada en la
periferia que ell elirrterior de la pieza y puede considerarse
se restringe a la
practicamente que el efecto de cai~'ill-&'14-ie..nto
pelicula sllperficial (efecto pelicular) y cuya penh;~v:~_- " "
Hamada "prafundidad
de penetraciOn". viene expresada, en
1'1 casa de metale.s frTromagneticos. por la ecuari6n.general:
Po"'-;
IV .. /\ :
r- ..•....
p
~c
2"
f
-
Sin embargo, estas relaciones teoricas pierden bastante
de SU interes, puesto que enellas se supone "idealmente" el
l,iempocero y, de hecho, la profundidad de la zona templada
depende de muchos otros parfunetros. Es obvio sefialar que
una transformacion metalurgica no puede tener lugar en un
tiempo cero yen el calculo de la profundidad de penetracion
resultan valores considerablemente mas elevados, cuando el
tiempo tiene un valor significat~
En la practica, el efecto neUcular m~eQfnde,
esencialnxcllte.
de Itt.5 Car acteftsficas de frecuencia, potencradel generador y tiempo, en la siguiente forma:
-----
--------40
A) Frecuencia (potencia y tiempo constantes). Cuanto
mayor sea la frecuencia, tanto mas fina es la capa
calentada. La frecuencia minima necesaria para un
rendimiento aceptable puede calcularse te6ricamente
y elio obUgaa la concepcion de generadores. en los que
pueden disponerse de una garria de frecuencia, desde
algunos miles de cidos seg-' hasta megaciclos seg-'
que pueden distribuirse en a) generadores de frecuencia media constituidos generalmente pOl' grandes
unidades rotativas (100 a 1.000 Kw), alternadores,
en los que la fr.ecuencia es de 1.000 a 10.000 ciclos seg-" especialmente destinados a temples
profundos (frecuencia baja) y a piezas importantes (potencia mas elevada) y b) generadores de alta frecuencia,en los que la potencia es mucho mas
pequeiia (100 w. a 150 Kw.) y la frecuencia, de 250
kilociclosseg--1 a 5 megaciclos seg 1. Este tipo de generadores, liamados electronicos, son empleados para
calentamientos muy superficiales en 108que se quiere endurecer, sin dar tiempo a que se afecte al nucleo, grandes series de piezas pequefias. etc. El mas extendido en la industria es el de 400/500 kilociclosseg--J,
porque su frecuencia es suficientemente elevada para
conseguir el efedo pelicular y no exige precauciones
especiales en la construccion de bobinas de carga de
muy diversos tipos.
Cuanto
B) Potencia. (frecuencia y tiempoconstante).
mayor sea 1a concentracion de potencia, tanto mayor
es 1a temperatura superficial alcanzada. En general,
se requiere una potencia de 1,'!}-2 :K.w/cm."POl' tanto
elio limiia en eicrto modo las posibilidades de trabajo
una instalaci6n, ya que, si bien el rendimiento eh~ctrico del generador es siempre bajo (50-60 %), el rendimiento termico es elevado; todas las perdidas termicas proceden exclusivamente de la pieza y, usualmente, solo pOl'corto tiempo. El calentamiento local
1
r
I
I
C)
que se realiza, representa que la potencia se emplea
solo en calentar la pordon de la pieza que requiere
tratamiento.
Tiempo (potencia y frecuencia constantes). Cuanto
mayor sea el tiempo de tratamiento, tanto mas profunda sera la penetracion termica, si bien el calor se
sigue desarrollando en la capa exterior. El grado de
calentamiento
(cal. cm-' seg- es siempre elevado
y la temperatura en las 'capas extern as aumenta con
mas rapidez que en el interior. pero la diferencia entre superticie y nudeo depende tambien de las demas caracteristicas del material que se trata, resistividad electrica, permeabilidad magnetica y, sabre
todo, de las perdidas pOl' radiacion, conveccion y conductividad tennica del material empleado. Dadas las
especialisimas
condiciones del temple pOl' induccion (42), la forma practica de la onda termica en
las piezas tratadas, permite, a causa de las variaciones en las propiedades fisicas antes mencionadas, que,
una vez alcanzada la temp,eratura critica de transformacion. la energia calorifica que recibe la superficie penetre mas profundamente hacia el interior
de la masa metalica. eliminando IDS peligros de sobrecalentamiento.
l
local 0 total rotativo y temple progresivo. Para los engranajes de modulo pequeno, <' 5, suele emplearse el temple total
rotativo, mientras que en los de modulo'> 5 se emplea el
temple progresivo. En un principio se utiliz6 tambien el metodo de templar cada diente en particular, pero actualmente
y debido a la distribuci6n nada favorable de la zona templada, que se extiende sobre ambos flancos del diente y sobre
el entrediente, precisamente al pie de los mismos, es decir,
enel lugar critico que esta sometido a desgaste y esfuerzo
y, por tanto, donde el peUgro de rotura por efecto de entalla
en el borde de la zona templada es mas grave, tiende a emplearse cada vez menos.
1 Distribucion
teorica
2 Distribucion practlca
3-4 Distribueion praclica can liempos crecientes
1000
«
600
':,...":>
«
::; 400
Cl.
Z
En la fig. 92 se ha representado el curso de la onda termira en una probeta cilindrica para una frecuencia constante. en diwrsas condiciones de calentamiento. La curva 1
representa la distribuci6n te6rica de la temperatura para una
elevada patencia y tiempo de calentamiento pequeno; la curva 2 muestra la distribucion pnictica de la temperatura
en
el caso precedente. Con una potenria similar y para tiempos
mayores, ]a curva 3 representa la onda termica a traves de
la probeta y. finalmente. la curva 4 se refiere a un tiempo de
calentamiento ya muy grandf' en anaJogas condiciones.
La simple observacion de est a figura nos permite ya determinar C61110. aun para una frecuencia fija. puede emplearse el calentamiento
por inducci6n. no solo para el temple
superficial sino para los mas dispares tratamientos termicos.
justificando la extensioncreciente
de su empleo.
Temple de engranajes.
Dentro del temple superficial. tanto sea
temple a la llama como pOl' el de temple
temple de engranajes es un caso particular
En general, pueden emplearse distintos
par el metodo de
pOl' inducci6n, el
muy interesante.
metodos: temple
w
•.. 200
a
100
80
60
40
20
0
DISTANCI AS OESOE EL CENTRO AL BORDE (·f.)
Fig. 92.-Distribucion
de la temperatura
en una
pr"beta ciJindrica calentada par el metoda de induccion durante diversos tiempos.
En el temple total 0 de todos los dientes. el pinon se
coloca concentrico en el quemador a en la espira calefactora, calentando con 0 sin rotacion y templando seguidamente
con una ducha de enfriamiento 0 par inmersion. Si los pinones soY'muy anchos, se templa, en general, par partes, siguiendo un metodo progresivo.
El metoda progresivo 0 de avance, pero calentando y templando en el entrediente, es hoy el masempleado y tambien el
mas correcto desde el punta de vista metalurgico. ya que la
zona templarta es perfectamente continua, va desde la cabeza
riel diente sabre uno de los fIancos hasta la base del mismo
y"obre el otro flaneo de nuevo hast'l la cabeza. Esta zona
templada es. ademas, bastante homogenea. El procedimiento
esta solo limitado por el soplete 0 el inductor que ha de colocarse entre los dientes, pero esta limita.cion es mas bien de
tipo mecanico; para modulo inferior a 2, ya no es aconsejable
y la realizacion es mas facil cuanto mayor sea el modulo del
engranaje a templar.
Durante el proceso de temple, en general,ocurren deformaciones; tambien en el temple superficial. La deformacion,
sin embargo, es pequena, tanto que, en la practica, se habla
de este metodo como el de temple sin deformacion; pero para
evitar, en 10posible, esta deformacion, deben tomarse, ya durante la construccion, las precauciones posibles, fabricando
pinones simetricos, sabre todo la corona de dientes con respecto al euerpo del pinon. Cuanto mas rapido sea el temple,
menor sera. la deformacion, influyendo tam bien la calidad y
tratamiento previa del acero empleado; asi, en los aceros bonificados, la deformacion es menor que en los recocidos y
en los aleados, menor queen los aceros al carbono.
La fig. 93 muestra un pinon, templado superficialmente,
en el que pueden apreciarse las carad,eristieas de la zona endurecida que antes mencionamos.
Fig. !*3.- ·}\!acn'g,."fla de un cngranajc
tempI ado su[)r-rfiC'i:dnll'nt{' por r} IlH~todoprogresivQ
calentando
en C'1 enfrr:dknlc.
Consideraciones metalitrgicas:
ternple s'/Jperficial.
aceros para
Las extraordinarias ventajas de la distribucion termica durante el c"tlentamiento por indue cion tienen gran importancia en el empleo practico del metodo y el temple de piezas de
acera segun el, no ofreee dificultades. Para la penetraci6n
deltemple dentro de los limites practicos, no es de importancia
un ligero retraso, desdeel momenta en que el material alcanza
la temperatura de transfonnaci6n
y el momento de temple;
puede mantenerse un tiempo adicional a alta temperatura,
que no origina sobrecalentamientos y durante el cual se consigue la disoluci6n y difusi6n uniforme de los componentes
metalurgicos. Usualmente. sin embargo, el calentamiento por
induccion va asociadocon tiempos pequefios, en los que se
consiguen los mismos resultados sin pertnrbar la estructura
del nucleo.
El interes de los metalurgicosdebe
cent,rarse, en un principio, en las posibilidades de disponer de una frecuencia y potencia adecuadas al tipo de pipzas y endurecimiento que se
precisa.
La seleccion de un tipo de acero depende, como es natural.
de las propiedades del nUcleo y zona superficial requeridas y,
en general, hay una relacion l6gica entre la templabilidad
Jominy y 100resultados del temple por inducci6n.
Seconsidera
queel temple superficial es pnicticamente
utilizable cuando la zona templada presenta una estructura
con no menos del 50 % de martensita y los acera..'>a emplear
deben seleccionarse de acuerdo can ello.
En la Tabla VII se da la composicion quimica de los aceros para temple a la llama y temple por inducci6n que en
nupc;tro pais se han propuesto para este usa, despues de realizados estudios experimentales sobreellos (10). En el grupo
de aceros al carbono, el F. 114 ( ~ 0,45 % C) esel mas usado
y encuentra aplicaciones mUltiples en casi toda clase de piezas de maquinaria y muchas piezas de motores; el acero F. 113
(~. 0,35 % C) tiene menos significaci6n. Contenido mayor en
carbona (F-115) es muy utH, especialmente para piezas con
dureza superficial muy elevada; culatas, puntas de torno, etcetera, y otras en las que debe obtenerse una resistencia a1
desgaste fiUy alta. El F. 512 (~0,7 % C) tiene usos mas limitados y no es conveniente utilizarlo para piezas con espesor
de pal ed pequefio; encuentra aplicacion en la industria ligera. piezas para maquinas de coser, bicicletas, etc.
Respecto a los aceros aleados, el F-142 tiene aplicaciones
similares al F-114, proporcionando en el nucleo una mayor
resistencia a la tracci6n. Los aceros al Cr, Cr-V, Cr-Mo y CrNi, penniten obtener durezas superficiales de 55-58 HRc Y son
empleados comunmente para piezas de gran responsabilidad;
Ja mayor parte de los ciguefiales, ejes y coronas de diferenciaL se fabrican con este tipo de acero. A'ceros aleados con
mayor contenido en carbono. propordonan una dureza mas
elevada y mejor resistencia a la tracci6n en el nucleo. Aceros
al Cr-Ni pueden tambilm emplearsecon exito para usos espechiles. aunque su precio sea m?yor. Propiedades intennedias
TABLA
VII
ACEROS PARA TEMPLE A LA LLAMA 0 POR lNDUCCION
I
Composici6n
I
Acero
I
I
C
I Mn
Quimica
i
i
P
Si
I
1
"-1131
0.35 I 0.55
F-1l4
0,45
0,65
025
<. 0,04
<.
<.
F-1l5
F-512
0,53
0,70
0,55
0,3
0,30
0,20
<,0,04
< 0,04
<. 0.04
<. 0,04
F-122
0,35
0,6
0,25
<. 0,04
<. 0,04
~
i
i
<
0,04
0,04
V
-
-
Acero al carbona
-
-
-
Acero al carbona
-
-
I -
-
-
-
4,25
0,2
-
I
Cr
Mo
1-
--
I
I
~-
-
-
0,04 I 1,25
i
I
I
F-128
0,36
F-142
0.40
F-143
F-l44
0,50
0,53
0,25
0,65
I
<.0.04
0,6
025
<.:
0.95
0,35
<,0,04
0,9
0,9
I
0,04
I <004
<.
! 1,0
I
-
I Acero
Acero
I
1,0
0,2
-
-
1,0
-
'I
0.25
0,9
<. 0,04
<.
0,04
<. 0,04
<004
-
-
i
I
al carbona
al carbona
1,0
-
-
-
Acero ale ado
gran resistencia
Acero aleado
gran resistencia
Acero ale a d a
gran resistencia
Acero elastica
0,1
Acero elastica
-
-
i
0.04
<.0,04
-
I
I
Designaci6n
Dureza
supemcial aIcanzada
I
I
0,34
I
I
I
--I
I
I
F-125
Tipo
,i
Ni
S
i
(43)
__ I Acero
,
I
elastica
I Acero al C semisuave
! Acero al C semi-,
I duro
I Acero al C dmo
Acero al C 0,60-0,70
par 100.
de Acero al Cr-Ni de
120 kgs.
de Acero al Cr-Mo de
I 90 kgs.
d·e Acero de baja ale a_
I cion 100 kgs.
I Acero
al C de tempIe en agua para
muelles
Acero al Cr- V para
lI
muelles
Acero al Mn-Si del
temple en aceite
para muelles.
l
51-57
55-61
59-63
60-64
52-58
52-57
53-58
54-59
58-62
58-62
en la superficie y en el nueleo se obUenen empleando aceros
al Cr 0 al Cr-Mo de composiciones di versas.
La estructura inicial es importante considerarla y elio se
debe a que, a causa de los pequeiios tiempos de calentamiento,
la totalidad de carburos 0 al menos buena parte de ellos,
debe disolverse muy rapidamente en la austenita y la difusian, cuando el carbona esta disuelto, es extraordinariamente
rapida.
Como consecuencia de estos cortos ciclos de calentamiento
y del poco tiempo que el acero se mantiene pOl' encima del
punto critico. la estructura inicial tiene una influencia decisiva y, asi, una estructura de ferrita de grana grueso debe alcanzar mayor temperatura y necesitar mas tiempo que una
estrllctll ra de perlita fina. Sin embargo. es preciso acoplar
tambien las necesidades enotros sentidos; asi, por ejemplo,
si las piezas necesitan ser maquinadas, es muy frecuente que
la meior estructura para el trabajo de taller no sea buena para
el calentamiento pOI' induccion.
En todos loscasos debe tenderse siempre a indudr la temperatura minima precis a para producir la dureza deseada y
la microestructura
correcta. Esta temperatura depende, entre
otras condiciones, de la composici6n quimica del acero y. esencialmente. del contenido en carbono. Los aceros al carbona
suaves necesitan. par tanto, temperaturas mas altas. En funcion de] contenido en carbono, esta temperatura sigue una
relacion lineal, hasta aproximadamente 0.45 % de C. composicioll a la que se alcanza el minimo. Contenidos de carbona
mas elevados no proporcionan ninguna ventaja en cuanto al
incremento de la dureza; sin embargo. un exceso de carbono
no disuelto aumenta la resistencia al desgaste.
Es obvio que aceros de bajo contenido en carbona seran
mas facilmente tratados si previamente ha sido afinada su
estructura can un tratamiento termico previo, Par est as razones precedentes. 108 aceros aleados y los carburos de los acefOS aJeados. frecuentemente
de composici6n quimica compleja,
se disolveran can mas dificultad que la cementita y necesitaran tiempos mas largos 0 temperaturas mas elevadas.
En el eXRmen metalografico aparecen, generalmpnte. dos.
7U!l'~S bien diferenciadas
micrograficamente;
zona externa superficiaL de estructura martensitica no demasiado homogenea y libre de ferrita y zona intermedia can estructuras mezcladas de ferrita - perlita - martensita. de acuerdo can la composici6n del acero. La estruc.tura del nueleo permanece invariable. En la fig. 94 se han representado esquematicamente
estas zonas. las estructurascorrespondientes
a las mismas
y las durezas obtenidas experimentalmente
(43) en un acero
alcarbono
F-114.
Aceros aleados presentan tambien estructuras martensiticas libres de carburos si la estructura inicial no es de grana
grueso y la temperatura critka superior se alcanza conseguridad.
700
'"
""0
01
6 00
Acero
500
T,.. en pi" superficial
4 00
Tempec'llura
11J
:<::
u
...J
6-24 s e gundos
V)
a:
u
55 ...J
F-115(049",C))
maxima-840°C
300
N
W
a:
o
a:
30 «
;,
<>:
49 ~
:s:
40 u
__~
200
N
16 w
__.------L __
I
a:
'
:J
o
~00
:J
0
--~~~
0
0
2
3
4
DIS'flN.CIA
fiA:. 94.- Vnrindoll
5
5
7
8
9
10
11
DESDE EL 80RDE EN (mm)
d(' In clurrzn
f·,c:tructunlS
ohtf'nidus
1))>oLda dr
oc('ro
fl.)
('11
Ins
eurbOllO
('11 fUllcion de la (listane-ia
al borde y
rli~thltas
zon:lS transfornuHln~
PD
una
(O.IH ()~, C) kJl1plada
por el lur-lodo de
inducri()n.
Rcspecto a la pnktica del temple, no debe diferenciarse de
las tecnicas corrientes y pueden asimismo emplearse aceros
para "temple en aceite", "temple al aire" 0 "temple en agua-.
La velocidad de temple sera 10 suficientemente elevada para
exceder la velocidad deenfriamiento cd tieo del acero 0 bien,
podemos decir, 10suficientemente lenta para que tenga lugar
la transformacion martensitica. Practicamente.el enfriamiento se realiza en una ducha de agua a traves del inductor 0
inmediatamente detras de el, cuando el tratamiento se realiza en forma progresiva. EI volumen y presion de agua se
regulan a voluntad, de acuerdo con las caracteristicas del
acero.
De esta forma.e1 temple es mas uniforme que en otras
tecnicas y la aparicion de "playas" no templadas tiene lugar,
casi siempre, solo pol' ea1entamiento defectuoso. Esta dificultad se resuelveen 108modernos dispositivos, haciendo girar la
pieza cuando se esta calentando.
Algunas veces, el cielo de calentamiento se divide en dos
partes y las piezas son calentadas previamente a una tempers.tura media y, finalmente, la superficie se calienta hasta
la temperatura de temple. De este modo se requiere una cantidad menor de energia y, por tanto, menor potencia 0 tiempos de tratamiento mas pequefios y, desde nuestro punta de
vista metall1rgico, las tensiones en el nueleo son menos acusadas desJ>ues del temple.
un cierto numero de caracteristicas mecanicas son afectadas directamente por el temple superficial y una combinacion
adecuada de la potencia y cicIo de tratamiento nos conducira
alas restdtados buscados.
.
La d ureza superficial es la mas importante y, a veces, se
obtienen 2 0 3 unidades Rockwell C mas altas de las previstas
para lag caracteristicas del acero-"superdureza"--.
Este resultado, que se obti ene gracias a un temple muy energico de
la zona cnlenta:dfl (como consecuencia del enfriamiento combinado del liquido de temple y del nUeleo de 1<-1. pieza que esta
frio), puedp ser debido alas a1tas tensiones en la superficie
(comprrsion) y, despues de algun tiempo. a ternperaturas del
orden de 100-150" C, disminuye basta su valor normal.
Sin entrar en detalle. queremos sefialar que las tensiones
residuales debidas al tratamiento superficial son tales. que
la zona externa esta sometida a compresion. Este fenomeno
es provncado,en parte. 001' el aumento de volumen que lleva
consigo la transformacion martensitica despues del temple.
Las defonnaciones durante el temple quedan practicamenb~ eliminadas yel aumento de la resistencia a la fatiga es
muy considerable. Una pieza, endurecida superficialmente por
temple de induccion, tiene una resistencia a la fatiga del orden de 20 veces mayor que las obtenidas normalmente.
La excepcional finura de grana de la zona templada, debida, sin duda: a la rapidez con que se alcanza la temperatura
de temple, es la causa de una casi total ausencia de fragilidad.
Esta propiedad nos permite emplear el calentamiento de
induccion para endurecer zonas, preferentes en piezas ya acabadas, sin necesidad de precauciones especiales.
Facilidad de realizar el tratamienL! .sabre areas limitadas,
sin necesidad de emplear cl coLreado y otros complejos
tratamientos de proteccion.
.
Consumo de energia muy bajo, en comparacion con otros
metodos de endurecimiento superficial.
De man era breve queremos resumir finalmente algunas ventajas de caracter tecnico y de tipo economico que justifiea la:
progresion anual de toneladas tratadas por el metodo de induccion y su empleo extendido, no solo a pequenas piezas,
brocas, pinones, bielas, horquillas de embrague, bulones y
otras muchas destinadas a la industria automoviUstica, sino
tambien a las mas grandes, tales como cilindros de laminar
(hasta mas de 300 mm. de diametro), cigiiefiales y ejes para
motores Diesel. cadenas para tractores. tub os para instalaciones mineras, etc., y otras de la industria semipesada (ver
figs. 95 y 96).
- Rapidez del tratamiento que, independientemente
de las
propiedades que se obtienen sobre el material, puede ser
un factor determinante en la eleccion delproceso.
La facultad de reducir al minimo la imprecision debida
al factor humano, por el empleo de dispositivos adecuados, justifica la concepcion de maquinas automaticas que
pueden adaptarse, particularmente
bien, a la prodl1ccion
de p1ezas para un montaje en cadena.
Economia sobre el balance de la operacion completa del
tratamiento termico, que, en muchos casos, compensa y
amortiza la instalacion de· alta frecuencia.
J
un minimo de oxidacion, decarburacion y distorsi6n, permiten el empleo de piezas con acabado fino, de manera que,
despues del temple, solo requieren un ligero rectificado 0
limpieza.
- Constancia y reproductibilidad de los resultados que solo
dependen de parametros facilmente regulables, salvo en
10 que concierne a las tolerancias admitidas en la composicion del acero.
Sin embargo,
toria, programa
factores de tipo
de un proceso 0
vidar a la hora
es preciso tener en cuenta que, en cada facde fabricaci6n, etc., existen siempre muchos
particular que pueden influir. en la adopci6n
nuevO procedimiento y quenOesposible
01de tomar decisiones.
'"a: 300
::>
~
<t
~ 200
Q.
::l:
~ 100--~
1
i
l'
-1-
1,5
0.6
0.6
CONTENIDO
2,0
'0
1.2
'.4
EN CARBONO("I.)
"I. EN PESO
Cul<1ENIDO
EN C DEL ACERO
Dureza de los constituyentes
estructurales estables
aceros al carbono
• C/~~g·
.
u
~,l }
z
..
~~g
.~
.;>
•...
_<50
} Z onQ sup~rlor
-300
-'00
(~rllla
rnuy fino)
----500
"
'"
4CO
"
JOO
a.
---
Zone supi!tlor
(P~rlilCl lino)
,00
I::
UJ
Dureza
Con::.tltllyente
0....-1
70
I
uJ
20
100
C
Zana
in!.r",~(Ha
(!Iolnlta)
llano
)
0
0.2
Q'
0.5
08
C A R B 0
Sltllnd~!Hl
lif'
IllS
puntos
Inl •• lar
( Morl.".;
I,,)
\0
1.2
NO ('I.)
('i°iticos
(\\" "YPI"
1,4
para
~'
1.6
1,8
dif(·l'el-It ...••.Ydrwidndes
TIns!').
y metaestables
de t'nfrhuuknto.
(no aleada)_
Ferrita
(de!ormada)
_
Ferrita
(lamelar)
Perlita
( globular).
Perlita
Cementita.
Austenita
(200).
Sorbita.
Troostita.
Bainita.
Martensita.
~-
Brlnell
Vickers
-----~
45
50
80
200~- 250
160 -- 170
230-250 400 -600 ~
650 -
280
350
450
650
750
de los
-----
Rockwell
215
265
175
900
940
235
285
260 ~ 370
425 - 480
600 ~- 750
750 _. 900
C
20
65 20-~
25 45
55
60 ~
68
25
30
50
60
65
Temperatura de
recocido
_J.
*-
Recocldo de reo
generacion -0 recocido total.
30-50° por encima
de A, (aceros hipoeutectoides).
30-50° por encima
de A, (aceros hipereutectoldes).
!Mantener
la temperatura
aproximadamente 1h por
cada 25 mm de dimension menor de la seccion
• seguido de enfriamiento
lento dentro del homo.
Obtencion de grano grueso
para facilitar las operaclones de mecanizado.
2. Recocido de globulizadon.
Poco por encima de
Ac, (15_50° C).
Poco por debajo de
Ac,.
Oscilante altemativamente porencima y por debajo
de Ac,.
Por transformacion
isott~rmica a
7000 C.
Enfriamiento lento hasta Ar I
y despues enfriamiento a
voluntad.
Mantener largo tiempo a Ar I'
enfriamiento lento hasta
aproximadamente 600° y
luego enfriamiento avoluntad.
Calentar por encima de Ac.,
transformacion isotermica a 700° y enfriamiento
posterior al aire.
Ablandar y favorecer la deformacion en frIo y la
mecanizacion de los aCeros hipereutectoides. Globulizaeion de la cementita.
Neutralizaeion de la acritud
producida por deformacion de nuevos crist ales.
Alrededor de 500600° C (en algunos casos superiores).
4. Recocido de elimlnacion de tensiones.
6. Recocido de es·
tabilizadon.
Calentamiento lento, mantener la temperatura aIgun
tiempo
y enfriamiento
dentro del homo por 10
, menos hasta 800 C.
Supresion de las tensiones Internas. Mejora de las propiedades en construceiones soldadas, forjadas, etc.
Largo tiempo (> 20 horas)
seguido de enfriamlento
en el homo 0 a voluntad.
Para eliminar en parte las segregaeiones, destrulr estructuras de colada, forja
y laminado.
Frecuentemente
combinado
con un normalizado posterior.
Crecientes hasta
650-700° C.
Mantenlmiento
corto a la
temperatura yenfriamiento a voluntad.
Estabilizaeion de las prople.
dades mednieas y eliminacion de los fenbmenos
de envejeeimiento.
30-50°
C por endma de Ac. (aceros
hipoeutectoides) 30_50° C
por encima de
Ac, (aceros hipereutectoides).
Mantener la temperatura hasta calentamiento unifnrme de la pieza.
Enfriar en aire tranquilo.
Atinar el grano, destruir los
efectos de las deformaeiones en fdo. Regenerar
la estructura producida
por otros tratamientos.
Modificar la estructura de
colada 0 de Wlndmanstatten. Mejorar caracterlsticas mecanicas.
Por debajo de Ac I
(550-650° ); en
aceros
aIeados
hasta 750-800°C.
Observaciones.-Otros
tratamlentos de recocido, tales como el recocido intermedlo que produce un
ablandamiento entre dos etapas de la conformacion en frIo 0 el recocido blanco, en atmosfera protectora,
pueden conslderarse como varrantes de los "pos que se menclOnan.



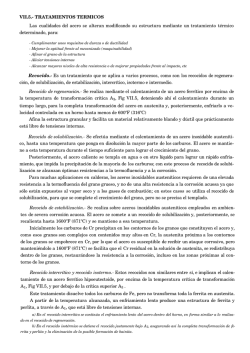
© Copyright 2026